Sistema de gestión para los procesos y sub-procesos, Fibranova C.A. (página 3)
Población y Muestra Arias (2006), define la población como: "un conjunto finito o infinito de elementos con característica comunes para los cuales serán extensivas las conclusiones de la investigación" (p. 81).
Arias (2006), define la muestra como: "Un subconjunto representativo y finito que se extrae de la población accesible". (p. 83) Población "Una población es un conjunto de todos los elementos que estamos estudiando, acerca de los cuales intentamos sacar conclusiones". Levin & Rubin (1996), para el caso de la presente investigación la población está definida por todos los procesos medulares de la línea de producción de FIBRANOVA C.A.
Muestra "Una muestra debe ser definida en base de la población determinada, y las conclusiones que se obtengan de dicha muestra solo podrán referirse a la población en referencia", Cadenas (1974), con relación a la muestra es coincidente con la población, es decir son todos los procesos medulares de la línea de producción de FIBRANOVA C.A.
Recursos: Recurso Humano El recurso humano estuvo formado por:
Tutor industrial
Tutor académico
Ingeniero Industrial
Recurso Físico El recurso físico estuvo formado por:
Papel tamaño carta
Lápices
Computadora
Excel
Word
Procedimiento Metodológico Describir la situación actual de los procesos de la línea de producción de FIBRANOVA C.A.
Realizar de visitas al área.
Entrevistar al personal del área de proceso y administrativo.
Cotejar de documentación relacionada con los procesos.
Identificar los procesos medulares de FIBRANOVA C.A.
Entrevista a cada jefes de áreas.
Observar de forma directa cada proceso.
Documentar las entradas y salidas de los procesos y sub-procesos establecidos en la línea de producción.
Verificar cada proceso
Revisar informes y documentos.
Anotar alguna variable existente
Evaluar los procesos y sub-procesos en la línea de producción.
Verificar todos los procesos en la línea de producción
Asentar cada uno de los procesos
Actualizar los indicadores de procesos de la empresa FIBRANOVA C.A.
Asentar todos los indicadores que se encuentren en el proceso.
Anexar las nuevas propuestas de indicadores con su respectiva descripción.
Diseñar el mapa de proceso de FIBRANOVA C.A.
Revisar mapa de proceso actual
Asentar nuevos sub proceso para la nueva elaboración del mapa.
Desarrollar estrategias de mejoras para el sistema de gestión de FIBRANOVA C.A.
Cotejar todo lo anterior descrito para la realización de la propuesta final
Registrar todo el material utilizado como también la nueva evaluación de todo lo referido a las propuestas expuestas.
CAPÍTULO V
Situación actual
En este capítulo se presenta una descripción general de la unidad donde se realizó el estudio, definiendo las actividades que se realizan, la descripción del proceso y la situación presente en cuanto a todo el proceso que se ejecuta en la línea de producción.
En Venezuela se constituye el 12 de Agosto del año 1998, la filial Fibranova denominada primeramente Tableros Andinos para la construcción de la planta de tableros, un aserradero y una planta de secado.
La Gerencia de operaciones se encarga actualmente de programar y coordinar procesos de auditorías de certificación y de mejoramiento continuo (ISO, SAR, PDA, Equipos de Mejoras, Innovación, nuevas Metodologías de Trabajo). Planificar las acciones requeridas para incorporar nuevos sistemas de gestión al igual que dirigir tareas concernientes al mejoramiento sostenible en las Operaciones, tanto en áreas externas e internas, reparaciones menores y al activo fijo, tomando en cuenta implicaciones ambientales y riesgos potenciales, al fin de lograr el funcionamiento óptimo de las áreas que integran la planta.
DESCRIPCIÓN DE LA SITUACIÓN ACTUAL DE LOS PROCESOS DE LA LÍNEA DE PRODUCCIÓN DE FIBRANOVA C.A. A continuación se realiza una descripción detallada de todas las líneas de producción que posee la empresa una a una entrelazadas.
Línea de recepción de materia prima El sistema de recepción de materia prima cuenta con tolva de recepción de astillas (chips) sin corteza de proveedores externos, las cuales son transportadas hasta las pilas de almacenamiento. Las pilas de astillas están construidas sobre un piso de asfalto o concreto y canales de recolección de agua de lluvia. Los canales están cubiertos con una malla para retener los sólidos.
Se tiene previsto que el astillador procese igualmente troncos con corteza y producir astillas con corteza que serán utilizados en la elaboración de los tableros MDP. Para el almacenamiento de astillas se dispone de dos pilas o silos, cada uno con capacidad para una semana de producción.
Otro tipo de materia prima que se recibe de proveedores externos es aserrín, el cual es transportado igualmente en camiones, se deposita en una tolva y mediante cinta transportadora se lleva al silo cerrado de almacenamiento. Por consideraciones ambientales, el diseño de la planta contempla que todas las cintas transportadoras de materia prima, en las áreas externas, son cerradas.
Línea de planta de astillado Esta sección es común para ambas líneas de producción y comprende un sistema para el manejo de troncos y producción de astillas, así como la recepción de astillas, corteza y aserrín verde comprado a terceros.
Los troncos pulpables llegan a la planta en camiones y se llevan a un patio de recepción y almacenamiento con capacidad para mantener un stock para dos semanas de operación. El área, de aproximadamente 254 m de largo por 70 m de ancho (17.780 m2), es compacta, libre de piedras y con piso de asfalto o de cemento y sistemas de drenaje, con rejillas de desbaste para la retención de sólidos, para canalizar las aguas de lluvia.
Para la movilización y manejo de los troncos se utilizan grúas tipo Prentice o cargador frontal con garra o skidder, que descargan los camiones, forman las pilas de almacenamiento, tomando el tronco desde el área de acopio y lo llevan hasta el descortezador, equipo con forma de tubo donde el tronco se hace girar y por acción del choque entre los troncos y con los elementos de corte en la pared interior del cilindro, se logra desprender toda la corteza.
La corteza cae en una correa transportadora que la lleva a una bodega techada. El sistema cuenta con una tolva para la recepción de corteza proveniente de Andinos C.A., para ser utilizada igualmente como combustible en la planta de energía. Antes de ser almacenada en el silo que dosifica a la planta térmica, la corteza se chequea con un detector de metales y se pasa por un molino para reducirla de tamaño. Para alimentar la planta térmica se dispone igualmente de un silo para almacenar los desechos de fibra que se generan en diferentes puntos del proceso de elaboración de los tableros.
El tronco descortezado sigue por una correa transportadora hasta el astillador (Chipper), donde se obtienen astillas de aproximadamente una pulgada (2,54 cm). El astillador cuenta con extractor y filtro de mangas para retener las partículas, los mismos se extraen del filtro y se recirculan al unirlos, mediante una correa transportadora, con la pila de astillas para MDP.
Línea de tableros de fibra de densidad media (MDF). Las astillas procedentes de las pilas de almacenamiento se hacen pasar por un detector de metales y luego un clasificador (criba vibratoria) donde se seleccionan las astillas.
El material grueso rechazado se envía a la bodega techada que alimentan a la planta térmica, los finos se re circulan al proceso de MDP y las astillas caen a una correa transportadora que las lleva a un lavador, donde se limpian con agua para extraerle impurezas como arena y piedras.
El agua utilizada en el lavado pasa por una serie de separadores para retirarle los sólidos y retornaría al estanque de lavado. En este proceso de separación se genera una purga de un 5 a 10% de agua que es enviada a la planta de tratamiento y el 90 / 95 % se re circula al proceso.
Las astillas lavadas pasan al área de refinación, allí son descargadas en una tolva vaporizadora y luego a un precalentado, mediante lo cual la astilla se ablanda para pasar seguidamente al desfibrador mecánico o refinador, sistema presurizado a unos 8 bar, donde se separa la fibra (algodón de madera).(Ver Figura 4) Línea de tableros de partículas (MDP). El proceso para la elaboración del tablero MDP se diferencia del anterior en que es un proceso "seco". Los tableros de partículas (Tableros MDP) se elaboran a partir de astillas con y sin corteza, aserrín procedente de Andinos C.A. y un aserrín más fino (polvo), que se recolecta en los filtros de manga en diferentes puntos del proceso de producción. Para ello la planta cuenta con tres silos de almacenamiento, para hojuelas (chips), aserrín y polvo.
Las astillas con y sin corteza se dosifican a un sistema clasificador compuesto por zarandas vibratorias y molinos, donde las astillas se convierten en hojuelas. Este sistema está equipado con extractor y un ciclón donde se separan las partículas sólidas del aire, para ser reincorporadas a la cinta transportadora que lleva las hojuelas a almacenamiento.
En este proceso de clasificación las zarandas (harneros vibratorios) rechazan cualquier material de sobre tamaño, compuesto generalmente por nudos de la madera, los cuales son llevados a la planta térmica.
Los tres tipos de materia prima (hojuelas, aserrín y polvo) se dosifican y se llevan por medio de una cinta transportadora hacia un tubo secador, donde se ponen en contacto con los gases de combustión de la planta térmica.
Luego del tubo secador pasa a un secador rotatorio donde se completa el secado a la vez que se logra una mezcla homogénea del material. En el proceso de secado los gases de combustión con cierta cantidad de vapor y las partículas de polvo que son arrastradas, pasan a un sistema de ciclones donde se separan los gases para ser recirculados y combinarlos con los gases calientes que se reinyectan al tubo secador, mientras que los sólidos se combinan con los que salen del secador para ser llevados por medio de cintas transportadoras hasta la estación clasificadora.
Línea de lijado. Esta sección es común para ambas líneas principales de producción. Los tableros, una vez que terminan su proceso de enfriamiento a la salida de la prensa, pasan a una bodega intermedia que permite almacenar pilas de tableros y/o pasarlos directamente a la línea de lijado o la línea de dimensionamiento.
El sistema de lijado permite calibrar y pulir las dos caras de los tableros y apilarlos, dependiendo de su clasificación superficial. Los tableros que superficialmente no cumplen los requisitos de calidad final son utilizados como "tapas" en el embalaje. Como producto del lijado se genera polvo que es retirado neumáticamente desde las lijadoras, separado en ciclones y retirados del sistema en los filtros de mangas. Finalmente son enviados al edificio de almacenamiento de combustible de la planta térmica.
Esta línea es alimentada por los carros (también llamados satélites) de la bodega intermedia con pilas con una altura máxima de cuatro metros o un peso máximo de 60 toneladas.
Esta posee dos estaciones de alimentación compuestas por una mesa elevadora y un transportador de cadena cada una, permanentemente alimentada de tableros desde la bodega de almacenamiento intermedia y donde el carro con ventosas alimentará los tableros de uno en uno a la mesa transportadora de rodillos para luego pasar el tablero por la primera máquina calibradora en donde se desbastará el 80% del sobre espesor del tablero y posteriormente pasarlo por la segunda máquina (lijadora) en donde se desbastará el 20% del sobre espesor y se le dará al tablero el acabado superficial.
En la estación clasificadora el material se separa en partículas finas y medias que son enviadas a silos cerrados, para formar posteriormente las capas del tablero, mientras que las partículas gruesas o de sobre tamaño pasan a un repicado y se retornan al sistema de clasificación. El proceso de clasificación de partículas cuenta igualmente con un sistema de control de emisiones, conformado por extractores, ciclón para separar las partículas sólidas del aire y filtro de mangas.
Línea de Melamina El proceso de la línea de Melamina, consiste en un recubrimiento de papel melamínico o chapa de madera sobre la superficie superior e inferior del tablero, pudiendo ser este un tablero MDF como MDP.
Este proceso se realiza mediante la alimentación de uno o más tableros dimensionados a una línea, donde se le coloca la chapa o el papel melaminizado que se encuentra impregnado de resina que reacciona con la aplicación de temperatura, esto se lleva a cabo en una prensa hidráulica monoplato, mediante la aplicación de presión y temperatura se logra la adhesión del material a la superficie del tablero.
La temperatura de los platos de calentamiento de la prensa, se logra mediante aceite térmico a una temperatura de 220°C con una presión de 5 bares.
El transportador de rodillos para pilas de tableros que se encuentra a la entrada de la línea, es el que se encarga de recibir el material y transportarlo a un carro de desplazamiento el cual distribuye de manera equitativa las pilas de tableros teniendo un movimiento transversal reversible, luego que el material es recibido por dos plataformas elevadoras, que se encargan de levantar las pilas de tableros cada vez que se alimente un tablero a línea de producción, después un mecanismo empujador con nariz y ventosas, extrae el tablero de la pila enviándolo a la mesa alineadora, que alinea el tablero con respecto a la dirección de trabajo.
Línea de planta térmica. La planta térmica tiene como función:
Suplir la energía necesaria para el proceso de secado de ambas líneas, mediante la utilización de los gases calientes de combustión (900- 925 AC).
Calentar el aceite térmico, el cual alcanza una temperatura de 230 a 280 AC. Este aceite térmico es utilizado para el prensado en caliente de ambas líneas y para calentar el agua y generar el vapor que se requiere en el desfibrador. La planta térmica cuenta con los siguientes componentes principales:
Sistema de alimentación de combustible sólido para el distribuidor de Carga.
Cámara de combustión con: distribuidor de carga reciproco (parrilla inclinada móvil), en la parte inferior de la cámara; boquillas de quemado para los polvos de lijado, situados en la parte superior de la cámara; quemador de gas natural instalado sobre el techo de la cámara.
Chimenea de emergencia para ventear el humo en caso de fallas, como por ejemplo la falta del suministro de energía.
Cámara de mezclado para enfriar los gases que pasan a los multiciclones limpiadores y al secador a través de la dilución con aire externo.
Multiciclones limpiadores para la depuración del gas antes de pasar por el secador como medida de seguridad.
Generador de vapor con sistema de alimentación de agua.
Sistema de control de procesos.
Linea de cut to panel. Esta es conocida como la línea de formateo y tiene como función recibir los tableros con las dimensiones estándares de salida de prensa (entradas máximas 7500mm x 2900 mm y mínimas 5000 x 2500mm), esta línea es alimentada por los satélites de salida de la bodega intermedia, los tableros ya lijados se almacenan en la bodega y son llevados a la estación de separación de pilas para luego alimentar a las dos mesas elevadoras de la línea de Cut to panel.
Posteriormente, por medio de un mecanismo de ventosas se forman paquetes (book) de 210 mm de alto, para realizarle los cortes correspondientes según el formato seleccionado (salidas máximas 4880 x 1850 mm, salidas mínimas 1850 x 940 mm).
El paso siguiente, una vez realizados los cortes, es trasladar el paquete cortado por medio de la carretilla elevadora hasta la mesa formadora de paquetes y apilarlo a una altura cuyo rango está entre 750 y 900 mm pasa el paquete a la estación separadora de paquetes para posteriormente trasladarlo a la línea de embalaje, en donde se colocan tapas, tacos y flejes al paquete terminado, el Cual es entregado a la bodega de productos terminados.
Si el formato deseado es menor al mínimo de salida de Cut to panel, este tendrá que ser enviado a la línea de Cut to Size por medio de montacargas.

Figura 4. Diagrama de flujo de la línea de producción de tableros MDF. Proceso Productivo.
Fuente: FIBRANOVA C.A
CAPÍTULO VI
Análisis y resultados
Este capítulo tiene como finalidad mostrar los resultados logrados de manera más amplia y detallada para lograr definir los problemas obtenidos y posibles soluciones, cumpliendo así con el objetivo de esta investigación, plasmando los resultados alcanzados para la culminación de las metas.
IDENTIFICACIÓN DE LOS PROCESOS MEDULARES DE FIBRANOVA C.A. Estos procesos conforman la estructura medular de la organización FIBRANOVA C.A, las tareas que se realizan día tras día ligadas a uno o a muchos procesos que siempre deben tener como objetivo intrínseco cumplir con la misión y visión de la organización.
Son procesos necesarios para la realización del producto, dicho de otra forma la espina dorsal de todo el proceso general que se lleva a cabo. Razón de ser del negocio (cadena de valor) en el diagrama de procesos se puede evidenciar cuáles son las tareas paso a paso, los roles, la relación entre áreas de la organización, los objetivos y variables críticas para el que fuese necesario. Al igual que también podemos encontrar la importancia de estar conectados con los procesos de las otras empresas pertenecientes al grupo MASISA, de las que depende FIBRANOVA C.A. (Ver Figura de la 5 a la 10 respectivamente).

