
Ingeniería de Métodos: En 1932, el término
"Ingeniería de Métodos" fue desarrollado y
utilizado por H.B. Maynard* y sus asociados, quedando definido de
la siguiente manera: “Es la técnica que somete cada
operación de una determinada parte del trabajo a un
delicado análisis en orden a eliminar toda
operación innecesaria y en orden a encontrar el
método más rápido para realizar toda
operación necesaria; abarca la normalización del
equipo, métodos y condiciones de trabajo; entrena al
operario a seguir el método normalizado; realizado todo lo
precedente, determina por medio de mediciones muy precisas, el
numero de horas tipo en las cuales un operario, trabajando con
actividad normal, puede realizar el trabajo; por ultimo,
establece en general un plan para compensación del
trabajo, que estimule al operario a obtener o sobrepasar la
actividad normal”.

Importancia de la Ingeniería de Métodos en la
productividad de una empresa: La Ingeniería de
Métodos implica la utilización de la capacidad
tecnológica de un país. Principalmente porque
debido a la ingeniería de métodos, el mejoramiento
de la productividad es un procedimiento sin fin. En este
método se consideran cuatro factores al evaluar la
actuación del operario, que son la habilidad,
empeño, condiciones y consistencia. La habilidad: se
define como la capacidad en seguir un método dado y se
puede explicar más, relacionándola con la calidad
artesanal, revelada por la apropiada coordinación de la
mente y las manos, existen 6 grados ó clases de habilidad
asignables a operarios y que representan una evaluación de
pericia aceptable, tales grados son: deficiente, aceptable,
regular, buena, excelente y extrema.

El esfuerzo ó empeño: se define como una
demostración de la voluntad para trabajar con eficiencia.
El empeño es representativo de la rapidez con la que se
aplica la habilidad, y puede ser en alto grado por el operario.
Las condiciones: a que se ha hecho referencia en este
procedimiento de calificación de la actuación, son
aquellas que afectan al operario y no a la operación. La
consistencia del operario: debe evaluarse mientras se realiza el
estudio: los valores elementales de tiempo que se repiten
constantemente indican consistencia perfecta; hay seis clases de
consistencia: perfecta, excelente, buena, regular, aceptable, y
deficiente. Importancia de la Ingeniería de Métodos
en la productividad de una empresa:

Para desarrollar un centro de trabajo, fabricar un producto o
proporcionar un servicio, el ingeniero de métodos debe
seguir un procedimiento sistemático, el cual
comprenderá las siguientes operaciones: Selección
del proyecto. Obtención de los hechos Presentación
de los hechos Efectuar un análisis Desarrollo del
método ideal Presentación del método
Implantación del método Desarrollo de un
análisis de trabajo Establecimiento de estándares
de tiempo Seguimiento del método Importancia de la
Ingeniería de Métodos en la productividad de una
empresa:

Los objetivos principales de estas actividades son aumentar la
productividad, la confiabilidad del producto y reducir el costo
por unidad, permitiendo así se logre la mayor
producción de bienes y / o servicios para mayor numero de
personas. El muestreo de trabajo es una técnica que se
utiliza para investigar las proporciones del tiempo total
dedicada a las diversas actividades que componen una tarea,
actividades o trabajo. Los resultados del muestreo sirven para
determinar tolerancias o márgenes aplicables al trabajo,
para evaluar la utilización de las máquinas y para
establecer estándares de producción. El
método de muestreo de trabajo tiene varias ventajas sobre
el de obtención de datos por el procedimiento usual de
estudios de tiempos. Tales ventajas son: No requiere
observación continua por parte de un analista durante un
período de tiempo largo. El tiempo de trabajo de oficina
disminuye El total de horas de trabajo a desarrollar por el
analista es generalmente mucho menor El operario no esta expuesto
a largos períodos de observaciones cronométricas
Importancia de la Ingeniería de Métodos en la
productividad de una empresa:

Importancia de la Ingeniería de Métodos en la
productividad de una empresa: Hoy en día la
Ingeniería de Métodos implica trabajo de
análisis en dos etapas de la historia de un producto.
Inicialmente el ingeniero de métodos estaba encargado de
idear y preparar los centros de trabajo donde se fabricará
el producto. Cuanto más completo sea el estudio de los
métodos efectuado durante las etapas de planeación,
tanto menor será la necesidad de estudios de
métodos adicionales durante la vida del producto. El
analista en estudio de tiempos debe establecer los tiempos
permisibles para realizar una tarea determinada, para esto
utiliza varias técnicas como lo son: *El estudio
cronométrico de tiempos. *Datos estándares. *Datos
de los movimientos fundamentales. *Muestreo del trabajo. *
Estimaciones basadas en datos históricos.

Diagrama de Operaciones: Este diagrama muestra la secuencia
cronológica de todas las operaciones de taller o en
máquinas, inspecciones, márgenes de tiempo y
materiales a utilizar en un proceso de fabricación o
administrativo, desde la llegada de la materia prima hasta el
empaque o arreglo final del producto terminado. OPERACIÓN
= EJECUCIÓN DE UN TRABAJO INSPECCIÓN = TRABAJO DE
CONTROL DE CALIDAD

Elaboración del diagrama de operaciones de proceso: Una
operación ocurre cuando la pieza en estudio se transforma
intencionalmente, o bien, cuando se estudia o planea antes de
realizar algún trabajo de producción en ella.
Algunos analistas prefieren separar las operaciones manuales de
aquellas que se refieren a los trámites administrativos.
Las operaciones manuales se relacionan con la mano de obra
directa, mientras que los referentes a simples trámites
normalmente son una parte de los costos directos o gastos. Una
inspección tiene lugar cuando la parte se somete a examen
para determinar su conformidad con una norma o
estándar.

Utilización del diagrama de operaciones de proceso: Una
vez que el analista ha terminado su diagrama de operaciones,
deberá prepararse para utilizarlo. Debe revisar cada
operación y cada inspección desde el punto de vista
de los enfoques primarios del análisis de operaciones, los
siguientes enfoques se aplican, en particular, cuando se estudia
el diagrama de operaciones: Propósito de la
operación Diseño de la parte o pieza Tolerancias y
especificaciones Materiales Proceso de fabricación
Preparación y herramental Condiciones de trabajo Manejo de
materiales Distribución en la planta Principios de la
economía de movimientos

Características: Se utiliza en las fases iniciales del
estudio de métodos. El formato puede diferir ampliamente
por el tipo de procesos estudiados. Es un buen sistema para
visualizar el proceso productivo así como su secuencia.
Utilización del diagrama de operaciones de proceso:

Diagrama de Operaciones: Ejemplo

Diagrama de flujo: Es un esquema para representar
gráficamente un algoritmo. Se basan en la
utilización de diversos símbolos para representar
operaciones específicas. Se les llama diagramas de flujo
porque los símbolos utilizados se conectan por medio de
flechas para indicar la secuencia de la operación. En
teoría, no es necesario usar un tipo especial de
símbolos para crear un diagrama de flujo, pero existen
algunos ampliamente utilizados por lo que es adecuado conocerlos
y utilizarlos, ampliando así las posibilidades de crear un
diagrama más claro y comprensible para crear un proceso
lógico y con opciones múltiples adecuadas. Se
utilizan los símbolos indicados a continuación,
estandarizados según la norma ISO 5807:

Flecha: Indica el sentido y trayectoria del proceso de
información o tarea. Rectángulo: Se usa para
representar un evento o proceso determinado. Éste es
controlado dentro del diagrama de flujo en que se encuentra. Es
el símbolo más comúnmente utilizado. Se usa
para representar un evento que ocurre de forma automática
y del cual generalmente se sigue una secuencia determinada.
Rombo: Se utiliza para representar una condición.
Normalmente el flujo de información entra por arriba y
sale por un lado si la condición se cumple o sale por el
lado opuesto si la condición no se cumple. El rombo
además especifica que hay una bifurcación.
Círculo: Representa un punto de conexión entre
procesos. Se utiliza cuando es necesario dividir un diagrama de
flujo en varias partes, por ejemplo por razones de espacio o
simplicidad. Una referencia debe darse dentro para distinguirlo
de otros. La mayoría de las veces se utilizan
números en los mismos. Flecha: se utiliza para identificar
un transporte. Almacenamiento: almacenamiento a largo plazo.
Diagrama de flujo:

Características: Existe siempre un camino que permite
llegar a una solución (finalización del algoritmo).
Existe un único inicio del proceso. Existe un único
punto de fin para el proceso de flujo (salvo del rombo que indica
una comparación con dos caminos posibles). Se puede
aplicar directamente a un producto, un operario, una pieza
(muestras y desarrollos), documentos, información, entre
otros. Diagrama de flujo:

Diagrama de flujo: Ejemplo

Se define este diagrama como la representación
gráfica de la secuencia de elementos que componen las
operaciones en que intervienen hombres y máquinas, y que
permite conocer el tiempo empleado por cada uno, es decir,
conocer el tiempo usado por los hombres y el utilizado por las
máquinas. Objetivos: Determinar la eficiencia de los
hombres y de las máquinas. Estudiar, analizar y mejorar
una sola estación de trabajo a la vez. Conocer el tiempo
para llevar a cabo el balance de actividades del hombre y su
máquina. Diagrama Hombre-Maquina:

Diagrama Hombre-Maquina: Características: Es la
representación gráfica de las operaciones en donde
intervienen hombres y maquinas. Este diagrama nos permite
determinar la organización y con ello, la eficiencia tanto
de las maquinas como de las personas, logrando aprovechar ambos
recursos al máximo. Se utiliza para estudiar, analizar y
mejorar una sola estación de trabajo (una sola
operación) a la vez. Por medio de este diagrama se
balancean las actividades del hombre y la maquina. Una variante
común de esta diagrama es donde una persona atiende varias
maquinas.

Diagrama Hombre-Maquina: Pasos para realizarlo: Seleccionar la
operación que será diagramada. Determinar los
límites del ciclo que se quiere diagramar. Dividir la
operación en elementos. Medir el tiempo de duración
de cada elemento. Construir el diagrama.

Construcción del diagrama Hombre-Maquina: Un primer paso
en dicha construcción es seleccionar una distancia en
centímetros o en pulgadas que nos represente una unidad de
tiempo. Está selección se lleva a cabo debido a que
los diagramas hombre-máquina se construyen siempre a
escala. Por ejemplo, un centímetro representa un
centésimo de minuto. Existe una relación inversa en
esta selección, es decir, mientras más larga es la
duración del ciclo de la operación menor debe ser
la distancia por unidad de tiempo escogida. Cuándo hemos
efectuado nuestra selección se inicia la
construcción del diagrama; como es normal, éste se
debe identificar con el título de diagrama de proceso
hombre-máquina. Se incluye
además información tal como operación
diagramada, método presente o método propuesto,
número de piano, orden de trabajo indicando dónde
comienza el diagramado y dónde termina, nombre de la
persona que lo realiza, fecha y cualquier otra información
que se juzgue conveniente para una mejor comprensión del
diagrama.

El tiempo de trabajo del hombre se
representa por una línea vertical continua; cuando hay un
tiempo muerto o un tiempo de ocio, se representa con una ruptura
o discontinuidad de la línea. Un poco más hacia la
derecha se coloca la gráfica de la máquina o
máquinas; esta gráfica es igual a la anterior, una
línea vertical continua indica tiempo de actividad de la
máquina y una discontinuidad representa inactivo. Para las
máquinas, el tiempo de preparación así como
el tiempo de descarga, se representan por una línea
punteada, puesto que las máquinas no están en
operación pero tampoco están inactivas.
En la parte inferior de la hoja,
una vez que se ha terminado el diagrama, se coloca el tiempo
total de trabajo del hombre, más el tiempo total de ocio.
Así como el tiempo total muerto de la máquina.
Construcción del diagrama Hombre-Maquina:

Finalmente, para obtener los porcentajes de utilización
empleamos las siguientes igualdades. Construcción del
diagrama Hombre-Maquina: Ciclo total del operario = preparar +
hacer + retirar. Ciclo total de la máquina = preparar +
hacer + retirar. Tiempo productivo de la máquina = hacer.
Tiempo improductivo del operario = espera. Tiempo improductivo de
la máquina = ocio. Porcentaje de utilización del
operario = tiempo productivo del operador/ tiempo del ciclo
total. Porcentaje de la máquina =tiempo productivo de la
máquina/ tiempo del ciclo total.

Problema: Un cierto artículo
requiere para su fabricación de una operación de
moldeo que se lleva a cabo en un inyector semiautomático;
una operación de rebabeado manual y una operación
de ensamble en una prensa ensambladora automática. Los
tiempos de cada actividad son los siguientes:
La secuencia obligada de las diferentes actividades
es la seguida en el listado de tiempos. ¿Cuántas
piezas podrán producirse como máximo en ocho horas,
si se dispone de dos inyectores y una ensambladora, operados por
un solo hombre.


Cuadrilla: Es una variante al diagrama hombre maquina, en donde
varias personas atienden una sola maquina. Estos diagramas son
característicos para el estudio de mantenimientos o
maquinaria de grandes proporciones.

Se define este diagrama como la representación
gráfica de la secuencia de elementos que componen las
operaciones en que intervienen hombres y máquinas, y que
permite conocer el tiempo empleado por cada uno, es decir,
conocer el tiempo usado por los hombres y el utilizado por las
máquinas. Con base en este conocimiento se puede
determinar la eficiencia de los hombres y de las máquinas
con el fin de aprovecharlos al máximo. El diagrama se
utiliza para estudiar, analizar y mejorar una sola
estación de trabajo a la vez. Además, aquí
el tiempo es indispensable para llevar a cabo el balance de las
actividades del hombre y su máquina. Actividades
múltiples (Hombre-Maquina y de Grupo):

Primero, se debe seleccionar la operación que será
diagramada; se recomienda seleccionar operaciones importantes que
puedan ser, costosas repetitivas y que causen dificultades en el
proceso. En segundo lugar, determinar dónde empieza y
dónde termina el ciclo que se quiere diagramar. En
tercera, observar varias veces la operación, para
dividirla en sus elementos e identificarlos claramente. El
siguiente paso se dará cuando los elementos de la
operación han sido identificados, entonces se procede a
medir el tiempo de duración de cada uno. Finalmente, con
los datos anteriores y siguiendo la secuencia de elementos, se
construye el diagrama. Pasos para realizarlo:

Técnicas cuantitativas relación Hombre-Maquina:
Aunque el diagrama de proceso para hombre y máquina se
puede usar para determinar el número de máquinas a
asignar a un operario, tal número puede ser calculado
frecuentemente en mucho menor tiempo mediante el desarrollo de un
modelo matemático. Las
relaciones entre hombre y máquina suelen ser de uno de
estos tres tipos: *Atención sincrónica
*Atención al azar *Una combinación de los
anteriores.

La asignación demás de una máquina a un
operario rara vez da como resultado el caso ideal en que tanto el
trabajador como la máquina que atiende estén
ocupados durante todo el ciclo. Casos ideales como éste se
denominan de ''atención sincrónica'' y el
número de máquinas a asignar se calcula como sigue:
N = l+( m / l) Donde: N = número de máquinas
asignadas al operario l = tiempo total de atención del
operario por máquina (carga y descarga) m = tiempo total
de operación de la máquina (suministro de potencia)
Por ejemplo, si el tiempo total de atención o servicio del
operario fuera de un minuto, en tanto que el ciclo de
máquina fuese de cuatro minutos, la atención
sincrónica daría por resultado la asignación
de cinco máquinas: N = 1+ 4/1 = 5 Técnicas
cuantitativas relación Hombre-Maquina:

Gráficamente esta asignación se
representaría como sigue:

El mejor método necesitará
establecerse considerando el costo de cada máquina ociosa
y el salario por hora del obrero. Es posible emplear
técnicas cuantitativas para establecer la mejor
transacción. El procedimiento consiste en estimar,
primero, el número de máquinas que debería
ser asignado al operario, determinando el número entero
más bajo a partir de la ecuación:
Técnicas cuantitativas relación
Hombre-Maquina:

Técnicas cuantitativas relación Hombre-Maquina: De
lo anterior puede verse que el tiempo de ciclo cuando el operario
atiende máquinas es 1 + m, puesto que en este caso el
operador no estará ocupado durante todo el ciclo, mientras
que los dispositivos que manejan si lo estarán. Usando el
él costo total esperado se puede calcular como
sigue:
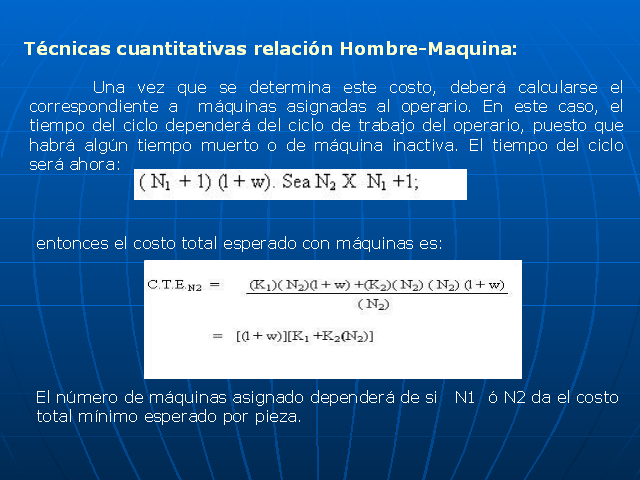
Una vez que se determina este costo, deberá calcularse el
correspondiente a máquinas asignadas al operario. En este
caso, el tiempo del ciclo dependerá del ciclo de trabajo
del operario, puesto que habrá algún tiempo muerto
o de máquina inactiva. El tiempo del ciclo será
ahora: Técnicas cuantitativas relación
Hombre-Maquina: entonces el costo total esperado con
máquinas es: El número de máquinas asignado
dependerá de si N1 ó N2 da el costo total
mínimo esperado por pieza.

Las piezas por hora de N máquinas se pueden calcular
conociendo el tiempo medio de máquina requerido por pieza,
el tiempo medio de atención de máquina por pieza y
el tiempo muerto o perdido por hora que se espera.
Técnicas cuantitativas relación
Hombre-Maquina:

Por ejemplo, con una asignación de cinco máquinas a
un sólo operario, se determinó que el tiempo de
maquinado por pieza era de 0.82 horas, el tiempo de
atención de máquina por pieza, de 0.17 horas, y el
tiempo medio de inactividad de máquina de 0.11 horas por
máquina y por hora. Por tanto, cada máquina estaba
disponible para trabajo productivo sólo una
fracción de 0.89 de hora. El tiempo medio requerido para
producir una pieza por máquina seria 0.82 + 0.17 /0.89=
1.11. Por consiguiente, las cinco maquinas producirían 4.5
piezas por hora. Si el operario ganase, por ejemplo, 12
dólares por hora y el costo horario de máquina
fuese de 22 dólares, se tendría un costo tota1
esperado por pieza de: $12.00 + 5($22.00) / 4.5 = $27.11
Ejemplo:

Principios de la economía de movimiento: Estas son leyes
básicas que permiten identificar ineficiencias en los
movimientos elementales. Se dividen en tres áreas:
Aplicación y uso del cuerpo humano Arreglo del área
de trabajo Diseño de herramientas y equipo.
Aplicación y uso del cuerpo humano: Los movimientos de las
manos deben ser simultáneos y en direcciones opuestas y
simultaneas. El ritmo del movimiento debe ser suave, procurando
que se adquiera de forma natural y fácil.

Principios de la economía de movimiento: Arreglo del
área de trabajo: Debe haber un lugar fijo para los
materiales y las herramientas. Los materiales deben estar
colocados para llevar la sucesión de los movimientos. El
área de trabajo debe estar diseñada para llevar la
operación de manera que la fatiga se elimine al
máximo. Diseño de herramientas y equipo: Siempre se
deben usar guías, plantillas y pedales de tal manera que
las manos realicen actividades más productivas. Las
manivelas y mangos de las herramientas se deben de diseñar
para obtener la mayor ventaja mecánica del cuerpo con el
menor cambio de postura del cuerpo.

1. El pie derecho no tiene soporte adecuado. 2. El pedal
está demasiado alto. 3. Las rodillas pueden golpear con la
maquina. 4. El ángulo que forman el pie y la pierna es muy
agudo. 5. El codo queda mas abajo de su altura normal. 6. El
respaldo de la silla es incorrecto. 7. La altura de la silla no
es la adecuada. 8. El asiento de la silla no esta curvado. 9. Las
esquinas y bordes de la silla son en ángulo recto. 10. La
maquina obstaculiza el paso. 11. El pie izquierdo no esta a la
misma altura que el derecho, lo que produce una posición
no simétrica. 12. El pedal de accionamiento debe de ser
plano y en forma de pie no en forma de botón
cóncavo que es resbaladizo. 13. La distancia normal para
trabajos de precisión debe ser de 25 a 30 cm. 14. La
operación se esta ejecutando fuera del área normal
de trabajo. 15. Las manivelas son muy pequeñas. Problemas
de la Operaria:
