Buenas prácticas de manufacturas de envases PET en la empresa Fracocsa León
- Resumen
- Introducción
- Antecedentes
- Justificación
- Objetivos
- Marco teórico
- Diseño metodológico
- Análisis de la información
- Conclusiones
- Recomendaciones
- Anexos
RESUMEN
El estudio de investigación tiene la finalidad de desarrollar los aspectos técnicos para la elaboración de un manual de Buenas Prácticas de Manufacturas (BPM) como instrumento de acompañamiento que asegure la calidad del producto terminado embace PET,como materia prima del envasado de aceite, durante su proceso de producción, transporte y almacenamiento en la empresa Fraccionadora de Occidente S.A (FRACOCSA), dedicada a la producción y comercialización de aceite comestible de soya, la cual viene procesando dicho producto desde hace 15 años en la ciudad de León dichos procesos de producción comprenden el blanqueo y desodorizarían al aceite crudo, cocción, refinamiento, almacenaje del mismo el cual pasara a ser suministro de las áreas de llenado donde se envasa la marca Nacional MAZORCA y los productos ENABAS y SU CHEF; estas dos últimas representan más del 60% del valor de ganancias para la compañía dado que estas son marcas de exportación a nuestro país hermano Venezuela el cual es distribuido por el proyecto ALBALINISA en dicho país.FRACOCSA cuenta con una área en la cual produce sus propios envases PET el cual pasa a ser materia prima del siguiente proceso el cual es el envasado, dicha compañía se dedica a la producción de los mismos para su propio consumo desde hace 10 años, contando en la actualidad con tres máquinas semiautomáticas y tres automáticas las que garantizan el inventario de envases necesarios para las líneas de llenado, para la empresa esto representa un campo de trabajo sumamente atractivo que conlleva al compromiso de mantener estándares óptimos de calidad, esto con la finalidad de conservar la fidelidad de sus clientes a través de la implementación de normas nacionales y centroamericanas para poder crecer en el mercado internacional.
INTRODUCCION
Hoy en día la producción y envase de productos alimenticios ha tenido gran crecimiento y desarrollo en la economía nacional así mismo como la mayor aceptación de los consumidores en este caso de los productos líquidos tales como bebidas y otros productos utilizados en la cocina. Dichos envases son de gran utilidad para los consumidores dado que puede ser utilizado para contener otros productos o para ser reciclado nuevamente; este documento tiene como finalidad la aplicación de Buenas Prácticas de Manufacturas (BPM) en el proceso de soplado de las mismas en las empresas dedicadas a este rubro.
Como estudiantes de la carrera de Ingeniería Industrial vimos en este proyecto de investigación la oportunidad de aplicar los conocimientos adquiridos en la asignatura de Metodología de la Investigación de igual manera sea este una herramienta de utilidad que nos permitirá desarrollar con mayor efectividad futuros proyectos en otras asignaturas así mismo una guía para el transcurso de nuestra vida laboral como Ingenieros.
En este documento pretendemos plasmar el uso correcto y normas higiénico-sanitarias antes, durante y después del proceso de fabricación de envases PET, de igual manera daremos a conocer su historia, ventajas y desventajas como también crear una cultura de reciclaje en el consumidor ya que de esta forma estaremos contribuyendo a la conservación de nuestro medio ambiente y a la salud pública.
II. ANTECEDENTES
La producción de productos PET se origina como resultado de un concurso realizado en 1860 en los Estados Unidos, cuando se ofrecieron 10.000 dólares a quien produjera un sustituto del marfil (cuyas reservas se agotaban) para la fabricación de bolas de billar. Ganó el premio John Hyatt, quien inventó un tipo de plástico al que llamó celuloide.
El celuloide se fabricaba disolviendo celulosa, un hidrato de carbono obtenido de las plantas, en una solución de alcanfor y etanol. Con él se empezaron a fabricar distintos objetos como mangos de cuchillo, armazones de lentes y película cinematográfica. Sin el celuloide no hubiera podido iniciarse la industria cinematográfica a fines del siglo XIX. El celuloide puede ser ablandado repetidamente y moldeado de nuevo mediante calor, por lo que recibe el calificativo de termoplástico.
En 1907 Leo Baekeland inventó la baquelita, el primer plástico calificado como termofijo o termoestable: plásticos que puede ser fundidos y moldeados mientras están calientes, pero que no pueden ser ablandados por el calor y moldeados de nuevo una vez que han fraguado. La baquelita es aislante y resistente al agua, a los ácidos y al calor moderado. Debido a estas características se extendió rápidamente a numerosos objetos de uso doméstico y componentes eléctricos de uso general.
Hacia los años 50 aparece el polipropileno (PP). Al reemplazar en el etileno un átomo de hidrógeno por uno de cloruro se produjo el cloruro de polivinilo (PVC), un plástico duro y resistente al fuego, especialmente adecuado para cañerías de todo tipo. Al agregarles diversos aditivos se logra un material más blando, sustitutivo del caucho, comúnmente usado para ropa impermeable, manteles, cortinas y juguetes. Un plástico parecido al PVC es el poli tetrafluoretileno (PTFE), conocido popularmente como teflón y usado para rodillos y sartenes antiadherentes.
Otro de los plásticos desarrollados en los años 30 en Alemania fue el poli estireno (PS), un material muy transparente comúnmente utilizado para vasos, potes y hueveras. El poli estireno expandido (EPS), una espuma blanca y rígida, es usado básicamente para embalaje y aislante térmico. Principalmente en lo que tiene que ver con el envasado en botellas y frascos, se ha desarrollado vertiginosamente el uso del Polietileno Tereftalato (PET), material que viene desplazando al vidrio y al PVC en el mercado de envases.
El presente estudio está enfocado en el diseño de un sistema de mejoramiento para la Industria Plástica dentro de la empresa FRACOCSA en el departamento de León a través de manuales de BPM, las cuales son un conjunto de normas diseñadas y usadas para asegurar que todos los productos cumplan con los requerimientos de identidad, y seguridad indispensables para el cliente; como los requerimientos dados por la empresa en cuanto a procesamiento, satisfacción del cliente y rentabilidad.
Su objetivo principal es buscar siempre la mejor forma de fabricar un producto limpio y de excelente calidad para garantizar la satisfacción del cliente En Nicaragua se han establecido atreves de la cámara Nicaragüense de la industria y comercio las conocidas Normas Técnicas Nicaragüenses ( NTN) y las Normas Técnicas Obligatorias Nicaragüenses (NTON) bajo las cuales se rigen los procesos de producción en nuestro país a partir del año 2005.
III. JUSTIFICACIÓN
Debido al avance tecnológico y la necesidad de crear procesos productivos mucho más eficientes hemos visto en este documento la oportunidad de desarrollar, evaluar e implementar como futuros Ingenieros Industriales un manual el cual sea la base principal de consultoría y a la misma vez una guía de cómo hacer del proceso de producción y almacenaje de producto terminado mucho más fácil, higiénico y de mejor calidad.
Con el proyecto pretendemos desarrollar una cultura de mejora continua cualidad que caracteriza a todo Ingeniero Industrial. Durante el desarrollo del documento tomaremos como base principal las Normas ASA dado que gran mayoría de empresas no se encuentran certificadas brindara la oportunidad de prepararse para la misma, de igual manera haremos uso de las Normas Técnicas Nacionales (NTN) y Normas Técnicas Obligatorias Nicaragüenses (NTON) vigentes para este tipo de rubros los cuales se dedican a la producción de envases PET y envasado de productos líquidos tanto como químicos o alimentos.
Anterior mente dichos procesos de producción PET no se realizaban en Nicaragua debido a que existía poca demanda comercial, así mismo capacidad técnica para la operación de las maquinarias de soplado y este se realizaba en otros países fronterizos tales como Costa rica tomando como referencia la empresa Big Cola la cual soplaba y envasaba en dicho país y luego era distribuido en el territorio Nacional, hoy en día dichos procesos se realizan en nuestro país brindando oportunidades de desarrollo comercial y tecnológico.
Pretendemos integrar normas de producción las cuales tomaran como recurso la integración de hombre-máquina dado que es necesario realizar una reingeniería de los procesos anteriores por otros más eficientes cumpliendo con todos los requerimientos nacionales. El personal de planta es muy valioso para nuestra investigación ya que serán los objetos de estudio y nos permitirán evaluar más eficientemente los cambios realizados paso a paso, lo que generara en ellos un ambiente de confianza que los integre y se sientan parte del proceso.
IV. OBJETIVOS
IV.1 Objetivos Generales
v Analizar las normas nacionales e internacionales que permiten la estandarización y calidad requeridas en la producción y almacenamiento de envases PET.
v Determinar los procesos de producción de productos PET de la empresa FRACOCSA.
v Evaluar el proceso de producción bajo las normativas nacionales e internacionales las cuales nos permitan optimizar dichos procesos con el fin de generar los términos de referencia del manual de producción de embaces PET.
IV.2 Objetivos Específicos
v Indagar las normativas nacionales e internaciones que permiten la producción estandarizada de productos PET en Nicaragua.
v Implementar normas de higiene y seguridad laboral que permitan mantener un mayor control de calidad de materia prima y producto terminado.
v Definir el proceso de producción de envases PET con las normas nacionales e internacionales en cuanto a las normativas de producción en Nicaragua.
v Definir el proceso de producción de la empresa FRACOCSA. En la producción de productos PET con la fin de que se evalué con el proceso normalizado definido bajo las normativas nacionales e internacionales.
v Integrar al personal operativo de la producción de envases PET de la empresa FRACOCSA como fuente de información con la finalidad del desarrollo de un marco referencial desde su óptica que complete el proceso de evaluación.
v Diseñar la matriz Check-List del proceso de producción de productos PET partiendo dela metodología de trabajo de la empresa FRACOCSA acoplado a las normativas nacionales e internacionales garantizando la evaluación y se determine los términos de referencia para el manual operativo.
v Crear los términos de referencia bajo las normas que se establecen al proceso de producción PET con las políticas y procedimientos de orden, aseo y mantenimiento de instalaciones, maquinaria y equipo POES(Procedimientos Operativos Estandarizados de Saneamiento.)
V. MARCO TEÓRICO.
V.1. Marco Conceptual La producción nacional de envases con la resina PET se ha incrementado paulatinamente, según el rubro de consumo masivo en Nicaragua crece día a día. Esta producción nacional está orientada principalmente a la elaboración de los envases de gaseosas, aceites, vinagres y otros productos de menor comercialización.
Los envases PET han venido sustituyendo a los de vidrio tras el paso de los años y los avances tecnológicos. Esto se debe entre otras cosas a la utilidad de esta resina como empaque de productos de consumo, principalmente en la industria de las bebidas gaseosas por el cambio paulatino de los envases de anteriores.
Para FRACOCSA "Productividad es evaluar la capacidad de la empresa para elaborar productos que son requeridos (que se adecuan al uso) y a la vez el grado en que se aprovechan los recursos utilizados, dejando un margen de utilidad bruta de producción, para la empresa".
Para poder incrementar el Valor Agregado se hace necesario producir lo que el mercado (cliente) valora y hacerlo con el menor consumo de recursos, lo cual permite reducir los costos y por ende incrementar los beneficios, haciendo de la organización más productiva. De esta manera se toma en cuenta al cliente, quien no está dispuesto a pagar las ineficiencias del productor, que hacen aumentar los costos.
Se confunde valor con precio y por tanto no es adecuado para la productividad, al no tener en cuenta las necesidades del cliente.
V.1.2. Características tecnológicas y ensayos de control (Philip E, 1998)
Los materiales plásticos "envejecen" por causas internas (reacciones físico-químicas lentas, tensiones internas) o derivadas de medio circundante (radiaciones, temperatura, humedad, tensión activos, etc.) o aún del orden mecánico, eléctrico o a otras eventuales.
Los ensayos que adquieren más relevancia e interés son los que se refieren:
· Aspecto, caracteres organolépticos, identificación.
· Residuo seco
· Permeabilidad del envase (al vapor de agua, a los gases, a las radiaciones, a los microorganismos, a los antisépticos) y los que determinan la medida en que sus componentes se liberan por volcarse en la solución que constituye su contenido.
· Ensayos químicos Se suman a estos ensayos los que corresponden a la presión, a la rotura, a la elasticidad, la tracción, pruebas biológicas y fisiológicas.
V.1..3. Situación actual de la compañía Debido a los años que tiene la organización, la planta no cuenta con la infraestructura adecuada como para estar libre de contaminación, se han ido adecuando anillos de aire, agua para el transporte seguro de estos reduciendo los riesgos potenciales de accidentes.
No existe una cultura de producción limpia, pero se llevan controles de procesamiento y producto, identificación de lotes por inventario y trazabilidad.
Cuenta con programas de mantenimiento preventivo y correctivo, aunque se tiene problemas con la maquinaria por cuestiones de repuestos difíciles de conseguir localmente, por ser tecnología extranjera y los pedidos duran hasta un mes en llegar.
El trabajo que se ha realizado con la gente ha sido básico y reconfortante al mirar resultados de productividad con respecto a años anteriores y esto se debe a una nueva metodología y compromiso de quienes forman FRACOCSA. Sin embargo no solo se trata del personal sino de los dirigentes que de pronto se han centrado mucho en temas financieros y han dejado de lado el compromiso que denota trabajar bajo un sistema, ya que como en la construcción de una casa si los pilares no están bien sementados la construcción en cualquier momento se viene abajo.
Una fortaleza que presenta FRACOCSA., es el compromiso de todos los directivos de la organización, para con un nuevo método de trabajo que ayude a mejorar.
V.1.4. La gestión de los empaques rígidos La gestión y manejo de los residuos está definida como el conjunto de acciones que se deben realizar para asegurar un manejo sanitario y ambiental de los residuos de tal manera de prevenir los impactos negativos y asegurar la protección de la salud. Comprende todo el ciclo del manejo de los residuos, desde la generación, recolección, transporte, tratamiento, reciclaje hasta la disposición final.
Envases De Polietileno Tereftalato(PET)
Para el presente estudio se han considerado como empaques de polietileno tereftalato a aquellos que son usados para productos de consumo masivo como bebidas gaseosas, aceites y medicinas.
Esquema General Del Manejo De Los Envases de PET En los siguientes esquemas se muestra de manera secuencial las diferentes etapas por las que pasa el plástico PET desde la elaboración del producto (envase), pasando por la generación del envase usado (residuo) hasta su aprovechamiento (reciclaje).
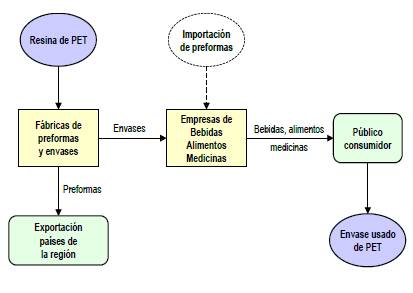
G R AF I CO N º 0 1 : Es q u em a g en er al d e l m an ej o d e l o s en v as es d e P ET ( 1 ) Fuente: Empresa evaluada V.2. Marco Contextual V.2.1. Los plásticos Los plásticos son materiales sintéticos resultantes de la polimerización de numerosos grupos de átomos que repiten la misma fórmula (monómeros). El 85% de los plásticos actualmente en uso son derivados petroquímicos y el 15% restante se fabrica de elementos no petroquímicos.
Son materiales total o parcialmente compuestos de combinaciones de carbono, oxígeno, hidrógeno, nitrógeno, y otros elementos orgánicos e inorgánicos. Su principal característica es que son sólidos en su estado final, pero tienen la particularidad de hacerse líquidos por efecto del calor. Gracias a esta propiedad, los plásticos se usan para la fabricación de diversos utensilios, debido a que adquieren diversas formas mediante el uso de matrices o moldes y la aplicación conjunta de calor y presión de aire.
V.2.2. Los plásticos se dividen en dos grandes grupos Termoestables, tienen la particularidad de moldearse por acción del calor y la presión, solidificándose en forma irreversible.
Termoplásticos, llamados simplemente plásticos. Son aquellos que cambian de forma por acción del calor y la presión, pero, a diferencia de los anteriores, lo hacen de manera reversible. Es esta característica que hace que los productos del plástico puedan reciclarse.
V.2.3. Clasificación internacional de los plásticos De acuerdo a la Sociedad de Industrias de Plástico (PSI) la codificación internacional de los plásticos es la siguiente: Cuadro N° 01 Codificación Internacional de los Plásticos

Fuente: proveedora de servicios plásticos Guatemala. El polietileno tereftalato (PET, PETE), es un polímero plástico, lineal, con alto grado de cristalinidad y termoplástico en su comportamiento, lo cual lo hace apto para ser transformado mediante procesos de extrusión, inyección, inyección-soplado y termoformado. Es extremadamente duro, resistente al desgaste, dimensionalmente estable, resistente a los químicos y tiene buenas propiedades dieléctricas. Su fórmula es:

G R AF I CO 0 2 – F o r m u l a Q u í m i ca P ET Fuente: proveedora de servicios plásticos Guatemala El PET tiene una temperatura de transición vítrea baja (temperatura a la cual un polímero amorfo se ablanda). Esto ocasiona que los productos fabricados con dicho material no puedan calentarse por encima de dicha temperatura (por ejemplo, las botellas fabricadas con PET no pueden calentarse para su esterilización y posterior reutilización).El PET se obtiene mediante la condensación del etilenglicol y el ácido tereftálico, el cual asume el papel primario en las fibras y materiales

G R AF I CO 03 – t r an s f o r m aci ó n d el P ET .
Fuente: proveedora de servicios plásticos Guatemala El PET es un plástico de alta calidad que se identifica con el número uno, o las siglas PET, rodeado por tres flechas en el fondo de los envases fabricados con este material, según sistema de identificación SPI.
V.2.4. Tipos de PET Se pueden distinguir tres tipos fundamentales de PET, el grado textil, el grado botella y el grado film. El grado textil fue la primera aplicación industrial del PET. Durante la Segunda Guerra Mundial, se usó para reemplazar las fibras naturales como el algodón o el lino. Al poliéster (nombre común del PET grado textil), se le reconocieron excelentes cualidades desde un inicio para el proceso textil, entre las que se encuentran su alta resistencia a la deformación y su estabilidad dimensional, además del fácil cuidado de la prenda tejida (lavado y secado rápidos sin necesidad de planchado). Entre algunas limitaciones que presenta este material son: difícil tintura, la formación de pilling (bolitas) y la acumulación de electricidad estática, problemas para los que se han desarrollado soluciones eficaces.
El grado botella se comenzó a producir en Europa a partir de 1974 y su primera comercialización se llevó a cabo en los EUA. Desde entonces ha experimentado un gran crecimiento y una continua demanda, debida principalmente a que el PET ofrece características favorables en cuanto a resistencia contra agentes químicos, gran transparencia, ligereza, menores costos de fabricación y comodidad en su manejo. La más reciente y exitosa aplicación del PET, es el envasado de aguas minerales, también se ha comenzado a utilizar en el envasado de productos farmacéuticos, de droguería o alimenticios como salsas, mermeladas, miel. El PET grado film, se utiliza en gran cantidad para la fabricación de películas fotográficas, de rayos X y de audio.
V.2.5. El proceso para la transformación de envases PET es descrito a continuación: La resina se presenta en forma de pequeños cilindros o chips, los cuales secos se funden e inyectan a presión en máquinas de cavidades múltiples de las que se producen las preformas (recipientes aún no inflados y que sólo presentan la boca del envase en forma definitiva). Después, las preformas son sometidas a un proceso de calentamiento preciso y gradual, posteriormente se colocan dentro de un molde y se les estira por medio de una varilla o pistón hasta alcanzar su tamaño definitivo, entonces se les infla con aire a presión hasta que toman la forma del molde y se forma el envase típico.

G R AF I CO N o . 0 4 – P r o c es o d e t r an s f o r m a ci ó n d el P ET .
Fuente: Inpla-Alemania.
V.2.6. Características generales de los envases PET (Perú., 2011)
Entre las características más importantes que presenta el PET, se encuentran:
· Buen comportamiento frente a esfuerzos permanentes
· Cristalinidad
· Alta resistencia al desgaste
· Muy buen coeficiente de deslizamiento
· Resistencia química
· Propiedades térmicas
· Muy buena barrera a CO2, aceptable barrera a O2 y humedad.
· Totalmente reciclable
· Aprobado para su uso en productos que deban estar en contacto con productos alimentarios.
· Viscosidad intrínseca: La VI (Viscosidad Intrínseca) del material es dependiente de la longitud de su cadena polimérica. Entre más larga la cadena polimérica, más rígido es el material y por lo tanto más alta la VI.
· Ligero
· Alto grado de transparencia y brillo, que conserva el sabor y el aroma de los alimentos.
Las propiedades físicas del PET y su capacidad para cumplir diversas especificaciones técnicas han sido las razones por las que el material ha alcanzado un desarrollo relevante en la producción de fibras textiles y en la producción de una gran diversidad de envases, especialmente en la producción de botellas, bandejas, flejes y láminas.
V.2.7. Aplicaciones Entre algunas de las aplicaciones que tiene el PET, se encuentran: envases de bebidas carbónicas, aguas minerales, aceite, zumos, tés, vinos y bebidas alcohólicas, detergentes y productos de limpieza, productos cosméticos, salsas y otros alimentos, productos químicos y lubricantes, productos para tratamientos agrícolas, películas, contenedores alimentarios, cintas de audio/video, fotografía, aplicaciones eléctricas, electrónicas, embalajes especiales y de rayos X.
V.2.8. Otros usos:
· Tubos, perfiles, paredes, piezas inyectadas.
· Fibras, textiles, marcos, construcción.
V.2.9. Mejora continua La mejora continua, una necesidad de estos tiempos. A lo largo de la historia, las personas han desarrollado métodos e instrumentos para establecer y mejorar las normas de actuación de sus organizaciones e individuos.
La mejora y el aprendizaje continuo deberá ser parte integral de la administración en todos los sistemas y procesos.
"La mejora continua se refiere tanto a una mejora incremental pequeña y gradual como a una de descubrimiento grande y rápida". James R. Evans y William Lindsay en su libro Administración y Control de la Calidad dicen: La mejora puede tomar cualquiera de las siguientes formas:
· Mejorando el valor hacia el cliente mediante productos y servicios nuevos y mejorados.
· Reduciendo errores, defectos, desperdicios, y costos relacionados.
· Mejorando la productividad y efectividad en el uso de todos los recursos.
· Mejorando la sensibilidad y el desempeño del tiempo de ciclo.
La necesidad de mejorar los productos y servicios para ponerse adelante en el mercado, han sido siempre los objetivos esenciales del negocio. El mejoramiento continuo más que un enfoque o concepto es una estrategia, y como tal constituye una serie de programas generales de acción y despliegue de recursos para lograr objetivos completos, pues el proceso debe ser progresivo.
Dentro del punto 8.5 Mejora Continua en la Norma ISO 9001:2000, dice: La organización debe mejorar continuamente la eficacia del sistema de gestión de la calidad mediante el uso de la política de la calidad, los objetivos de la calidad, los resultados de las auditorias, el análisis de datos, las acciones correctivas y preventivas y la revisión por la dirección.
Básicamente, la mejora continua implica todo, cualquier oportunidad, o actividad mal desarrollada, para las cuales se aplican normas que nos dan pautas para actuar, y empezar a cambiar proactivamente para el bien de la empresa y de sus trabajadores, manteniéndonos dentro del mercado competitivamente.
"Mejoramiento" significa que un conjunto de acciones incremente los resultados de rentabilidad de la empresa, basándose en variables que son apreciadas por el mercado (calidad, servicio, entre otras) y que den una ventaja diferencial a la empresa en relación a sus competidores "Continuo" implica que dado el medio ambiente de competencia en donde los competidores hacen movimientos para ganar una posición en el mercado, la generación de ventajas debe ser algo constante.
V.2.10. Buenas Prácticas de mano Factura BPM Las Buenas Prácticas de Manufactura (BPM) o Good Manufacturing Practices (GMP) por sus siglas en inglés, son una herramienta básica para la obtención de productos seguros para el consumo humano, que se centralizan en la higiene y forma de manipulación de los productos. (Ministerio de Fomento, 2003)
Las BPM comprenden actividades a instrumentar y vigilar sobre las instalaciones, equipo, utensilios, servicios, el proceso en todas y cada una de sus fases, control de fauna nociva, manejo de productos, manipulación de desechos, higiene personal, etc. Se asocian con el Control a través de inspecciones del establecimiento.
Las BPM o GMP tal como las conocemos hasta ahora, están en un proceso profundo de revisión y cambio que las llevará a transformarse en un auténtico sistema de calidad global, armonizado entre Europa, Estados Unidos y Japón.
El sector Industria de Nicaragua reconoce que las BPM o GMP dan mucha importancia al control de calidad final del producto ya las mejoras que se hagan no sean solamente para la satisfacción del cliente sino también que ayuden en la reducción de los costos de producción, desperdicio, a fin de hacer más productiva y competitiva la empresa.
En este contexto, las BPM o GMP se convertirán en una filosofía y conjunto de herramientas que pueden utilizarse con doble finalidad:
· Enfocado a la seguridad: Minimizar el riesgo de efectos adversos por falta de calidad.
· Enfocado a la productividad: Minimizar los desperdicios, materiales, paradas de máquina, unidades defectuosas, entre otros.
· Enfocado a la calidad del producto, la misma que no se analiza, sino que se diseña a lo largo de todo su ciclo de vida. Calidad engloba eficacia y seguridad.
Las BPM son útiles para el diseño y funcionamiento de los establecimientos, y para el desarrollo de procesos y productos relacionados con la alimentación, fármacos y cosméticos.
Es indispensable que estén implementadas previamente, para aplicar posteriormente el Sistema HACCP (Análisis de Peligros y Puntos Críticos de Control), un programa de Gestión de Calidad Total (TQM) o un Sistema de Calidad como ISO 9000.
Su utilización genera ventajas no solo en materia de salud; los empresarios se ven beneficiados en términos de reducción de las pérdidas de producción por reproceso, o devoluciones por alteraciones producidas por contaminantes diversos.
V.2.11. Utilización de las buenas prácticas de manufactura Las Buenas Prácticas de Manufactura (BPM) o Good Manufacturing Practices (GMP) se constituyen como regulaciones de carácter obligatorio en una gran cantidad de países; buscan evitar la presentación de riesgos de índole física, química y biológica durante el proceso de manufactura de alimentos, farmacéuticos, y cosméticos; que pudieran repercutir en afectaciones a la salud del consumidor.
Forman parte de un Sistema de Aseguramiento de la Calidad, las BPM son especialmente monitoreadas para que su aplicación permita el alcance de los resultados esperados por el procesador, comercializador y consumidor, con base a las especificaciones plasmadas en las normas que les apliquen.
Su utilización genera ventajas no solo en materia de salud; los empresarios se ven beneficiados en términos de reducción de las pérdidas de producción por reproceso, devoluciones por alteraciones producidas por contaminantes diversos.
V.2.12. Enfoques de las BPM Buenas Prácticas de Manufactura (BPM, en inglés GMP) que incluye:
· El emplazamiento de la planta.
· El diseño higiénico de las instalaciones.
· El diseño del flujo operacional (lay out)
· El mantenimiento de las instalaciones.
· El diseño y mantenimiento higiénico de los equipos.
· La provisión de agua potable.
· La higiene de la materia prima.
· La higiene de las operaciones.
· La higiene durante el transporte.
· La disposición adecuada de los desechos.
· El control de plagas.
· El manejo de sustancias tóxicas y productos químicos.
· La higiene del personal.
· La capacitación del personal de todos los niveles.
· La rotulación e información al consumidor.
· Procedimientos Operativos Estandarizados de Saneamiento. (POES, en inglés SSOP´s).
V.2.13. Calidad Definir calidad es una tarea poco clara, todos entendemos y participamos de la calidad a partir de las necesidades que tenemos o queremos de un bien o servicio. La calidad ha sido consideraba como algo que debía ser inspeccionado para poder obtener determinados requerimientos técnicos que eran precisados por el productor. (Norma Técnica Obligatoria Nicaragüense NTON, 2010.)
La calidad se define desde muchos punto de vista: estos incluyen calidad trascendente, calidad basada en el producto, y valor, adecuabilidad para el uso, y conformidad con las especificaciones.
La definición oficial de la calidad según el libro Administración y Control de la Calidad de James R. Evans y William Lindsay: "Calidad es la totalidad de las características y especificaciones de un producto o servicio que tiene importancia sobre su capacidad de satisfacer las necesidades dadas". La mayoría de los negocios definen hoy la calidad como "cumplir o exceder las expectativas de los clientes".
Las organizaciones deben visualizar la calidad en tres niveles:
· El organizacional; la calidad se centra en el cumplimiento de los requerimientos de los clientes externos, con perspectivas de los cambios o mayores exigencias del mismo.
· El de procesos; la calidad se distribuye para los diferentes procesos de la organización, sumando los esfuerzos bajo un objetivo en común que es la satisfacción del cliente.
· El de ejecutantes; llega a la parte operacional, donde los estándares de los productos deben basarse en la calidad y requerimientos de servicio al cliente que se originaron en los niveles organizacionales y operacionales.
Vista la organización desde esta perspectiva ayuda a entender mejor al cliente y las responsabilidades de todos los empleados en busca de la calidad para un mejor producto o servicio, trabajando en equipo.
La Norma ISO 9001:2000 define que: "calidad se define como, grado en el que un conjunto de características inherentes cumple con los requisitos".
Grafico no.5: Modelo de un sistema de Gestión de Calidad basado en procesos según las normas ISO 9001:2000

V.2.14. Productividad Roger G. Schroeder en su libro Administración de operaciones dice: (Schroeder)
Productividad es la relación que existe entre los insumos y los productos de un sistema productivo, a menudo es conveniente medir esta relación como el cociente de la producción entre los insumos.
"Mayor producción, mismos insumos, la productividad mejora" o también se tiene que "Menor número de insumos para misma producción, productividad mejora.
Para la OIT (Organización Internacional del Trabajo), "Los productos son fabricados como resultados de la integración de cuatro elementos principales: tierra, capital, trabajo y organización. La relación de estos elementos a la producción es una medida de la productividad".
La productividad no es solo una medida de la producción, ni de la cantidad que se ha fabricado, sino una medida de lo bien que se han combinado y utilizado los recursos para cumplir los resultados específicos logrados. Se asocia con el logro de un producto eficiente, enfocando la atención específicamente en la relación del producto con el insumo utilizado para obtenerlo.
El concepto más generalizado de productividad es el siguiente: Productividad = Producción = Resultados Logrados Insumos Recursos Empleados De esta forma se puede ver la productividad no como una medida de la producción, ni de la cantidad que se ha fabricado, sino como una medida de lo bien que se han combinado y utilizado los recursos para cumplir los resultados específicos logrados.
Actualmente se parte de la fórmula: Beneficios = Precio – Costo Considerando que el precio lo fija el mercado y los clientes, por tanto para obtener beneficios, sólo podemos hacerlo reduciendo los costos tanto como sea posible y esto último sólo lo podemos hacer logrando niveles más altos de productividad.
V.2.15. POES Los POES son procedimientos operativos estandarizados que describen las tareas de saneamiento. Se aplican antes, durante y después de las operaciones de elaboración.
Son instrucciones escritas para diversas operaciones particulares o generales y aplicables a diferentes productos o insumos. La realización de POE es requerida por las buenas prácticas de Manufactura (GMP) y por la regulación bajo normas ISO 9000.Cada establecimiento debe tener un plan escrito que describa los procedimientos diarios que se llevarán a cabo durante y entre las operaciones, así como las medidas correctivas previstas y la frecuencia con la que se realizarán para prevenir la contaminación directa o adulteración de los productos.
Cada POES debe estar firmado por una persona de la empresa con total autoridad o por una persona de alta jerarquía en la planta. Debe ser firmado en el inicio del plan y cuando se realice cualquier modificación.
· Los POES deben identificar procedimientos de saneamiento pre operacionales y deben diferenciarse de las actividades de saneamiento que se realizarán durante las operaciones.
· La empresa debe identificar los individuos que son responsables de la implementación y del mantenimiento diario de las actividades de saneamiento que fueron descriptas en el plan.
· Los establecimientos deben tener registros diarios que demuestren que se están llevando a cabo los procedimientos de sanitación que fueron lineados en el plan de POES, incluyendo las acciones correctivas que fueron tomadas.
En líneas generales, una planta elaboradora de envases PET debería disponer, como mínimo, de los siguientes POES: o Saneamiento de manos, instalaciones sanitarias y vestuarios.
o Saneamiento de líneas de producción.
o Saneamiento de áreas de recepción, depósitos de materias primas, intermedios y productos terminados.
o Saneamiento de lavabos, paredes, ventanas, techos, zócalos, pisos y desagües de todas las áreas.
Para documentar BPM y los POES, es necesario que estén contenidos en un Manual u otro documento escrito que contenga:
· La política de los objetivos de este programa.
· El desarrollo de un documento escrito de cada uno de los procedimientos que se aplican en el establecimiento.
· Instructivos que corresponderán al desarrollo de cada operación en particular.
V.3. Definiciones a) Adecuado: significa aquello que es necesario para cumplir con el propósito en mantener buenas prácticas de salud pública.
b) Debería [verbo deber] (Shoulden ingles): se usa para declarar procedimientos recomendados o aconsejados o identificar equipo recomendado.
c) Desinfectar: es la reducción del número de microorganismos presentes en las superficies de edificios, instalaciones, maquinarias, utensilios, equipos, mediante tratamientos químicos o métodos físicos adecuados, hasta un nivel que no constituya riesgo de contaminación para los productos que se elaboren.
d) Envase: Es todo recipiente o soporte que contiene o guarda un producto, protege la mercancía, facilita su transporte, ayuda a distinguirla de otros artículos y presenta el producto para su venta. Puede ser de diferentes materiales como plástico, lata, caja o envoltura propia.
e) Flujo-grama: consiste en representar gráficamente hechos, situaciones, movimientos o relaciones de todo tipo, por medio de símbolos.
f) Inocuidad: Es la garantía de que los productos plásticos utilizados por el productor siguiente al envasar o sellar productos alimenticios, fármacos o cosméticos, no causaran daño al consumidor final. g) Limpieza: Es la eliminación de tierra, residuos plásticos, suciedad, grasa u otras materias objetables.
h) Lote: Es una cantidad determinada de producto, cuyo contenido es de características similares o ha sido fabricado bajo especificaciones y condiciones de producción uniformes; se identifican por tener un mismo código o clave de producción.
i) Microorganismos: Significa levaduras, mohos, bacterias, y virus, que son de importancia para la salud pública.
j) Operación con Control de Calidad: Significa un procedimiento planeado y sistemático para tomar todas las precauciones necesarias para prevenir que los productos sean elaborados bajo los estándares de calidad y producción establecidos.
k) Plaga: Se refiere a cualquier animal indeseable o insectos incluyendo, pero no limitado a, pájaros, roedores, moscas, y larvas.
l) Planta: Es el edificio o instalaciones físicas; cuyas partes son usadas para o están en conexión con la manufactura.
m) POES: Significa procedimientos operativos estandarizados de saneamiento, son instrucciones escritas que describen las tareas de saneamiento para diversas operaciones particulares o generales y aplicables a diferentes productos o insumos, se aplican antes, durante y después de las operaciones de elaboración. Una característica de los POES es responder inmediatamente frente a fallas en la calidad de los productos, debidas a un problema de higiene.
n) Procesamiento: Son las operaciones que se efectúan sobre la materia prima hasta el alimento terminado en cualquier etapa de su producción.
o) Punto Crítico de Control: Significa un punto en el procesamiento de alimentos donde existe una alta probabilidad que control inapropiado pueda causar, permita, o contribuía a un peligro o suciedad en el producto final o descomposición en el producto final.
p) Superficies de contacto: Es todo aquello que está en contacto con el producto, durante el proceso y manejo normal del mismo; incluyendo utensilios, equipo, manos del personal, envases.
q) "Tiene que" [verbo tener] (Shallen ingles): Se usa para declarar requisitos mandatarios.
SÍMBOLOS Y ABREVIATURAS Cm. = centímetros Lux = candelas por pie cuadrado PH= potencial de Hidrógeno HIPOTESIS La empresa FRACOCSA necesita del Manual de Operación en el proceso de soplado PET, para el cumplimiento de las normativas de Buenas Prácticas de Manufactura (BPM), las Normas Técnicas Nicaragüenses (NTN), las Normas Técnicas Obligatorias Nicaragüenses (NTON) vigentes para el sector de consumo masivo y el Reglamento Técnico Centroamericano (RTCA) establecidas para la Industria Plástica.
VI DISEÑO METODOLÓGICO (MORONE, 2014)
VI.1 Modelo de la investigación Los componentes de las etapas de la investigación varían de autor a otros, aunque la variación sea de forma, ya que de fondo conservan los aspectos fundamentales, en nuestro caso utilizaremos los planteados en la obra Metodología de la investigación pedagógica y psicológica de Pérez R.G. y Nocedo L.I, quienes plantean las etapas de la investigación de la siguiente manera: 1. Primera etapa: Preparación y organización de la investigación se ha formulado y determinado el problema dentro de los procesos de producción de soplado de envases PET para lo cual se han considerado los aspectos administrativos como cronogramas, Recursos Humanos, Entrenamiento y capacitación del personal.
2. Segunda etapa: Ejecución de la investigación Elaboración y aplicación de los instrumentos de investigación tales como: chec klist y entrevistas directas a operadores y supervisores relacionados con el proceso, con el fin de evaluar y mejorar el actual proceso de producción antes mencionado.
3. Tercera etapa: Procesamiento de datos Tabulación y análisis de la información obtenida a través de los instrumentos de investigación, ordenamiento de datos y elaboración de cuadros y graficas.
4. Cuarta etapa: Redacción del informe final preparación de borradores y corrección.
5. Quinta etapa: Comunicación de resultados planeación de conclusiones y recomendaciones, ensayo y presentación final del documento.
VI.2 Diseño de investigación De acuerdo al tiempo en cual se enmarca la investigación cuantitativa, longitudinal, exploratorio dado el siguiente grafico explicado en el libro de (Sampieri.Roberto, Fernández Collado, & Baptista Lucio, 2010)

Página siguiente  |