Figura 5. Diagrama de Procesos Medulares de FIBRANOVA C.A. Fuente: Elaboración propia 91

Figura 6. Diagrama de Procesos Medulares de FIBRANOVA C.A. Zona A. Fuente: Elaboración propia

Figura 7. Diagrama de Procesos Medulares de FIBRANOVA C.A. Zona B. Fuente: Elaboración propia 93

Figura 8. Diagrama de Procesos Medulares de FIBRANOVA C.A. Zona C. Fuente: Elaboración propia

Figura 9. Diagrama de Procesos Medulares de FIBRANOVA C.A. Zona D. Fuente: Elaboración propia 95

Figura 10. Diagrama de Procesos Medulares de FIBRANOVA C.A. Zona E. Fuente: Elaboración propia Análisis del Diagrama de Procesos Medulares Los procesos necesarios para la realización del producto es la razón de ser del negocio (cadena de valor). A través de la observación del proceso, se evidenciaron cuáles son las principales operaciones.
Es importante destacar la importancia de tener un personal más comprometido con sus funciones, por ello se requiere hacerles conocer en cuál tipo de proceso se encuentran sus actividades, para así entender la importancia de su trabajo y el mejoramiento de sus funciones, existe personal que cumple con sus actividades día a día sin saber la importancia que desempeña dentro de la cadena de valor, estamos haciendo referencia de la gestión de la calidad, la cual está íntimamente relacionado a la gestión de procesos medulares, de esta forma podemos decir que las ventajas de tener un mapa de procesos, sirve para contextualizar las labores de una manera visual.
DOCUMENTACIÓN DE LAS ENTRADAS Y SALIDAS DE LOS PROCESOS Y SUB-PROCESOS ESTABLECIDOS EN LA LÍNEA DE PRODUCCIÓN. Existen varias razones que explican por qué un buen diseño de gestión debe controlar las entradas en las operaciones de preparación, dicha entrada dependen de la gestión que se tenga implementada.
La salida, se obtiene con los resultados generados, es la única razón para el desarrollo del sistema y la base donde ellos evaluarán la utilidad de la aplicación, así como también si los servicios y metas están alineados apropiadamente. Para la elaboración de la documentación se requirió hacer un análisis exhaustivo de las fichas de procesos que posee la organización tomando en cuenta los códigos y nombres de cada proceso para que se pueda observar directamente de donde provienen los datos, se nombraron los proveedores (Grupo MASISA), El Tipo (materia prima, insumo o bien, servicio, producto, sub-producto o desecho) y Cliente (Grupo MASISA).
97 A continuación se desarrollaron la descripciónes de cada una de las actividades de entradas y salidas por cada en el proceso productivo de la línea de producción de FIBRANOVA C.A., Es importante destacar que se tomaron solo proveedores internos pertenecientes al Grupo MASISA los cuales son Terranova de Venezuela C.A, Andinos C.A y Oxinova C. A. (Ver tablas del 1 al 15 respectivamente).
EVALUACIÓN DE LOS PROCESOS Y SUB-PROCESOS EN LA LÍNEA DE PRODUCCIÓN. En esta evaluación de procesos se fijaron puntos de referencia para medir que porcentaje de entradas y salidas están involucradas en todo el procesos, se tomaron en consideración solo los procesos tanto internos como externos, se calcularon los porcentajes de entradas y salidas para cada uno y de qué forma se ven ligados entre sí, considerando también el inicio del proceso, el producto o servicio, los objetivos y el responsable, será un documento indispensable para que estos puntos de referencia puedan ser fijados por administradores del proceso.
En esta sección se hizo un estudio basado en cada una de las fichas de proceso donde se identificaron que se estaba midiendo en los ámbitos de entradas, clasificación, requisitos de entradas, proveedores, tipo de proveedores, salidas, clasificación de las salidas, requisitos para la salida, cliente.
Los documentos relaciones en cada proceso describiendo: código, titulo, almacenamiento y responsable.
Las variables críticas o procesos claves están categorizadas en: tipo, variable, método de verificación, acción en caso de desviación y responsable.
En la organización será muy importante la supervisión del progreso para cada proceso, esto con el fin de determinar la efectividad de la gestión. A continuación se desarrollaron todas las evaluaciónes de los procesos y sub-procesos de la línea de producción de FIBRANOVA C.A. (Ver Gráficos del 1 al 30 respectivamente) 98 Recepción y Preparación de Madera


Análisis: Como se puede observar en el gráfico, las variables que se encuentran inmersas en el proceso son: Materia prima, insumos, servicio y equipos. Los materiales o insumos deben apartarse en recepción de acuerdo con la orden de compra a la cual deben de ajustarse la factura. La misma debe de especificar: unidades, piezas, kilos o litros, recordando que en Venezuela, el sistema legal para medir o pesar es el sistema métrico decimal, cuya base es el metro.
Las operaciones de recepción se efectúan desde el momento de desembalar el cargamento a su llegada, por lo que interesa disponer del espacio necesario para evitar los embotellamientos. El receptor cuantitativo efectúa sus verificaciones bien sea contando de pieza por pieza de las mercancías recibidas en número o bien por mediciones que permitan las verificaciones dimensionales de identificación. Todo proceso productivo requiere servicios y equipos, tomando en cuenta que sin estos no se puede 100 llevar a cabo el mismo. Los servicios que se presentan son diversos en tipo de equipo y calidad. Dependiendo de las necesidades del cliente.

Análisis: Las variables a analizar en este gráfico son: el producto representa el 40% de la producción junto con los desechos, teniendo los subproductos el 20% de la misma. Los materiales lignocelulósicos (que se encuentran en los desechos), constituyen una fuente de materia prima importante para la obtención de productos de amplia utilización en la agricultura. El Gráfico demuestra la paridad que existe entre los productos y los desechos de estos, que se generan durante el proceso productivo.
El subproducto continúa conservando sus propiedades naturales y por eso garantiza un buen desempeño, aun cuando es reutilizada. De esta forma se garantiza la madera que resulta en las demoliciones pueda tener una nueva vida, en lugar de dejarla podrir y dañar.
Preparación de Fibra

Tabla 5. ENTRADAS DE PREPARACIÓN DE FIBRA

Análisis: Se requiere un proceso muy específico para formar el tablero MDF, es por ello que en el Gráfico se muestra la importancia de los insumos que se requieren para formar la mezcla y los equipos que se utilizarán en el proceso. El tablero MDF es una placa de material de fibra de la madera que se fabrica uniendo las fibras con pegamento de resina sintética termofijada. Se puede ver en el Gráfico que los principales materiales son: los insumos y los servicios. Las fibras de madera son obtenidas mediante un proceso termo-mecánico y unidas con adhesivo que polimeriza mediante altas presiones y temperaturas.
La materia prima a utilizar en FIBRANOVA C.A es astilla de pino radiata, suministrada por terceros. La resina a utilizar es el Urea Formaldehído. También se agrega cera para mejorar las características de hinchamiento del tablero.
Tabla 6. SALIDAS DE PREPARACIÓN DE FIBRA

Análisis: El producto, el cual, representa el 20% es la fibra básicamente se obtienen cuando la astilla es procesada en varios equipos industriales tales como el vaporizador, el precalentador y el desfibrador dándoles propiedades físicas adecuadas para el proceso de desfibrado. Los desechos que forman el 60% son aserrín, conglomerado (para hacer utilitarios de bajo costos y por eso son tan aceptados actualmente) Producción Tableros MDF
 Tabla 8. ENTRADAS DE PRODUCCIÓN TABLEROS MDF
Tabla 8. ENTRADAS DE PRODUCCIÓN TABLEROS MDF

Análisis: En este Gráfico la materia prima representa el 5% y se utiliza principalmente para los tablero MDF, los cuales son aglomerado elaborado con fibras de madera (que previamente se han desfibrado y eliminado la lignina que poseían) aglutinadas con resinas sintéticas mediante fuerte presión y calor, en seco, hasta alcanzar una densidad media. La importancia en este proceso recae en los servicios que se le realizan a la materia prima antes de ser procesada, es por ello que representa el 55% del proceso de elaboración de los tableros MDF.
Tabla 9. SALIDA DE PRODUCCIÓN TABLEROS MD

Análisis: El gráfico muestra la cantidad porcentual del proceso terminado, logrando así; el producto 34%, desechos 33%. El producto se logra cuando la fibra se mezcla con aditivos (resina, cera y urea) y finalmente pasa por un proceso de prensado en donde se aplica presión y temperatura dando así origen al tablero de MDF. Principalmente se elabora con desechos tales como; viruta o aserrín fino de pino tipo radiata o maderas similares.
Preparación de Viruta

Tabla 11. ENTRADAS DE PRODUCCIÓN DE PREPARACIÓN DE VIRUTA.

Análisis: Materia prima la viruta con un 16%, es un fragmento de material residual con forma de lámina curvada o espiral que se extrae mediante un cepillo u otras herramientas, tales como brocas, al realizar trabajos de cepillado, desbastado o perforación, sobre madera o metales. Se suele considerar un residuo de las industrias madereras o del metal; no obstante tiene variadas aplicaciones. En este proceso las variables más importantes son los insumos 37% y los servicios 37% porque gracias a estos se forma el producto final.
Tabla 12. SALIDAS DE PRODUCCIÓN DE PREPARACIÓN DE VIRUTA.

Análisis: Dentro de los productos, los cuales forman el 40% como lo demuestra la gráfica, la materia prima es la viruta obteniéndose como producto final: tablas de madera aglomerada, embalaje y protección de paquetes, material de aislamiento, compost en jardinería, etc.
Los desechos o aserrín se ha usado también como cama o lecho para animales, bien en bruto o bien tras su procesado, siendo aglutinado y pelletizado.
Producción de Tableros Aglomerados

Tabla 14. ENTRADAS DE PRODUCCIÓN DE TABLEROS AGLOMERADOS.

Análisis: los tableros aglomerados, están formados por partículas de madera o de otro material leñoso (materia prima 29%), son fabricados a partir de partículas finas y comprimidas de madera (servicio y equipo 46%) que se unen entre sí con un adhesivo ureico (insumos 25%).
Cabe destacar estos tableros poseen una baja emisión de formaldehido (norma europea E1)
Tabla 15. SALIDAS DE PRODUCCIÓN DE TABLEROS AGLOMERADOS.
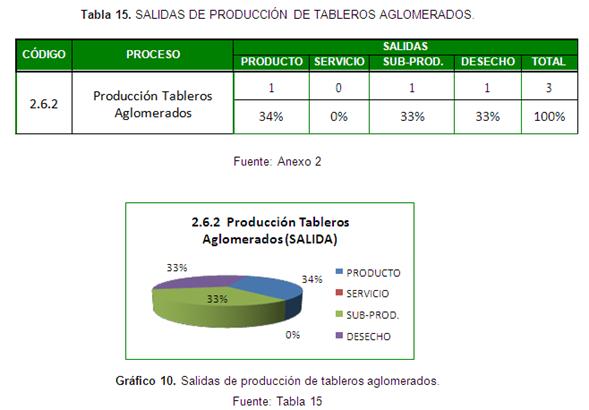
Análisis: El tablero aglomerado, es delgado de partículas finas de madera unidas entre sí mediante un adhesivo ureico, fabricado en un proceso de prensa continua. Existe varios tipos de tableros aglomerados y el Gráfico demuestra que el 34% de los productos son de este tipo.
Sub-producto: Panel, es un tablero grueso de partículas de madera unidas entre sí mediante un adhesivo ureico.
Terminación (Lijado)

Tabla 17. ENTRADAS Y SALIDAS DE PRODUCCIÓN DE TERMINACIÓN (LIJADO).

Análisis: La materia prima en este caso es la madera. Es muy importante que en el lijado se utilice el grano correcto para el lijado, considere que el grano del papel lija sea lo suficientemente pequeño para que no se note el rayado (Lija grano 220 como mínimo (insumo 40%)). En este proceso se puede observar que se genera información, la cual es muy importante para los archivos del proceso, permitirá comparar el proceso actual con el futuro.
Tabla 18. SALIDAS DE PRODUCCIÓN DE TERMINACIÓN (LIJADO).

Análisis: El sistema de lijado permite calibrar y pulir las dos caras de los tableros y apilarlos, dependiendo de su clasificación superficial. Los tableros que superficialmente no cumplen los requisitos de calidad final son utilizados como "tapas" en el embalaje. Como se puede observar en el Gráfico el producto casi terminado representa un 33% en el proceso de lijado, este proceso es muy sencillo pero en esta etapa los sub-productos como las tapas y los tableros de rechazos son importantes representando el 50% del total producido en este proceso.
Terminación (Cut to panel)

Tabla 20. ENTRADAS DE PRODUCCIÓN DE TERMINACIÓN (CUT TO PANEL).

Análisis: La materia prima en este proceso son los tableros ya lijados. Este proceso tiene como función recibir los tableros con las dimensiones estándares de salida de prensa (entradas máximas 7500mm x 2900 mm y mínimas 5000 x 2500mm), esta línea es alimentada por los satélites de salida de la bodega intermedia, los tableros ya lijados se almacenan en la bodega y son llevados a la estación de separación de pilas para luego alimentar a las dos mesas elevadoras de la línea de Cut to panel, estas dos mesas forman tanto los servicios como el equipo que se utiliza en el mismo. Generando información de gran importancia para el personal que actúa en el proceso.
Tabla 21. SALIDA DE PRODUCCIÓN DE TERMINACIÓN (CUT TO PANEL).

Análisis: Como se puede observar tanto los productos como los subproductos representan el 65% de la producción que sale de este proceso en el cual, se traslada el paquete cortado por medio de la carretilla elevadora hasta la mesa formadora de paquetes y apilarlo a una altura cuyo rango está entre 750 y 900 mm, pasa el paquete a la estación separadora de paquetes para posteriormente trasladarlo a la línea de embalaje, en donde se colocan tapas, tacos y flejes al paquete terminado, el Cual es entregado a la bodega de productos terminados.
Impregnación

Tabla 23. ENTRADAS DE PRODUCCIÓN DE IMPREGNACIÓN.

Análisis: La línea de impregnación se relaciona a impregnar el papel con una solución de resina para que pueda luego adherirse al tablero aplicando presión y temperatura.
La línea de impregnación de papel sirve perfectamente para impregnación y secado de diversos papeles decorativos. Un tipo especial de pegamento es fabricado mediante la mezcla de resina, de Melamina, resina fenolica, urea y otros polvos químicos, generando un pegamento que se aplica sobre el papel. Luego, el papel es secado mediante un secador antes de enfriar. De esta manera se fabrica el papel impregnado, que también se le conoce como papel de melamina.
El papel de melanina producido es aplicado comúnmente como papel decorativo para paneles de muebles, tablas de piso, laminados de alta presión y otros sustratos. .
122 Tabla 24. SALIDA DE PRODUCCIÓN DE IMPREGNACIÓN.

Análisis: El Gráfico describe que el 17% de la producción es impregnada para garantizar su curado y calidad de vida del producto.
Melamina

Tabla 26. ENTRADAS DE PRODUCCIÓN DE MELAMINA.

Análisis: El proceso de melamina no es más que un laminado decorativo de baja presión y es considerado una de las mejores alternativas del mercado de recubrimientos para muebles. Melamina, se utiliza en la fabricación de muebles de baño y cocina, hogar, oficina, hospitales e instalaciones comerciales.
Tabla 27. SALIDA DE PRODUCCIÓN DE MELAMINA.

Análisis: Melamina, es la mejor alternativa de calidad a menor costo, ya que no requiere trabajo adicional de terminación. Las otras alternativas del mercado requieren la compra de materiales adicionales para su acabado tales como: tableros crudos, pegamento, laca, chapilla, etc. que posteriormente necesita de la mano de obra, lo que se traduce en mayor costo y menor productividad. Producto terminado, es un tablero de madera recubierto por una lámina decorativa saturada con resinas melamínicas, que se termofunde a ambas de caras del tablero, otorgando una superficie totalmente cerrada, libre de poros, dura y resistente al desgaste superficial.
Planta Térmica

Tabla 29. ENTRADAS PLANTA TÉRMICA.

Análisis: La planta térmica, es uno de los equipos más importantes en todo el proceso, genera y suministra el aceite térmico utilizado en el área de prensa MDF, el vapor utilizado en el área de refinación y otros elementos necesarios para llevar a cabo el proceso de producción de tableros. En otras palabras, es el corazón del proceso productivo de tableros MDF y MDP.
Tabla 30. SALIDAS DE PLANTA TÉRMICA.

Análisis: El proceso productivo de la empresa, se encuentra controlado de forma automatizada. Es decir, la empresa cuenta con un lugar denominado "sala de control" donde se controlan y vigilan los niveles de temperatura, humedad, presión, entre otros factores que hacen posible las operaciones de manera eficiente del proceso en cada una de sus áreas. Los subproductos de la actividad de aserradero, permiten aprovechar significativamente un material que en la actualidad constituye un desecho, y el aumento del valor agregado del bosque de Pino Caribe que Terranova de Venezuela C.A. maneja en los estados Monagas y Anzoátegui.
Tratamientos de efluentes líquidos industriales Tabla 31. ENTRADAS Y SALIDAS DE PRODUCCIÓN DE TRATAMIENTOS DE EFLUENTES LÍQUIDOS INDUSTRIALES.

Tabla 32. ENTRADAS DE PRODUCCIÓN DE TRATAMIENTOS DE EFLUENTES LÍQUIDOS INDUSTRIALES.

Análisis: Los efluentes líquidos son residuos líquidos o residuos líquidos mezclados con sólidos. El tratamiento de efluentes líquidos es muy complejo y requiere de muchas etapas, lo que el Gráfico demuestra que en todo el proceso se realiza el tratamiento en todas las etapas del mismo. Demostrando una capacidad para el tratamiento de las aguas de proceso y las aguas servidas que se generen durante la operación, con el fin de dar cumplimiento con el Decreto N° 883 con relación a la descarga de efluentes.
Tabla 33. SALIDAS DE PRODUCCIÓN DE TRATAMIENTOS DE EFLUENTES LÍQUIDOS INDUSTRIALES.

Análisis: El tratamiento de las aguas contempla como etapa inicial un tratamiento físico-químico, el cual se inicia mediante la filtración de sólidos, y el almacenamiento en un estanque homogeneizado que permite absorber las variaciones del proceso y eventuales emergencias. Seguido de un proceso de estabilización del pH, la adición de coagulantes y floculantes, para luego mediante un estanque sedimentador, separar las aguas claras de los lodos.
Mantenimiento

Tabla 35. ENTRADAS DE PRODUCCIÓN DE MANTENIMIENTO.

Análisis: Los dispositivos respiratorios (Respiradores de tubo de aire seco, son una serie de dispositivos que funcionan con aire comprimido, una mezcla de gases y estos van a una careta hermética que sella toda la cara. Su uso en ambientes contaminados con emanaciones, neblinas, humos, gases y vapores es de bajo riesgo toxico.) obligan a mantener una serie de regímenes de mantenimiento muy exigente ya que su mecánica lo exige, por lo que deben ser revisados periódicamente y correctamente mantenidos para que al momento de verse la necesidad de usarlos estos, estén en perfecto estado. Como demuestra la gráfica el mantenimiento se lleva al 100% garantizando el cuidado tanto del medio ambiente como el del producto, proporcionando así la satisfacción del cliente.
Tabla 36. SALIDA DE PRODUCCIÓN DE MANTENIMIENTO.

Análisis: El mantenimiento en cualquier empresa es obligatorio y en FIBRANOVA C.A aún más, la gráfica demuestra que el servicio de mantenimiento se cumple en un 83%, demostrando así el compromiso que posee la empresa con sus clientes, trabajadores y las Leyes. Cuando es necesario efectuar trabajo de mantenimiento en locales de trabajo, sin detener las operaciones, se toman todas las medidas preventivas necesarias para asegurar que los trabajadores de los mismos están suficientemente protegidos. En el caso que se requiera detener el proceso, se solicita el permiso de intervención de equipos con su respectiva evaluación de seguridad.
Mantenimiento (correctivo)

Tabla 38. ENTRADAS DE PRODUCCIÓN MANTENIMIENTO (CORRECTIVO).

Análisis: El mantenimiento correctivo comprende las actividades de todo tipo encaminadas a tratar de eliminar la necesidad de mantenimiento de emergencia, corrigiendo las fallas de una manera integral a mediano plazo. Las acciones más comunes que se realizan son: modificación de elementos de máquinas, modificación de alternativas de proceso, cambios de especificaciones, ampliaciones, revisión de elementos básicos de mantenimiento y conservación. Este tipo de actividades es ejecutado por el personal de la organización de mantenimiento y/o por entes foráneos, dependiendo de la magnitud, costos, especialización necesaria u otros; su intervención tiene que ser planificada y programada injustificada.
Tabla 39. SALIDA DE PRODUCCIÓN MANTENIMIENTO (CORRECTIVO).

Análisis: Para evitar paradas de urgencia que paren por completo la producción, se toma como basamento las instrucciones técnicas recomendadas por fabricantes, constructores, usuarios y experiencias conocidas, para obtener ciclos de revisión y/o sustituciones para los elementos más importantes de un sistema productivo a objeto de determinar la carga de trabajo que es necesario programar.
Su frecuencia de ejecución cubre desde quincenal hasta generalmente periodos de un año. Es ejecutado por las cuadrillas de la organización de mantenimiento que se dirigen al sitio para realizar las labores incorporadas en un calendario anual.
Mantenimiento (sintomático)

Tabla 41. ENTRADAS DE PRODUCCIÓN MANTENIMIENTO (MANTENIMIENTO SINTOMÁTICO).

Análisis: El mantenimiento "sintomático" se basa en identificar y medir síntomas que presentan las máquinas antes de fallar. Cuando los síntomas llegan a valores críticos se debe planificar acciones de mantenimiento sobre la máquina, que corresponde al Mantenimiento Preventivo. En Masisa los trabajadores encargados del mantenimiento de los equipos verifican los valores de trabajo de las máquinas para su excelente uso. Generando así información que le permita a las diagnosticar a tiempo cualquier problema en las máquinas.
Tabla 42. SALIDA DE PRODUCCIÓN MANTENIMIENTO (MANTENIMIENTO SINTOMÁTICO).

Análisis: En el Gráfico se demuestra que el mayor porcentaje que encuentra en los servicios, es esencial que las personas que hacen este tipo de mantenimiento tengan en cuenta que hay máquinas que no se puede aplicar este tipo de mantenimiento, debido a que no presentan síntomas antes de fallar. Se puede sub-clasificar como: Nivel I: La audición para detectar ruidos. El olfato, olor a quemado. El tacto en aumento de temperaturas y vibraciones. La vista para detectar vibraciones, fugas, cortocircuitos y humos. Nivel II: Uso de instrumentos básicos que pueden indicar valores críticos de variables relacionados con síntomas, fáciles de entender. Entre estos instrumentos, tenemos: manómetros, termómetros, amperímetros, luces indicadoras, etc.
141 Recepción, Atención y Cierres de solicitudes del departamento de Mejoramiento y Servicios.

Tabla 44. RECEPCIÓN, ATENCIÓN Y CIERRES DE SOLICITUDES DEL DEPARTAMENTO DE MEJORAMIENTO Y SERVICIOS.

Gráfico 29. Entradas de producción de recepción, atención y cierres de solicitudes del departamento de mejoramiento y servicios.
Fuente: Tabla 44.
Análisis: La ficha técnica del proceso Atención, Recepción y Cierre de Solicitudes del Departamento de Mejoramiento y Servicios que refleja su caracterización, donde se especifican los proveedores, los insumos, procesos que lleva a cabo, servicios y productos resultantes y sus clientes.
Tabla 45. SALIDA DE PRODUCCIÓN DE RECEPCIÓN, ATENCIÓN Y CIERRES DE SOLICITUDES DEL DEPARTAMENTO DE MEJORAMIENTO Y SERVICIOS.

Análisis: Este es el proceso principal del Departamento de Mejoramiento y Servicios al que tienen acceso todos los demás departamentos del complejo industrial FIBRANOVA C.A a través de un sistema por internet, consiste en recibir una solicitud a través de un correo electrónico, evaluar si aplica a las áreas y actividades que realiza el departamento para luego ser atendida debidamente y cerrada.
ACTUALIZACIÓN DE LOS INDICADORES DE PROCESOS DE LA EMPRESA FIBRANOVA C.A. Para los seguimientos y medición de los procesos la empresa cuenta con sus principales indicadores los cuales están comprendidos en 6 importantes ramas como son:
Indicadores de Ambiente
Indicadores de Calidad
Indicadores de Seguridad
Indicadores de Satisfacción del cliente
Indicadores de Desempeño de proceso
Indicadores de Cadena de custodia
Los cuales se encuentran definidos bajo estándares indicados para cada proceso, haciendo un estudio de los indicadores que se manejan en la línea de proceso de FIBRANOVA C.A se tiene la selección de cada uno de ellos a través de una tabla explicativa en donde se ubicaron los procesos y tipo de indicador que se maneja en la organización. (Ver Tabla 46). Posteriormente se desarrollaron los análisis de cada indicador, se evaluaron y se midieron cada uno de los procesos.



Posteriormente se evaluaron los indicadores usados en la organización, junto a los procesos, con lo cual se desarrollaron las actualizaciones pertinentes, logrando de esta forma identificar que indicadores se estaban aplicando y no aplicando (Ver Tabla de la 49 a la 52 respectivamente)

El ambiente térmico en el centro laboral, resulta determinante para crear las condiciones óptimas para lograr maximizar el rendimiento de los trabajadores, ya que el valor de las diferentes variables termo higrométricas, en combinación con la intensidad empleada para el desarrollo de las actividades o tareas en el trabajo, influenciada por el tipo de indumentaria y las características individuales de cada trabajador, llegan a crear térmico.
Los diferentes grados de adaptabilidad al ambiente. Es por esto que es de suma importancia mantener el confort de cada trabajador y una de las maneras de hacerlo es garantizando una temperatura adecuada dentro de las labores de oficina.
El Departamento de Mejoramiento y Servicios es responsable del funcionamiento de todos los equipos de refrigeración dentro de planta, y de su mantenimiento, este se realiza de forma planificada y es el segundo proceso más importante con que cuenta el departamento.
Tabla 48. INDICADOR DE CALIDAD EN LOS PROCESOS DE FIBRANOVA C.A

La calidad se ha impulsada fuertemente por la competencia, por la necesidad de desarrollado mejorar la competitividad empresarial. FIBRANOVA C.A asegura la gestión de calidad de los productos, sumando las herramientas de percepción de los clientes, las mejoras de sus sistemas de aseguramiento de calidad y el benchmark anual de calidad de productos de los mercados donde participan. Esto lo llevo a cerrar el año con un indicador de reclamos menos al 0,05% (volumen reclamado/volumen vendido), e inferior al del año 2013.

FIBRANOVA C.A posee la certificación de sus Sistemas de Gestión de Calidad (SGC) bajo la norma ISO 9001:2000, logrando así que todas las operaciones de la Compañía puedan asegurar un mismo nivel de calidad en su gestión. Sistema de gestión de Calidad con el cual se busca cumplir y exceder los requisitos de sus clientes, así como buscar la mejora de la satisfacción de los mismos mediante actividades, productos o servicios.

FIBRANOVA C.A aplica en todos sus procesos los indicadores de seguridad.

FIBRANOVA C.A produce la totalidad de sus tableros con baja emisión de formaldehído y cuenta con certificación Clase E-1 según norma europea, otorgado por el Instituto Alemán Entwicklungs-und Prüflabor Holztechnologie GMBH–EPH. Las resinas urea-formaldehído se utilizan como adhesivos de la fibra de madera, lo cual permite dar consistencia al tablero. El cumplimiento de este estándar es auditado externamente cada seis meses en todas las plantas de la Compañía. Las resinas urea-formaldehído se utilizan como adhesivos de la fibra de madera, lo cual permite dar consistencia al tablero. El cumplimiento de este estándar es auditado externamente cada seis meses en todas las plantas de la Compañía.

FIBRANOVA C.A perteneciente al Grupo MASISA posee la certificación de Cadena de Custodia FSC® en los mercados de Venezuela, Brasil y Argentina para la línea de tableros en base a pino y las líneas de molduras de MDF.
Propuesta para el mejor desempeño de indicadores de Productividad La productividad en FIBRANOVA, C.A, está dirigida a:
1. Proyección Organizacional (Proyectar Modelar Implementar – 5 a 10 años-
2. Adecuación oportuna de la estructura en línea con la implementación de los pilares estratégicos
3. Regionalización / Estandarización de capacidades organizacionales en procesos críticos de:
a) Gestión de Marca
b) Innovación
c) Lean Manufacturing.
4. Gestión de Proyectos (PMO)
5. Compras Estratégicas; Gestión de Calidad Punta a Punta; Servicio al Cliente.
La compañía tiene por objeto la producción y comercialización de tableros de partículas de madera y sus derivados, así como toda actividad de lícito comercio. La planta industrial está diseñada para la producción de unos
metros cúbicos de tableros MDF y unos 120.000 metros cúbicos de tableros MDP.
En los procesos se observaron indicadores, los cuales se evaluaron minuciosamente para detectar las fallas existentes, a manera de análisis, se crearon una serie de herramientas para desarrollar el mejor desempeño de los indicadores actuales, de esta forma ser utilizada para incrementar la productividad en los procesos (Ver Tabla 53), es indispensable que se tome en cuenta que se observaron insuficiencia en la utilización de los indicadores actuales.
Tabla 53. HERRAMIENTA PARA UN MEJOR DESEMPEÑO DE INDICADORES DE PRODUCTIVIDAD

Fuente: Elaboración propia ACTUALIZACIÓN DEL MAPA DE PROCESO DE FIBRANOVA C.A Para definir esta actualización se tomaron como referencia el diagrama de procesos medulares (Ver figura 5) los cuales se colocaron en la zona central del mapa de procesos actualizado (Ver Figura 6). Los procesos medulares pertenecen a los procesos principales que se manejan en el área de producción, posteriormente se incorporaron procesos destacados, ubicados en las entradas y salidas, los cuales no se observaron en el mapa que posee la organización, en la área central del mapa también se observa líneas continuas, FIBRANOVA C.A. emplea esto para hacer referencia que todo allí dentro es uno de los procesos principales, los cuales se nombraron como procesos medulares de la organización.
En la metodología usada se representaron los procesos mediante un diagrama de procesos (Ver figura 5), la observaron de forma directa los procesos en la planta, al personal que labora en planta se les entrevistaron, el objetivo fue aumentar la visibilidad sobre la serie de procesos, permitiendo detectar lo que funciona, para tomar la decisión de exportarlo a otras áreas, y también todo lo que se considera susceptible de mejorar, de esta forma fue posible poner las medidas necesarias para su corrección y actualización.
La Generación de energía, tratamientos de aguas blancas y aguas residuales, la generación de energía eléctrica; consiste en transformar alguna forma de energía (química, cinética, térmica o lumínica, nuclear, solar entre otras), en energía eléctrica. FIBRANOVA C.A genera su propia de energía a través de residuos como la biomasa, para soportar alrededor de 40 % del consumo del complejo.
En cuanto a los tratamientos de aguas blancas y residuales. Es imposible evitar que la industria forestal genere residuos líquidos, sólidos y gaseosos tóxicos, pero gracias a equipos con tecnología moderna es posible recuperarlos para neutralizarlos antes de ser eliminados, o incluso para reciclarlos y usarlos como biomasa. La mayor cantidad de aguas residuales no son peligrosas, siendo en su gran parte escorias y cenizas provenientes de la combustión de biomasa y la propia biomasa, como es el caso de la planta en Macapaima.
Los residuos no peligrosos son enviados a vertederos municipales o rellenos sanitarios; mientras que los desechos peligrosos son almacenados, manejados y dispuestos con base en la legislación de Venezuela. El transporte y disposición final se realiza con empresas autorizadas.
Ahora bien se explicara el proceso de forma general, tomando en cuenta las variables que se encuentran en el mapa de procesos.
En la parte de preparación de la fibra es la etapa esencial del desarrollo del material. En ese punto la preparación se hace en forma de un proceso termomecánico que en la cual se mezclan la humedad y temperatura de las astillas en proceso para la elaboración de tableros MDF.
Los tablero MDF, son una placa de material de fibra de la madera que se fabrica uniendo las fibras con pegamento de resina sintética termofijada. También puede agregarse otros agentes, antes o después de la manufactura del tablero para lograr características particulares de este, tales como resistencia al agua y al fuego. Es un tablero de fibras de madera.
Las fibras de madera son obtenidas mediante un proceso termo- mecánico y unidas con adhesivo que polimeriza mediante altas presiones y temperaturas.
La materia prima a utilizar en FIBRANOVA C.A. es astilla de pino Caribe, suministrada por terceros. La resina a utilizar es el Urea Formaldehido. También se agrega cera para mejorar las características de hinchamiento del tablero.
Una vez producidas las astillas se realiza un para eliminar las posibles arenas o metales que pudiesen incorporar y que provocarían trastornos durante las siguientes etapas del proceso y un mayor desgaste de las herramientas de corte al elaborar el producto. Una vez limpias, las astillas de madera son enviadas al desfibrador termo-mecánico. Antes de que se pueda llevar a cabo el desfibrado propiamente dicho, las astillas son precalentadas y sometidas a un tratamiento con vapor de agua saturado dentro del digestor, a presiones de 8-10 bares durante 3-5 minutos.
Posteriormente, las astillas húmedas y calientes se hacen pasar bajo presión al interior de dos discos desfibradores que normalmente giran en sentido contrario y de cuya separación depende el grosor de la fibra. Las astillas se inyectan por su parte interior y por la acción centrífuga, tienden a salir al exterior pasando antes por los discos desfibradores.
En resumen, el proceso vaporización la homogenización de la temperatura y humedad ayuda a que de las astillas tengan un ablandamiento con respecto a su resina natural y mejorar el proceso de desfibrado.
En proceso de precalentado facilita el proceso de refinación para entrar a los discos del desfibrador para tener un mejor desfibrado de la astilla generando así el material esencial para la fabricación del tablero MDF y MDP.
En el proceso de desfibrado, que facilita el tratamiento mecánico en la cámara del desfibrador donde finalmente se obtienen las fibras es la etapa esencial de obtención de esta sustancia, ya que está condicionado para a la inyección de resina y diferentes aditivos químicos mejora las diferentes propiedades fisiomecanicas del tablero.
En el secado de la fibra se emplea básicamente aire de vapor caliente para proceder al secado de la fibra en el ciclón de secado. Lijado: Fundamental para un acabado óptimo. Si bien el proceso de producción de FIBRANOVA C.A contempla el lijado de terminación, se recomienda lijar antes de aplicar la terminación.
El uso de tintes pigmentados (previos al sellador), es una buena alternativa para igualar pequeñas diferencias de tonos en la madera, y además permite acentuar la veta de ésta. (Ver Figura 11)

Figura 11. Actualización del Mapa de Procesos.
Fuente: Elaboración propia 161 DESARROLLAR ESTRATEGIAS DE MEJORAS PARA EL SISTEMA DE GESTIÓN EN EL DEPARTAMENTO DE ADMINISTRACIÓN Y GESTIÓN DE FIBRANOVA C.A. Análisis del contexto Interno El análisis interno fijo las fortalezas y debilidades de la organización, se realizaron estudios que permitieron conocer la cantidad y calidad de los recursos con que cuenta la organización. Para realizar el análisis interno se aplicaron diferentes técnicas lo que permitió identificar dentro de la organización qué atributos le generar una ventaja competitiva sobre el resto de sus competidores.
Fortalezas
El departamento es nuevo y personal con el que se cuenta es capacitado.
Se posee un nivel alto estratégico para los controles de producción.
Existe la posibilidad de creación de nuevos archivos para desarrollar la documentación de las entradas y las salidas de los procesos.
Ampliación de sus indicadores para los procesos y mapa de procesos.
Buen desempeño en los controles de contaminación ambiental. Debilidades
1. Falta de documentación de las entradas y salidas.
2. Indicadores de producción sin actualización.
3. Cuenta con poco personal para el despeño de sus actividades.
4. El departamento aún no cuenta con sede especifica.
5. El área donde se encuentra ubicado el departamento esta propenso a contaminación a causa de la cercanía a la nave de proceso lo cual provoca enfermedades respiratorias.
Análisis del contexto Externo En el análisis externo se fijaron las oportunidades y amenazas que podrían presentarse en la organización, los aspectos positivos que se lograrían aprovechar y aspectos negativos que obstaculizarían el logro de sus objetivos.
Oportunidades
1. Innovación en las mejoras de gestión en los procesos
2. Demanda de mejoras para el crecimiento constante, por avances tecnológicos involucrados en los procesos.
3. Personal con más de 10 años laborando, siempre prestando apoyo constante frente a los cambios.
4. Sistemas de información con estándares de calidad.
5. Mejoramiento continúo en los procesos.
6. Sede en procesos de remodelación para el desarrollo del departamento.
Amenazas
1. Interés bajo por parte de los demás departamentos para solucionar sus problemas internos.
2. Falta de información de las entradas y salidas de los procesos, así como también su re direccionamiento hacia otros procesos.
3. Falta de información de los indicadores que se están manejando en los procesos así como también la propuesta de incluir otros indicadores en los mismos.
Matriz Foda 163 Tabla 54. MATRIZ FODA

Fuente: Elaboración propia 164 Tabla 55. ESTRATEGIAS DE LA MATRIZ FODA

Fuente: Elaboración propia 165
Conclusiones
La realización del presente trabajo permitió llegar a las siguientes conclusiones:
1) Se identificaron los procesos medulares a través de la elaboración de un flujograma de procesos, el cual se adecuó a la práctica operativa que posee la empresa, a través del cual se evaluó dicho proceso y se evidencio que la empresa posee 8 principales.
2) Se verificaron que no se encontraba descritas las entradas y salidas en los procesos, por lo cual se documentaron; con un análisis exhaustivo de las fichas de procesos y se logro incluir mucha información de importancia, lo cual es positivo para la organización.
3) Se midieron las entradas y salidas para cada proceso, lo cual constituyo una herramienta práctica para evaluar el funcionamiento del sistema de gestión de la organización.
4) La aplicación adecuada de la ficha de procesos facilito la identificación de los indicadores de procesos que maneja FIBRANOVA C.A, la evaluación de los indicadores permitió conocer el comportamiento de cada proceso y el desempeño integral de la organización.
5) La investigación permitió desarrollar como propuesta un nuevo mapa de proceso, el cual constituye una herramienta de trabajo eficaz, que permite la detección oportuna de las desviaciones anormales en los procesos que atenten contra la productividad de los mismos.
6) El presente estudio facilito la identificación de las fortalezas y debilidades, oportunidades y amenazas para el desarrollo de estrategias para el mejor desempeño del Departamento de Administración y Gestión, lo cual permite analizar la capacidad de control de los procesos que se lleva a cabo en el departamento.
Recomendaciones
Una vez analizados los resultados se recomienda:
1) Incluir el diagrama de procesos medulares para la complementación de la documentación dentro del sistema de gestión.
2) Actualizar toda documentación relacionada con las entradas y salidas continuamente, para el desarrollo de los objetivos y metas establecidas, conjuntamente con la mejora continua; la calidad y productividad.
3) Realizar la evaluación constante de los procesos y subproceso, los cuales deberá considerarse para realizar cambios en la política, objetivos y/o metas del sistema integral de gestión.
4) Actualizar continuamente el seguimiento y medición de los procesos a fin de mantener la información precisa de los indicadores de los procesos, con el fin de alimentar la base de datos y mantenerla actualizada.
5) Incluir el mapa de procesos propuesto a fin de dar un mejor desarrollo en la documentación y su alcance en la actualidad.
6) Revisar e implementar las mejoras necesarias para el sistema de gestión de acuerdo con las estrategias mencionadas en el desarrollo de la matriz FODA.
Bibliografía
1) Arias, F. (2006) El Proyecto de Investigación, Introducción a la Metodología Científica, 5ta Edición, p 27,31, 81, 83.
2) BOCK R. (1994). Planeación y Control de la Producción. Segunda Edición. Editorial LIMUSA. México.
3) Cadenas (1974) Técnicas de Investigación Social.
4) Domínguez Rubio, Pedro, (2006), Introducción a la Gestión Empresarial, Fundamentos teóricos y aplicaciones prácticas, Madrid
5) El blog de WorkMeter, Optimiza la eficiencia de tu empresa, Indicadores de productividad ¿Qué son y cómo analizarlos? Publicado Posted on 20 junio 2012 http://es.workmeter.com/blog/bid/172634/Indicadores-de- productividad-Qu-son-y-c-mo-analizarlo
6) Hernández Hatre Alonso, (2001), Implantación de Sistemas de Calidad Normas ISO 9000: 2000. Centro para la Calidad de Asturias e Instituto de Fomento Regional. España.
7) HERNÁNDEZ, Roberto. (1998). Metodología de la investigación. Mc Graw Hill Interamericana. México.
8) Intranet de FIBRANOVA C.A.
9) NARASIMHAN S. (1996). Planeación de la Productividad y Control de Inventarios. Segunda Edición. Editorial PRENTICE HALL. México.
10) Narváez, R. (1997). Orientaciones Prácticas para la Elaboración de Informes de Investigación (2ª ed.). República Bolivariana de Venezuela, Puerto Ordaz.
11) Levin, R.I & Rubin, D.S,(1996) Estadísticas para administradores, Editorial Pertice-Hall Hispanoamericana, 6ta Edición,
12) Reingeniería de procesos, modificada por última vez el 27 mar 2016 a las 13:30 https://es.wikipedia.org/wiki/Reingenier%C3%ADa_de_procesos
13) Rodríguez Moguel, F (2005) Metodología de la Investigación, Primera Edición, México.
14) Stoner, James A. F. Stoner; Freeman, Edward R, (1996),
.Administración. Sexta Edición. México: Prentice-Hall Hispanoamericana, S.A.
15)https://es.wikipedia.org/wiki/Sistema_de_gesti%C3%B3n_de_la_calida d
Anexos
ANEXO 1 MAPA DE PROCESOS ORIGINAL DE FIBRANOVA C.A
ANEXO 2 FICHAS DE PROCESOS DE FIBRANOVA C.A Br. Chang Tabra, Lily Luz "Sistema de gestión para los procesos y sub-procesos en la línea de producción de Fibranova C.A". 189Pág.
Trabajo de Grado Universidad Nacional Experimental Politécnica "Antonio José de Sucre". Vice-Rectorado Puerto Ordaz. Departamento de Ingeniería Industrial.
Tutor Académico: Ing. Andrés Eloy Blanco Tutor industrial: Ing. Carolina Gutiérrez Ciudad Guayana, 2016 Bibliografía pág. 167 Capítulos:
El Problema, II. La Empresa, III. Marco Teórico, IV. Marco Metodológico, V Situación Actual, VI. Resultados y Análisis, Conclusiones, Bibliografía, Anexos
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA "ANTONIO JOSÉ DE SUCRE" VICE-RECTORADO PUERTO ORDAZ DEPARTAMENTO DE INGENIERÍA INDUSTRIAL TRABAJO DE GRADO ACTA DE APROBACIÓN Quienes suscriben, miembros del Jurado Evaluador designados por el Departamento de Ingeniería Industrial de la Universidad Nacional Experimental Politécnica "Antonio José de Sucre", Vicerrectorado Puerto Ordaz, para examinar el Trabajo de Grado presentado por la ciudadana CHANG TABRA LILY LUZ portadora de la Cédula de Identidad No V- 15.908444, titulado: SISTEMA DE GESTIÓN PARA LOS PROCESOS Y SUB-PROCESOS EN LA LÍNEA DE PRODUCCIÓN DE FIBRANOVA C.A, consideramos que este cumple con los requisitos exigidos para tal efecto y por lo tanto lo declaramos APROBADO.
En Ciudad Guayana, Puerto Ordaz a los siete días del mes de Marzo del dos mil dieciséis.

DEDICATORIA A mi Hijo Saúl Isaac
Agradecimientos
Quiero expresar mi agradecimiento a:
A Dios por llevarme siempre bajo su manto y darme la fuerza para seguir adelante.
A mis padres Rolando Chang y Elena Tabra, por ser fuente inagotable de amor y apoyo; a mi hermano Rolando Chang, por apoyarme incondicionalmente en todo momento. Sin ellos no hubiese podido lograrlo.
A mi esposo por siempre estar allí sin fallarme a ti Reinaldo.
A mi hijo SAÚL quien estuvo acompañándome en este proceso antes y después de su nacimiento.
A toda mi familia en el Perú, quienes a lo largo del tiempo creyeron en mí, por darme palabras de optimismo siempre.
La Universidad Nacional Experimental Politécnica "Antonio José de Sucre", Vicerrectorado Puerto Ordaz, por su apoyo en mi formación profesional.
MASISA Venezuela, FIBRANOVA C.A por permitirme realizar el Trabajo de Grado y por brindarme la oportunidad de realizar mi tesis de grado con un equipo de profesionales altamente capacitados, para fortalecer mis conocimientos académicos y desenvolverme en el campo de la Ingeniería Industrial, y de esta forma aplicar lo que he estudiado durante mi carrera universitaria.
A mi tutora industrial Msc. Ing. Carolina Gutiérrez por haberme brindado su valioso tiempo, apoyo incondicional, y orientaciones durante todo el periodo del trabajo de Grado.
A mi tutor académico Ing. Andrés E. Blanco por su asesoría, comprensión, gran apoyo, valiosa colaboración y consejos para la realización de este proyecto, a usted gracias.
A mis amigos (as) Rayner Montaña, Douglas Rodríguez, Jenny Martínez, Royesni Calderón, Eliannis Guarisma, Evelin Camargo, Liliana López, Pedro Acosta y Profesora Mirella Andara, por su dedicada orientación y colaboración en cuanto a sus conocimientos y facilitación de información, prestada con amabilidad y estima, gracias por apoyarme acompañarme siempre.
A mis amigos y compañeros de tesis, Wendys, Javier, Alexandra, Oriana, Dilia y Sra Zulema, con los que compartí mi permanecía en MASISA y por prestarme su ayuda con amabilidad.
A todo el personal del edificio de administrativo por su colaboración durante el desarrollo del trabajo de Grado.
A todos en general muchísimas gracias.
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA.
"ANTONIO JOSÉ DE SUCRE".
VICE-RECTORADO PUERTO ORDAZ.
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL.
TRABAJO DE GRADO.
SISTEMA DE GESTIÓN PARA LOS PROCESOS Y SUB-PROCESOS EN LA LÍNEA DE PRODUCCIÓN DE FIBRANOVA C.A.
Ciudad Guayana, Abril de 2016.
Tutor Académico: M.Sc.Ing. Andrés Eloy Blanco.
Tutor Industrial: M.Sc. Ing. Carolina Gutiérrez
Autora:
Chang T. Lily L.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |