Cálculo del tiempo estándar, recepción y almacenamiento de mercancía (página 3)
La distribución de las áreas no es la
mejor de todas.
Todos estos factores afectan la eficiencia del proceso,
pues alarga le tiempo de ejecución del
proceso..
CAPÍTULO VI
Situación
propuesta
6.1 DESCRIPCIÓN DEL MÉTODO
PROPUESTO
El proceso de proceso de recepción y
almacenamiento de la mercancía en TRAKI IVG PLUS C.A.
presentan ciertas fallas en la organización, mal uso de
los equipos de protección personal y en el traslado de la
mercancía, teniendo como consecuencias trabajo extra de
los operarios.
Como propuesta para solucionar el problema, seguidamente
de haber realizado el análisis operacional, se
utilizó como apoyo las deficiencias que se observaron en
el proceso específicamente en el traslado de la
mercancía al almacén y y el uso de los equipos de
protección personal. Se le proponen las siguientes
alternativas
1. La adquisición de un medio de
transporte para que el operario no haga el traslado manual de
los materiales, se debe acotar que para llevar a cabo esta
incorporación del medio de transporte al proceso, es
necesario hacer un estudio de costo y
factibilidad.
2. Organizar los materiales o herramientas de
uso necesario para el cuequeo y surtido de la
mercancía.
3. Organización del
almacén.


DIAGRAMA DE PROCESO PROPUESTO DE LA
RECEPCIÓN Y ALMACENAMIENTO DE LA MERCANCÍA DE TRAKI
IVG PLUS C.A.
Diagrama: De Proceso.
Nombre del proceso: Recepción y
Almacenamiento de mercancía
Inicio: recepción de
mercancía
Fin: almacenamiento de
mercancía
Fecha: 5 de febrero 2015
Método: Propuesto
Seguimiento: Mercancía
DIAGRAMA FLUJO Y/O RECORRIDO
PROPUESTO.



CAPÍTULO VII
Tiempo
estándar
7.1 DETERMINACIÓN DEL TIEMPO
ESTÁNDAR
Para calcular el tiempo estándar se
escogió la almacenaje de cavas, debido a la repetitividad
de la misma y que está presente en todos los procesos de
producción de la empresa.
7.2 CÁLCULO DEL TIEMPO
ESTÁNDAR
Para calcular el tiempo estándar se
utilizó un cronometro, empleando el método de
vuelta cero, debido a que así se obtiene directamente el
tiempo empleado para cada operación, así como
también, se comprueba la estabilidad o inestabilidad del
operario en la ejecución de la actividad
realizada.
No obstante, se debe tomar en cuenta que este
método puede no ser tan preciso, ya que se pierde
algún tiempo por la reacción mental del analista
para el uso del cronómetro; asimismo, no se registran
posibles elementos extraños que pudieran influir en el
ciclo de trabajo.
La empresa tiene una jornada de trabajo discontinua, de
ocho (8) horas diarias, de lunes a viernes, distribuidas de
8:00AM a 12:00PM y de 1:00PM a 5:00PM; el tiempo de
preparación inicial es de siete (7) minutos y el tiempo de
preparación final de diez (10) minutos.
7.3 DETERMINACIÓN DEL NÚMERO
DE OBSERVACIONES A TOMAR
Para la realización de este proyecto de
investigación se tomó un total de 10 observaciones,
sin considerar la cantidad de lecturas adicionales que
podría arrojar este procedimiento, estas operaciones
fueron hechas en un solo turno de trabajo.
Previamente se estableció un coeficiente de
confianza de 0.95, lo que quiere decir que el 95% de los datos
registrados están dentro del intervalo de confianza, y por
consiguiente; se tiene una imprecisión de un 5%. Dado que
la muestra es de 10 ciclos, se tiene que los grados de libertad
son de 9.
7.4 PROCEDIMIENTO PARA CALCULAR EL TIEMPO
ESTÁNDAR

Ciclo | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
E-2 | 2.1 | 2.2 | 2.1 | 2.2 | 2.2 | 2.1 | 2.1 | 2.2 | 2.2 | 2.2 |
Determinación de la confiabilidad del
estudio
Para una muestra de n=10, el nivel de confianza
seleccionado en el estudio es NC=95%.
Cálculo de la desviación estándar de
la muestra



Cálculo del intervalo de confianza

Criterio de decisión
Si Im  I
I
se acepta
Si Im>I se rechaza
0.54980.5499
Como ImI
se acepta el tamaño de la muestra, por lo que es
innecesario realizar nuevas lecturas.
Determinación del tiempo estándar

Calculo TPS10

![]()
Cálculo del factor de calificación del
operario
Por medio del sistema Westinghouse se obtuvieron los
siguientes datos:
Habilidad: Excelente B2 +0.08
Se otorga esta calificación debido a la destreza
del operario
Esfuerzo: Aceptable E1 -0.02
Esta calificación se debe a que no requiere de
gran esfuerzo para realizar la acción.
Condiciones: Deficiente F -0.07
El área de trabajo no posee suficiente luz ni
ventilación.
Consistencia: Buena C +0.01
El operario trabaja de forma continua durante la jornada
de trabajo.
En resumen:
Factor | Clase | % |
Habilidad | B2 | +0.06 |
Esfuerzo | E1 | -0.04 |
condiciones | F | -0.07 |
consistencia | C | +0.01 |
C | -0.04 |
Cv=1-c
Cv=1-0.04
Cv=0.96
El operario representa un 4% por debajo del
promedio.
Cálculo del Tiempo Normal (TN)


Cálculo de las tolerancias
Necesidades personales: La empresa no tiene
establecido un tiempo por concepto de necesidades personales;
el trabajador puede realizarlas en cualquier momento durante
la jornada de trabajo. Para efectos de este estudio se
estableció un tiempo de 30 minutos por concepto de
necesidades personales (NP).Tiempo de preparación inicial: 7min,
Durante este tiempo se encienden las luces y preparan los
sitios de trabajo.Tiempo de preparación final: 10min,
durante este tiempo se ordena el sitio de trabajo y se toman
las previsiones para la verificación.Jornada de trabajo

Cálculo de la jornada efectiva de
trabajo

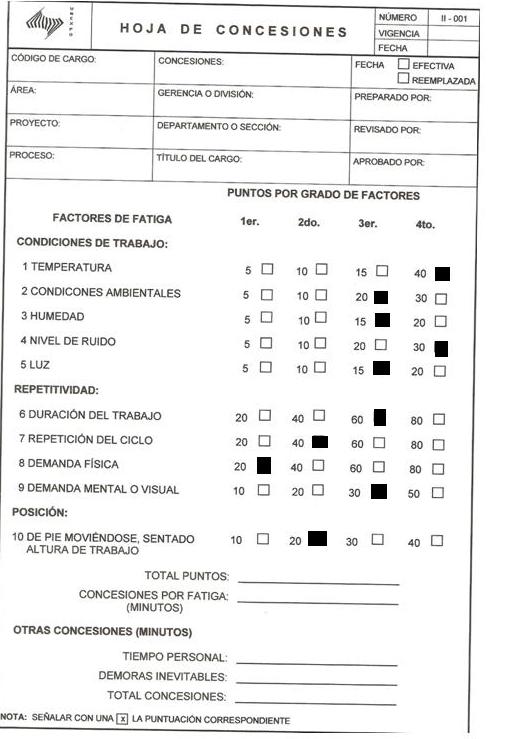
Cálculo de la tolerancia por fatiga
Para el cálculo de las tolerancias por fatiga, se
determinó el total de puntos en la hoja de concesiones
Describiendo los factores
Condiciones de trabajo
Condiciones ambientales: Grado 3, ambiente
cerrado y pequeño, sin movimiento de aire.
Humedad: Grado 3, alta humedad.
Sensación pegajosa en la piel
Nivel de ruido: Grado 4, ruidos de alta
frecuencia u otras características
molestas.
Iluminación: Grado 3, trabajo que
requiere cambios constantes de áreas claras a
oscuras.Repetitividad y esfuerzo aplicado
Duración del trabajo: Grado 3,
operación o sub operación que puede completarse
en una hora o menos
Repetición del ciclo: Grado 2,
Operaciones de un patrón fijo razonable donde existen
tiempos o previsiones para terminar. La tarea es regular
aunque las operaciones pueden variar de un ciclo a
otro.
Esfuerzo físico: Grado 1, esfuerzo
manual aplicado en menos del 15% del tiempo, por encima de
los 30 kg.
Esfuerzo mental: Grado 3, atención
mental y visual continúa debido a razones de calidad
de la verificación.
Posición de trabajo: Grado 2,
realización de trabajo parado o combinaciones con el
caminar y donde se permite que el trabajador se siente solo
en pausas programadas para descansar.
Factor | Nivel | Puntos | |
Temperatura | 4 | 40 | |
Ventilación | 3 | 20 | |
Humedad | 3 | 15 | |
Ruidos | 4 | 30 | |
Iluminación | 3 | 15 | |
Duración de trabajo | 3 | 60 | |
Repetición del ciclo | 2 | 40 | |
Esfuerzo físico | 1 | 20 | |
Esfuerzo mental | 3 | 30 | |
Posición de pie | 2 | 20 | |
290puntos | |||
Por tabla
Rango: 290-296
Clase: E1
Fatiga: 83 min
Normalizando

ANÁLISIS DE RESULTADOS
Finalmente, después de haber
realizado el estudio de tiempo en la operación se
obtuvieron los siguientes resultados:
A través de las medidas de tiempo tomadas, se
determinó que el tiempo promedio estándar (TPS)
es de min.
min.
 min.
min.A través de la tabla del factor de
clasificación se determinó la
calificación de velocidad de ejecución de la
operación de descarga de bultos, la cual tuvo un
resultado de 0.96, este resultado indica que el operario
trabaja a un 4% por debajo del promedio de
eficiencia.
El tiempo normal en que el operario realiza la
actividad de descarga de bultos es demin y este valor representa el tiempo
necesario para que un operario de tipo promedio realice la
actividad.
 min y este
min y este Se asignaron tolerancias por concepto de fatiga y
necesidades personales haciendo uso del método
sistemático, dando como resultado tolerancias
variables de 83 min que normalizando esmin
 min
minConclusiones
Al aplicar el análisis operacional en el proceso
de almacenamiento de mercancía se detectaron fallas que
hacen lento el proceso; se propuso un nuevo método de
trabajo para la distribuciones de los bultos disminuyendo el
tiempo en el proceso; se logró gracias a la
utilización de las herramientas de ingeniería de
métodos, se evaluó: el proceso de
fabricación y el método de trabajo actual. Se
detectaron fallas que afectan el proceso aplicando las siguientes
herramientas:
1. El método del
interrogatorio.2. Las preguntas OIT en el área de
trabajo.3. El análisis operacional
4. Se realizó el diagrama de proceso con
las mejoras propuestas.5. Se realizó el diagrama de flujo y
recorrido con las mejoras propuestas.
Después de la aplicación de las
herramientas ya mencionadas; se identificaron los siguientes
problemas:
1. La mala distribución del espacio, es
decir, la ubicación de los almacenes y de las mesas no
es la mejor de todas2. El mal uso de los equipos de
seguridad.3. El operario tiene problemas a la hora de
realizar las descargas.
Esta situación trae como consecuencia:
1. Un aumento de recorrido que realiza el
operario al trasladar el material al área de
almacén.2. Retraso en las distribuciones de los
bultos.
El ambiente de trabajo no es el adecuado, ya que es
un ambiente sin circulación normal de aire, con
temperaturas mayores a 32ºC.
El trabajo del operario se caracteriza por una
habilidad excelente de consistencia buena y de no requerir de
gran esfuerzo físico.
Después de realizado el estudio de tiempos se
determinó que el tamaño de la muestra n-10 que
resultó ser el adecuado, por lo que el estudio tiene
el nivel de confianza deseado.
El cronometro es un dispositivo útil y
preciso a la hora de realizar estudios de tiempos.
Los diagramas de procesos y de flujos permiten un
manejo preciso de la información que se tiene sobre el
proceso.
Se evidencio que existen procesos de transporte que
pueden ser optimizados.
Se evidencio que en el proceso pueden ocurrir
demoras debidas que no se encuentre supervisores en el
proceso de descarga de mercancía.
Se ha aplicado con anterioridad la ingeniería
de métodos en el proceso.
Recomendaciones
En función de los resultados obtenidos se
recomienda las siguientes acciones:
1. Antes de iniciar la jornada de trabajo
distribuirse las actividades que se pretenden realizar, se
tiene como ventaja que los trabajadores manejen perfectamente
las operaciones, esto ayudará a reducir el tiempo que
no es aprovechado.
2. Tener siempre un medio de
comunicación con un supervisor al momento de llegada
de las cavas.
3. Trabajar con un tamaño de muestra
adecuado, de esta forma obtener el nivel de confianza
deseado.
4. Mantener siempre en buen estado el ascensor
que traslada la mercancía para ser
almacenadas.5. Los empleados deben tener un entrenamiento
para agilizar los procesos que refiere el área de
almacenaje.6. Mantener a los empleados del
almacén siempre dotados de implementos de
seguridad.7. Leer las instrucciones del cronometro y
realizar prácticas con anterioridad, con el fin de
obtener resultados correctos y evitar errores.8. Al momento de realizar la toma de tiempos de
la operación debe seleccionarse aquellos que sean
aptos para los cálculos posteriores, todo esto con el
fin de obtener resultados relevantes.9. Continuar aplicando estudios de
ingeniería de métodos a los
procesos.10. Proveer a los empleados de correcta
información sobre la ubicación de la
mercancía.11. Es importante hacer un estudio de tiempos
con el fin de calcular el tiempo promedio de
selección, así evaluar el proceso y realizar
todas las mejoras posibles.12. Realizar un formato adecuado para registrar
los tiempos obtenidos organizadamente, el cual refleje los
cálculos que deban realizarse en la operación y
contar con información que ayude a obtener y
comprender fácilmente los datos
registrados.
13. Tener conocimiento de la
calificación de la velocidad con la que trabaja el
operario nos muestra su porcentaje promedio de
Eficiencia.
14. La asignación de tolerancias justas
en la ejecución de operaciones asegura que el operario
tenga las comodidades esenciales para realizar eficazmente
sus actividades sin generarle fatigas o pérdidas a la
empresa.15. Mejorar el sistema de organización
del área de trabajo. Si las áreas de trabajo
están bien organizadas, el operario tardará
menos tiempo buscando lo que necesite.
Bibliografía
Benjamín, N. Ingeniería Industrial.
Métodos, tiempos y movimientos (3 ra. Ed.). Ediciones
Alfaomega: México, 1990.
HODSON, K. William. (1996). Cuarta
Edición. Manual del Ingeniero Industrial. Tomos II y
III.
Hodson, W. Manual de Ingeniero
Industrial (4ta. Ed.). Mc Graw – Hill: México,
1998.
INGENIERÍA DE MÉTODOS
(EdwradKrick)
http://members.tripod.com/e
soule/tesis
Manejo_de_los_Mat… · Archivo
PDF
Manual: Gerencia de control de
inventario.
Rojas, R. Orientaciones prácticas para la
elaboración de informes de investigación (2da.
ed.). Ediciones UNEXPO: Venezuela, 1997.
Tamayo, M y Tamayo. Diccionario de la
investigación científica (2 da. Ed.) Limusa:
México, 1988
Turmero I., (2014), Apuntes de clases
de Ingeniería de métodos, Ingeniería
Industrial. UNEXPO.
Turmero, I. (s.f.) Diapositivas de
clases de ingeniería de métodos. [Diapositivas
LÁMINAS MÉTODOS HORIZONTAL Y VERTICAL de
PowerPoint].
Anexos
Anexo 1. Tabla de Distribución
t-Student

Anexo 2. Tabla Sistema
Westinghouse.

Anexo 3. Hoja de
Concesiones.
Anexo 4. Definiciones Operacionales de
Los Factores de Fatiga.






Anexo 5. Tabla de Concesiones por
Fatiga


Autor:
Bosca José
Machado Luis
León Yuleivis
Silva Elias
PROFESOR:
MSc. Ing. Iván Turmero
Enviado por:
Iván José Turmero
Astros
CIUDAD GUAYANA, MARZO DE 2.015
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |