reactivos dispersantes SULFATO DE COBRE CuSO4
El CuSO4 5 H2O, sulfato de cobre con 5 moléculas de agua,
forma cristales azules brillantes asimétricos del sistema
triclínico con una densidad de 2.28 g/ml. Es un activador
de la esfalerita, también pirita, calcopirita, pirotita,
arsenopirita y cuarzo La materia prima para la fabricación
del sulfato de cobre sirve el ácido sulfúrico y
cobre en forma de chatarra y desperdicios en la industria de
labrado de metales o productos metalúrgicos semielaborados
Es ampliamente usado saturada o en soluciones en los circuitos de
flotación de zinc para la reactivación de los
sulfuros de zinc que han sido deprimidos en la etapa anterior
(circuito de bulk). La acción activadora, consiste en que
el ión cobre del sulfato de cobre reemplaza al ión
zinc en la celda cristalina del mineral, formando una
película de CuS sobre la esfalerita; la esfalerita
seguidamente se comporta como mineral de cobre, sobre el
cuál el xantato puede ser absorbido y por consiguiente, el
mineral puede ser flotado En medio alcalino la activación
de la blenda de zinc se realiza no sólo mediante la
adsorción del ión cobre bivalente, sino
también mediante la sorción (adhesión) de
partículas coloidales de hidróxido de cobre sin
desplazar sal catión zinc o con un desplazamiento no
equivalente Toxicidad: Es tóxico penetrando en el
estomago, provoca náuseas, vómitos, dolores en el
abdomen y otras descomposiciones del organismo La piel de la
cara, los cabellos y las conjuntivas de los ojos de los operarios
tienen a veces un color amarillo verdusco o negro verdusco. En
las encías pueden aparecer franjas rojo oscuras o rojo
purpuro; en algunos casos aparecerán pequeñas
erupciones rojas

19 c. REGULADORES DE pH Son los reactivos que controlan la acidez
o alcalinidad de la pulpa. Es un reactivo que cambia la
concentración del ión hidrógeno de la pulpa,
lo cual tiene como propósito incrementar o decrecer la
adsorción del colector como se desee salvo raras
excepciones, la efectividad de todos los agentes de
flotación, depende grandemente de la concentración
de hidrógeno o ión hidroxilo en la pulpa. Uno de
los principales objetivos de la investigación por
flotación, es encontrar el pH óptimo para cualquier
combinación de reactivos y mineral, La mayoría de
plantas de flotación, que tratan minerales sulfurados,
operan con una pulpa alcalina para dar optima metalurgia,
así como para mantener la corrosión al
mínimo. Muy pocas plantas operan en circuitos
ácido; esto para el caso en que se estén flotando
minerales contenidos en las colas de una lixiviación
ácida CAL CaO En la práctica se emplea cal
cáustica CaO y cal hidratada Ca(OH)2 El hidróxido
Ca(OH)2 pertenece a las bases fuertes. Con la cal pueden ser
obtenidas soluciones acuosas con una concentración del
0.17% en peso a 25 oC. Las soluciones de cal generalmente se
denominan agua de cal y las suspensiones acuosas, lechada de cal
La interacción de la cal cáustica con agua
transcurre con desprendimiento de una gran cantidad de calor
(apagamiento de cal). La cal cáustica es obtenida mediante
la calcinación de la caliza frecuentemente en hornos de
cuba CaCO + 43 Kcal CaO + CO2 El CaO es depresor mas común
de pirita y en exceso de otros minerales sulfurosos. El calcio es
el reactivo mas comúnmente usado, para recubrir pirita y
otros iónes metálicos, con el objeto de deprimirlos
(los conviertes completamente mojables) en presencia de xantato
Toxicidad: La cal en polvo irrita las membranas mucosas
provocando estornudos y tos. Es particularmente peligrosa la cal
cáustica, cuya acción reside en la
saponificación de la grasa, absorción de la humedad
en la piel, disolución de proteínas,
irritación y quemazón de tejidos. Al caer cal a los
ojos frecuentemente se observa edema vidrioso y fuerte hiperemia
de la conjuntiva A ser afectada la piel, las partículas de
cal pegadas a ésta se deben eliminar con aceite mineral o
vegetal, y luego hacer fomentos con una solución al 5% de
ácidos cítricos, tartárico, acético o
muriático. Al caer cal en los ojos es imprescindible
lavarlos inmediatamente con agua y luego neutralizarlos con una
solución al 10 – 20% de amonio tartárico neutro La
ropa de trabajo de los operadores que trabajan con cal debe estar
ceñida al cuerpo. Deben usar guantes y anteojos con
montura de cuero, usar respiradores. Las partes del cuerpo
descubiertas se recomienda untarlas con vaselina
¿Cuál es el trabajo de los reactivos reguladores de
pH? Ya hemos explicado lo que es el pH. Ahora nos hace explicar
que cada sulfuro (cobre, plomo, zinc y fierro) tiene su propio pH
de flotación donde flota mejor. Esta propiedad
también varía según el mineral y la mina de
donde procede. Los reactivos reguladores de pH tienen la
misión de dar a la pulpa el pH necesario para una mejor
flotación

20 EFECTOS DE LOS REACTIVOS REACTIVOS ESPUMANTES Aceite de Pino
Frother 70, MIBC EXCESO Gran cantidad de espumas Rebalsan los
canales y cajones DEFECTO Muy baja la columna de espuma Los
sulfuros valiosos se pasan al Dowfroth 250 COLECTORES Tendencia a
ensuciar los concentrados relave Xantato Z – 11 Xantato Z
– 6 Aerofloat 25 Ditiofosfatos Reactivo 301 MODIFICADORES
Sulfato de Zinc y Bisulfito de sodio (Deprime sulfuros de zinc,
ZnS) Cianuro de Sodio (Deprime Pirita y sulfuro de zinc)
Bicromato de Sodio (Deprime sulfuros de plomo) Se usa para
separar plomo de cobre Sulfato de cobre (Reactiva los sulfuros de
zinc que han sido deprimidos por el sulfato de zinc) Lechada de
cal, Carbonato de sodio (reguladores de pH y depresores de
Pirita) Superfloc, Separan Flotan todo tipo de sulfuros No hay
selección Se ensucian los concentrados Flota pirita e
insolubles Produce carga circulante Despilfaro, consumos muy
altos Aumenta consumo de CuSO4 Peligro de envenenar la pulpa
Depresión de sulfuros de plomo Activación de
sulfuros de fierro al bajar el pH Un exceso en el circuito de Pb
o bulk, deprime los sulfuros de Pb y Ag Activa los sulfuros de Zn
al subir pH Despilfarro consumo alto inútil Aumenta
consumo de colectores Peligro de envenenar la pulpa Aguas con
alto contenido de iones Cr Se espesan las espumas de los
concentrados de zinc, y los concentrados se ensucian con pirita
Producen perdida de sulfuros en el relave Producen carga
circulante innecesaria Se eleva demasiado el pH Las espumas son
frágiles Aumenta el consumo de colectores Los sulfuros se
pierden en el relave Espumas muy pobres con concentrado limpio
Espumas muy frágiles Los sulfuros valiosos se pasan al
relave Flotan los sulfuros de zinc en el circuito de plomo o bulk
Flotarían mucho fierro y se ensuciaría el
concentrado Flota mucho plomo con el cobre en la
separación No se reactivan completamente los sulfuros de
zinc que vienen de la flotación bulk. Además, se
suavizan las espumas y los sulfuros valiosos se pasan al relave
(espumas muy frágiles) Se baja el pH Flota pirita en
exceso Se espesa las espumas Se ensucia el concentrado
(floculante, Demasiado costo. Veloz asentamiento Pérdida
de sólidos en el rebalse del aglomerantes de lamas)
Silicato de sodio de los sólidos, pueden plantar los
rastrillos del espesador espesador Almidón (dispersantes
Peligro de No dispersa bien la ganga silicosa. de lamas)
envenenar la Se ensucian los concentrados pulpa

21 3. CIRCUITOS DE FLOTACIÓN Y EQUIPOS La flotación
es una operación destinada a seleccionar los sulfuros
valiosos contenidos en la pulpa y rechazar la ganga como relave.
Pero resulta casi imposible hacer esta operación en una
sola celda y conseguir un concentrado limpio y un relave
igualmente limpio; es necesario que las espumas de las primeras
celdas pasen a un nuevo grupo de celdas que se encarguen de
limpiar los elementos indeseables que hayan logrado flotar con la
parte valiosa. Lo mismo ocurre con los relaves de la primera
máquina ya que aún tienen apreciable cantidad de
sulfuros valiosos que no se pueden perder y es necesario
recuperarlos en otro grupo de celdas Por esta razón, en la
sección flotación se tiene tres tipos de
máquinas (circuitos): a. De cabeza o Rougher
(Desvastadoras) b. Limpiadora o Cleaner c. Scavenger Celdas de
Cabeza o Rougher (desvastadoras) Estas maquinas reciben la pulpa
de cabeza procedente de los acondicionadores o de los molinos.
Aquí flota la mayor parte de los sulfuros valiosos. Pero
en estas celdas sólo obtendremos concentrados y relaves
“provisionales”. Las espumas obtenidas en las
desvastadoras no es un concentrado final, porque todavía
contiene muchas impurezas Celdas Limpiadoras Estas
máquinas sirven para quitar la mayor cantidad de las
impurezas contenidas en las espumas del rougher y nos dan
finalmente un concentrado, esto se hace a través de la:
1ra Cleaner, 2da Cleaner y 3ra Cleaner Las espumas de la 3ra
cleaner, forman el concentrado final que va al espesador Celdas
Scavenger Estas máquinas reciben el relave de la rougher y
tratan de hacer flotar el resto de los sulfuros que no han podido
flotar en las celdas de cabeza, ya sea por falta de tiempo,
deficiente cantidad de reactivos, o por efectos mecánicos
Pero las espumas que obtenemos en estas máquinas no las
podemos enviar al espesador porque están sucias, pero
tampoco las podemos desechar porque contienen mucho material
valioso. Entonces, ¿Qué debemos hacer? Regresarlas
al circuito, en este caso a la cabeza de flotación
Productos Intermedios (Medios) Los relaves de las limpiadoras y
las espumas de las agotadoras son productos más ricos que
el relave final pero más pobres que los concentrados
finales. Por esta razón, tienen que tratarse nuevamente, a
fin de recuperar la mayor cantidad posible de sulfuros valiosos
contenidos en ellos. Estos productos se llaman intermedios o
medios (meddlings) Productos finales El circuito de
flotación nos proporciona dos productos finales: – Los
concentrados – Los relaves No siempre se puede señalar que
un concentrado y su relave tengan leyes fijas. Esto depende, en
gran parte de la ley de la cabeza. Solamente podemos recomendar
que usted. Como buen

22 flotador trate siempre de obtener los relaves más
limpios que pueda, y un buen concentrado según la ley que
le indique su Supervisor 3.1 FUNCIONES DE LAS CELDAS DE
FLOTACIÓN Los equipos en los cuales se realizan los
procesos de flotación se denominan celdas de
flotación y son construidos de modo que favorezcan la
realización del proceso mediante las siguientes funciones:
– Mantener en suspensión las partículas de la pulpa
que ingresa a la celda de flotación, evitando la
segregación de los sólidos por el tamaño o
por la densidad – Formar y diseminar pequeñas burbujas de
aire por toda la celda; los volúmenes de aire requeridos
dependerán del peso de material alimentado – Promover los
choques entre partículas minerales y las burbujas de aire
con él fin de que el conjunto mineral-burbuja formado
tenga una baja densidad y puede elevarse desde la pulpa a una
zona de espumas, las cuales serán removidas de la celda
conteniendo el concentrado – Mantener condiciones de quietud en
la columna de espumas para favorecer su estabilidad.
También permitir una adecuada evacuación tanto de
relaves como de concentrados, así como la fácil
regulación del tanto de relaves como de concentrados,
así como la fácil regulación del nivel de
pulpa en las celdas, de su aireación y del grado de
agitación De acuerdo a lo anterior las celdas de
flotación deberán tener zonas especificas: Zona de
mezcla; aquella en la cual las partículas minerales toman
contacto con las burbujas de aire Zona de separación; en
la que las burbujas de aire se condensan una con otra y eliminan
partículas indeseables que pudieran haber sido arrastradas
por atrapamiento u otro motivo Zona de espumas; en la que las
espumas mineralizadas deberán tener estabilidad y ser
removidas de la celda conteniendo el concentrado Zona de Espumas
Zona de Separación Zona de Espumas Zona de
Separación Zona de Mezcla 3.2 TIPOS DE CELDAS DE
FLOTACIÓN A. CELDAS MECÁNICAS: Se utiliza en forma
generalizada en nuestro medio; se caracterizan por tener un
agitador mecánico que mantiene la pulpa en
suspensión y dispersa el aire dentro de ella. A este tipo
pertenecen las celdas: Agitair, Denver, Morococha, Outokumpu,
Wenco, etc.; pueden operar individualmente como las Morocochas,
en bancos de flujo abierto o divididos en varios
compartimientos

– – – – – 23 Los bancos divididos en celdas por paredes
intermedias como el caso de las DENVER Sub – A, son
utilizados especialmente en plantas pequeñas, donde se
requiere que el impulsor actúe como una bomba o en etapas
de limpieza donde es necesario un control estricto de niveles de
pulpa, agitación, etc. Los bancos de flujo libre
proporcionan ventajas por su construcción y mantenimiento
más simple y mejor suspensión de las
partículas gruesas al eliminarse las paredes intermedias:
Las partes más importantes de estas celdas son:
Árbol – sistema accionamiento Labio de la celda
Forros de fondo Motor Eje central Canal de espumas Tubería
de alimentación Tubería de aire a baja
presión El difusor Forro lateral La aeración en las
celdas mecánicas pueden realizarse por insuflación
forzada de aire o por la acción succionante del impulsor;
la utilización generalizada de este tipo de maquinas,
frente a las neumáticas se deben a las dos ventajas que
indiscutiblemente ofrecen – Mantienen adecuadamente los
sólidos en suspensión – Es posible arrancar con
relativa facilidad cuando se encuentran cargadas. La nueva
tendencia en la construcción de celdas mecánicas se
orientan a máquinas de gran tamaño, con lo que se
logra una reducción en el número de celdas,
mejoramiento en el control y facilitando el mantenimiento
CARACTERÍSTICAS GENERALES DE LAS CELDAS SUB -A Tipo Sub
– aereación con compuertas intermedias para
regulación de flujo Con árbol de impulsión
del tipo suspendido, caja metálica de plancha de acero
soldado Fondo revestido con jebe, forros laterales de fierro
fundido Doble hilera de paletas para la extracción de
espumas Accionado mediante motores eléctricos,
transmisión de fuera por fajas, poleas y reductor de
velocidad – Impulsor y difusor; en acero inoxidable de alta
resistencia al desgaste por abrasión, corrosión e
impacto

24 CELDAS AGITAIR La agitación: Se hace en parte con la
mariposa y el resto con aire, a baja presión Los
impulsores o mariposas: Cada celda tiene su propio tipo de
impulsor o mariposa, hay celdas que no las tienen Las compuertas:
Sólo las Denver tienen una compuerta para cada celda. Esto
hace que cada celda pueda trabajar independientemente de sus
vecinas. Agitair trabajan con batería de 4, 5, 6 o
más celdas, todas ellas con una sola compuerta colocada al
final Las válvulas de aire: Tiene la misión de
regular la cantidad de aire que entra a la celda B. CELDAS
NEUMÁTICAS Son máquinas de flotación que no
tienen impulsor mecánico; la pulpa es agitada por aire
comprimido Un tipo de celdas neumáticas con un potencial
de aplicación importante son las columnas, utilizadas en
Canadá desde 1961. En este tipo de celdas ocurre un
proceso en contracorriente; el alimento se introduce en la mitad
de la columna y el aire es insuflado por la parte inferior a
través de un fondo poroso. Igualmente se añade agua
de lavado por la parte superior, al nivel de espumas, el mineral
al caer encuentra las burbujas en la zona 3 produciendo la
mineralización de las burbujas. En la zona 2 se produce un
lavado por acción del agua añadida a la altura de
las espumas, lo cuál evita que el material estéril
sea atrapado en las espumas que rebosan fuera de la celda por la
zona número 1, arrastrando el concentrado. El relave sale
de la celda por la parte inferior cayendo por los espacios
vacíos comprendidos entre los ductos porosos. Las celdas
columnas al igual que las demás celdas neumáticas
en general presentan el problema de la obstrucción de los
insufladores de aire o de los fondos porosos

25 COLUMNA DE FLOTACIÓN Spray de agua Zona 1 (Espuma)
Concentrado Alimentación De pulpa Zona 2 (Lavado) Aire
comprimido Burbujas Zona 3 (mineralización mezcla) Relave
B.1 CUIDADOS PRINCIPALES EN LAS CELDAS Y BANCOS DE
FLOTACIÓN – Limpieza de los labios de las celdas de cada
banco – Que los canales de espumas no presenten huecos – Limpiar
con una varilla la tubería de aire a baja presión –
Revisar la temperatura de los motores – Chequear las fajas
“v”que estén completas, derechas y tengan la
tensión correcta – Cojinetes del eje central bien
lubricados – Que los chisguetes de agua a presión no
estén atorados – Mantener correctamente la compuerta
desarenadora y las varillas de nivelación de la pulpa –
Que no le falte tapón en la tubería de aire del eje
central – Evitar el rebalse de la pulpa por los labios de la
celda – Evitar el rebalse delas espumas por el canal de
concentrado – Que las paredes de las celdas no tengan huecos –
Chequear los reactivos adicionados B.2 USO DE MAQUINAS DE
FLOTACIÓN DE GRAN VOLUMEN El fuerte aumento del precio de
energía de una parte, y el progreso hecho en el campo de
control del proceso de otra parte, han mostrado claramente que
las máquinas de flotación de gran tamaño son
insuperables. Gracias al uso de las máquinas de gran
volumen en vez de las pequeñas en las plantas
concentradoras se han bajado sin excepción
considerablemente los costos de operación y mejorando los
resultados metalúrgicos. Además, al construir una
nueva planta concentradora es posible conseguir ahorros
considerables tanto en equipos como en construcción

B.3 CELDAS OUTOKUMPU Características de las celdas de gran
volumen Dispersión del aire. La dispersión de
grandes cantidades de aire requiere una amplia área de
dispersión. El aire es alimentado al rotor OK a
través de un hueco y descargado a través de ranuras
de aire verticales. La compensación de presión de
aire se define matemáticamente Suspensión de
sólidos. Un grado de suspensión suficiente es
esencial desde el punto de vista del funcionamiento de la
máquina de flotación. Solo en suspensión las
partículas de mineral pueden quedar pegadas en la
superficie de burbujas de aire y flotarse El rotor OK tiene
caminos separados para el aire y la pulpa. El rotor sirve de
bomba de pulpa aspirando pulpa con sus partes inferiores y
descargándola desde las partes superiores. Los flujos de
aire y los de pulpa se reúnen y las fuertes corrientes de
pulpa aireada se descargan del mecanismo a la celda. Gracias a la
influencia de bombeo se produce un fuerte movimiento circular en
el interior de la pulpa La dirección del flujo de pulpas
es oblicuamente hacia arriba del mecanismo; la turbulencia
causada por el mecanismo mezclador intensifica la colisión
de partículas de mineral y burbujas de aire y a la vez
elimina, de una manera eficaz el arenamiento de sólidos en
el fondo de la celda Ya que el rotor OK sirve de bomba de pulpa,
es capaz de mantener en suspensión hasta partículas
bastante gruesas Las máquinas de flotación OK-38 y
OK-16 tienen corte transversal de forma de U, pues no hay
esquinas en la celda, gracias al cual los sólidos
depositados en el fondo según mediciones representa solo
el 1.5% del volumen de la celda, mientras que en las celdas de
corte transversal rectangular representa normalmente 10 –
15% Consumo de energía. Es un hecho bien conocido que al
crecer el tamaño de celda se diminuye el consumo de
energía de una máquina de flotación
calculado por unidad de volumen de celda

27 La mayor parte de los conocidos mecanismos de maquinas de
flotación funcionan como agitadores. Ya que el mecanismo
OK funciona con bomba de pulpa, es capaz de mantener la pulpa en
suspensión como un consumo de energía más
pequeño. Es de observar que al usar una gran cantidad de
aire se disminuye el consumo de energía de la celda
esencialmente más que crece la necesidad de energía
de los sopladores Profundidad de la máquina de
flotación. Ha sido posible planear las máquinas de
flotación profundas gracias al mecanismo eficaz.
Así se han obtenido las siguientes ventajas: – En la celda
las diferentes actividades de flotación se realizan en sus
propias zonas, pues es posible operar con capas más
gruesas de espuma de lo que resulta que el concentrado es
más puro en la flotación rougher – scavenger
y las cargas de recirculación más pequeñas.
– Área de piso requerida se disminuye ZONAS FUNCIONALES EN
LAS CELDAS OUTOKUMPU Se puede decir que la flotación se
realiza en cuatro zonas Zona de espuma Convencional Zona de
limpieza Autógena Zona tranquila Zona turbulenta (Zona de
mezcla) 1. En la parte inferior hay una zona de mezcla de fuerte
turbulencia donde incluso las partículas gruesas del
mineral están bien en suspensión y tienen buenas
posibilidades de entrar en contacto con burbujas de aire de
pequeño tamaño, ya que la diferencia de velocidad
es grande entre las partículas gruesas y la
suspensión del aire / líquido 2. La siguiente zona
es más tranquila, aquí las burbujas de aire suben
cogiendo a la vez en superficies más pequeñas de
mineral. Especialmente la granulometría fina se flota en
esta zona, ya que ahora la diferencia de velocidad es grande
entre las burbujas de aire crecidas y la pulpa y también
las pequeñas partículas pueden chocar con las
burbujas de aire. La flotación pasada en esta zona es
también muy selectiva, porque una turbulencia demasiado
fuerte no la molesta. 3. “Semifroth” es decir zona de
limpieza autógena, se forma en la parte inferior de la
gruesa capa de espuma. En esta zona las burbujas de aire se
condensan, la una contra la otra y se reúnen en parte
cuando líquido entonces libre corre entre las burbujas
hacia abajo soltando a la vez las partículas
mecánicamente pegadas en ellas, que son por ejemplo
impurezas de silicato en flotación de sulfuros. En cambio
la combinación formada químicamente entre las
partículas y las burbujas de aire se mantiene

– – – – – 28 4. La cuarta zona es una capa de espuma
convencional, cuya tarea es sólo la de transportar el
material flotado fuera de la celda. Ya no hay acontecimientos que
influyan en el propio resultado de flotación en esta zona.
Las máquinas de flotación pequeñas y bajas
tienen en general sólo las zonas 1 y 4 mientras las zonas
2 y 3 les faltan casi totalmente. Entonces la delgada capa de
espuma se encuentra inmediatamente sobre la pulpa de fuerte
turbulencia EL CORAZÓN DE LAS MÁQUINAS DE
FLOTACIÓN OUTOKUMPU El singular diseño del rotor
–estator produce una aireación y una
agitación máxima con un consumo mínimo de
energía El éxito de la operación de un
dispositivo de flotación depende totalmente de la
operación de su mecanismo. Básicamente debe cumplir
principalmente dos tareas: 1. La dispersión del aire en
finas burbujas y 2. El mantenimiento de la pulpa en perfecta
suspensión Como el volumen total aumenta, esto por lo
general significa mayores dificultades en el cumplimiento de
ambas tareas La clave del mecanismo OK es la reforzada
dispersión del aire en forma de finas burbujas a partir de
la superficie total de las ranuras de aire del rotor en lugar de
una estrecha zona. Ello se logra mediante un diseño ideal
de rotor – estator. La fuerza centrífuga creada por
el anillo de la pulpa giratoria en el juego rotor-estator,
compensa la mayor presión hidrostática en partes
inferiores del rotor. El aire se introduce en el rotor a
través del eje. Además el rotor OK sirve de eficaz
bomba, succionando la pulpa con sus partes inferiores y
descargándola a lo largo de la parte superior. De este
modo la intensiva circulación inferior se lleva a cabo
cuando la zona de descarga coincide con la del aire. El flujo de
la pulpa fuera del rotor ya a través del estator, se
dirige hacia arriba. La pulpa golpeada contra las paredes de la
celda, manteniendo una turbulencia adecuada en todo el espacio de
la celda. Además intensifica el choque de las burbujas y
las partículas. El rotor actuando con una poderosa bomba
mas que como un agitador, puede mantener, a pesar de su reducido
tamaño, hasta material grueso en suspensión en toda
la celda. Su reducido tamaño conduce además a un
bajo consumo de energía y mínimo desgaste. El
método y disposición OK están patentados en
todo el mundo. RESULTADOS ECONÓMICOS Al comparar los
resultados económicos obtenidos con las celdas de aprox. 3
m3 (100 ft3) con los obtenidos con las celdas de 16 m3 (600 ft3)
y 38 m3 (1350 ft3) se puede notar que, entre otras cosas las
siguientes ventajas han sido logradas con estas: Consumo de
energía menor de más del 50% Consumo de reactivos
menor del 19 – 15% Ahorro de área de piso mas del 50%
Precio de compra de equipos un 40% menor por unidad de volumen
Los costos de bombeo han bajado a causas de menores cargas
circulantes. También los costos de mantenimiento se bajan
considerablemente – El costo inicial de instrumentación es
menor y el control del proceso mejor a causa de tener menos
unidades de maquinas – Los resultados metalúrgicos se han
mejorado en parte gracias a la selectividad mejorada por la
profundidad de la maquina

29 3.3 EQUIPOS AUXILIARES Son unos aparatos que ayudan en el
control de las operaciones, entre ellos por ejemplo tenemos al
potenciómetro, alimentadores de reactivos (Clarkson) y los
acondicionadores A. POTENCIÓMETRO Ya sabemos que una de
las condiciones de una pulpa de flotación es tener un pH
correcto. Pues bien, para medir este pH usamos el
Potenciómetro Partes principales del Potenciómetro:
a. Los electrodos (Tubos de vidrio) son muy delicados. Hay que
tener mucho cuidado al usarlos b. El cuadrante tiene una escala
graduada de 0 a 14 (valores de pH, ácido, neutro y
básico) c. El botón negro (3), del lado izquierdo
tiene tres posiciones 1. La mas lejana al operador o
posición “0” (cero) coloca el aparato en
(neutro). (En un aparato bien calibrado, cuando el botón
negro esta en “cero” la aguja debe estar bajo la
roja) 2. Posición central “pH”. Es la
posición de medir el pH 3. Tercera posición La
más cercana al operador. No debe usarse. Solo el
electricista o personas autorizadas pueden hacerlo para chequear
el aparato Las agujas La aguja blanca que señala el pH en
la escala graduada, cuando el botón negro esta en
posición central “pH” La aguja roja que sirve
para controlar el funcionamiento del aparato. Su control queda a
cargo de personas autorizadas. El operador nada puede hacer en
este caso El botón rojo. Sirve para calibrar el aparato.
El operador no esta autorizado para usarlo Para usar este aparato
se procede de la siguiente manera: a. Se toma una muestra de
pulpa en un vaso de 250 ml b. Se limpia el vaso y el fondo (Por
afuera) c. Fijarse bien que el lugar donde se asienta el vaso,
debe estar seco para evitar lecturas erróneas d. Se
colocan los electrodos dentro del vaso. Procurando que la pulpa
los moje completamente e. Se colocan el botón negro en
posición pH y se espera que aguja blanca quede quieta.
Luego se lee Vamos ha ver como se lee correctamente. Supongamos
que la aguja cae entre dos números, por ejemplo, 6 –
7, y como entre cada diez números hay diez rayas chicas
que corresponden a fracciones decimales, luego tenemos que
observar con cuidado para poder ver exactamente en que raya se
detiene la aguja. Digamos que la aguja quedo en el 6, y 5 rayas
más, luego el pH será: 6.5 f. Retire el vaso de
pulpa y limpie los electrodos con agua o papel de filtro
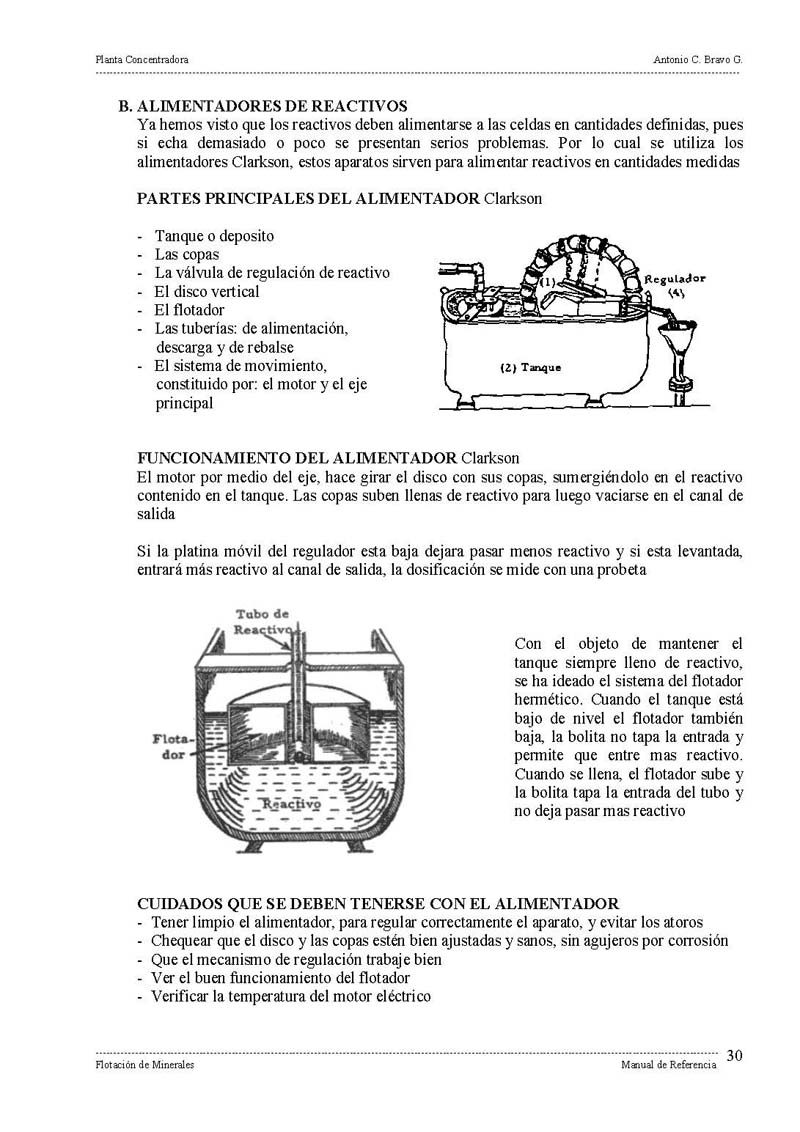
– – – – – – 30 B. ALIMENTADORES DE REACTIVOS Ya hemos visto que
los reactivos deben alimentarse a las celdas en cantidades
definidas, pues si echa demasiado o poco se presentan serios
problemas. Por lo cual se utiliza los alimentadores Clarkson,
estos aparatos sirven para alimentar reactivos en cantidades
medidas PARTES PRINCIPALES DEL ALIMENTADOR Clarkson Tanque o
deposito Las copas La válvula de regulación de
reactivo El disco vertical El flotador Las tuberías: de
alimentación, descarga y de rebalse – El sistema de
movimiento, constituido por: el motor y el eje principal
FUNCIONAMIENTO DEL ALIMENTADOR Clarkson El motor por medio del
eje, hace girar el disco con sus copas, sumergiéndolo en
el reactivo contenido en el tanque. Las copas suben llenas de
reactivo para luego vaciarse en el canal de salida Si la platina
móvil del regulador esta baja dejara pasar menos reactivo
y si esta levantada, entrará más reactivo al canal
de salida, la dosificación se mide con una probeta Con el
objeto de mantener el tanque siempre lleno de reactivo, se ha
ideado el sistema del flotador hermético. Cuando el tanque
está bajo de nivel el flotador también baja, la
bolita no tapa la entrada y permite que entre mas reactivo.
Cuando se llena, el flotador sube y la bolita tapa la entrada del
tubo y no deja pasar mas reactivo CUIDADOS QUE SE DEBEN TENERSE
CON EL ALIMENTADOR – Tener limpio el alimentador, para regular
correctamente el aparato, y evitar los atoros – Chequear que el
disco y las copas estén bien ajustadas y sanos, sin
agujeros por corrosión – Que el mecanismo de
regulación trabaje bien – Ver el buen funcionamiento del
flotador – Verificar la temperatura del motor
eléctrico

31 C. ACONDICIONADORES Los acondicionadores de pulpa son tanques
que permiten preparar o acondicionar los minerales que contiene
la pulpa con los reactivos químicos para que pueda flotar
o deprimirse Antes de pasar a la flotación, es necesario
permitir que la pulpa y los reactivos estén
“juntos” un determinado tiempo, con el fin de
“Acondicionarlos”y conseguir la mayor eficiencia de
los reactivos en la flotación. Este
“Acondicionamiento” de la pulpa se hace en los
tanques acondicionadores Los principales cuidados son los
siguientes: – Verificar que la pulpa circule por el tubo de
nivelación – Revisar la temperatura del motor
eléctrico – Chequear las fajas “V”, que
estén completas, derechas y tengan la tensión
correcta – Los cojinetes del eje central bien lubricados –
Verificar los pernos de las orejas de ajuste – Evitar la
caída de latas, alambres y todo material que pueda
enredarse en el impulsor – Evitar el rebalse de la pulpa por el
borde del tanque – Que los sifones trabajen correctamente –
Chequear los reactivos adicionados – Mantener libre los tubos de
entrada y salida – Si por algún motivo la carga se asienta
en el tanque, hay que ayudar a la mariposa usando mangueras con
aire a presión ……. Partes de los acondicionadores a.
El tanque. Es el recipiente de la carga b. El eje. Recibe la
fuerza del motor y la pasa a la mariposa c. La columna. Cuyo
borde superior esta al nivel de la pulpa y su borde inferior de
la mariposa. Toda columna rodea al eje d. El tubo de entrada de
carga e. Tubo de salida de carga La forma de la mariposa y el
sentido de la rotación al girar que hacen que la pulpa
vaya contra el fondo del tanque y luego suba rebalsando el borde
superior de la columna cayendo nuevamente sobre el impulsor.
Así se genera un movimiento de la pulpa que baja y sube
constantemente La salida de la carga se hace por un tubo colocado
a nivel de la pulpa y al lado opuesto del tubo de entrada

32 IV. CONTROLES EN LA FLOTACIÓN 4.1 VARIABLES OPERATIVAS
DEL PROCESO DE FLOTACIÓN La flotación es un proceso
de múltiples variables cuya definición y
descripción cuantitativa requiere todavía muchos
estudios y la aclaración de distintos detalles. Esto se
debe principalmente al hecho de que todavía no conocemos
todas las variables de la flotación, algunos autores
nombran hasta 37 distintas variables conocidas Stherland y Wark
los clasificaron según las etapas que la originan, como a
continuación se indica a. Variables relacionadas con la
materia prima (Mineral) 1. Forma mineralógica del mineral
2. Su asociación con otros componentes 3. Presencia de
impurezas y sales solubles 4. pH natural de mineral 5. Grado de
oxidación del mineral 6. Oxidación durante su
explotación 7. Cantidad de agua útil
cristalización b. Variables relacionadas a los procesos
previos de molienda y clasificación 8. Durante la
molienda, el mineral está expuesto a la oxidación
9. Tamaño de liberación (fineza de
partículas, diferente asociación) 10. Grado de
dureza de los minerales (de cada componente) 11. Tiempo en el
circuito de molienda 12. Molienda diferencial 13. Adición
de reactivos durante la molienda c. Variables relacionadas al
agua 10. Impurezas disueltas y a menudo no se purifica antes de
su uso; pueden resultar en efectos negativos o positivos 11.
Presencia de gases disueltos Ejemplo. H2S, SO2, etc. 12. Grado de
alcalinidad o acidez de agua “pH” 13. Dureza del agua
d. Variables relacionadas al acondicionamiento 14. Densidad de
pulpa 15. Puntos de adición de reactivos y algunos
reactivos adicionales 16. Grado y forma de adición de
reactivos 17. Tamaño de los acondicionadores y celdas de
flotación 18. Tiempo de acondicionamiento 19. Temperatura,
agitación, pH, etc. e. Variables relacionadas a la
flotación 20. Densidad de pulpa 21. pH de la pulpa 22.
Tiempo de acondicionamiento 23. Nivel de espuma 24. Carga
circulante 25. Tamaño de partícula 26. Grado y tipo
de aereación
27. Temperatura de la pulpa y el agua 28. Reactivos
específicos para cada circuito y dosis f. Variables
relacionadas a las maquinas de flotación 29. Tipo de
máquina 30. Potencia consumida 31. Altura de la zona de
espumas 32. Agitación 33. Grado de aireación
CONTROLES EN LA FLOTACIÓN El proceso de flotación
que parece ser bastante sencillo, tiene un cierto grado de
complejidad debido a las leyes de cabeza que varían
durante las 24 horas, y para llevarse en forma eficaz se debe
mantener: a. Los valores óptimos de pH b. Un buen grado de
molienda c. Una buena densidad de pulpa d. Un buen control en la
dosificación de reactivos e. Una buena regulación
de las compuertas en las celdas y bancos de flotación f.
Buena regulación de aire en las celdas de flotación
g. Limpiar los labios de las celdas de flotación h.
Regular bien los chisguetes de agua en los canales de espumas,
teniendo en cuenta de no diluir demasiado la pulpa; sobre todo si
va a ser nuevamente flotada i. Buen nivel de espumas en los
bancos de flotación j. Carga circulante. Otro de los
parámetros importantes que se debe de tener en cuenta en
la operación de flotación es el control de la carga
circulante; que esta formada por el relave de las limpiadoras y
las espumas de los scavenger que entran nuevamente a la maquina
rougher junto con la cabeza fresca. La carga circulante se forma
por el hecho de tratar de limpiar bien el concentrado final o de
limpiar bien el relave. En el primer caso se deprimen grandes
cantidades de sulfuros valiosos recuperables y en el segundo caso
se flotan minerales con alto contenido de ganga (gangosas). Para
controlar la carga circulante se debe jalar normalmente las
espumas de los bancos scavenger, así como también
las espumas de las limpiadoras. Los cuatro factores que hemos
mencionado deben ser permanentemente controlados y bien regulados
para asegurar una buena flotación La pulpa: Debe tener la
densidad indicada por el supervisor, aún cuando el control
de la densidad de la pulpa es función del molinero, los
flotadores deben avisar al jefe cuando observen que; la pulpa no
es buena La agitación: Depende de la mariposa (en las
celdas mecánicas o mixtas) o de la presión en las
celdas de aire. Cuando hay poca agitación es posible que
la mariposa este gastada o los huecos de los tubos de aire que
estén tapados. El aire: Es algo muy sencillo de regular;
basta abrir o cerrar las válvulas correspondientes a cada
celda. Los reactivos: Deben ser alimentados siempre en las
cantidades indicadas por el Supervisor y en el lugar preciso. En
cada planta, las cantidades de reactivos están calculadas
de acuerdo a la ley de la cabeza de mineral y según los
concentrados que se quieren obtener. Por eso, la flotación
sufre enormemente cuando los reactivos no están bien
medidos.

34 ¿Cómo se controla el pH? Par el control de la
cal se usa el potenciómetro. El número que marca la
aguja de este aparato nos indica si la pulpa tiene mucha o poca
cal. Es necesario que Ud. Mantenga el pH dentro de los
límites indicados por el jefe, ya que un pH bajo es tan
dañino a la flotación como uno demasiado alto.
¿Qué consecuencias se derivan de un Ph incorrecto?
Aclararemos esto con algunos ejemplos: a. Un pH en el circuito de
bulk, significa que no entra suficiente cal para deprimir la
pirita y la ganga; entonces, el concentrado estará muy
sucio y de baja ley, porque la falta de cal ha permitido que
flote mucha roca y pirita. Al contrario, un pH muy alto, deprime
la ganga y la pirita y también parte de los sulfuros de
cobre que así se pierden en los relaves En esta forma, con
un pH de menos de 7 en el circuito bulk se levanta mucho fierro y
mucho insoluble. Con el pH arriba de 8, al contrario, se deprime
mucho sulfuro de cobre, e ensuciando el relave b. Lo mismo sucede
en Paragsha en la sección cobre. En la sección
plomo – zinc , un pH bajo deja flotar pirita en el plomo y un pH
demasiado alto, deprime y el plomo. c. En morococha, un pH bajo
deja flotar mucha pirita y pH alto deprime parte del cobre. 4.2
ALIMENTACIÓN DE REACTIVO ¿Dónde se alimenta
los reactivos? Se alimentan en los molinos, acondicionadores de
pulpa o directamente en los canales. El lugar depende de: –
Qué trabajo hace el reactivo – Solubilidad del reactivo en
agua – Si es sólido o no Los modificadores: Ya sabemos que
estos reactivos se agregan para modificar la superficie de la
ganga y de algunos sulfuros, a fin de evitar que los colectores
actúen sobre ellos y floten. Entonces, es necesario que
los modificadores se agreguen a la pulpa, antes que los
colectores. Espumantes y colectores: Acabamos de ver que se
añaden a la pulpa después que los modificadores.
Además, hay que recordar que estos reactivos deben
agregarse poco antes de la flotación, a fin de que tengan
tiempo de mezcladores y actuar mejor ¿Qué cantidad
de reactivos se usa en cada caso? La cantidad que se debe usar
está indicada en el reporte. En algunos casos el jefe e
guardia ordena cuál debe ser el consumo. Esta cantidad
debe ser exacta: de lo contrario pueden ocurrir serios problemas
en la flotación ¿Es suficiente el chequeo de los
reactivos en los alimentadores? No, es necesario chequear que los
reactivos caigan en su lugar y en la cantidad indicada.

4.3 LA COLUMNA DE ESPUMA ¿Qué es la columna de
espuma? Es la altura que tiene la espuma a partir del nivel de la
pulpa ¿Qué tamaño debe tener la columna de
espuma? Varía según el circuito; se aceptan
generalmente las siguientes medidas: Scavenger 1”- 2
Rougher: 3”- 4 Cleaner 4”- 5”
¿Cómo se consiguen estas alturas? Regulando
cuidadosamente el aire y las compuertas: también regulando
los reactivos 4.4 LAVADO CON EL PLATO Una manera práctica
de ver si la flotación se está realizando bien es
por un análisis gravimétrico que se realiza en un
clasificador manual rotatorio llamado “Plato de
Lavado” El plateo consiste en tomar una muestra
determinada, que puede ser de los relaves o de los concentrados.
Si es relave para saber hasta que punto se esta escapando los
sulfuros valiosos, y si es el concentrado para observar hasta que
punto lo estamos limpiando de todas las impurezas que hay en el
mineral Un vez que se tiene la muestra en el plato, se procede a
quitarlo las lamas, y cuando la muestra está limpia de
estas lamas, se hace girar lentamente el plato de tal forma que
los minerales de mayor peso especifico se distinguen hacia el
centro del plato, mientras que los de menor peso especifico se
van distribuyendo hacia el borde de dicho plato Así,
tenemos que en un buen plateado se distinguen desde el borde del
plato; primeramente los insolubles, luego el zinc, el cobre, el
fierro y al final hacia el centro el plomo ¿Para que se
lava con el plato? Se lavan las espumas de los concentrados y los
relaves, con el objeto de verificar si hay material indeseable en
los concentrados o si hay sulfuros valiosos en los relaves. En
casi todas las plantas, se usa el plato para controlar la
flotación ¿Dónde hay que lavar? Generalmente
hay que lavar en: Rougher, Relaves y Concentrados ¿Cada
cuanto tiempo hay que lavar? Más o menos cada media hora.
O cuando cambian las espumas, indicando una variación en
la flotación ¿Qué pasa cuando no se lava con
el plato? No habría manera de controlar la
flotación, porque a veces, el ojo no es suficiente 4.5 EL
AGUA EN LOS CANALES ¿Qué objeto tiene esta agua? El
agua en los canales sirve para empujar las espumas que han
caído en los canales y darles una densidad de pulpa
adecuada

¿Qué sucede cuando hay exceso de agua? Cuando en
los canales hay exceso de agua: – Se diluye demasiado las
densidad de la pulpa (sobre todo cuando son medios o meddlings
que van ha ser reflotados) – Se diluye los reactivos – Se altera
el pH ¿Qué pasa cuando falta agua en los canales?
Los canales se atoran y rebalsan 4.6 CUIDADOS DE OPERACIÓN
¿Qué cuidados se deben tener en la
flotación? Para que la flotación sea correcta,
usted debe tener los siguientes cuidados: 1. Verificar que la
alimentación a las celdas sea constante y uniforme, a fin
de mantener un volumen de pulpa constante en las celdas 2.
Columna de espuma: Que tenga la altura correcta. Use las
compuertas y las válvulas de aire para conseguir esta
altura, de tal manera que, siempre sea la espuma la que rebalse y
nuca la pulpa 3. Verifique, cada media hora, cuando menos, que
los reactivos caigan su lugar y en la cantidad precisa. 4. Prueba
del plato. Lavar las espumas de los concentrados y los relaves
una o dos veces por hora o cada vez que note variación en
la flotación 5. Cantidad de agua en los chisguetes
regúlela cuidadosamente para no diluir demasiado la pulpa
que va a otras máquinas de flotación 6.
Agitación: Regule constantemente 7. Aire: Controle
cuidadosamente 4.7 CONTROLES METALÚRGICOS EN LOS CIRCUITOS
DE FLOTACIÓN Es muy importante un control adecuado en este
circuito porque la calidad del mineral (ley de cabeza)
proveniente de mina cambia continuamente, haciendo de la
flotación un proceso dinámico que requiere un
seguimiento continuo

4.8 RECUPERACIÓN Y RADIO DE CONCENTRACIÓN Son
indicadores de la efectividad y selectividad del proceso de
flotación, respectivamente. La recuperación es la
cantidad expresada en porcentaje, de mineral valioso
extraído en el concentrado El radio de
concentración, es la cantidad de unidades de mineral de
cabeza de las que se obtiene una de concentrado
Técnicamente, no conviene llevar la concentración a
un grado de enriquecimiento máximo, porque más
ricos son los concentrados, menor es la recuperación. Las
pérdidas crecen en proporción aritméticas a
la riqueza del concentrado hasta un cierto limite, pasando este,
crecen en proporción geométrica.
Económicamente, este límite puede determinarse
comparando, por un lado, el valor de un concentrado más
rico, por otro lado, el costo de operación y las perdidas
de mineral valiosos para elevar la ley del concentrado
GRANULOMETRÍA DEL MINERAL Es el tamaño de
liberación en el que una partícula es mena o ganga.
El tamaño óptimo es aquel en el que se obtiene
buenos concentrados con una recuperación excelente, esta
expresado en porcentaje negativo de la malla 200. Se determina en
el laboratorio. El control se realiza mediante el análisis
granulométrico de muestras tomadas en el clasificador y se
expresa en porcentajes de mineral que ha pasado la malla 200
DENSIDAD DE PULPA EL control de la densidad de pulpa se realiza
pesando en el densímetro un litro de pulpa, determinado
así su gravedad especifica en g/lt, que luego se convierte
a porcentaje de sólidos mediante formulas o mediante la
lectura directa en el mismo densímetro; en el rebose del
ciclón, para controlar la alimentación y en los
concentrados y relaves finales cuando van a ser bombeados Una
densidad demasiada alta; produce mayor tiempo de
flotación, baja calidad de concentrados, bajas
recuperaciones, obstrucción y desgaste de celdas y menor
consumo de reactivos Una densidad demasiada baja; produce menor
tiempo de flotación, buena calidad de concentrados, baja
recuperación, operación y desgaste normal de las
celdas y mayor consumo de reactivos Dentro de ciertos limites, se
emplea una densidad alta cuando, los minerales tienen una gran
densidad, las partículas son relativamente grandes, el
mineral a concentrar es muy flotable, y en los bancos de
flotación rougher. Se emplea una densidad menor cuando: EL
mineral está finamente molido, cuando las especies a
concentrar no son muy flotables y en las celdas de
flotación cleaner. ALCALINIDAD El control se realiza en
los acondicionadores y celdas de flotación mediante. El
potenciómetro, el papel indicador de pH o por
titulación con ácido sulfúrico al 0.049%
REACTIVOS El control se realiza mediante una probeta y un
cronometro, se expresa en ml/min o cc/min La dosificación
adecuada de reactivos se controla por el “plateo”
(lavado en plato) y también observando el tipo y color de
espumas que dan buenos resultados Una espuma pequeña y
cargada; indica demasiada dosificación o alto poder
colector del promotor usado.
38 Una espuma viscosa; indica una dosificación de xantato
en exceso, demasiado espumante y puede ser también por
exceso de silicato de sodio Una espuma frágil; indica
dosificaciones deficientes de espumas, exceso de cal. Una buena
espuma esta formada de burbujas de aire mineralizadas de
tamaño pequeño y homogéneo, y sin excesiva
viscosidad V. RECOMENDACIONES GENERALES Limpieza Cada vez que
estén sucios y el trabajo lo permita. Obligatoriamente al
fin de cada guardia ¿Qué se debe limpiar en la
sección flotación? – Todas las maquinas (no mojar
los motores eléctricos) – Pisos de las escaleras, etc. –
Recuerde que una planta sucia deprime él animo del
trabajador Seguridad Es necesario hacer limpieza de pisos y
escaleras, porque sencillamente la espuma derramada es muy
resbalosa y usted mismo se puede caer. Para evitar este tipo de
accidentes es mejor hacer la limpieza En algunas plantas se usa
agua a presión para lavar pisos y escaleras. El uso del
agua en este caso es correcto sólo se debe evitar el uso
de agua en épocas y lugares muy fríos, porque
daría lugar a la formación de escarcha o hielo en
las escaleras o pisos, esta escarcha es más peligrosa que
la espuma En este caso será necesario secar los pisos y
escaleras mojadas, con algo seco, “aserrín”,
por ejemplo. Si no se dispone de este material, puede usarse la
escoba ¿Qué otras medidas de seguridad debemos
observar? – Mucho cuidado al bajar escaleras – Avisar al jefe de
guardia cuando las barandas y peldaños de las escaleras
estén en mal estado – Tener mucho cuidado con las fajas y
las poleas – No dejar herramientas en el piso

39 S IM S A ALTERNATIVA: "C" GUARDIA: "B" LEYENDA PUNTO TMSH %
Peso U N ID A D S A N V IC E N T E L abo rato rio de M e t a l u
r g i a ALIMENTO CONC. PLOMO %Sólidos 1er. CLEANER SubA-24
l/sAGUA GPMPULPA 1 39.2 112 48.2 100 930 6 22.1 0.70 0.69 0.63
11.4 12 16.0 2.76 4.03 2.45 67.1 ACOND PB 4 1.80 1.61 23.5 1.63
27.5 2do. CLEANER SubA-24 1er. CLEANER SubA-24 2do.CLEANER
SubA-24 3er. CLEANER SubA-24 7 1.10 0.98 14.1 1.85 30.6 11 1.48
1.37 7.60 5.00 80.9 2 1.77 1.58 5 1.07 0.95 15.5 2.68 44.3 5.5
5.1 82.1 8 4.25 3.82 23.0 3.95 67.3 R #### 89.2 31.3 62.0 1135
ROUGHER PB DR-180 ACON ZN ROUGHER ZN DR-180 SCAVENG. ZN OK-8
RELAVE GEN. 3 111 100 14 99.0 89.0 37 52.6 1005 10 103 92.4 31.4
60.1 1104 9 4.25 3.82 37 48.6 919 23 3.95 67.3 13 11.0 9.82 23A
18.4 17.2 35.9 5.47 99.2 27.1 13.8 239 22 12.0 7.28 14.8 6.50 243
23B 18.4 17.2 CICLON 30.0 12 210 16 72.5 38.3 4.04 34.5 108 15
19.5 14.5 16.6 12.9 280 24A 18.9 5.91 7.04 5.39 118 REMOLIENDA 19
3.44 3.07 17 29.9 28.0 20 3.83 65.1 34 16.1 290 20 7.48 6.50 18
10.9 9.75 6.9 28 454 25A 12.5 11.8 8.8 31.4 513 CICLON 19.0 14.8
251 1er. Scav. Colum. OK-8 ROUGHER 2do. Scav. colum. DR-180 : D1
24B 4.68 4.07 15.5 7.09 117 21 0.20 0.18 25B 22.9 13.8 12.9 13.1
222 CONC. ZN(1) ACOND MEDIO 2.8 1.91 30.6 FINAL

P4 BALANCE DE MATERIALES DEL CIRCUITO DE FLOTACIÓN BULK
P12 P10 1.135 1.91 4.81 10.81 15.02 11.21 1.405 2.82 5.10 5.04
35.86 5.60 LEYENDA P4 P1 Cabeza fresca P9 P11 D. p TMS/Día
G. e M3/h %S G.P.M 1.715 3.87 2.96 3.17 54.96 3.92 1.715 123.20
2.96 72.47 62.96 114.09 1.200 3.87 4.84 14.55 21.01 15.35 1.08
1.04 4.20 10.32 9.16 10.57 Agua Agua 16.10 Scavenger Rougher B.
vert 4.07 3.57 Cleaner I 2k D6 Cleaner II 4.44 Agua 67.75 P13
1.500 2.86 51.25 Conc. Relave Bulk 125.40 163.11 718.21 P5 P8 P6
Bulk P3 1.375 4.56 34.93 3.215 5.45 84.38 1.475 2.96 38.93 1.510
2.91 51.46 5.03 9.37 10.47 1.91 0.35 3.10 2.83 4.43 4.92 120.37
113.55 154.91 P2 Agua en P7 1.555 2.89 54.58 G.P.M 1.655 5.49
48.39 P13 D20 125.40 104.37 147.76 0.92 0.98 1.15 1.500 2.86
51.25 125.40 163.11 718.21 P2 Relave 2da Celda OK 28 Conc.
Rougher de celdas 1 y2 (OK28) P14 P5 Conc. Scv de celdas 3 y 4
(OK28) 2.300 191.46 3.47 104.83 79.41 461.62 Molino 6' x 12' P7
P8 Conc. 2da Limp. (Espumas solamente) Underflow de ciclo D6 P9
Overflow de ciclon D6 Calculado P10 Concentrado de 1ra Limpiadora
1.805 3.20 64.84 P15 P11 Relave de 1ra limpiadora 316.86 271.34
1194.78 2.095 3.41 73.95 P12 Relave de 2da limpiadora De Cochas
2.88 191.46 123.57 544.13 P13 P14 P15 Overflow de ciclon bomba 7
y 8 (D20) Underflow de ciclon bomba 7 y 8 (D20) Producto de
molino 6' x 12' Denver

1 2 3 4 5 6 7 11 8 13 9 14 10 15 11 4. 3 FLOWSHEET DEL SUB
SISTEMA FLOTACIÓN BULK (Plomo – Cobre – Plata) Abril 2002
Leyenda N° Descripción Otros Molino 02 Celdas
Outokumpu OK28 – Ro Bulk M = Rv = C = Ar = MA = Motor
eléctrico Reductor de velocidad Cajón de pulpa
Adición de reactivos Muestreador Automático de
Bolas Dominion 10.5 ' x 11' M Rv 01 Bomba vertical Galigher de 2
1/2" 01 Hidrociclón D6, con apex de " 01 Banco de 06
celdas Agitair N° 48 Cleaner I 01Bomba Wilfley 2k (B:14) 01
Banco de 06 celdas Agitair N° 48 Cleaner II 02 Bombas Wilfley
2k (B:15, 16) 12 02 Bombas Wilfley 5k (B:3, 4) 02 Celdas
Outokumpu OK28 – Scv Bk Celda Jameson de 4 Downcomers 01 Bomba 5k
(B:19) 10 C MA 01 Bomba Wilfley 3k (B:11) 01 Bomba Wilfley 3k
(B:13) 02 Ciclones de D20, con apex de 01 Molino de bolas
Dominion 10.5' x 11' Circuito con dos etapas de limpieza B: 3, 4
12 De Molienda Cleaner I Scavenger Rougher Ar C Ar 1 5 B: 14
Colas 2 . 6 A circuito 13 3 D6 Cleaner II C zinc Medios B: 12 B:
13 9 14 B: 19 C 8 Ar C 7 C 15 Celda Jameson B: 11 Conc. B: 15, 16
Bulk
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |