- Resumen
- Introducción
- El problema
- Generalidades de la empresa
- Marco teórico
- Diseño metodológico
- Situacion actual
- Situación propuesta
- Estudio de tiempo
- Conclusión
- Recomendaciones
- Bibliografia
- Dedicatoria
Resumen
La presente investigación tuvo como objetivo principal la realización de un estudio de métodos para el proceso en cuanto a la fabricación del tornillo de sujeción de torreta en la empresa Mecanizados Córdova ubicada en la UD-321,Puerto Ordaz, Estado Bolívar; basándose principalmente en las herramientas de la Ingeniería de Métodos. Es un estudio de tipo no experimental y se apoya en una investigación de campo, ya que se plantea la obtención de conocimientos generales o aproximados de la realidad referente al proceso actual de la empresa, aplicada y evaluativa, con la finalidad de dejar claro las operaciones, así como la recomendación de las acciones requeridas que se deben aplicar para contrarrestar las deficiencias en el proceso. La recolección de los datos para el diagnóstico inicial se basó en la observación directa, la aplicación de entrevistas al operario de producción, así como la consulta en diversas fuentes de información. Posteriormente se realizaron los distintos estudios correspondientes para identificar las causas de los problemas en el proceso, utilizando el diagrama de proceso, el análisis operacional y estudio de tiempo. En general, se aplicó satisfactoriamente la metodología seleccionada y se interrelacionaron adecuadamente cada uno de los elementos con el fin de incrementar la eficiencia del proceso.
PALABRAS CLAVES: Estudio de Métodos, Eficiencia, Investigación, Proceso, Producción.
Introducción
MECANIZADOS CORDOVA C.A es una empresa del sector industrial que se ha caracterizado por diseñar, fabricar, y reparar piezas mecánicas de alta complejidad con una ética de trabajo, calidad y sustentabilidad, abasteciendo prioritariamente al sector industrial regional, cumpliendo con los requerimientos exigidos por los clientes, al pasar de los años ha ido creciendo e incrementando su producción lo que ha conllevado a aumentar y exigir aún más las maquinas empleadas para los diferentes trabajos requeridos , lo cual aumenta la necesidad de realizar mantenimientos para corregir posibles averías.
En el taller central de máquinas y herramientas se encuentran diversas maquinas las cuales son operadas con la finalidad de mantener diversos equipos, maquinarias y dispositivos a través de la fabricación de piezas metalmecánicas. Resaltando que incluso las mismas son utilizadas para su mantenimiento propio.
Mediante la utilización de las herramientas obtenidas en el curso de Ingeniería de Métodos se logró la presentación de un proyecto realizado para facilitar y hacer más efectivo la fabricación del Tornillo de sujeción de la torreta.
Capítulo I El Problema: Donde se explica la problemática existente, se formulan los objetivos y la justificación de la investigación.
Capítulo II Generalidades de la Empresa: El cual presenta la descripción y funcionalidades de la empresa en cuestión, así como del área de trabajo y del proceso realizado.
Capítulo III Marco Teórico: Contiene los aspectos teóricos utilizados como herramienta y base del estudio realizado.
Capítulo IV Marco Metodológico: Se describe la metodología detallando el tipo de investigación, Diseño de la Investigación, Población y Muestra, y las Técnicas e Instrumentos de Recolección de datos así como el Procedimiento Metodológico utilizado.
Capítulo V Situación Actual: Incluye la descripción de la situación actual evidenciada mediante la observación directa.
Capítulo VI Situación Propuesta: En la cual se describen y presentan los aportes desarrollados por el investigador.
Capítulo VII Estudio de Tiempo: El cual presenta los cálculos del tamaño de la muestra, evaluación del operario, cálculo del Tiempo Normal, asignación de Tolerancias, cálculo del Tiempo Estándar.
Conclusiones y Recomendaciones.
CAPÍTULO I
El problema
En este capítulo se analiza y se delimita el problema encontrado en la empresa MECANIZADOS CORDOVA C.A., así como también se trata con los antecedentes que causan dicho problema; y además se establecen los objetivos generales y específicos de este estudio.
Antecedentes del Problema MECANIZADOS CORDOVA C.A. presenta dificultades en cuanto al tiempo estimado para la realización de una pieza siendo uno de los factores principales el tiempo de ocio que se toman los operarios durante la jornada de trabajo al igual que en cuanto a la mala distribución de las máquinas de trabajo y el espacio de almacenamiento. Estos representan aspectos los cuales deben mejorarse debido a que generan demoras en el proceso de producción y aumenta el riesgo de potenciales accidentes laborales debido al poco espacio con el que cuentan los trabajadores para movilizarse por el área de trabajo y la distancia que deben recorrer de una maquina a otra.
Planteamiento del Problema MECANIZADOS CORDOVA C.A., es una empresa dedicada a la reparación y fabricación de piezas metalmecánicas elaboradas de forma artesanal mediante la implementación de máquinas y herramientas, es una empresa que destaca debido a su gran compromiso con el cliente, garantizando calidad en todos los trabajos que llevan a cabo.
El proceso productivo en la empresa Mecanizados Córdova, específicamente en el área de taller se lleva a cabo de acuerdo a las necesidades del cliente, tomando en cuenta la calidad de trabajo, dependiendo de los requerimientos del cliente se realiza un análisis evaluativo del elemento posterior a su reparación y fabricación, se procede una vez realizado un análisis a ejecutar un mantenimiento a los elementos mecánicos y así entrar directamente a el proceso de ejecución. Para el proceso productivo se implementan máquinas y herramientas convencionales como: Tornos, Fresadoras, Taladros, entre otros.
Es importante destacar que dentro de la gran gama de trabajos que se realizan en la empresa se tomara como objeto de estudio para esta tarea de investigación la fabricación del torillo de sujeción de torreta, donde quedan evidenciados muchos de los problemas recurrentes presentados al momento de la ejecución de los procesos de fabricación. Dentro de los problemas o deficiencias que presenta la empresa se puede observar poco espacio de maniobrabilidad en el área de trabajo que como consecuencia produce una dificultad evidente al momento de los traslados de piezas grandes, una disposición de las maquinas que hace que llevar una pieza grande de una maquina a otra cuando se trabaja con diferentes procesos de fabricación (ejemplo torneado y fresado) sea una actividad engorrosa y algo complicada, poco personal, la falta de un área de descanso para los trabajadores y además se tiene una pérdida considerable en tiempo de ocio que se toman los trabajadores siendo añadido a esto las actividades ajenas al proceso que realizan los operarios.
Esta investigación estará orientada en realizar un estudio del método de trabajo, es decir, se evaluará desde el momento justo cuando se realiza el pedido hasta que lo entregan al cliente.
Objetivo General Analizar y describir el proceso de fabricación de un tornillo de sujeción de torreta que se elabora en la empresa de mecanizado "Mecanizados Córdova" Con el fin de realizar el estudio de tiempo y movimiento para el mejoramiento del proceso productivo.
Objetivos Específicos
1. Visitar a la empresa MECANIZADOS CORDOVA C.A. y describir el proceso de Fabricación del tornillo de sujeción de torreta a través de la observación directa.
2. Identificar el método actual de trabajo y todas las actividades implicadas en el proceso de fabricación del tornillo.
3. Definir las fallas que afectan el proceso en el área de fabricación con el fin de simplificarlas, reducirlas, combinarlas o en el mejor de los casos eliminarlas.
4. Elaborar los diagramas de proceso y de flujo y/o recorrido, según el proceso fabricación.
5. Aplicar las técnicas del interrogatorio y las preguntas de la OIT al operario.
6. Aplicar el análisis operacional al proceso de fabricación del tornillo de sujeción.
7. Construir el diagrama de procesos que plantee el nuevo método de trabajo.
8. Hacer el diagrama de flujo y/o recorrido según el método propuesto.
9. Definir la actividad en la empresa, a la cual se le realizara el estudio de tiempo.
10. Determinar la jornada de trabajo a evaluar.
11. Evaluar las condiciones de trabajo del operario.
12. Determinar la calificación de la velocidad del operario a través del método WESTINGHOUSE.
13. Aplicar el procedimiento estadístico para determinar el tiempo estándar.
14. Determinar el tiempo normal.
15. Determinar las tolerancias dada las condiciones de trabajo del operario.
16. Calcular y normalizar el tiempo estándar del servicio.
Justificación La presente investigación se justifica a si misma debido a que permitirá analizar todos los elementos productivos y no productivos que se presentan en el proceso de Fabricación del tornillo de sujeción de la torreta, con el propósito de mejorar el método de trabajo, además de disminuir los tiempos de duración del proceso, los traslados y la fatiga de los operarios.
Delimitación En la empresa MECANIZADOS CORDOVA C.A se fabrican 3 tipos de piezas, en este informe nos enfocamos en analizar el proceso de fabricación de la pieza "tornillo de sujeción de torreta" tomando en cuenta el método de trabajo. Se plantea describir el proceso en cuanto a la elaboración para optimizar el tiempo de fabricación y espacio de lugar.
Limitación. Las limitaciones que se obtuvieron para recolectar la información necesaria, son las siguientes:
La empresa no ha realizado un estudio de Ingeniería de métodos.
Disponibilidad de tiempo para ser atendidos por el operario, debido que al momento de realizar las preguntas se encontraba realizando sus labores.
Carencia de planos de la empresa, lo cual dificulta la elaboración de los diagramas.
Fue complicado organizar el tiempo libre de los integrantes del grupo para la ejecución de las visitas técnicas.
CAPITULO II
Generalidades de la empresa
En este capítulo se describe la empresa desde sus inicios y además se presenta de forma gráfica su estructura organizativa.
Reseña Histórica Mecanizados Córdova fundada en el año 2005 es una empresa dedicada al área de la metal mecánica y afines entre ellas, la fabricación, innovación y desarrollo de equipos como maquinarias de todo orden, elementos mecánicos, moldes y troqueles.
Mecanizados Córdova, forma parte importante en el desarrollo de los planes de crecimiento del sector Metalmecánico, siendo una de las empresas de mayor fabricación número de RIF: J-30687307-4.
En esta constante evolución tecnológica de los pueblos, sobre todo en nuestro medio y la industria en general, recogemos el sentir de todas aquellas empresas dedicadas a la transformación de las materias primas en productos terminados, es decir, en el desarrollo integral de la sociedad.
Ubicación Su sede operacional de fabricación está ubicada en la zona industrial matanzas UD-321 parcela 321-16-01 centro industrial sierra parima galpón # 07 Puerto Ordaz Estado Bolívar.

Fuente: Capture obtenido de Google Maps.
Misión de la Empresa Se proyecta en contribuir con ese desarrollo tecnológico dentro de nuestra capacidad, para ello se han desarrollado técnicas de avanzada, como por ejemplo en la mecánica de precisión utilizada mucho en la industria del aluminio, industria de los plásticos, entre otros.
Estructura Organizativa
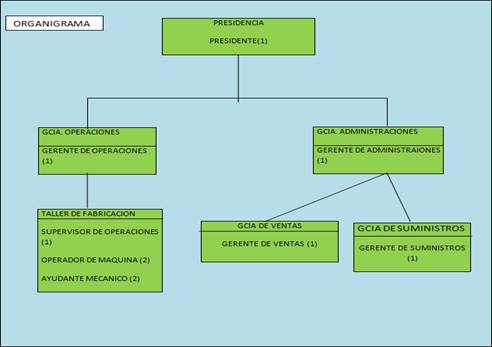
Fuente: Elaborado por el grupo.
Descripción de sus Productos o Servicios Mecanizados Córdova C.A. se caracteriza por su gran capacidad para llevar a cabos trabajos complejos de mantenimiento preventivo, correctivo y fabricación de diferentes piezas según las especificaciones dadas por el cliente, utilizando maquinas herramientas convencionales y el amplio conocimiento de sus operadores acerca de las diferentes técnicas de elaboración de piezas basándose en el estudio de los materiales usados como materia prima.
Entre sus productos a comercializar tenemos:
Tuerca especial de sujeción de la torreta del Charriot.
Cuña de ajuste de Charriot.
Manivela de Charriot.
Tornillo de sujeción de torreta.
Diseño y Fabricación de piezas metal mecánicas.
Mantenimiento preventivo y correctivo de diferentes tipos de piezas, equipos y herramientas.
Rectificación de grandes ejes para maquinas laminadoras.
Diseño y Fabricación de dados de extruccion de aluminio.
Trabajos de soldadura
rectificación de algunas piezas para automóviles (Discos de freno).
CAPITULO III
Marco teórico
En el presente capítulo se desarrollan una serie de elementos conceptuales que sirven de base a la indagación que se desea realizar en el trabajo de investigación. Por lo tanto, servirá de apoyo para efectuar un estudio eficiente del método de trabajo en MECANIZADOS CORDOVA C.A.
Cuña de ajuste Se usa para regular y ajustar correctamente el juego que va a existir entre los elementos que es la base fija y la base móvil del charriot o soporte superior.
Cola de Milano Consiste en realizar una superficie cónica con un ángulo de 60º la cual tiene como función guiar cuerpos u objetos como carros longitudinales, transversales, verticales de las máquinas y herramientas.
Tuerca especial de sujeción de la torreta del soporte superior Cumple dos funciones principales: dar el torque necesario a la torre y servir como guía para la torre.
Tornillo de sujeción Su labor principal es sujetar la torre.
Manivela Es un útil que está compuesto de un elemento fijo y uno móvil que sirve para desplazar al charriot hacia adelante y hacia atrás.
Torno El torno mecánico es una máquina-herramienta para mecanizar piezas por revolución arrancando material en forma de viruta mediante una herramienta de corte.
Estructura del torno El torno tiene cinco componentes. Las partes principales del torno son el cabezal principal, bancada, contrapunta, carro y unidad de avance.
El cabezal principal contiene los engranes, poleas lo cual impulsan la pieza de trabajo y las unidades de avance. El cabezal, incluye el motor, husillo, selector de velocidad, selector de unidad de avance y selector de sentido de avance. Además sirve para soporte y rotación de la pieza de trabajo que se soporta el husillo.
La bancada sirve de soporte para las otras unidades del torno.
La contrapunta puede moverse y fijarse en diversas posiciones a lo largo, La función primaria es servir de apoyo al borde externo de la pieza de trabajo.
El carro consta del tablero delantero, portaherramientas, mecanismo de avance, mecanismo para roscar, soporte combinado y los sujetadores para la herramienta de corte. La aplicación de la potencia para avance se obtiene al acoplar el embrague para el avance seleccionado.
El carro auxiliar puede girarse a diversos ángulos y las herramientas de corte se montan en el portaherramientas.
El avance manual para el carro auxiliar compuesto se obtiene con el volante de avance.
Tipos de Torno Actualmente se utilizan en la industria del mecanizado varios tipos de tornos, cuya aplicación depende de la cantidad de piezas a mecanizar por serie, de la complejidad de las piezas y de la envergadura de las piezas.
Torno paralelo El torno paralelo o mecánico es el tipo de torno que evolucionó partiendo de los tornos antiguos cuando se le fueron incorporando nuevos equipamientos que lograron convertirlo en una de las máquinas herramientas más importante que han existido. Sin embargo, en la actualidad este tipo de torno está quedando relegado a realizar tareas poco importantes, a utilizarse en los talleres de aprendices y en los talleres de mantenimiento para realizar trabajos puntuales o especiales.
Para la fabricación en serie y de precisión han sido sustituidos por tornos copiadores, revólver, automáticos y de CNC. Para manejar bien estos tornos se requiere la pericia de profesionales muy bien calificados, ya que el manejo manual de sus carros puede ocasionar errores a menudo en la geometría de las piezas torneadas.
Refrentado Refrentar es hacer en el material una superficie plana perpendicular al eje del torno, mediante la acción de una herramienta de corte que se desplaza por medio del caro transversal.
Esta operación es realizada en la mayoría de las piezas que se ejecutan en el torno, tales como: ejes, tornillos, tuercas y bujes.
El refrentado sirve para obtener una cara de referencia o como paso previo al agujereado.
Herramientas de Corte Por herramientas se entiende a aquel instrumento que por su forma especial y por su modo de empleo, modifica paulatinamente el aspecto de un cuerpo hasta conseguir el objeto deseado, empleando el mínimo de tiempo y gastando la mínima energía.
Cabe destacar que, Las herramientas monofilas son herramientas de corte que poseen una parte cortante (o elemento productor de viruta) y un cuerpo. Son usadas comúnmente en los tornos, tornos revólver, cepillos, limadoras, mandriladoras y máquinas semejantes.
Tipos de Herramientas de Corte
1. Aceros Rápidos (HS").
Se denomina acero rápido a la aleación hierro–carbono con un contenido de carbono de entre 0.7 y 0.9 % a la cual se le agrega un elevado porcentaje de tungsteno (13 a 19'%), cromo (3.5 a 4.5 %), y de vanadio (0.8 a 3.2 %). Las herramientas construidas con estos aceros pueden trabajar con velocidades de corte de 60 m/min a 100 m/min (Variando esto con respecto a la velocidad de avance y la profundidad de corte), sin perder el filo de corte hasta, la temperatura de 600° C y conservando una dureza Rockwell de 62 a 64.
2. Aceros Extra-Rápidos (HSS).
Estos aceros están caracterizados por una notable resistencia al desgaste" del filo de corte aún a temperaturas superiores a los 600° C por lo que las herramientas fabricadas con este material pueden emplearse cuando las velocidades de corte requeridas son mayores a las empleadas para trabajar con herramientas de acero rápido.
3. Carburos Metálicos o Metales Duros (HM).
También conocidos como METAL DURO (Hard Metal – HM), se desarrolló hacia 1920, con base en los carburos de Tántalo (TaC), carburo de titanio (TiC) y carburo de wolframio (WC), los cuales eran unidos por medio del Co y él Ni, previamente molidos (polvos metalúrgicos), la cohesión se obtiene por el proceso de sinterizado o fritado (proceso de calentar y aplicar grandes presiones hasta el punto de fusión de los componentes, en hornos eléctricos).
Los metales duros, se pueden clasificar desde su composición química así:
Monocarburos: Su composición es uno de los carburos descritos anteriormente, y su aglutinante es el Co. Ejemplo: WC, es carburo de wolframio (carburo de tungsteno, comercialmente).
Bicarburos: En su composición entran sólo dos clases de granos de carburos diferentes, el Co es el aglomerante básico. Ejemplo: WC +TiC con liga de Co.
Tricarburos: En su composición entran las tres clases de granos de carburos: W, Ti, y Ta. El Co, o el Ni son los aglomerantes. Ejemplo: WC +TiC + TaC; con liga de Co.
Partes de las Herramientas de Corte (Útil de Corte). CARA: Es la superficie o superficies sobre las cuales fluye la viruta (superficie de desprendimiento).
FLANCO: Es la superficie de la herramienta frente a la cual pasa la viruta generada en la pieza (superficie de incidencia).
FILO: Es la parte que realiza el corte. El filo principal es la parte del filo que ataca la superficie transitoria en la pieza. El filo secundario es la parte restante del filo de la herramienta.
PUNTA: Es la parte del filo donde se cortan los filos principales y secundarios; puede ser aguda o redondeada o puede ser intersección de esos filos.
Fresadora Una fresadora es una máquina herramienta utilizada para realizar mecanizados por arranque de viruta mediante el movimiento de una herramienta rotativa de varios filos de corte denominada fresa.
Fresa Es una herramienta de corte de diversos tipos y formas las cuales se utilizan, para trabajos múltiples, rectos o helicoidales, las cuales giran sobre un eje.
Tornillo Es un elemento mecánico cilíndrico dotado de cabeza, generalmente metálico, aunque pueden ser de madera o plástico, utilizado en la fijación de una pieza con otras, que están dotado de una caña roscada con rosca triangular, que mediante una fuerza de torsión ejercida en su cabeza con una llave adecuada o con un destornillador, se puede introducir en un agujero roscado a su medida o atravesar las piezas y acoplarse a una tuerca.
Soluble Es un refrigerante para las piezas que se encuentren con alta temperatura.
Virutas La viruta es un fragmento de material residual con forma de lámina curvada o espiral que es extraído mediante un cepillo u otras herramientas, tales como brocas, al realizar trabajos de cepillado, desbastado o perforación, sobre madera o metales. Se suele considerar un residuo de las industrias madereras o del metal; no obstante tiene variadas aplicaciones.
Mecanizado Es un proceso de fabricación que comprende un conjunto de operaciones de conformación de piezas mediante remoción de material, ya sea por arranque de viruta o por abrasión.
Maquinar Proceso de manufactura en el que una herramienta de corte se utiliza para remover el exceso de material de una pieza de forma que el material que quede tenga la forma deseada.
Sierra Mecánica Máquina de oscilación, que cuenta con una herramienta, que dispone de una hoja de acero dentada que sirve para cortar cualquier tipo de material.
Taladro fijo Máquina que se utiliza para perforar grandes piezas, la diferencia entre el taladro radial es que en este se mueve la mesa.
Broca de centro Es una herramienta de corte que se utiliza para Hacer agujero de centro es abrir un orificio de forma y dimensión determinadas, con una herramienta denominada broca de central.
Esta operación se hace, en general, en materiales que necesitan ser trabajados entre puntas o entre plato y punta. A veces se hace agujero de centro como paso previo para agujerear con broca común.
Taladrado El taladrado es la operación que consiste en efectuar un hueco cilíndrico en un cuerpo mediante una herramienta de denominada broca, esto se hace con un movimiento de rotación y de alimentación.
Velocidad de Avance Se entiende por Avance al movimiento de la herramienta respecto a la pieza o de esta última respecto a la herramienta en un periodo de tiempo determinado.
Velocidad de Corte Es la distancia que recorre el "filo de corte de la herramienta al pasar en dirección del movimiento principal (Movimiento de Corte) respecto a la superficie que se trabaja: El movimiento que se origina, la velocidad de corte puede ser rotativo o alternativo; en el primer caso, la velocidad de, corte o velocidad lineal relativa entre pieza y herramienta corresponde a la velocidad tangencial en la zona que se está efectuando el desprendimiento de la viruta, es decir, donde entran en contacto herramienta y, pieza y debe irse en el punto desfavorable. En el segundo caso, la velocidad relativa en un instante dado es la misma en cualquier punto de la pieza o la herramienta.
.M: Revoluciones Por Minuto.
Roscado El roscado en el torno puede hacerse por medio de machos y terrajas convencionales y con herramientas especiales, cuando se trata de trabajos en serie. Si la rosca tiene mucho paso o dimensiones no normalizadas, se efectúa el roscado con herramienta simple. Para ello es preciso que al mismo tiempo que gira la pieza que se trabaja, la herramienta avance a una velocidad que depende del avance de la rosca que se ha de construir y del número de revoluciones que da el eje del torno.
Terraja de roscar Es una herramienta manual de corte que se utiliza para el roscado manual de pernos y tornillos, que deben estar calibrados de acuerdo con la característica de la rosca que se trate. El material de las terrajas es de acero rápido (HSS). Las características principales de un tornillo que se vaya a roscar son el diámetro exterior o nominal del mismo y el paso que tiene la rosca.
Herramienta de inserto o Widia Son herramientas construidas en forma exacta y bien terminada. El metal duro Widia no es un acero tenaz, sino un producto de metales cerámicamente ligados que soportan bien presiones, pero no también esfuerzos a la flexión.
Visel Es un proceso el cual da lugar a eliminar los cantos de las superficies cilíndricas o planas.
Herramienta de corte Orientativa Es una herramienta soldada con inserto la cual tiene una base cilíndrica que nos permite usarla para diversos procesos de mecanizado en el torno.
Rectificar Consiste en elaborar libre una superficie libre de fisuras o cualquier tipo de daño mediante un proceso de rectificación que puede ser llevado a cabo con muelas de rectificar o herramientas de corte exactas y precisas.
AISI 4140 Es un acero medio carbono aleado con cromo y molibdeno de alta templabilidad y buena resistencia a la fatiga, abrasión e impacto. Este acero puede ser nitrurado para darle mayor resistencia a la abrasión. Es susceptible al endurecimiento por tratamiento térmico.
Se usa para piñones pequeños, tijeras, tornillo de alta resistencia, espárragos, guías, seguidores de leva, ejes reductores, cinceles.
Nodular La fundición nodular tiene una estructura de colada que contiene partículas de grafito en forma de pequeños nódulos esferoidales en una matriz metálica dúctil. De este modo la fundición nodular tiene una resistencia mucho mayor que una fundición gris y un considerable grado de ductilidad, estas propiedades y otras tantas pueden mejorarse con la utilización de tratamientos térmicos. Al igual que una fundición gris, este material tiene la ventaja de poseer una excelente fluidez. De este modo es posible obtener piezas de reducidos espesores.
Ingeniería de Métodos El estudio de métodos o ingeniería de métodos es una de las más importantes técnicas del estudio del trabajo, que se basa en el registro y examen crítico sistemático de la metodología existente y proyectada utilizada para llevar a cabo un trabajo u operación. El objetivo fundamental del estudio de métodos es el aplicar métodos más sencillos y eficientes para de esta manera aumentar la productividad de cualquier sistema productivo.
La evolución del estudio de métodos consiste en abarcar en primera instancia lo general para luego abarcar lo particular, de acuerdo a esto el estudio de métodos debe empezar por lo más general dentro de un sistema productivo, es decir "El proceso" para luego llegar a lo más particular, es decir "La Operación".
Importancia de la Ingeniería De Métodos La ingeniería de métodos y su aplicación a las grandes, medianas o pequeñas industrias es de gran importancia, pues, permite mejorar o modificar de manera satisfactoria una situación específica dentro del proceso de producción que genera pérdidas, demoras y hasta inseguridad para el operario, teniendo a su vez en cuenta que en la mayor parte de los casos se refieren a una técnica para aumentar la producción por unidad de tiempo y, en consecuencia, reducir el costo por unidad, lo cual significa un punto clave dentro de los objetivos de una empresa.
Ramas de la Ingeniería de Métodos

Estudio de Movimientos Técnica que consiste en el estudio de los movimientos del cuerpo humano que son utilizados para ejecutar una operación o trabajo determinado, con el objetivo de ser evaluados, identificando los productivos e improductivos, de forma tal que una vez analizados se puedan reducir, combinar, simplificar, y en el mejor de los casos eliminar, para luego establecer una mejor secuencia o sucesión de movimientos más favorables que permita lograr la eficiencia máxima.
Estudio de Tiempos. Técnica que consiste en el establecimiento de un estándar de tiempo permisible para realizar una tarea determinada, con base a la medición del contenido de trabajo del método prescrito, considerando al operario promedio, el ritmo o velocidad de trabajo y los suplementos o tolerancias por concepto de: fatiga, demoras personales, retrasos inevitables y otros.
Fines del Estudio de Métodos La ingeniería de métodos tiene fines específicos que permiten que su implementación dentro de las empresas, logre objetivos de optimización de las tareas realizadas diariamente. Entre esos fines tenemos:
Mejorar los procesos y los procedimientos utilizados.
Mejorar la disposición de la fábrica, taller, lugares de trabajo y modelos de máquinas.
Economizar el esfuerzo humano y reducir fatiga.
Optimizar recursos (materiales y mano de obra).
Mejorar condiciones de trabajo (ventilación, iluminación, temperatura o ruido).
Método Término utilizado para designar la técnica empleada para realizar una operación.
Proceso Serie de operaciones de manufactura que hacen avanzar al producto hacia sus especificaciones finales de tamaño y forma.
Procedimiento Conjunto de pasos lógicos para realizar una tarea.
Diagramas Son representaciones que permiten presentar cualquier tipo de información, logrando presentar detalles de cualquier proceso y que sea entendida por cualquier persona. Son instrumentos que se utilizan para facilitar la tarea de observar, analizar y desarrollar los métodos empleados para ejecutar actividades, estos permiten abordarlas de forma ordenada y metódica. Ofrecen una visualización general del proceso permitiendo presentar propuestos para realizar un trabajo eficaz, en menor tiempo y de mayor calidad.
Diagrama de Operaciones Es un gráfico que muestra la secuencia lógica de todas las operaciones del puesto de trabajo, taller maquinas o área en estudio, así como los márgenes de tiempo, inspección y materiales a utilizar en un proceso de fabricación o producto terminado. Señala el ensamblaje con el conjunto principal. Se aprecian detalles generales de fabricación. Es usado para revisar cada operación e inspección del punto de vista de los enfoque primarios del análisis de operaciones.
Se utiliza para medir costos ocultos y hace hincapié en el manejo de materiales, distribución de los equipos, tiempos de retrasos, tiempos por conceptos de almacenamiento y su objetivo es inducir las mejoras.
Diagrama de Proceso El diagrama de proceso, es una forma gráfica de presentar las actividades involucradas en la elaboración de un bien y/o servicio terminado.
Es un diagrama detallado, además se utilizan todos los símbolos y se aplica para trabajo directo e indirecto, determina costos ocultos, con la utilización de este diagrama se le puede hacer seguimiento al (personal, equipo, materia prima), el verbo que se utiliza es voz activa para referirse al operario y voz pasiva cuando se trata de equipo o materia prima.
Diagrama de Flujo/Recorrido Un diagrama de flujo, es una representación gráfica de un algoritmo o de una parte del mismo. Los diagramas de flujo ayudan en la comprensión de la operación de las estructuras de control.
Características:
Determinar la disposición de los equipos y puestos de trabajo.
Ej.: Componente principal fijo (elaboración de turbinas), producto en línea (elaboración de carros).
Elaboración de la distribución planimetría (LAYOUT). Evaluar el aprovechamiento del espacio físico.
Considerar dimensiones (L x A x P).
Seleccionar escala y orientación adecuada (escala o norte geográfico). Determinar áreas de congestionamiento.
Evaluar las zonas de almacenamiento (materia prima, etc). Considerar los recorridos inversos.
Evaluar el acarreo de materiales.
Importancia de los Diagramas Facilita al analista de método, en la parte del diseño de un puesto de trabajo o para mejorarlo, presentar de forma rápida, clara, sencilla y lógica la información actual (hechos) relacionados con el proceso. Son herramientas o medios gráficos que le permiten realizar un mejor trabajo en un tiempo menor.
Reglas para elaborar los Diagramas
1. Material que entra, raya horizontal de identificación parte superior de la hoja, al final una raya vertical indica circulación.
2. La raya horizontal lleva todas las indicaciones de referencia.
3. La raya vertical lleva la sucesión de símbolos en orden de las etapas del proceso.
4. Cada símbolo tiene una sucesión particular de números
5. Derecha nombre de la actividad, izquierda tiempo de duración, número de puesto o distancias.
6. El resto de las verticales son secundarias, de derecha a izquierda en el orden en que van entrando al proceso.
7. La vertical más hacia la derecha es la del elemento principal.
8. La horizontal une a la vertical con la principal antes del ensamblaje.
9. Todo elemento, pieza que entra al proceso sin transformación se une por una "línea materia" a la de circulación principal antes del símbolo de su utilización.
10. Cambio de características a través de 2 líneas horizontales especificando las nuevas características.
11. Si el elemento puede seguir caminos diferentes, existe bifurcación, alternativas de forma vertical.
12. Numeración de la vertical principal a la izquierda teniendo en cuenta los cruces.
Simbología Representaciones graficas según lo establecido por la ISO para reflejar los tipos de actividades que se suscitan en los procesos, son de carácter general e internacional.

Organización Internacional Del Trabajo (OIT) La Organización Internacional del Trabajo (OIT) es un organismo especializado de las Naciones Unidas que se ocupa de los asuntos relativos al trabajo y las relaciones laborales. Fue fundada el 11 de abril de 1919, en virtud del Tratado de Versalles. Su Constitución, sancionada en 1919, se complementa con la Declaración de Filadelfia de 1944.
La OIT tiene un gobierno tripartito, integrado por los representantes de los gobiernos, de los sindicatos y de los empleadores. Su órgano supremo es la Conferencia Internacional del Trabajo, que se reúne anualmente en junio. Su órgano ejecutivo es el Consejo de Administración, que se reúne cuatrimestralmente en Ginebra. Toma decisiones sobre políticas de la OIT y establece el programa y presupuesto que posteriormente son presentados a la Conferencia para su aprobación. También elige al Director General. En 2012 fue elegido para el cargo el británico GuyRyder. La sede central se encuentra en Ginebra (Suiza).
En 1969 la OIT recibió el Premio Nobel de la Paz. Está integrada por 185 estados nacionales (2012). No tiene potestad para sancionar a los gobiernos.
Para el Estudio de Procedimiento Métodos Abalado por la Oit Como ya se mencionó el Estudio de Métodos posee un algoritmo sistemático que contribuye a la consecución del procedimiento básico del Estudio de Trabajo, el cual consta (El estudio de métodos) de siete etapas fundamentales, estas son:
1.- Seleccionar: Primera etapa del proceso donde se busca definir que es el problema, su magnitud, características, determinar si es viable, definir si brinda beneficios definiendo para ello el alcance y los entes involucrados.
Es necesario identificar la fiabilidad de la información, la cantidad de hechos debe ser suficiente mínima y precisa, no todo lo que se maneja está relacionado con el problema. Es recomendable trabajar con un equipo multidisciplinario para concentrar la mayor cantidad de esfuerzo e seleccionar correctamente el problema.
Etapas según la OIT:
Prestar atención a los indicadores.
Establecer prioridades.
Delimitar claramente el problema.
Definir claramente el problema.
Preparar un plan de trabajo.
2.- Registrar: consiste en reflejar a través de la técnica de la diagramación los hechos tal cual como son y no como aparentan. Para ello se debe apoyar en los principios, las normas y la simbología correspondiente de cada diagrama en particular.
Son 5 tipos de diagramas y se debe conocer cada uno para saber cómo aplicarlo a cualquier proceso.
Diagrama de Operaciones.
Diagrama de Proceso.
Diagrama de Flujo Recorrido (F/R).
Diagrama Hombre-Máquina (H-M).
Diagrama Bimanual (MI-MD).
3.- Examinar críticamente: Debe ponerse a prueba toda la información que se posee, cuestionarla, verificarla, revisar de manera exhaustiva, minuciosa cada aspecto del problema, realizar un escrutinio de forma tal que se ponga a prueba la mejora, buscar alternativas viables y sus respectivas orientaciones que permita a su vez combinar, simplificar, reducir, organizar y en menor de los casos eliminar.
La OIT sugiere 3 técnicas:

Apéndice 1.
4.- Idear: Etapa que se caracteriza por crear ideas, nuevas formas con espíritu innovador en función del método mejorado, es recomendable revisar nuevamente los aspectos considerados por si se ha obviado alguno, para ello se debe tener presentes las condiciones objetivas y subjetivas según las circunstancias de cada caso, es decir, la empresa debe garantizar los recursos para que las mejoras se puedan dar. Todo debe queda por escrito.
5.- Definir: Debe quedar por escrito los aspectos relacionados con: el proceso/procedimiento (se definen los recursos), además es necesario definir las características tanto del proceso/procedimiento.
Disposición: Posición de la empresa ante las mejoras; también es necesaria ver el área de trabajo.
Equipo: Se debe ver, tipo, cantidad, disponibilidad y su mantenimiento.
Materiales: Se debe ver cantidad, calidad y costo. Es importante el resguardo de los materiales, hay que evaluar los residuos (ver si se puede reciclar, si es pérdida total).
Calidad: Establecer los mecanismos adecuados para evaluar las variables y atributos de calidad (planes, muestreo, normas, no conformidades, ensayos, etc).
Instrucción: Abarca por una parte las orientaciones y directrices del nivel gerencial y por otro lado el grado de instrucción del operario.
Condiciones de trabajo: Evaluar la incidencia de las variables ambientales en el desarrollo del trabajo del operario (temperatura, ventilación, iluminación y ruido) que afectan el desenvolvimiento del individuo.
6.- Implementación: Buscar y establecer los mecanismos necesarios que garanticen que el método propuesto se dé. Además, considerar su planeación, la disposición y la correspondiente aplicación; definir con claridad los mecanismos que garanticen fiel cumplimiento y con carácter de ley debe quedar por escrito.
7.- Mantener en uso: La empresa debe verificar a intervalos regulares el avance y el comportamiento de las mejoras detectando así las posibles variaciones y las modificaciones que hubieren al respecto.
Tabla 2. Procedimiento básico sistemático propuesto por la OIT para el estudio de métodos.


Fuente: Diapositivas de clases de Ingeniería de Métodos. Prof. Iván Turmero.
Análisis Operacional (Enfoques Primarios) Procedimiento sistemático utilizado para analizar todos los elementos productivos y no productivos de una operación con vistas a su mejoramiento, permitiendo así incrementar la producción por unidad de tiempo y reducir los costos unitarios sin perjudicar la calidad.
Dentro del análisis operacional se deben considerar los siguientes aspectos:
Los hechos deben examinarse como son y no como parecen.
Rechazar ideas preconcebidas.
Reto y escepticismo.
Atención continua y cuidadosa.
Utilidad Del Análisis Operacional 1.- Origina un mejor método de trabajo.
2.- Simplifica los procedimientos operacionales.
3.- Maximiza el manejo de materiales.
4.- Incrementa la efectividad de los equipos.
5.- Aumenta la producción y disminuye el costo unitario. 6.- Mejora la calidad del producto final.
7.- Reduce los efectos de la impericia laboral. 8.- Mejora las condiciones de trabajo.
9.- Minimiza la fatiga del operario.
Enfoques Primarios: Estrategias Elementales. Propósito de la Operación: Justificar el objetivo, el para qué y el por qué, determinando así la finalidad de la tarea. Es recomendable evaluar si es posible eliminarla, combinarla, simplificarla, reducirla o mejorarla.
Diseño de la Parte o Pieza: Considerar al diseño como algo cambiante, su grado de complejidad y evaluar si es posible mejorarlo a través de la:
Disminución del número de partes y/o piezas.
Página siguiente  |