Determinación del tiempo estándar del proceso de producción de Cachapas
- Introducción
- El problema
- Objetivo general
- Marco teórico
- Diseño metodológico
- Situación actual
- Cálculo del tiempo estándar
- Conclusiones
- Recomendaciones
- Bibliografia
Introducción
El estudio de tiempo es una técnica que se utiliza para calcular de un modo exacto, el tiempo que invierte un operador calificado que trabaja a un nivel normal en llevar a cabo una tarea determinada de ejecución preestablecida, realizándose a partir de un número de observaciones. Para poder saber el tiempo de duración de una actividad que realiza un operador, se toma en cuenta el contenido de trabajo considerando la fatiga y retrasos personales inevitables.
Todo esto con el propósito de agregar concesiones suficientes al tiempo de producción normal que permita al operario cumplir con el estándar a ritmo normal, verificando que las tolerancias no se sobrepasen ni se encuentren por debajo de lo necesario, ya que si éstas son demasiadas altas los costos de producción se incrementaran indebidamente y si fueran bajas, resultarán estándares muy estrechos que causarán difíciles relaciones laborales y el fracaso eventual del sistema.
El cálculo de las tolerancias se realizará mediante el uso del método sistemático de asignación de tolerancias, el cual consiste en evaluar de forma objetiva y a través de la observación directa, el comportamiento de las actividades ejecutadas por el operario, mediante un conjunto de factores los cuales poseen una puntuación según el nivel. La sumatoria total de esos valores determina el rango y la clase a que pertenece, según la jornada de trabajo que aplique, para asignarle un porcentaje del tiempo total que permita contrarrestar la fatiga.
Es importante que en la empresa GUAPO BURGER se estandarice el tiempo de las operaciones, ya que esto generará una mayor producción y organización en la elaboración del menú que ofrecen a su clientela.
En el desarrollo de la investigación se expondrá el proceso de estandarización del proceso de producción del menú 1 de la empresa GUAPO BURGER por ser el producto más vendido y preferido de la clientela que frecuenta el local.
Sumado a esto, se resalta la importancia de la determinación del tiempo estándar puesto que permite que las empresas tengan un conocimiento amplio de sus capacidades y limitaciones de producción, logrando así una mejor toma de decisiones para la mejora continua.
La práctica investigativa, está estructurada de la siguiente manera:
Capítulo I El problema: Donde se explica la problemática existente, se formulan los objetivos y la justificación de la investigación.
Capítulo II Marco Teórico: Contiene los aspectos teóricos utilizados como herramienta y base del estudio realizado.
Capítulo III Diseño Metodológico: Se describe la metodología, detallando el tipo de investigación, diseño de la investigación, población y muestra, además de las técnicas e instrumentos de recolección de datos, así como el procedimiento metodológico utilizado.
Capítulo IV Situación Actual: se describe la situación actual de la operación seleccionada, en este caso el proceso de producción del menú 1 de la empresa GUAPO BURGER, detallando cada factor o elemento presente durante esta operación que influya en cálculo del tiempo estándar.
Capítulo V Cálculo del Tiempo Estándar: se desarrollan todos los cálculos necesarios para determinar el Tiempo Estándar (T.E), Tiempo Promedio Seleccionado (T.P.S) y el Tiempo Normal (T.N), además se realiza la calificación de la velocidad del operario en base al sistema Westinghouse y el cálculo por concepto de fatiga aplicando el método sistemático para la asignación de fatiga según la definición de la OIT.
Finalmente se muestran las conclusiones y recomendaciones derivadas de la investigación, así como la bibliografía empleada.
CAPÍTULO I
El problema
En este capítulo se describe y se delimita el problema encontrado en la empresa GUAPO BURGER, así como los antecedentes que causan el mismo; además se establecen los objetivos generales y específicos de este estudio.
ANTECEDENTES DEL PROBLEMA
GUAPO BURGER es una empresa que se encarga de la elaboración y venta de cachapas y sopa, siendo así su producto más vendido las cachapas con queso.
Esta inicia como un pequeño negocio de hamburguesas en el 2012 que operaba en horarios nocturnos. Se encargó en un principio de realizar comida rápida hasta altas horas de la noche. En el año 2016 el local estuvo inoperativo por falta de insumos, además de la inseguridad que afectaba al negocio y su clientela.
Con el tiempo, después de ver la necesidad y tener un local vacío que fácilmente se podía poner a funcionar, GUAPO BURGER reabre sus puertas en Febrero del 2017, pero esta vez como un puesto de venta de cachapas y sopa en un horario de mañana y tarde en el cual la obtención de insumos es
más fácil y el nivel de inseguridad no es tan alto como en ocasiones anteriores. La empresa ya establecida con un nuevo norte, cuenta con:
(3) operarios en la plancha
(1) personal de limpieza
(1) persona para cobrar y recibir la orden del cliente
(1)para moler el maíz
(1) persona para realizar el montaje de la cachapa
Estas 7 personas reducidas a un espacio de 2,05 metros de ancho por 4,50 metros de largo, dificultan la movilidad de los distintos operarios que se encuentran dentro del tráiler, así como la eficiencia y la buena atención al cliente.
La empresa GUAPO BURGER trabaja con una jornada de trabajo continua, de lunes a sábado en horarios diurnos. Después de haber realizado una serie de visitas al establecimiento, consultar con los socios y de conocer el proceso que se realiza, se pudo notar que ésta no tiene determinado los estándares de tiempo que debe emplear el operario para el proceso de producción de la cachapa antes de iniciar su elaboración.
La mala distribución dentro del tráiler y la falta de distribución jerárquica actual trae como consecuencia que dentro de la empresa no exista un modelo específico de trabajo, y, por ende, que jamás se haya realizado un estudio de tiempos con el cual se pueda definir la duración estándar de cada una de las operaciones. Es necesario determinar los estándares de tiempos para poder lograr una mayor eficiencia a lo largo de todo el proceso, lo cual permite el cálculo más preciso de la estructura de costos generando a su vez beneficios económicos para la empresa. Por todas estas razones se aplicarán las herramientas de un estudio de tiempo.
EL PROBLEMA
En GUAPO BURGER se evidencia que existe una mala distribución del personal y del área en general, producto de un cambio en los productos que se desean ofrecer a la clientela. Esto trae como consecuencia que al realizar tantas actividades al mismo tiempo en un espacio tan reducido el rendimiento de los operarios no sea el deseado, así como también, una deficiente atención al cliente.
En ella no se tienen determinados los estándares de tiempo de ninguna de sus actividades. Esta medición es necesaria para conocer y pronosticar satisfactoriamente los tiempos de ejecución de las actividades que conforman el proceso, así como las tolerancias que requieren los operarios para la jornada de trabajo. Al conocer los estándares la empresa se puede mejorar la eficiencia del proceso.
Por tal motivo, surge la necesidad de determinar los tiempos de ejecución de las actividades, así como también es necesario calificar al operario de una forma cualitativa y cuantitativa, dependiendo de su actuación. Estos estándares permiten lograr una justa evaluación del desempeño laboral y además de planificar los tiempos de producción.
La operación seleccionada para hacer el estudio de estandarización de tiempo fue la actividad de preparación de cachapas.
Objetivo general
Determinar el tiempo estándar en la actividad de freír y ensamblar las cachapas del proceso de producción del menú 1 de la empresa GUAPO BURGER.
OBJETIVOS ESPECÍFICOS
Especificar la actividad a estandarizar.
Aplicar el procedimiento estadístico para verificar si el tamaño de la muestra es aceptable.
Vaciar la información en el formato.
Determinar el tiempo promedio seleccionado (TPS).
Calcular la clasificación de velocidad (Cv), a través del método Westinghouse.
Determinar el tiempo normal (TN).
Asignar tolerancias (fatiga, necesidades personales).
Calcular del tiempo estándar.
1.5. IMPORTANCIA DE LA RESOLUCIÓN DEL PROBLEMA
Al presentar este proyecto, el objetivo principal es la resolución del problema que agobia a esta empresa, el cual es la distribución del área que afecta la eficiencia del personal y la atención al cliente. Solventando este inconveniente, además de contar con una distribución más cómoda para el trabajo de los operarios, se espera una mejora en la atención a la clientela lo cual podría llegar a aumentar sus ventas a largo plazo.
CAPÍTULO II
Marco teórico
En este capítulo se proporcionan las bases teóricas que sustentan la ejecución de la investigación, así como también todos los elementos necesarios para la aplicación de un estudio de tiempos.
2.1. MEDICIÓN DEL TRABAJO
La medición del trabajo es la aplicación de técnicas para determinar el tiempo que invierte un trabajador calificado en llevar a cabo una tarea específica efectuándola según una norma establecida. De la anterior definición es importante centrarse en el término "Técnicas", porque tal como se puede inferir no es solo una, y el estudio de tiempos es una de ellas.
Etapas
Las etapas necesarias para efectuar sistemáticamente la medición del trabajo, deberán seguirse en su totalidad cuando el propósito de la medición sea establecer tiempos estándares. Las etapas son las siguientes:
Seleccionar: el trabajo que va a ser objeto de estudio.
Registrar: todos los datos relativos a las circunstancias en que se realiza el trabajo, a los métodos y a los elementos de actividad que suponen.
Examinar: los datos registrados y el detalle de los elementos con sentido crítico para verificar si se utilizan los métodos y movimientos más eficaces, y separar los elementos improductivos o extraños de los productivos.
Medir: la cantidad de trabajo de cada elemento, expresándola en tiempo, mediante la técnica más apropiada de medición del trabajo.
Compilar: el tiempo estándar de la operación previendo, en caso de estudio de tiempos con cronómetro, suplementos para breves descansos, necesidades personales, etc.
Definir: con precisión la serie de actividades y el método de operación a los que corresponde el tiempo computado y notificar que ese será el tiempo estándar para las actividades y métodos especificados.
Elementos
Selección del operario.
Análisis de trabajo.
Descomposición del trabajo en elementos.
Registro de los valores.
Calificar al operario (cualitativa o cuantitativamente) en la actuación.
Asignación de las tolerancias, concesiones o suplementos.
Ejecución del estudio.
2.2 ESTUDIO DE TIEMPOS
El estudio de tiempos es una técnica de medición del trabajo empleada para registrar el tiempo de trabajo correspondiente a los elementos de una tarea definida, efectuada en condiciones determinadas, y de esta manera analizar los datos a fin de averiguar el tiempo requerido para efectuar la tarea tomando en cuenta normas de ejecución preestablecida además de tener en consideración la fatiga, las demoras personales y los retrasos inevitables.
Objetivos
Conservar los recursos y minimizar los costos.
Minimizar el tiempo requerido para la realización de trabajos.
Efectuar la producción sin perder de vista la disponibilidad de recursos energéticos o de la energía.
Proporcionar un producto que sea cada vez mejor.
Requerimientos
Para obtener un estándar es necesario que el operario domine a la perfección la técnica de la labor que se va a estudiar.
El método a estudiar debe haberse estandarizado.
El operador debe saber que está siendo evaluado, así como su supervisor y los representantes del sindicato.
El analista debe estar capacitado y debe contar con todas las herramientas necesarias para realizar la evaluación.
El equipamiento del analista debe comprender al menos un cronómetro, una planilla o formato pre impreso y una calculadora. Elementos complementarios que permiten un mejor análisis son la filmadora, la grabadora y en lo posible un cronómetro electrónico y una computadora personal.
La actitud del operador y del analista debe ser tranquila y el segundo no deberá ejercer presiones sobre el primero.
Procedimiento
Para llevar a cabo un estudio de tiempos, es necesario que el analista tenga la experiencia y conocimientos necesarios y que comprenda una serie de elementos que a continuación se describen para llevar a cabo dicho estudio.
1. Selección de la operación: Cuál operación se va a medir. Su tiempo, en primer orden es una decisión que depende del objetivo general que perseguimos con el estudio de la medición. Se pueden emplear criterios para hacer la elección:
El orden de las operaciones según se presentan en el proceso.
La posibilidad de ahorro que se espera en la operación. Relacionado con el costo anual de la operación que se calcula mediante la siguiente ecuación:

Según necesidades específicas
1. Selección del operador: Al elegir al operador se deben considerar los siguientes puntos:
Actitud y aptitud del operador.
Habilidad, deseo de cooperación, temperamento, experiencia.
Elegir a un operario promedio, es decir, un operario que no haga la operación ni de una manera rápida ni de una manera lenta.
El estudio debe hacerse a la vista y conocimiento de todos.
El analista debe observar todas las políticas de la empresa y cuidar de no criticarlas con el operador.
No debe discutirse con el operador ni criticar su trabajo, sino pedir su colaboración y participación.
Es recomendable comunicar al sindicato la realización del estudio de tiempos.
El operario espera ser tratado como un ser humano y en general responderá favorablemente si se le trata bien.
2. Análisis de comprobación del método de trabajo: Nunca debe cronometrar una operación que no haya sido estandarizada. Un trabajo estandarizado o con normalización significa que una pieza de material será siempre entregada al operario de la misma condición y que él será capaz de ejecutar su operación haciendo una cantidad definida de trabajo, con los movimientos básicos, mientras siga usando el mismo tipo y bajo las mismas condiciones de trabajo. La ventaja de la estandarización del método de trabajo resulta en un aumento en la habilidad de ejecución del operario, lo que mejora la calidad y disminuye la supervisión personal por parte de los supervisores; el número de inspecciones necesarias será menor, lográndose una reducción en los costos.
3. Posición del observador: El observador debe estar de pie, no sentado, unos cuantos pies hacia atrás del operario para no distraerlo o interferir con su trabajo. Los observadores de pie se pueden mover con mayor facilidad y seguir los movimientos de las manos del operario mientras éste realiza el ciclo de la tarea. Durante el estudio, el observador debe evitar cualquier tipo de conversación con el operario, ya que esto podría distraerlo o estorbar las rutinas.
4. División de la operación en elementos: para facilitar la medición, se divide la operación en grupos de movimientos conocidos como elementos. Para dividirla en sus elementos individuales, el analista observa al operario durante varios ciclos. Sin embargo si el tiempo de ciclo es mayor que 30 minutos se puede escribir la descripción de los elementos mientras se realiza el estudio. Si es posible, es mejor que se determine los elementos de la operación antes de iniciar el estudio. Éstos deben separarse en divisiones tan finas como sea posible, pero no tan pequeñas que sacrifique la exactitud de las lecturas. A continuación se presentan algunas sugerencias adicionales que ayudan a desglosar los elementos:
Separar los elementos constantes (aquellos para los que el tiempo no varía dentro de un intervalo especifico de trabajo), y los elementos variables (aquellos para los que el tiempo varía dentro de un intervalo especifico).
Mantener separados los elementos manuales y los de máquina, ya que las calificaciones afectan menos a los tiempos de las máquinas.
Cuando se repite un elemento, no se incluye otra vez la descripción confiable y de alta calidad.
5. Obtener y registrar toda la información concerniente a la operación: Es importante que el analista registre toda la información obtenida mediante observación directa, en previsión de que sea menester consultar posteriormente el estudio de tiempos. La información se puede agrupar como sigue:
Información que permita identificar el estudio de cuando se necesite.
Información que permita identificar el proceso, el método, la Instalación o la máquina.
Información que permita identificar al operario.
Información que permita describir la duración del estudio.
6. Se valora el ritmo normal del operador promedio.
7. Se aplican las técnicas de valoración.
8. Se calcula el tiempo estándar o valorado.
Equipos utilizados para el estudio de tiempos
1. Cronómetro: es un reloj de precisión que se emplea para medir fracciones de tiempo muy pequeñas. A diferencia de los relojes convencionales que se utilizan para medir los minutos y las horas que rigen el tiempo cotidiano, los cronómetros suelen usarse en competencias deportivas y en la industria para tener un registro de fracciones temporales más breves, como milésimas de segundo.
Por lo general, el cronómetro empieza a funcionar cuando el usuario pulsa un botón. El mecanismo, de esta manera, comienza a contar desde cero. Cuando dicho botón vuelve a ser pulsado, el cronómetro se detiene, mostrando con exactitud el tiempo transcurrido.
Hay diversos tipos de cronómetros, sin embargo para esta investigación el cronómetro implementado es del tipo electrónico. El cronómetro electrónico permite estudios acumulativos y de regreso rápido; en ambos casos puede ser registrada una lectura digital detenida. Cuando está en el modo acumulativo, el cronómetro acumula el tiempo y muestra el transcurrido desde el comienzo del primer evento. Al término de cada suceso, presionando el botón de lectura se proporciona una lectura numérica mientras el instrumento continúa acumulando el tiempo. Al final del siguiente elemento, presionando otra vez el botón de lectura, se presenta una lectura detenida del tiempo total acumulado hasta ese momento.
2. Tablero: Es sencillamente un tablero liso, generalmente de madera contrachapada o de un material plástico apropiado, donde se fijan los formularios para anotar las observaciones. Deberá ser rígido y de un tamaño mayor que el más grande de los formularios que se utilicen. Puede tener un dispositivo para sujetar el cronómetro, de modo que el especialista quede con las manos relativamente libres y vea fácilmente el cronómetro. Las personas que no son zurdas colocan habitualmente el cronómetro en la parte superior derecha del tablero, que descansa en el antebrazo izquierdo, con el borde inferior contra el cuerpo, y el índice o el mayor de la mano izquierda listos para oprimir la corona cuando haya que ajustar el cronómetro. También se debe fijar al tablero una pinza para papeles que sostenga los formularios donde se hagan los apuntes.
3. Formas Impresas: Los apuntes se pueden tomar en hojas en blanco, pero hay que trazar entonces los renglones cada vez. Mucho más cómodo es emplear formularios impresos, todos del mismo formato, lo que además permite colocarlos en ficheros fáciles de consultar después, como lo exige un estudio de tiempos bien hecho. Por otra parte los formularios impresos (o policopiados) prácticamente obligan a seguir cierto método y no dejan, pues, omitir ningún dato esencial. Los principales modelos caen en dos categorías: los que se utilizan mientras se hacen las observaciones, de modo que deben de tener un formato adaptado al del tablero, y los que sirven después, en la oficina, cuando se han reunido ya los datos. Descripción de alguno de los formularios o formatos:
Hoja de trabajo, para analizar los datos anotados durante el estudio y hallar tiempos representativos de cada elemento de la operación.
Hojas de resumen del estudio, donde se transcriben los tiempos, seleccionados o deducidos, de todos los elementos, con indicaciones de su respectiva frecuencia. Como su nombre lo indica, esta hoja permite resumir claramente los apuntes tomados.
Hoja de análisis de los estudios, donde se transcriben, a partir de las hojas de resumen, los datos de todos los estudios efectuados sobre la operación del caso, independientemente de sus autores o del momento en que se hicieron. Esta es la hoja que sirve para computar es definitiva los tiempos básicos de los respectivos elementos de la operación.
Los suplementos por descanso a menudo también se registran en una hoja especial.
2.3 MÉTODO PARA REALIZAR OBSERVACIONES
Existen dos métodos básicos para tomar los tiempos con los que se van a trabajar, el continuo y el de regresos a cero o también llamado vuelta a cero.
Método de Observaciones Continuas
En el método continuo se deja correr el cronómetro mientras dura el estudio. En esta técnica, el cronómetro se lee en el punto terminal de cada elemento, mientras las manecillas están en movimiento.
Ventajas:
Los elementos regulares y los extraños, pueden seguirse etapa por etapa, todo el tiempo puede ser tomado en consideración.
Se puede comprobar la exactitud del cronometraje, es decir, que el tiempo transcurrido en el estudio debe ser igual al tiempo cronometrado para el último elemento del ciclo registrado.
Desventajas:
El gran número de restas que hacer para determinar los tiempos de cada elemento, lo que prolonga muchísimo las últimas etapas del estudio.
No son registrados los elementos extraños que influyen en el ciclo de trabajo y por consiguiente no se hace más nada por eliminarlos.
Es difícil tener en cuenta el tiempo total empleado en relación con el tiempo concedido.
Elementos
Repetitivos.
Casuales.
Constantes.
Variables.
Manuales.
Mecánicos.
Dominantes
Extraños
2.4 TIEMPO ESTÁNDAR
Es una función de la cantidad de tiempo necesario para desarrollar una unidad de trabajo, usando un método y equipos dados, bajo ciertas condiciones de trabajo, ejecutado por un obrero que posea una cantidad de habilidad específica y una aptitud promedio para el trabajo. Es el tiempo requerido para que un operario de tipo medio, plenamente calificado y adiestrado, trabajando a un ritmo normal, lleve a cabo la operación. Se determina sumando el tiempo asignado a todos los elementos comprendidos en el estándar de tiempo.
Propósitos
1. Base para el pago de incentivos.
2. Denominador común para la comparación de diversos métodos.
3. Medio para asegurar una distribución del espacio disponible.
4. Medio para determinar la capacidad de la planta.
5. Base para la compra de un nuevo equipo.
6. Base para equilibrar la fuerza laboral con el trabajo disponible.
7. Mejoramiento del control de producción.
8. Control exacto y determinación del costo de mano de obra.
9. Base para primas y bonificaciones.
10. Base para un control presupuestal.
11. Cumplimiento de las normas de calidad.
12. Simplificación de los problemas de dirección de la empresa.
13. Mejoramiento de los servicios a los consumidores.
14. Elaboración de planes de mantenimiento.
Ventajas de la aplicación de tiempo estándar
Reducción de los costos; al descartar el trabajo improductivo y los tiempos ociosos, la razón de rapidez de producción es mayor, esto es, se produce un mayor número de unidades en el mismo tiempo.
Mejora de las condiciones obreras; los tiempos estándar permiten establecer sistemas de pagos de salarios con incentivos, en los cuales los obreros, al producir un número de unidades superiores a la cantidad obtenida a la velocidad normal, perciben una remuneración extra.
Aplicaciones del tiempo estándar
Para determinar el salario por esa tarea específica. Sólo es necesario convertir el tiempo en valor monetario.
Ayuda a la planeación de la producción. Los problemas de producción y de ventas podrán basarse en los tiempos estándares después de haber aplicado la medición del trabajo de los procesos respectivos, eliminando una planeación defectuosa basada en las conjeturas o adivinanzas.
Facilita la supervisión. Para un supervisor cuyo trabajo está relacionado con hombres, materiales, máquinas, herramientas y métodos; los tiempos de producción le servirán para lograr la coordinación de todos los elementos, sirviéndole como un patrón para medir la eficiencia productiva de su departamento.
Es una herramienta que ayuda a establecer estándares de producción precisos y justos. Además de indicar lo que puede producirse en un día normal de trabajo, ayuda a mejorar los estándares de calidad.
Ayuda a establecer las cargas de trabajo. Facilita la coordinación entre los obreros y las máquinas, y proporciona a la gerencia bases para inversiones futuras en maquinaria y equipo en caso de expansión.
Ayuda a formular un sistema de costo estándar. El tiempo estándar al ser multiplicado por la cuota fijada por hora, nos proporciona el costo de mano de obra directa por pieza.
Proporciona costos estimados. Los tiempos estándar de mano de obra, presupuestarán el costo de los artículos que se planea producir y cuyas operaciones serán semejantes a las actuales.
Proporciona bases sólidas para establecer sistemas de incentivos y su control. Se eliminan conjeturas sobre la cantidad de producción y permite establecer políticas firmes de incentivos a obreros que ayudarán a incrementar sus salarios y mejorar su nivel de vida; la empresa estará en mejor situación dentro de la competencia, pues se encontrará en posibilidad de aumentar su producción reduciendo costos unitarios.
Ayuda a entrenar a nuevos trabajadores. Los tiempos estándar serán parámetro que mostrará a los supervisores la forma como los nuevos trabajadores aumentan su habilidad en los métodos de trabajo.
Estándares para preparación de trabajo
El analista emplea un procedimiento idéntico al que será descrito, al establecer estándares para producción. Debe cerciorarse de que se utilizan los mejores métodos de preparación y que se ha adoptado un procedimiento estandarizado.
Marcar la iniciación del trabajo.
Sacar las herramientas del almacén.
Recoger planos y dibujos con el despachador.
Preparar la máquina.
Marcar la terminación del trabajo.
Desmontar las herramientas de la máquina.
Entregar las herramientas al almacén.

2.5 MÉTODOS PARA CALCULAR EL TIEMPO ESTÁNDAR
El tiempo estándar se determina sumando el tiempo asignado a todos los elementos comprendidos en el estudio de tiempos. Los tiempos elementales o asignados se evalúan multiplicando el tiempo elemental medio transcurrido, por un factor de conversión. A continuación se describen tres métodos diferentes para determinar el tiempo estándar:
Método General Electric
Consiste en definir un número de muestras u observaciones a realizar mediante un tiempo de duración de la actividad ya definida. Dentro de las desventajas del método se tiene que no permite evaluar la consistencia del trabajo, además deben existir estudios de tiempos previos.

Se trabaja con t-Student para calcular el intervalo predefinido:

Método Estadístico
Para efecto de esta investigación, es el método utilizado.
Distribución t-Student: es una distribución simétrica con media igual a cero (0), su gráfica es similar a la Distribución Normal Estándar.
La distribución t-Student depende de un parámetro llamado grados de libertad, están dados por n – 1, donde: "n" representa el tamaño de la muestra.
En la distribución t, el intervalo de confianza permite determinar la exactitud, la cual, de acuerdo al uso final de los resultados puede establecerse del 3% al 10%, la cual se denota con la letra K.
Procedimiento para determinar el tamaño de la muestra: para determinar el tamaño de muestra adecuado para satisfacer el coeficiente de confianza determinado en dicho estudio, se deben seguir los siguientes pasos:
1. Determinar el coeficiente de confianza (c): este coeficiente se elige mediante el conocimiento que se tenga del proceso, si no se tiene mucho conocimiento se utiliza (90% ó 95%).
2. Definir el intervalo de confianza (I): Se determina la probabilidad de la t-Student (tc), obteniendo su valor de las tablas t-Student con los grados de libertad y el coeficiente de confianza, tc (c,v).
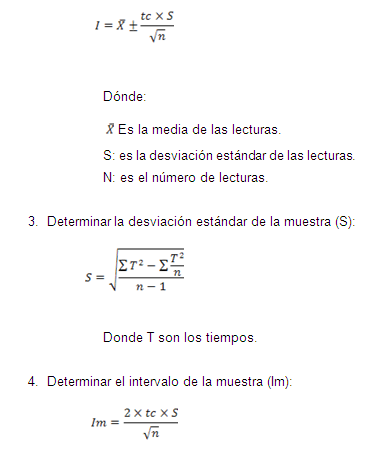
3. Criterio de Decisión:
Si el intervalo de la muestra (Im) es (menor o igual) al intervalo de confianza (I) se acepta la cantidad de lecturas.
Si el intervalo de la muestra (Im) es (mayor) al intervalo de confianza (I) se rechaza y se recalcula el tamaño de n.
Nuevo tamaño de la muestra (N"):

Donde N serán las lecturas adicionales que se deben realizar para satisfacer el coeficiente de confianza establecido.
2.6 CALIFICACIÓN DE LA VELOCIDAD
Es una técnica para determinar con equidad el tiempo requerido para que el operario normal ejecute una tarea después de haber registrado los valores observados de la operación en estudio. No existe un método universal, el analista debe ser lo más objetivo posible para poder definir el factor de calificación (c). Es el paso más importante del procedimiento de medición del trabajo, se basa en la experiencia, adiestramiento y buenos juicios del analista.
La calificación se realiza durante la observación de los tiempos elementales, el analista debe evaluar la velocidad, la destreza, la carencia de falsos movimientos, el ritmo, la coordinación y la efectividad; deben ajustarse los resultados a la actuación normal.
La calificación son los procedimientos que se utilizan para ajustar los valores de tiempo observados de forma tal que correspondan con los tiempos requeridos para que el operario normal ejecute una tarea.
Al calificar por velocidad, 100 % generalmente se considera ritmo normal. De manera que una calificación de 110% indicaría que el operario actúa a una velocidad 10 % mayor que la normal, y una calificación del 90 %, significa que actúa con una velocidad de 90% de la normal.
Con el procedimiento de calificación por velocidad, el analista realiza en primer lugar una estimación acerca de la actuación, a fin de averiguar si está por encima o por debajo de su concepto de lo normal. Luego formula un segundo juicio tratando de ubicar la actuación en el sitio preciso de escala, que dé la evaluación correcta de la diferencia numérica entre la actuación estándar y la que se estudia.
El sistema de calificación debe ser exacto, evaluar la influencia del juicio personal del analista, cuando exista variación en los estándares mayores que la tolerancia de ±5 % se debe mejorar o sustituir. Debe ser simple, conciso, de fácil explicación y con puntos de referencias bien establecidos.
La fórmula para calcular la clasificación de la velocidad es la siguiente:

Dónde:
Cv: Es la calificación de la velocidad.
c: Factor de calificación.
A continuación se presenta detalladamente la escala que se utiliza para realizar la evaluación o calificación por velocidad:
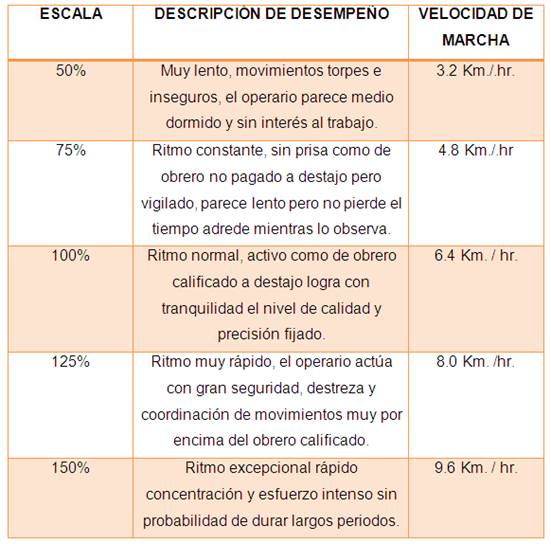
Métodos
Sistema Westinghouse.
Sistema Westinghouse Modificado.
Calificación sistemática.
Calificación por velocidad.
Calificación objetiva.
En esta práctica trabajaremos con el Sistema Westinghouse para el cálculo de la calificación de la velocidad.
Sistema Westinghouse
Consiste en evaluar de manera visual y objetiva, como es la actitud y la aptitud del operario en la realización de sus actividades permitiendo obtener valores objetivos o reales de la actuación del operario, cada factor tiene una clase, un rango y una categoría determinando así a través de una suma algebraica que permitirá obtener el valor de cv. En este método se consideran cuatro factores al evaluar la actuación del operario, que son la habilidad, esfuerzo o empeño, condiciones y consistencia, mediante una serie de tablas tabuladas. Estos factores pueden definirse como:
Habilidad: pericia en seguir un método, se determina por su experiencia y sus aptitudes inherentes como coordinación natural y ritmo de trabajo, aumenta con el tiempo. El observador debe de evaluar y calificar dentro de seis (6) clases la habilidad desplegada por el operario: habilísimo, excelente, bueno, medio, regular y malo. Luego, esta clasificación de la habilidad se traduce a su equivalencia porcentual, que va de 15% a -22%.
Esfuerzo: demostración de la voluntad para trabajar con eficiencia, rapidez con que se aplica la habilidad, está bajo el control del operario.
Condiciones: son aquellas que afectan al operario y no a la operación, los elementos que incluyen son: ruido, temperatura, ventilación e iluminación.
Consistencia: se evalúa mientras se realiza el estudio, al final, los valores elementales que se repiten constantemente tendrán una consistencia perfecta.
2.7 TIEMPO NORMAL
Es el tiempo requerido por el operario normal o estándar para realizar la operación cuando trabaja con velocidad estándar, si ninguna demora por razones personales o circunstancias inevitables.
Mientras el observador del estudio de tiempos está realizando un estudio, se fijará, con todo cuidado, en la actuación del operario durante el curso del mismo. Muy rara vez esta actuación será conforme a la definición exacta de los que es la " normal ", o llamada a veces también "estándar". De aquí se desprende que es esencial hacer algún ajuste al tiempo medio observado a fin de determinar el tiempo que se requiere para que un individuo normal ejecute el trabajo a un ritmo normal.
El tiempo real que emplea un operario superior al estándar para desarrollar una actividad, debe aumentarse para igualarlo al del trabajador normal; del mismo modo, el tiempo que requiere un operario inferior estándar para desarrollar una actividad, debe aumentarse para igualarlo al del trabajador normal; del mismo modo, el tiempo que requiere un operario inferior al estándar debe reducirse al valor representativo de la actuación normal. Sólo de esta manera es posible establecer un estándar verdadero en función de un operario normal.
Cálculo de tiempo normal
La longitud del estudio de tiempos dependerá en gran parte de la naturaleza de la operación individual. El número de ciclos que deberá observarse para obtener un tiempo medio representativo de una operación determinada depende de los siguientes procedimientos:
Por fórmulas estadísticas.
Por medio del ábaco de Lifson.
Por medio del criterio de las tablas Westinghouse.
Por medio del criterio de la General Electric.
Estos procedimientos se aplican cuando se pueden realizar gran número de observaciones, pues cuando el número de éstas es limitado y pequeño, se utiliza para el cálculo del tiempo normal representativo la medida aritmética de las mediciones efectuadas.

2.8 TOLERANCIAS
La Tolerancia corresponde a un porcentaje de tiempo que se agrega al Tiempo Normal para que el operario medio se recupere de la fatiga ocasionada por el trabajo y para atender necesidades personales, y alcance el estándar cuando trabaja a ritmo Normal; así como también, permiten que también se incluya tiempo debido a otras interrupciones no imputables al operario.
Propósito
Agregar un tiempo suficiente al Tiempo de Producción Normal que permita al operario de tipo medio cumplir con el estándar a ritmo normal. Se expresa como un multiplicador, de modo que el tiempo normal, que consiste en elementos de trabajo productivo, se pueda ajustar fácilmente al tiempo de margen.
Existen dos métodos utilizados frecuentemente para el desarrollo de datos de tolerancia estándar. El primero es el que consiste en un estudio de la producción que requiere que un observador estudie dos o quizá tres operaciones durante un largo periodo. La segunda técnica para establecer un porcentaje de tolerancia es mediante estudios de muestreo del trabajo. El observador debe tener cuidado de no anticipar sus observaciones, y solo anotará lo que realmente sucede.
Si las tolerancias son demasiadas altas los Costos de Producción se incrementan indebidamente y si los márgenes fueran bajos, resultarán estándares muy estrechos que causarán difíciles relaciones laborales y el fracaso eventual del sistema.
Clasificación
Las tolerancias se pueden clasificar en fijas o variables.
Las fijas van a estar comprendidas entre merienda, almuerzos, tiempo total del ciclo, orden y limpieza, entre otras.
Las variables están comprendidas entre fatiga y necesidades personales
Tolerancias aplicables al tiempo de ciclo:
Necesidades Personales.
Limpieza de la estación de trabajo.
Mantenimiento de la máquina.
Tolerancias aplicables al tiempo de maquinado:
Tiempo para mantenimiento de las herramientas.
Tiempo para cubrir variaciones de potencia.
Tolerancias aplicables al tiempo de trabajo:
Fatiga.
Demoras inevitables.
Asignación
Necesidades personales: incluyen a todas aquellas interrupciones en el trabajo necesarias para la comodidad o bienestar del empleado. Esto comprenderá las idas a tomar agua y a los sanitarios. Las condiciones generales en que se trabaja y la clase de trabajo que se desempeña, influirán en el tiempo correspondiente a retrasos personales. De ahí que condiciones de trabajo que implica gran esfuerzo en ambientes de alta temperatura. El tiempo por retrasos personales dependerá naturalmente de la clase de persona y de la clase de trabajo.
Fatiga: estrechamente ligada a la tolerancia por retrasos personales, está el margen por fatiga. Sentimiento de cansancio dado por el cambio fisiológico en el cuerpo humano, disminuyendo así la capacidad para trabajar. Tiene un componente físico y otro psicológico o una combinación. 34 Los factores más importantes
Página siguiente  |