- Definición de Therbligs
- Tipos de Therbligs
- Principios de economia de movimiento
- Diagrama de proceso bimanual
- Analisis
- Bibliografía
Definición de Therbligs
El concepto de división básica del trabajo, desarrollado por Frank Gilbreth en sus primeros ensayos, se aplica a todo trabajo productivo ejecutado por las manos del operador. El llamó "THERBLIGS" (su propio apellido Gilbreth leído al revés) a estos movimientos fundamentales y concluyó que, todas y cada una de las operaciones, se componen de una serie de 17 divisiones básicas.
Clasificación de los Therbligs
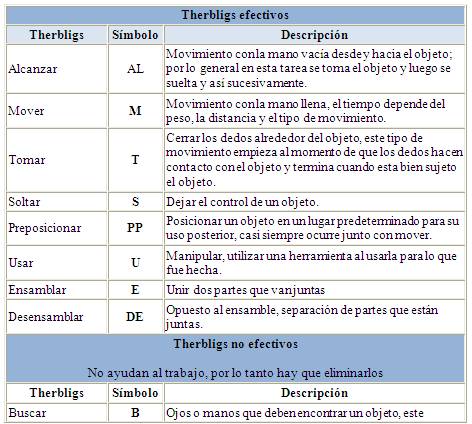
Las diecisiete divisiones básicas pueden clasificarse en therbligs efectivos o inefectivos. Una clasificación posterior divide a los therbligs en físicos, semimentales o mentales, objetivos y de retrasos.
Efectivos o Eficientes:
Son aquellos que atribuyen al desarrollo del trabajo, con frecuencia estos therbligs podrían reducirse algunas veces, pero de hecho es difícil eliminarlos por completo.
Estos son:
Efectivos
DIVISIONES FÍSICAS BÁSICAS
Alcanzar
Mover
Sujetar
Soltar
Colocación previa
DIVISIONES OBJETIVAS BÁSICAS
Usar
Ensamblar
Desensamblar
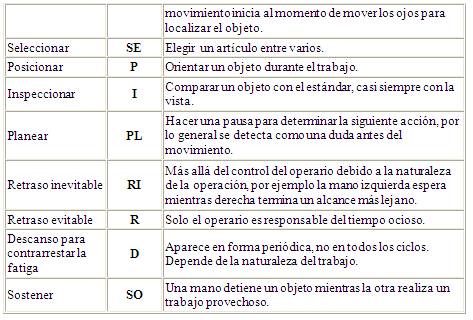
Inefectivos o ineficientes:
Son aquellos que no hacen avanzar el trabajo y deben eliminarse aplicando los principios de análisis de la operación y el estudio de movimientos.
Estos son:
Inefectivos
DIVISIONES MENTALES Y SEMIMENTALES BÁSICAS
Buscar
Seleccionar
Colocar
Inspeccionar
Planear
RETRASOS
Retrasos inevitables
Retrasos evitables
Descanso para sobrellevar la fatiga
Sostener
Tabla Los Therbligs
Tipos de Therbligs
Las 17 divisiones básicas planteadas por Gilbreth son:
1.- Buscar:
Es el elemento básico de la operación empleado para localizar un objeto. Es la parte del ciclo durante la cual, los ojos o las manos andan a tientas, en busca del objeto.
Buscar es un therblig que el analista debe siempre tratar de eliminar. Las estaciones de trabajo bien planeadas permiten que el trabajo se lleve a cabo continuamente, de manera que no es preciso que el operador efectúe este elemento. Proporcionar el sitio exacto para cada herramienta y cada parte, es el modo práctico de eliminar la búsqueda de la estación de trabajo.
Un empleado nuevo, o alguien a quien el trabajo no es familiar, tienen que usar búsquedas periódicamente, hasta desarrollar suficiente habilidad y destreza.
2.- Seleccionar:
Es el therblig que se efectúa cuando el operario escoge una parte de entre dos o mas análogas. Este therblig sigue, generalmente, al de búsqueda y es difícil determinar aun por medio de los procedimientos del estudio de micro movimientos cuando termina la búsqueda y cuando empieza la selección. Algunas veces, la selección puede existir sin ir precedida de la búsqueda, sobre todo cuando se trata de ensamblaje selectivo también la selección puede clasificarse entre los therbligs inefectivos y debe ser eliminada cuanto sea posible, del ciclo de trabajo por medio de una mejor distribución de la estación de trabajo y por el control de partes.
Para eliminar este therblig el analista debe preguntarse:
¿Son intercambiables las partes comunes?
¿Pueden estandarizarse las herramientas?
¿Se guardan las partes y los materiales en la misma caja?
¿Puede emplearse un estante o una charola para colocar previamente las partes?
3.- Sujetar:
Sujetar es el movimiento elemental que hace la mano, al cerrar los dedos contra una parte, en una operación. Sujetar es un therblig efectivo y, generalmente, no puede ser eliminado, aunque en muchos casos puede mejorarse. Comienza cuando los dedos de cualquiera de las manos empiezan a cerrarse alrededor del objeto, para controlarlo, y termina en el instante en que se ha logrado el control. Estudios detallados han demostrado que existen varios tipos de sujetar, algunos de los cuales requieren tres veces mas tiempo que los otros. Debe tratarse de reducir a un mínimo el número de operaciones de sujetar, durante el ciclo de trabajo y las partes que deben sujetarse deben estar colocadas de manera que pueda emplearse el tipo más simple de sujetar.
Las preguntas de confrontación que podrían ayudar a mejorar los therbligs sujetar efectuado durante un ciclo, son:
¿Sería aconsejable que el operador sujetara más de una pieza cada vez?
¿Podría usarse un "sujetar-contacto" en vez de un "sujetar-levantar"?
¿Podría simplificarse la operación de sujetar partes pequeñas poniéndole un borde a la caja?
¿Podrían acomodarse previamente las partes u objetos, para hacer más fácil el sujetar?
4.- Alcanzar:
Representa el movimiento de una mano vacía, sin resistencia, hacia, o desde un objeto. La división básica de alcanzar se conocía como "transporte en vacío", en el sumario original de Gilbreth. Sin embargo, la mayor parte de los especialistas en métodos aceptan, en la actualidad el término más corto. Alcanzar comienza en el instante en que la mano se mueve hacia el objeto o sitio, y termina en cuanto acaba el movimiento, al llegar al objeto o al sitio. Alcanzar va casi siempre precedido de soltar y seguido de sujetar. Es natural que el tiempo requerido para ejecutar un alcanzar, dependa de la distancia recorrida por la mano. Como sujetar, alcanzar puede clasificarse como un therblig objetivo y no puede generalmente, ser eliminado del ciclo de trabajo. Sin embargo, si puede ser reducido, acortando las distancias requeridas para alcanzar.
5.- Mover:
Es la división básica para significar el movimiento de una mano con un peso. El peso puede tomar la forma de presión. Mover fue llamado en un principio "transporte con carga". Este therblig comienza en cuanto la mano, baja el peso se mueve hacia un sitio y termina, en el instante en que el movimiento se detiene, al llegar a su destino. El tiempo requerido para ejecutar el mover depende de la distancia, peso que se mueva y tipo de movimiento. Mover es un therblig objetivo y es difícil de eliminarlo del ciclo de trabajo. Con todo, puede reducirse el tiempo para ejecutar el mover, acordando las distancias, aligerando el peso, o mejorando el tipo de movimiento por medio de caídas por gravedad o de transportadores en el punto terminal del movimiento, de manera que no sea necesario llevar, el objeto que debe transportarse, a un sitio específico.
Tanto el therblig mover, como el de alcanzar, pueden mejorarse preguntando y respondiendo a las siguientes preguntas.
¿Podría eliminarse alguno de estos therbligs?
¿Podría acortarse ventajosamente las distancias?
¿Se emplean los mejores medios, es decir, transportadores, la mano, torcedores, tenazas, etcétera?
¿Se emplea el miembro del cuerpo correcto, es decir los dedos, el brazo, la cintura, el hombro?
¿Podría emplearse conducto por gravedad?
¿Podrían efectuarse los transportes por medios mecánicos y aparatos operados por medio de los pies?
6.- Sostener:
Sostener es la división básica que tiene lugar, cuando cualquiera de las dos manos soporta o mantiene bajo control un objeto, mientras la otra mano ejecuta trabajo útil. Sostener es un therblig inefectivo y puede eliminarse, generalmente, del ciclo de trabajo, diseñando un dispositivo que sostenga la pieza que se trabaja en lugar de tener que emplear la mano. Además, rara vez es la mano un dispositivo eficiente para sostener, por lo que el analista de métodos procurará siempre, eliminar el sostener de todo ciclo.
Sostener comienza en el instante en que la mano comienza a controlar el objeto y termina cuando la otra mano completa el trabajo sobre el mismo. Un ejemplo típico de sostener es cuando una mano sostiene un tornillo, mientras la otra pone en él la tuerca. Durante el ensamblaje de tornillo y tuerca, la mano izquierda estará utilizando el therblig sostener.
Sostener puede casi siempre eliminarse respondiendo a estas preguntas.
¿Podría usarse una plantilla mecánica, tal como un tornillo, pasador, gancho, grapa o vacío?
¿Podría usarse fricción?
¿Podría usarse un dispositivo magnético?
¿Podría usarse un dispositivo de sujeción doble?
7.- Soltar:
Soltar tiene lugar cuando el operador abandona el control del objeto. Soltar es el Therblig que se ejecuta en más corto tiempo y es muy poco lo que puede hacerse para mejorar el tiempo en que se ejecuta este therblig objetivo.
Soltar comienza, en el momento en que los dedos empiezan a separarse de la parte controlada y termina, en el instante en que los mismos dedos quedan libres de ella. Este Therblig es casi siempre precedido por Mover o Colocar y seguido por Alcanzar.
Para mejorar el Soltar, el analista debe preguntarse:
¿Puede soltar, hacerse en tránsito?
¿Podría usarse un expulsor mecánico?
¿Están bien diseñadas y son de tamaño adecuado las cajas que deben contener la parte, después de soltar?
Al terminar soltar, ¿Quedan las manos en posición más ventajosa para el siguiente Therblig?
¿Podrían soltarse varios objetos?
8.- Colocar:
Colocar es un elemento de trabajo que consiste en colocar un objeto, de modo que quede orientado en un sitio específico.
El therblig colocar tiene lugar en forma de duda, mientras la mano o manos tratan de colocar la parte, de modo que el siguiente trabajo pueda ejecutarse con más facilidad. En realidad colocar, puede ser la combinación de varios movimientos rápidos. Colocar en un dado, con cierto contorno, puede ser un ejemplo clásico de colocar. Colocar generalmente va precedido por un mover y seguido de soltar; principia en cuanto la mano o manos que controlan el objeto, comienzan a agitarse, volverse, torcerse o deslizar la parte, para orientarla hacia el sitio adecuado y termina, tan pronto como la mano comienza a apartarse del objeto.
Colocar, puede generalmente ser eliminada o mejorada respondiendo a éstas y otras preguntas de confrontación.
¿Podría usarse como guía dispositivos tales como: embudos, boquillas, topes, soportes oscilantes, pasador de colocación, agujeros, biseles, llaves o pilotos?
¿Podrían cambiarse las tolerancias?
¿Podría estar con taladrado o avellanado el agujero?
¿Podría usarse una plantilla?
¿Complican la operación de colocar?
¿Podría hacerse cónico el artículo, para actuar como piloto?
9.- Colocación Previa:
Colocación previa es un elemento de trabajo que consiste en colocar un objeto en un sitio predeterminado, de manera que se pueda sujetar en la posición en que tiene que ser sostenido, cuando se le necesite.
La colocación previa tiene lugar, frecuentemente, en conjunción con otros therbligs, uno de los cuales es mover. Es la división básica de colocar una parte, de manera que se encuentre en posición conveniente a su llegada. Es difícil medir el tiempo de una colocación previa, ya que es un therblig que rara vez puede aislarse. Una colocación previa, tendrá lugar al alinear una desatornillador, mientras se mueve hasta el tornillo que ha de desatornillar.
Las siguientes preguntas ayudarán al analista a estudiar el therblig de colocación previa.
¿Puede utilizarse en la estación de trabajo un dispositivo para sostener las herramientas en la posición conveniente, con sus mangos hacia arriba?
¿Podrían colgarse las herramientas?
¿Podría utilizarse una guía?
¿Podría utilizarse un cartucho de alimentación ya preparado?
¿Podría utilizarse un dispositivo para aplicar las partes?
¿Podría utilizarse un dispositivo rotatorio?
10.- Inspeccionar:
Inspeccionar es un elemento de la operación, que efectúa el operador para asegurarse de que ha producido un objeto de aceptable calidad.
Se efectúa una inspección con el fin principal de comparar un objeto con un estándar. Generalmente no es difícil distinguirla, ya que los ojos se fijan en el objeto y se nota una dilación, mientras la mente decide entre aceptar o rechazar la pieza producida. El tiempo que se lleva en la inspección, depende de la severidad del estándar y lo que la parte en cuestión, se separe del mismo. Si un operario estuviera sacando todas las canicas azules de una caja, perdería muy poco tiempo en decidir, lo que tendría que hacer con una roja. Sin embargo, si escogiera una canica púrpura, dudaría un poco más en dejarla o rechazarla.
El analista podría mejorar el therblig Inspeccionar, examinando los siguientes problemas:
¿Podría eliminarse la inspección o combinarse con otra operación o therblig?
¿Podrían usarse calibradores o pruebas múltiples?
¿Podría reducirse el tiempo de inspección por medio de mejor alumbrado?
¿Los objetos que se inspeccionan están a una distancia conveniente de los ojos del operador?
¿Facilitaría la inspección una radiografía?
¿Tendría aplicación un ojo eléctrico?
11.- Ensamblar:
Ensamblar es la división básica que tiene lugar, cuando se unen dos partes correspondientes. Este es otro therblig objetivo y puede ser más fácilmente mejorado, que eliminado. Ensamblar va, casi siempre, precedido de colocar o de mover, y seguido de soltar. Comienza, en el instante en que las dos partes se ponen en contacto y termina, al completarse el elemento unitivo.
12.- Desensamblar:
Es lo contrario de ensamblar y tiene lugar, cuando dos partes correspondientes se separan.
13.- Usar:
Usar es un Therblig completamente objetivo y tiene lugar cuando, una o las dos manos controlan un objeto, durante el tiempo en que se ejecuta el trabajo productivo. Cuando las dos manos apoyan un función contra una esmeriladora, "Usar", será el therblig que indique correctamente la acción de ambas manos. Después de que un desatornillador ha sido colocado en la cabeza del tornillo, comenzará un usar en el momento en que el tornillo comience a penetrar. La duración de este therblig, depende de la clase de operación y de la destreza del operario; es de fácil estudio, ya que este therblig "hace avanzar la operación hacia su objetivo".
Al estudiar los tres therbligs objetivos de Ensamblar, Desensamblar y Usar, deben pensarse en las siguientes preguntas:
¿Puede usarse una plantilla o un dispositivo?
¿La cantidad de trabajo justificaría equipo automatizado?
¿Sería práctico hacer el ensamblaje en unidades múltiples?
¿Podría usarse una herramienta más eficiente?
¿Podrían usarse topes?
¿Se opera la herramienta con las alimentaciones y a las velocidades más eficientes?
¿Debería usarse una herramienta eléctrica?
14.- Retrasos Inevitables:
Retrasos inevitables son, las interrupciones que el operador no puede evitar, en la continuidad del trabajo. Representa el tiempo muerto en el ciclo de trabajo de parte de una o de ambas manos, según la naturaleza del proceso. Por ejemplo, cuando un operador alimenta manualmente un taladro, con la mano derecha, la mano izquierda representa un retraso inevitable. Ya que el operador no puede controlar los retrasos inevitables, será necesario cambiar de algún modo el proceso, si se les quiere eliminar del ciclo.
15.- Retrasos Evitables:
Todo tiempo muerto que ocurre durante el ciclo de trabajo y del que solo el operario es responsable, ya sea intencional o no intencionalmente, se ha clasificado bajo el nombre de Retrasos Evitables. De este modo, si un operador sufre un acceso de tos durante la operación, tal detención podría ser evitable, porque normalmente no aparecería en el ciclo. La mayor parte de los posibles retrasos evitables pueden ser evitados por el operador, sin cambiar el método o el proceso que sigue el trabajo.
16.- Planear:
El therblig planear es un proceso mental, cuando el operador se detiene para determinar la acción que debe seguir. Planear puede suceder en cualquier etapa del ciclo y puede descubrirse fácilmente en la forma de una duda, después de haber localizado todos los componentes. Este therblig es característico de los operadores nuevos y generalmente, puede eliminarse del ciclo, por medio del entrenamiento.
17.- Descanso Para Sobrellevar La Fatiga:
Esta clase de retrasos aparece muy rara vez en cada ciclo, pero sí, periódicamente, como necesidad que experimenta el operario, de reponerse de la fatiga. La duración del descanso, para sobrellevar la Fatiga variará, como es natural, según la clase de trabajo y según las características físicas del operador que ejecuta el trabajo.
Para reducir el número de veces que ocurre el therblig Descansar, el analista debe considerar:
¿Se usa la mejor clasificación del orden de músculos?
¿Son satisfactorias las condiciones de trabajo, tales como: temperatura, humedad, ventilación, ruido y luz?
¿Tienen los bancos la altura conveniente?
¿Puede el operador sentarse y ponerse de pie alternativamente mientras ejecuta su trabajo?
¿Tiene el operador una silla cómoda y a la altura que le conviene?
¿Se emplean métodos mecánicos para cargas pesadas?
Utilidad de los Therbligs
Los therbligs son de gran utilidad ya que permiten eliminar los movimientos ineficientes y su a vez facilitar y acelerar los movimientos eficientes.
Beneficios
La aplicación de los therbligs permite lograr la simplificación del trabajo en un determinado proceso productivo de una empresa.
Principios de economia de movimiento
Aparte de la división básica de los movimientos, existen los principios de la economía de movimientos, los cuales también fueron desarrollados por Gilbreth y completados por Ralph Barnes. Estas leyes son todas aplicables a cualquier tipo de trabajo, pero se agrupan en tres subdivisiones básicas, aplicación y uso del cuerpo humano; arreglo del área de trabajo y diseño de herramientas y equipo.
El analista de tiempos y métodos debe familiarizarse con todas las leyes de la economía de movimientos de manera que sea capaz de descubrir rápidamente las ineficiencias en el método usado, inspeccionando brevemente el lugar de trabajo y la operación.
Más allá del concepto de la división básica del trabajo en elementos, según lo formularon por primera vez los esposos Gilbreth, se tienen los principios de la economía de movimientos, también desarrollados por ellos y perfeccionados por otros investigadores, principalmente por Ralph M. Barnes. No todos estos principios son aplicables a todo trabajo, y algunos sólo tienen aplicación por medio del estudio de micro movimientos. Sin embargo, los que se aplican al estudio visual de los movimientos, así como los aplicables en la técnica de micromovirnientos, y que deben tenerse en cuenta en la mayoría de los casos, pueden clasificarse en tres subdivisiones principales, atendiendo:
Relativos Al Uso Del Cuerpo Humano.
1. Ambas manos deben comenzar y terminar simultáneamente los elementos o divisiones básicas de trabajo, y no deben estar inactivas al mismo tiempo, excepto durante los periodos de descanso.
2. Los movimientos de las manos deben ser simétricos y efectuarse simultáneamente al alejarse del cuerpo y acercándose a éste.
3. Siempre que sea posible debe aprovecharse el impulso o ímpetu físico como ayuda al obrero, y reducirse a un mínimo cuando haya que ser contrarrestado mediante su esfuerzo muscular.
4. Son, preferibles los movimientos continuos en línea curva en vez de los rectilíneos que impliquen cambios de dirección repentinos y bruscos.
5. Debe emplearse el menor número de elementos o therbligs, y éstos se deben limitar a los del más bajo orden o clasificación posible. Estas clasificaciones, enlistadas en orden ascendente del tiempo y el esfuerzo requeridos para llevarlas a cabo, son:
a) Movimientos de dedos.
b) Movimientos de dedos y muñeca.
c) Movimientos de dedos, muñeca y antebrazo.
d) Movimientos de dedos, muñeca, antebrazo y brazo.
e).Movimientos de dedos, muñeca, antebrazo, brazo y todo el cuerpo.
6 .Debe procurarse que todo trabajo que pueda hacerse con los pies se ejecute al mismo tiempo que el efectuado con las manos. Hay que reconocer, sin embargo, que los movimientos simultáneos de pies y manos son difíciles de realizar.
7. Los dedos cordial y pulgar son los más fuertes para el trabajo. El índice, el anular y el meñique no pueden soportar o manejar cargas considerables por largo tiempo.
8.-Los pies no pueden accionar pedales eficientemente cuando el operario está de pie.
9. Los movimientos de torsión deben realizarse con los codos flexionados.
10. Para herramientas deben emplearse las falanges, o segmentos de los dedos, más cercanos a la palma de la mano.
Disposición Y Condiciones En El Sitio De Trabajo.
1. Deben destinarse sitios fijos para toda herramienta y todo material, a fin de permitir la mejor secuencia de operaciones y eliminar o reducir los therbligs buscar y seleccionar.
2. Hay que utilizar depósitos con alimentación por gravedad y entrega por caída deslizamiento para reducir los tiempos de alcanzar y mover; asimismo, conviene disponer de expulsores, siempre que sea posible, para retirar automáticamente las piezas acabadas.
3. Todos los materiales y las herramientas deben ubicarse dentro del perímetro normal de trabajo, tanto en el plano horizontal como en el vertical.
4. Conviene proporcionar un asiento cómodo al operario, en que sea posible tener la altura apropiada para que el trabajo pueda llevarse a cabo eficientemente, alternando las posiciones de sentado y de pie.
5. Se debe contar con el alumbrado, la ventilación y la temperatura adecuados.
6. Deben tenerse en consideración los requisitos visuales o de visibilidad en estación de trabajo, para reducir al mínimo las exigencias de fijación de la vista.
7. Un buen ritmo es esencial para llevar a cabo suave y automáticamente una operación, y el trabajo debe organizarse de manera que permita obtener un ritmo fácil y natural siempre que sea posible.
Diseño De Las Herramientas Y El Equipo.
1. Deben efectuarse, siempre que sea posible, operaciones múltiples de las herramientas combinando dos o más de ellas en una sola, o bien disponiendo operación múltiple en los dispositivos alimentadores, si fuera el caso (por ejemplo, en tornos con carro transversal y de torreta hexagonal).
2- Todas las palancas, manijas, volantes y otros elementos de manejo deben estar fácilmente accesibles al operario, y deben diseñarse de manera que proporcionen la ventaja mecánica máxima posible y pueda utilizarse el conjunto muscular más fuerte.
3. Las piezas en el trabajo deben sostenerse en posición por medio de dispositivos de sujeción.
4. Investíguese siempre la posibilidad de utilizar herramientas mecanizadas eléctricas o de otro tipo) o semiautomáticas, como aprieta tuercas y destornilladores motorizados y llaves de tuercas de velocidad.
Diagrama de proceso bimanual
Definición De Diagrama Bimanual
Este diagrama también conocido como Diagrama De Proceso Del Operario o Diagrama De Proceso Mano Derecha Mano Izquierda, es una herramienta más en el estudio de movimientos manuales del operador, en donde se muestran todos los movimientos y reposos realizados por las manos y la relación que existe entre estas al realizar una tarea manual.
Uso
El diagrama bimanual se usa en tareas que son muy repetitivas, con el fin de analizar y mejorar dicha operación; identificando los movimientos ineficientes, tratar de eliminarlos o de reducir su participación en el trabajo y cambiarlos por movimientos eficientes haciendo así, una operación en donde ambas manos estén bien balanceadas en cuanto a movimientos, teniendo como resultado una tarea más suave y relajada, manteniendo el ritmo en el operador y evitando la temprana fatiga.
Importancia
La importancia del diagrama bimanual radica en el hecho de que puede aplicarse a una gran variedad de trabajos de montaje, de elaboración a máquina y de oficina permitiendo estudiar operaciones repetitivas que ocurren en un ciclo de trabajo, a su vez muestra todos los movimientos realizados por la mano izquierda y por la mano derecha, indicando la relación entre ellas
El hecho mismo de componer el diagrama permite al especialista llegar a conocer a fondo los por menores de trabajo y gracias al diagrama puede estudiar cada elemento de por sí y en relación con los demás. Así tendrá la idea de las posibles mejoras que hacer.
Método Guía Para La Construcción Del Diagrama De Operaciones Bimanual
El diseño del diagrama deberá comprender el espacio en la parte superior para la información habitual; un espacio adecuado para el croquis del lugar de trabajo y la información que se considere necesaria como número de parte, número de plano, descripción de la operación o proceso, fecha de elaboración, nombre de la persona que lo elabora, entre otros aspectos importantes; también se debe considerar espacio para los movimientos de ambas manos y para un resumen de movimientos y análisis del tiempo improductivo.
Al elaborar diagramas es conveniente tener presente estas observaciones:
1. Estudiar el ciclo de las operaciones varias veces antes de comenzar las anotaciones.
2. Registrar una sola mano cada vez.
3. Registrar unos pocos símbolos cada vez.
4. El momento de recoger o asir otra pieza al comienzo de un ciclo de trabajo se presta para iniciar las anotaciones.
Conviene empezar por la mano que coge la pieza primero o por la que ejecuta más trabajo. Da el mismo punto exacto de partida que se elija, ya que al completar el ciclo se llegará nuevamente allí, pero debe fijarse claramente.
Luego se añade en la segunda columna la clase de trabajo que realiza la segunda mano.
5. Registrar las acciones en el mismo renglón cuando tienen lugar al mismo tiempo.
6. Las acciones que tienen lugar sucesivamente deben registrarse en renglones distintos. Verifíquese si en el diagrama la sincronización entre las dos manos corresponde a la realidad.
7. Procure registrar todo lo que hace el operario y evítese combinar las operaciones con transportes o colocaciones, a no ser que ocurran realmente al mismo tiempo.
Tabla Operaciones Utilizadas en el Diagrama Bimanual

El símbolo de inspección casi no se emplea, puesto que durante la inspección de un objeto (mientras lo sujeta y mira o lo calibra) los movimientos de la mano vienen a ser operaciones para los efectos del diagrama. Sin embargo, a veces resulta útil emplear el símbolo de inspección para hacer resaltar que se examina algo.
Formato
Un ejemplo de formato bimanual seria el siguiente:

Análisis De Un Ejemplo
En el recargado de cartuchos calibre 32 se utilizan una serie de operaciones para el formado completo de éstos. Se necesitan fulminantes, casquillos, pólvora y balas. Los fulminantes se encuentran en una caja, así como los casquillos y las balas. La pólvora se encuentra en un recipiente y es necesario pesarla antes de meterla al cartucho. Se tiene la siguiente área de trabajo.
1. Fulminante
2. Casquillo
3. Bala
4. Pólvora
5. Pesadora
El procedimiento para el formado de los cartuchos es el siguiente:
La mano izquierda obtiene el fulminante y mano derecha obtiene el casquillo (0.5 s).
La mano izquierda coloca fulminante en el casquillo y mano derecha sostiene casquillo (0.8 s).
La mano izquierda obtiene la pólvora y mano derecha coloca el casquillo.
La mano izquierda coloca la pólvora en la pesadora y mano derecha espera (1 s).
La mano izquierda toma la pólvora y la deposita en el casquillo, mano derecha sostiene el casquillo (2 s).
La mano izquierda sostiene el casquillo con pólvora y mano derecha obtiene la bala (0.5 s).
La mano izquierda sostiene el casquillo y mano derecho coloca la bala y presiona (1.5 s).
Obténgase
a. El diagrama del operador bimanual actual.
b. Elaborar el método mejorado eliminando puntos que violen los principios de la economía de movimientos y un nuevo diseño de la mesa de trabajo. Véase figura 5.14.


Analisis
Teniendo en cuentas el movimiento de ambas manos, se observa que existe un desbalance debido a que, la mano izquierda, realiza más tareas operacionales y de manera consecutiva que la mano derecha, ya que esta a lo largo del proceso sus movimientos son ligeros y con tiempo libre.
Ahora para que el trabajo sea eficiente, el operario no presente fatiga, y al mismo tiempo el producto obtenido sea de calidad deben realizarse las siguientes mejoras:
1. La mano izquierda obtiene el fulminante y mano derecha obtiene el casquillo.
2. La mano izquierda coloca fulminante en el casquillo y mano derecha sostiene casquillo.
3. La mano izquierda obtiene la pólvora y mano derecha coloca el casquillo.
4. La mano izquierda sostiene la pólvora y la mano derecha coloca la pólvora en la pesadora.
5. La mano derecha toma la pólvora y la deposita en el casquillo, mano izquierda sostiene el casquillo.
6. La mano izquierda sostiene el casquillo con pólvora y mano derecha obtiene la bala.
7. La mano izquierda sostiene el casquillo y mano derecho coloca la bala y presiona.
Bibliografía
ROJAS de NARVAÉZ, R. (1997). Orientaciones Prácticas para la Elaboración de Informes de Investigación. Puerto Ordaz: UNEXPO. Segunda edición. p 236.
NIEBEL, B y FREIVALDS, A. (1996). Ingeniería Industrial: Métodos, Estándares y Diseños del Trabajo. México D.F: Mc GRAW-HILL. Onceava edición. p 752.
KANAWATY, G. (1996). Introducción Al Estudio Del Trabajo. Ginebra: Oficina Internacional del Trabajo. Cuarta edición. p 521.
MEYERS, F. (2000). Estudios de tiempos y movimientos para la manufactura ágil. México: Pearson Educación. Segunda edición. 352p.
Ministerio de Educación Superior.
Universidad Nacional Experimental Politécnica
"Antonio José de Sucre"
Vice-rectorado Puerto Ordaz
Departamento de Ingeniería Industrial
Ingeniería de Métodos
PUERTO ORDAZ FEBRERO DE 2010
Profesor: MSc. Ing. Iván Turmero.
Autor:
Brizuela, Rudy.
Castellano, Italo.
Gragirena, Elizabeth.
Hernández, Adriana.
Priolo, María.
Romero, Daniela.