Análisis operacional al proceso de elaboración de ventanas corredizas (página 2)
Consultas en la web sobre tesis de grados y trabajos ya
realizados permitieron tener la estructura para plasmar la
investigación. Esta herramienta permitió consultar
la parte teórica necesaria para poner en marcha los
anteriores recursos, así como también ayudo a la
definición de términos necesarios para el
desarrollo del estudio. Al respecto la Universidad Nacional
Abierta (1990), dice que:" La documentación se basa en el
estudio de documentos, entendiendo por tales: todo aquello que
bajo una forma de relativa permanencia pueda servir para
suministrar o conservar información ".
Instrumentos
Para las entrevistas se utilizaron grabador, papel y
lápiz para, de este modo cada comentario emitido por la
persona entrevistada fuese exacta. En la observación
directa se tomaron fotos con la cámara de un
teléfono celular. La revisión bibliográfica
se hizo a través de la web, usando una laptop. Este
instrumente de igual forma sirvió para la creación
de cada uno de los capítulos de la
investigación.
3.6 PROCEDIMIENTO
METODOLÓGICO
Para la recolección de datos y el abordaje de la
investigación se siguieron los siguientes
pasos:
1. Se realizaron visitas a la empresa MUNDO
ALUVI C.A para observar de forma directa y detallada como se
lleva a cabo el proceso de fabricación de ventanas de
aluminios de tipo corredizas 1x1m, así mismo la
distribución de los equipos y almacenes en el
área de trabajo.2. A través de entrevistas se obtuvo la
información necesaria para plantear la
situación actual de la producción de ventanas
de aluminio de tipo corredizas, y de este modo poder observar
las fallas en el método de trabajo.3. Una vez identificado el problema, se
realizó al operario una encuesta apoyándose en
la preguntas sugeridas por la OIT.4. Se llevó a cabo un seguimiento al
operario y al método de trabajo utilizado para la
elaboración de las ventanas de tipo corredizas de
1x1m.5. Se consultaron y estudiaron los planos sobre
la distribución de la empresa Mundo Aluvi
C.A.6. Se realizó un plano de la empresa
Mundo Aluvi C.A señalando cada área de
producción.7. Se elaboró un nuevo plano anexando
las mejoras en la distribución de las áreas de
trabajo.8. Para tener más claro el orden del
proceso de producción, se llevó a cabo la
elaboración de un Diagrama de Flujo
Recorrido.
CAPÍTULO IV
Situación
actual
Este capítulo presenta el análisis de
distintos puntos de vista de las operaciones, distribuciones,
condiciones, basados en la aplicación de las herramientas
mencionadas en capítulo II, así como las propuestas
para un método de trabajo más eficiente. 4.1
PREGUNTAS DE LA OIT
A. Operaciones
1. ¿Qué propósito tiene la
operación?
Realizar ventanas de tipo corredizas de 1x1m.
2. ¿El propósito de la operación
puede lograrse de otra manera?
No, el método utilizado es el más sencillo
y fácil para llevar a cabo las ventanas de tipo
corredizas.
3. ¿Podría combinarse operaciones con
operaciones anteriores o posteriores?
No, no es necesario.
4. ¿La sucesión de operaciones es la
mejor posible? ; ¿O mejoraría si se le modificara
el orden?
El operario está en disposición de
realizar las operaciones en el orden que se le haga más
cómodo y rápido, pero de manera
lógica.
5. ¿La operación se efectúa por
la fuerza de la costumbre?
Si, debido a que el producto es de los más
realizados y ya el trabajador sabe los pasos y los realiza con
mayor facilidad y en menor tiempo.
6. ¿La operación se puede efectuar de
otro modo con el mismo resultado?
Es posible, se deben evaluar las posibilidades de
implementar otro tipo de traslados de materias de un lugar a otro
para reducir el tiempo de trabajo.
B. Diseño de piezas y productos
1. ¿Puede modificarse el modelo para
simplificar o eliminar la operación?
No, se deben respetar estrictamente los
patrones.
2. ¿Permite el modelo de la pieza seguir una
buena práctica de fabricación?
Si, pues se cumplen con las especificaciones de la pieza
que requieren, por lo que no debería existir ningún
tipo de problema.
3. ¿Puede mejorarse el aspecto del
artículo sin perjuicio para su utilidad?
No porque el modelo de las ventanas está ya
establecido para satisfacer la demanda.
4. ¿El aspecto y la utilidad del producto son
los mejores que se puedan presentar en plaza por el mismo
precio?
Si, la confiabilidad y conformidad de los clientes lo
avala
5. ¿Se podría reducir el número
de piezas?
No, las piezas implementadas son todas
necesarias.
6. ¿Se podría reemplazar una pieza por
otro material más barato?
Si se pudiera sustituir, pero esto afectaría la
calidad del producto.
C. Normas de Calidad
1. ¿Todas las partes interesadas se han puesto
de acuerdo acerca de lo que constituye una calidad
aceptable?
Si, tanto el dueño como los trabajadores y el
cliente, están satisfechos con la calidad del
producto.
2. ¿Qué condiciones de
inspección debe llevar esta
operación?
Las ventanas deben estar seguras, sin piezas flojas y
ser lo suficientemente resistentes.
3. ¿El operario puede inspeccionar su propio
trabajo?
Si, realmente es el operario el encargado de supervisar
su trabajo.
4. ¿Puede mejorarse la calidad empleando
nuevos procesos?
No, pues los procesos actualmente existentes son los
necesarios para fabricar una ventana corrediza de 1x1m, se
podría es mejorar los procesos ya existentes.
5. ¿Se necesitan las mismas normas para todos
los clientes?
No, pues no todos los clientes de la empresa comprar
ventanas corredizas, la empresa también se dedica a la
creación de otras ventanas y puertas, las cuales requieres
distintas especificaciones
6. ¿Cuáles son las principales causas
de que se rechace esta pieza?
Que la pieza se encuentre con medidas
desacertadas.
D. Utilización de Materiales
1. ¿El material que se utiliza es realmente
adecuado?
Sí, es el material preciso, para este tipo de
proceso de fabricación.
2. ¿No podría reemplazarse por otro
más barato que igualmente sirviera?
No pues disminuiría enormemente la calidad del
producto, rayando en la mala calidad.
3. ¿No se podría utilizar un material
más ligero?
No pues es necesario que el material tenga ese peso para
poder cumplir con los requerimientos.
4. ¿El material es entregado lo
suficientemente limpio?
Si se encuentra limpio en el momento de la
entrega.
5. ¿Se saca el máximo partido al
material al elaborarlo? ¿Y al cortarlo?
Si el material es aprovechado al máximo
posible.
6. ¿Son adecuados los demás materiales
utilizados en la elaboración: aceites, aguas, pintura,
aire comprimido electricidad…? ¿Se controla su uso
y se trata de economizarlos?
Si son adecuados pero no se controla su uso.
7. ¿Se podrían utilizar los sobrantes o
los retazos?
Si, para realizar otro producto
8. ¿Se podrían clasificar los sobrantes
o retazos para venderlos mejor?
No, puesto q lo sobrante es reutilizado al
máximo
9. ¿La calidad de materiales es
uniforme?
Si, totalmente aunque no debe ignorarse la
verificación del material antes de utilizarse
10. ¿El material es entregado sin bordes
filosos o rebabas?
Si, el material es entregado en el mejor estado
posible.
11. ¿Se altera el material con el
almacenamiento?
No, el material posee un buen almacenamiento.
12. ¿Es razonable la proporción entre
los costos de materiales y los de mano de obra?
Si
13. ¿Se podría hacer la pieza de manera
más económica con retazos d material de otra
calidad?
No, no se puede.
E. Disposición del lugar de
trabajo
1. ¿Facilita la disposición de la
fábrica la eficaz manipulación de los
materiales?
Si, aunque es necesario organizar mucho más el
lugar del trabajo.
2. ¿Facilita la disposición de la
fábrica las relaciones sociales entre los
trabajadores?
Si, los operarios se encuentran en la misma área.
Las relaciones sociales son buenas.
3. ¿Proporciona la disposición de la
fábrica una seguridad adecuada?
No, ya que no se utilizan ninguno de los elementos de
seguridad.
4. ¿Permite la disposición de la
fábrica realizar cómodamente el
montaje?
Sí, porque el espacio es adecuado.
5. ¿Están los materiales bien situados
en el lugar de trabajo?
Sí, pero es necesaria mayor
organización.
6. ¿Existen instalaciones para eliminar y
almacenar las virutas y desechos?
No.
7. ¿Se han tomado suficientes medidas para dar
comodidad al operario, previendo, por ejemplo, ventiladores,
sillas, enrejados de madera para los pisos mojados,
etc.?
Se han tomado algunas pero no las suficientes, y otro
factor que afecta, es que la mayoría los procesos de
fabricación se necesitan hacer parados.
8. ¿La luz existente corresponde a la tarea de
que se trate?
No, no es suficiente.
9. ¿Se ha previsto un lugar para el
almacenamiento de herramientas y calibradores?
Si
10. ¿Existen armarios para que los operarios
puedan guardar sus efectos personales?
No.
F.- MANIPULACIÓN DE MATERIALES
1. ¿Se invierte mucho tiempo en llevar y traer
el material del puesto de trabajo en proporción con el
tiempo invertido en manipularlo en dicho puesto?
No, no se pierde mucho tiempo debido a que el lugar de
trabajo y el sitio de almacenamiento se encuentran
cerca.
2. ¿Se deberían utilizar carretillas de
mano, eléctricas o elevadoras de horquilla?
Si es necesario añadir algunos de estos medios,
para que el operario no haga el traslado manual de los
materiales.
3. ¿En qué lugar de la zona de trabajo
deberían colocarse los materiales que llegan o
salen?
Debería de disponerse de un área de
almacén para productos terminados que no perturbe la
fluidez del proceso.
4. ¿Se puede empujar el material de un
operario a otro a lo largo del banco?
Si, solo en el caso de haber dos operadores realizando
la misma pieza.
5. ¿Se resolvería más
fácilmente el problema en curso y manipulación de
los materiales trazando un cursograma
analítico?
Si esta herramienta ayudaría a resolver o mejorar
de cierta forma el problema, debido a que nos proporciona una
visión gráfica y detallada de todo el proceso de
producción.
6. ¿Está el almacén en un lugar
cómodo?
Sí.
7. ¿Podría la materia prima que llega,
ser despachada desde el primer lugar de trabajo para así
evitar la manipulación doble?
No, porque la materia prima llega a la empresa y de
allí es llevada a sus respectivos almacenes y es el
operador quien determina cual material utilizara.
8. ¿Se pueden comprar materiales en
tamaños más fáciles de
manipular?
No, debido a que el material que se utiliza para la
fabricación de las ventanas (perfiles de aluminio y
láminas de vidrio) no pueden cambiarse ya que son
comprados bajo ciertas especificaciones que aseguran la calidad y
funcionalidad del producto.
9. ¿Pueden cambiarse de lugar los almacenes y
las pilas de materiales para reducir la manipulación y el
transporte?
Si, con la reubicación del almacén se
estarían reduciendo una gran cantidad de demoras, lo cual
favorecerían notablemente la realización exitosa
del proceso de fabricación.
G.-Organización del trabajo
1. ¿Cómo se atribuye la tarea al
operario?
La empresa le asigna a cada trabajador las actividades,
dependiendo del pedido a fabricar.
2. ¿Están las actividades tan bien
reguladas que el operario siempre tiene algo que
hacer?
Si, cada operario tiene regulada sus actividades, estos
procesos fabricación exigen trabajo y atención
constante por parte de los operarios.
3. ¿Cómo se dan las instrucciones al
operario?
Un supervisor es el que suministra la información
a cada operario.
4. ¿Cómo se consiguen los
materiales?
La empresa al tener tiempo en la zona, ya tiene un grupo
definido de proveedores y con el control de las entradas y
salidas de materia prima, están atentos para realizar los
pedidos.
5. ¿Cómo se entregan los planos y
herramientas?
Las herramientas permanecen en el puesto de
trabajo.
6. ¿La disposición de la zona de
trabajo da buen resultado o podría
mejorarse?
Es una zona buena, por lo que es favorable.
7. ¿Los materiales están bien
situados?
Sí.
8. ¿Qué se hace con el trabajo
defectuoso?
Se intentan buscar soluciones a esos defectos,
utilizándolos para realizar otros productos.
9. ¿Se llevan registros adecuados del
desempeño de los operarios?
No.
H.- Condiciones de trabajo
1. ¿La luz es uniforme y suficiente en todo
momento?
No, hay lugares que no cuentan con la debida
iluminación.
2. ¿Se proporciona en todo momento la
temperatura más agradable?; y en caso contrario,
¿no podrían utilizar ventiladores o
estufas?
La temperatura a la que se encuentra sometido el
operario en todo momento es temperatura ambiente, por tanto el
operador está sometido cambios de temperaturas por lo que
si es necesaria la utilización de sistemas de
ventilación.
3. ¿Se justificaría la
instalación de aparatos ventiladores?
Si, principalmente mejoraría de forma notable el
ambiente de trabajo y por otro lado garantizaría una mayor
eficiencia y rendimiento de los trabajadores.
4. ¿Se pueden reducir los niveles de
ruido?
No cuenta con un mecanismo que pueda realizar dicha
acción.
5. ¿Se puede proporcionar una silla o
cualquier otro artefacto similar?
Sí, es favorable debido a que el operario se
encuentra de pie durante todo el proceso.
6. ¿Se han colocado grifos de agua fresca en
lugares cercanos del trabajo?
Si, los trabajadores disponen de agua fresca y grifos de
agua para su aseo personal.
7. ¿Se han tenido debidamente en cuenta los
factores de seguridad?
No, la empresa no cumple normas de seguridad de
ningún tipo.
8. ¿Es el piso seguro y liso, pero no
resbaladizo?
El piso si es seguro y liso.
9. ¿Se le enseño al trabajador a evitar
los accidentes?
No, nunca se han dictado charlas sobre evitar accidentes
de trabajo.
10. ¿Su ropa es adecuada para prevenir
riesgos?
No.
11. ¿Da la fábrica en todo momento
impresión de orden y pulcritud?
No, es notable que existe cierta debilidad en el orden y
pulcritud de la empresa.
12. ¿Con cuanta minucia se limpia el lugar de
trabajo?
No existe un personal de limpieza que realice a diario o
cada cierto tiempo dicha actividad, es el obrero quien tiene la
tarea de mantener en orden su lugar de trabajo.
I. Enriquecimiento de la tarea de cada
puesto
1. ¿Es la tarea aburrida o
monótona?
No, ya que no siempre el operario realiza las mismas
actividades.
2. ¿Puede el operario efectuar el montaje de
su propio equipo?
Si, los operarios se encuentran capacitados para esta
labor.
3. ¿Puede el operario efectuar el
mantenimiento de sus propias herramientas?
Sí.
4. ¿Puede el operario hacer la pieza
completa?
Si, de hecho el operario es quien realiza todas las
acciones para la creación del producto.
5. ¿Recibe el operario regularmente
información sobre su rendimiento?
No.
J.- ANALISIS DEL PROCESO
1. ¿La sucesión de operaciones es la
mejor posible?
Si, la secuencia en la que se realizan las actividades
de realización de productos es la adecuada.
2. ¿El trabajo se inspecciona en el momento
decisivo o cuando está acabado?
Cuando está acabado.
4.2 TÉCNICAS DEL
INTERROGATORIO
PROPÓSITO:
¿Qué se hace?
El operario busca material en el almacén lo mide
con un metro y luego lo corta, cometiendo errores que
proporcionan perdida de material y de tiempo.
¿Por qué se hace?
Porque el operario tiende a no prestar la debida
atención en las mediciones.
¿Por qué se hace de este
modo?
Porque el metro es el material que utilizan para
realizar la medida antes del corte.
¿De qué otro modo podría
hacerse?
Utilizando herramientas de medición más
precisas.
¿Cómo debería
hacerse?
El operario debería medir, verificar y marcar el
área del material que desea cortar para luego volver a
verificar que las medidas sean las correctas, utilizando una
herramienta de medición más precisa que incurra en
un error menor.
Analizando y comparando la primera y la última
pregunta de la técnica del interrogatorio;
¿Qué se hace? Y ¿Cómo debería
hacerse?, se puede evidenciar que, ambas respuestas son
diferentes, es decir, no se está realizando la
operación como debería hacerse.
LUGAR
¿Dónde se hace?
-En un mesón designado solo para la
operación de corte.
¿Por qué se hace
allí?
-Por qué el lugar esta apropiado para realizar la
operación y fue escogido cuando se hizo la
organización del sitio de trabajo
¿En que otro lugar podría
hacerse?
-En cualquier otro mesón disponible.
¿Dónde debería
hacerse?
-En el mesón dispuesto para realizar los cortes
ya que es utilizado solo para eso.
SUCESIÓN
¿Cuándo se hace?
-Durante el proceso de fabricación de las
ventanas
¿Por qué se hace
entonces?
– Porque es un paso fundamental para darle continuidad a
proceso
¿Cuándo podría
hacerse?
En el momento que sea necesario durante el proceso medir
algún material.
¿Cuándo debería
hacerse?
– Cuando el proceso lo amerite.
PERSONA
¿Quién lo hace?
-El operario.
¿Por qué lo hace esa
persona?
-Porque es el encargado de realizar todas las
operaciones durante el proceso.
¿Qué otra persona podría
hacerlo?
Cualquiera de los operarios presentes.
¿Quién debería
hacerlo?
-El operario.
MEDIOS
¿Cómo se hace?
-El operario mide y luego corta el material.
¿Por qué se hace de ese
modo?
-Por costumbre o por realizar la operación
más rápido.
¿De qué otro modo podría
hacerse?
-Debería medir con una herramienta más
precisa, delimitar el área a cortar verificar q las
medidas están bien y luego proceder a cortar
¿De qué otro modo debería
hacerse?
-Se podría demarcar las áreas de corte con
medidas integradas al mesón para facilitar el trabajo al
operador.
4.3 ENFOQUES PRIMARIOS DEL ANÁLISIS
OPERACIONAL
4.3.1 Propósito de la
operación
El objetivo es la realización de ventanas tipo
corredizas de 1x1m de manera manual a partir de perfiles de
aluminio y vidrio, se debe evaluar la posibilidad de facilitar el
trabajo manual para el operario proporcionándole mejores
herramientas, realizando el respectivo estudio económico y
de métodos.
4.3.2 Diseño de la parte y/o
pieza
Para la elaboración de las ventanas corredizas de
1x1m se tienen establecido una serie de pasos que permiten al
operario llevar a cabo con éxito las ventanas. No se
pueden reducir las operaciones ya que utiliza una secuencia
lógica para el ensamblaje de las partes. El diseño
tiene poco grado de complejidad. La fabricación del
producto requiere de ciertas especificaciones de dimensiones,
exactitud de corte y firmeza en el ensamblado.
4.3.3 Tolerancia y especificaciones
El diseño de las ventanas corredizas de 1x1m
exige dimensiones estrictas específicas sobre todo
en las operaciones de corte, el rango de variación
de tolerancia en el proceso tiende a cero ya que el margen
entre la calidad lograda en el producto y la cantidad
deseada es mínimo, esto es debido al pleno cumplimiento de
los requerimientos necesarios para fabricar una ventana de
excelente calidad.
4.3.4 El mantenimiento de los equipos
La tronzadora se debe limpiar la escoria
cada vez que se utilice con una brocha, y cada 6 meses realizar
un cambio de carbones. El taladro no es necesario realizar
mantenimiento, pero se debe contar con repuestos para las mechas,
que son las que sufren el impacto y se rompen.
4.3.5 Proceso de manufactura
El proceso de realización de ventanas corredizas
de 1x1m requiere de varios procesos como corte, taladrado y
ensamblaje, actividades que realiza el trabajador en forma
manual.
4.3.6 Materiales
Se utilizan perfiles de aluminio de 600cmx7cmx4cm,
láminas de vidrio de 2,40mx3,30m, no es conveniente
sustituir el material pues, el producto es de buena calidad y
larga duración; para lograr productos con estas
características es necesario que los materiales tengan las
normas de calidad y resistencia necesaria, por el tipo de trabajo
en el que son; por lo que al cambiarlos se incumplen con las
condiciones de calidad de las ventanas.
4.3.7 Manejo de materiales
Tanto los perfiles de aluminio como las láminas
de vidrio están alojadas en almacenes denominados burros,
para su utilización estas deben ser trasladadas de forma
manual por el operario tanto al área de corte como de
ensamblaje, se debe evaluar la posibilidad de sustituir estos
traslados manuales para reducir la energía utilizada por
el operario y posibles problemas en la salud de los mismos.
También es necesario implementar el uso de guantes de
seguridad para cargar las láminas de vidrio para evitar
posibles accidentes.
4.3.8 Preparación y herramental
Las actividades son totalmente manuales, es necesario
reordenar, preparar y limpiar el sitio de trabajo para reducir
los tiempos en la producción de las ventanas corredizas.
Las herramientas se encuentran en el sitio de trabajo lo que es
ventajoso ya que se evita pérdida de tiempo al ir a
buscarlas.
4.3.9 Condiciones de trabajo
La forma en que están almacenados los materiales,
el lugar y las condiciones de almacenamiento de la misma son
favorables ya que no se encuentran a la exposición directa
del sol y la lluvia. Es necesario evaluar las condiciones
ambientales como la temperatura, iluminación y
ventilación que afectan las operaciones que realiza el
operario.
4.3.10 Distribución de la planta y
equipo
La distribución actual de recorrido del material
es excesivo, es necesario mejorar la disposición de los
almacenes, la trazadora y de las mesas, es decir, acortar la
distancia entre el almacén de perfiles, la trazadora y la
mesa de ensamblaje, cambiar la posición de los almacenes
de vidrio y colocarlo más cerca de la mesa de corte; con
el objetivo de acortar las distancias entre ellas.
CAPÍTULO V
Situación
propuesta
5.1 ANÁLISIS GENERAL
Actualmente la empresa presenta un problema de retardo
en la realización del proceso general, el operario pierde
tiempo que se puede aprovechar para hacer su jornada de trabajo
más productiva.
Esta situación se generó
básicamente por:
El error que comenten los obreros a la hora de medir
los materiales.El desorden que existe en el área de
trabajo.La distribución de las áreas no es la
mejor de todas.
Todos estos factores afectan la eficiencia del proceso,
pues aumenta la pérdida de materia prima que obliga al
operario a realizar de nuevo las operaciones, es decir, el
método actual de trabajo obliga al operario a realizar
actividades extras que se representan en el tiempo de
búsqueda de los materiales y las mediciones de los mismos
durante la ejecución del proceso; haciendo que el tiempo
mínimo del proceso se prolongue.
Una vez que se realicen todos los ajustes sugeridos en
el método de trabajo propuesto en el proceso de
fabricación de ventanas corredizas en comparación
con el método actual se podrá observar:
Que el método actual de trabajo se
está recorriendo distancias innecesarias en
comparación con la situación
propuesta.Al especializar solamente un operario en el
área de medición y corte se podrá
disminuir los errores por medición y así se
disminuirá también la perdida de materia prima
y los costos, los operarios que trabajen con los vidrios
utilizar guantes para así evitar
accidentes.
5.2 SITUACIÓN PROPUESTA
El proceso de realización de ventanas tipos
corredizas 1x1m de la empresa Mundo Aluvi C.A, presentan ciertas
fallas en la organización, mal uso del espacio y desorden
a trabajar, teniendo como consecuencias trabajo extra en labores
sencilla.
Como propuesta para solucionar el problema, seguidamente
de haber realizado el análisis operacional, se
utilizó como apoyo las deficiencias que se observaron en
el proceso específicamente en la organización del
material en el almacén y distribución de la
maquinaria en el espacio. Se le proponen las siguientes
alternativas
1. Reorganización de la
distribución de las maquinarias.2. La adquisición de un medio de
transporte para que el operario no haga el traslado manual de
los materiales, se debe acotar que para llevar a cabo esta
incorporación del medio de transporte al proceso, es
necesario hacer un estudio de costo y
factibilidad.3. Organizar los materiales o herramientas de
uso necesario para cada fase en el proceso de
fabricación es decir, mantener ordenados en un lugar o
espacio cercano y visible los materiales y evitar su traslado
a fases del proceso q no cumplen ninguna
función.4. Organización del
almacén.
5.3 MÉTODO DE TRABAJO
PROPUESTO
Proceso de producción de ventanas de tipo
corredizas1x1m. El patrono se dirige al lugar donde será
ubicado el producto final, toma las medidas correspondientes a la
ventana. Se dirige de vuelta al galpón donde le transmite
la información al obrero.
El obrero recibe la orden, y verifica en almacén
si hay existencia de material, toma seis perfiles de aluminio
diferentes de longitud 6.10m, se desplaza 2m hasta la trazadora
donde realiza el corte de aluminio. Toma un primer perfil
denominado base y corta 1m, toma un segundo perfil denominado
cabezal y corta 1m, toma el perfil denominado lateral y corta dos
pedazos de 97cm cada uno, prosigue a tomar el perfil de tipo
gancho y corta dos pedazos de 94.5cm cada uno, toma el perfil
llamado liso y corta dos pedazos de 94.5cm cada uno, por
último toma el perfil zócalo y cortan cuatro
pedazos de 42.6cm cada uno, los perfiles sobrantes los lleva de
vuelta a almacén, toma los trozos de aluminio y se
traslada 4m hacia la mesa de ensamblaje, toma un trozo de perfil
lateral guía y perfora con un taladro en cada extremo los
dos trozos de laterales, procede a realizar lo mismo con la base
y el cabezal, toma tornillos de 8×1 y arma el marco, toma el
cabezal y le une un lateral con un tornillo, realiza lo mismo con
otro lateral y la base, luego une esos dos con tornillos en los
extremos hasta formar el marco, atornillado con el mismo taladro
para q queden bien sujetos, coloca el marco a un lado. Toma los 8
pedazos de perfiles restantes y los perfora con las guías
correspondientes utilizando el taladro, toma un perfil gancho y
lo une en forma de L con el perfil zócalo usando dos
tornillos y se lo coloca al perfil gancho en la parte inferior
una rueda, esto lo repite una vez con los otros dos pedazos
iguales, luego toma perfil zócalo y lo une en forma de L
con el perfil liso usando dos tornillos y repite lo mismo con los
otros dos perfiles iguales, toma las cuatro L formadas con los
perfiles de aluminio y las deja un lado junto con el marco. Se
traslada 5m al almacén de vidrios y toma una lámina
de 1×2.40m, la lleva a la mesa de corte a 1m, corta con un
cortador manual dos piezas de 43.6×87.5cm, depositando el vidrio
sobrante a un lado, toma los pedazos de vidrio cortados y se
traslada 5m al área de ensamblaje. Toma la primera pieza
de vidrio y le coloca una goma especial de 4mm en los bordes,
toma una de las L formada con el gancho y un zócalo y una
L de liso con zócalo y la coloca en la parte superior e
inferior del vidrio respectivamente, los fija con dos tornillos a
cada extremo, y le coloca una rueda en la parte inferior del
liso, se repite todas las operaciones con la segunda pieza de
vidrio. Toma el marco y las dos piezas de vidrio armadas y las
traslada 5 metros al almacén.
5.4 Diagrama de proceso
propuesto
VER APENDICE N°1
5.5 Diagrama de Flujo y Recorrido
propuesto
VER APENDICE N°2
Conclusiones
Al aplicar el análisis operacional en el proceso
de fabricación de ventanas corredizas se detectaron fallas
que hacen lento el proceso; se propuso un nuevo método de
trabajo para la fabricación de ventanas corredizas de 1x1m
disminuyendo el tiempo en el proceso; se logró gracias a
la utilización de las herramientas de ingeniería de
métodos, se evaluó: el proceso de
fabricación y el método de trabajo actual. Se
detectaron fallas que afectan el proceso aplicando las siguientes
herramientas:
El método del interrogatorio.
Las preguntas OIT en el área de
trabajo.El análisis operacional
Se realizó el diagrama de proceso con las
mejoras propuestas.Se realizó el diagrama de flujo y recorrido
con las mejoras propuestas.
Después de la aplicación de las
herramientas ya mencionadas; se identificaron los siguientes
problemas:
1. La mala distribución del espacio, es
decir, la ubicación de los almacenes y de las mesas no
es la mejor de todas2. El mal uso de los equipos de
seguridad.3. El operario tiene problemas a la hora de
realizar las mediciones.
Esta situación trae como consecuencia:
1. Un aumento de recorrido que realiza el
operario al trasladar el material al área de
operación.2. Retraso en la entrega del producto terminado
que tiene fecha de entrega.3. Perdida de materia prima.
Recomendaciones
Mediante el estudio realizado se puede recomendar lo
siguiente:
1. Mejorar la distribución de todo el
mobiliario que se encuentra en la empresa (trazadora, mesones
y almacenes); tomando en cuenta los recorridos de operaciones
y el espacio disponible para desarrollar el proceso, con el
propósito de facilitar el desplazamiento del
operario.2. Antes de iniciar la jornada de trabajo
distribuirse las actividades que se pretenden realizar, se
tiene como ventaja que los trabajadores manejen perfectamente
las operaciones, esto ayudará a reducir el tiempo que
no es aprovechado.3. Utilizar equipos de seguridad
para evitar posibles accidentes sobre todo al manejar los
cortes de los perfiles y vidrios y el traslado de los
mismos.
Bibliografía
INGENIERÍA DE MÉTODOS
(EdwradKrick)INGENIERÍA INDUSTRIAL, ESTUDIO DE TIEMPOS Y
MOVIMIENTOS (Benjamín Niebel)HODSON, K. William. (1996). Cuarta Edición.
Manual del Ingeniero Industrial. Tomos II y III.http://members.tripod.com/e soule/tesis
Tamayo y Tamayo (1986), El proceso de la
investigación científica, Editorial
Limusa.www.frba.utn.edu.ar/concursos/descargas/20100907_Industrial_programa_
Manejo_de_los_Mat… · Archivo PDF
SABINO c. (2002), El proceso de
investigación. Venezuela. Editorial Panapo.Turmero I., (2014), Apuntes de clases de
Ingeniería de métodos, Ingeniería
Industrial. UNEXPO.http://msctecnologiaeducativa3.blogspot.com/p/poblacion-y-muestra_19.html
Apéndices
VER ARCHIVO ADJUNTO
APÉNDICE N°1
Diagrama de Proceso de Fabricación de ventanas
tipo corredizas 1x1m de la empresa Mundo Aluvi C.A
DIAGRAMA: Proceso
PROCESO: Fabricación de ventanas
tipo corredizas 1x1m.
INICIO: Recibe orden
FIN: Almacén
METODO: Actual
SEGUIMIENTO: Operario
FECHA: 01/04/14
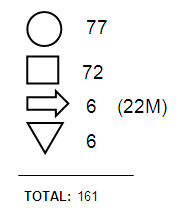
RESUMEN





APÉNDICE N°2

Diagrama de Flujo de Recorrido para la
Fabricación de ventanas de tipo corredizas de 1x1m de la
empresa Mundo Aluvi C.A
LEYENDA
AA: Almacén de Aluminio; T:
Tronzadora; ME: Mesa de Ensamblaje;
AV: Almacén de Vidrio; MC: Mesa de
Corte; OF: Oficina; AL: Almacén
Escala1:100
APÉNDICE N°3

APÉNDICE N°4

Autor:
Guevara Mikael
Gutiérrez
Gabrieliz
Suniaga Carmen
Vivas Elba
Enviado por:
PROFESOR:
MSc. Ing. Iván
Turmero

REPÚBLICA BOLIVARIANA DE VENEZUELA
UNIVERSIDAD NACIONAL EXPERIMENTAL
POLITÉCNICA
"ANTONIO JOSÉ DE SUCRE"
VICE-RECTORADO DE PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
CÁTEDRA: INGENERÍA DE
METÓDOS
Ciudad Guayana, Mayo 2014
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |