Diseño de la estructura organizativa y distribución física de planta en la empresa construcciones Carlos Muñoz (página 2)
Organigrama de Misiones. El diagrama de
misiones es un modelo que expresa gráficamente cada
una de las áreas de líneas y staff que
conformarían la unidad objeto de estudio con sus
respectivas misiones.
Organigrama de Posición Macro.
Consiste en representar gráficamente la estructura
orgánica y debe reflejar de manera esquemática,
la posición de las unidades que la componen y sus
respectivas relaciones, niveles jerárquicos, canales
formales de comunicación, líneas de autoridad y
asesoría.
Organigrama de Posición Dimensionado.
Se representa en forma completa la estructura organizativa
del área correspondiente en todos sus niveles,
incluyendo el número de personas para cada
cargo.
Descripción de unidades. En este
apartado deben incluirse las descripciones da cada unidad
administrativa que conforma la empresa, ordenadas por nivel
de jerarquía.
Descripción de cargos. En este
apartado deben incluirse las descripciones de cada uno de los
cargos que conforman la empresa, ordenados por unidades y por
jerarquía.
3.7 DISTRIBUCIÓN EN
PLANTA
La distribución de planta consiste en seleccionar
el arreglo más eficiente de las instalaciones
físicas, con el fin de lograr la mayor eficiencia el
combinar los recursos para producir un articulo o servicio. Se
aplica a la selección de la disposición de las
instalaciones físicas no sólo de las
fábricas, sino también de las oficinas, hospitales,
aeropuertos, centros comerciales y todo tipo de
instalación.
Por distribución en planta se entiende como la
ordenación física de los elementos industriales.
Esta ordenación, ya practicada o en proyecto, incluye,
tanto los espacios necesarios para el movimiento de materiales,
almacenamiento, trabajadores indirectos y todas las otras
actividades o servicios, así como el equipo de trabajo y
el personal de taller.
3.8 IMPORTANCIA DE LA DISTRIBUCIÓN
EN PLANTA
Aunque el alcance de la distribución de planta
está indicado por el costo en dinero de las instalaciones
que se establecen cada año, el impacto de una
distribución eficiente no siempre se obtiene. Se puede
tener una idea de su importancia considerando los siguientes
aspectos:
1. ¿Qué efectos produce la
distribución de planta en los costos de manejo y
mantenimiento?2. Qué efectos produce en el
ánimo del empleado y cómo influye éste
en los costos de operación?3. ¿En qué invierten las empresas
la mayor parte de su capital, y qué tan convertible es
ese capital una vez invertido?4. ¿Qué efecto produce la
distribución de planta en la administración de
las instalaciones?5. ¿Qué efecto produce en la
capacidad de la instalación para adaptarse al cambio y
satisfacer las necesidades futuras?
3.9 FINES DE LA DISTRIBUCIÓN DE
PLANTA
En la distribución de planta existen
lineamientos, principios y técnicas generales que, si se
aplican, pueden conducir a una distribución eficiente. Sin
embargo, es preciso ir más allá del conocimiento
intelectual de estos lineamientos, principios y técnicas y
desarrollar un sentido de los objetivos, interrelacionados y a
menudo conflictivos, que influyen en los resultados generales. De
manera que la distribución de planta se está
volviendo más científica, por el momento sigue
siendo un arte.
Un objetivo general aceptable es que los resultados de
la distribución de planta permitan a una empresa maximizar
las utilidades que obtiene por el servicio que presta. Los
objetivos generales de atractivo, agrado y utilidades
máximas ciertamente son admirables, pero ofrecen poca
guía practica para distribuir la instalación. Si se
establecen objetivos claros, precisos, rigurosos, medibles y
armoniosos para estas actividades como ciencias y no como
arte.
Es difícil establecer objetivos coherentes para
la distribución de planta, entre ellos figuran los
siguientes:
1. Minimizar los retrocesos, demoras y
manejo.2. Conservar la flexibilidad.
3. Utilizar eficazmente la mano de obra y el
espacio.4. Estimar el ánimo del
empleado.5. Procurar el buen manejo y facilitar el
mantenimiento.
A veces, esos objetivos entran en conflicto, de manera
que habrá que perseguirlos con cautela. Por ejemplo, el
objetivo de minimizar los retrocesos si no se aplican en forma
real, de lugar a un diseño contrario al objetivo de
flexibilidad. Además, si no se aplica con
discreción el objetivo de minimizar las demoras asociadas
con el equipo resulta en una distribución que no ve de
acuerdo con el objetivo de utilizar eficazmente la mano de obra.
No se debe depender de ninguno de esos objetivos sin considerar
su efecto en los otros objetivos.
3.10 PASOS PARA ESTABLECER LA
DISTRIBUCIÓN DE PLANTA
1. Definir el objetivo de la instalación
que se va a diseñar.2. Especificar las actividades primarias que
habrá que realizar para alcanzar el
objetivo.3. especificar las actividades asociadas
necesarias para apoyar a las actividades
primarias.4. Determinar las actividades de espacio para
todas las actividades.5. Determinar las interrelaciones de todas las
actividades.6. Generar distribuciones
alternativas.7. Evaluar distribuciones
alternativas,8. Terminar y poner en práctica la
distribución.
Esta información señala los criterios
establecidos para el rendimiento que se espera pueda cumplir el
diseñador y por lo general pertenecer a tipos y no a
detalles de los sistemas. Los criterios para el diseño
pueden incluir los siguientes:
1. Plan maestro
2. Requisitos del plan:
Áreas, dimensiones, volúmenes y
capacidadesConformaciones
Adyacencias
Relaciones de secuencia
Segregación (acústica, térmica,
de peligros, entre otras)Ocultación de actividades poco agradables a
la vista y requisitos de higiene industrial.
3. Requisitos de funciones:
Acceso y control
Sistemas de control y comunicaciones
Energía, servicios públicos y sistemas
de tratamiento de desechos y aguas negrasSistemas y métodos para servicio o
mantenimientoSistemas y métodos de seguridad
Personal (número, distribución, entre
otras)
4. Requisitos para el tipo de
edificio:
Arquitectura y planeación
Sistemas y métodos de construcción en
el edificioImagen ante el publico
3.11 DIAGRAMAS
Son representaciones que permiten presentar cualquier
tipo de información, logrando presentar detalles de
cualquier proceso y que sea entendida por cualquier
persona.
Los diagramas son instrumentos que se utilizan para
facilitar la tarea de observar, analizar y desarrollar los
métodos empleados para ejecutar actividades, estos
permiten abordarlas de forma ordenada y
metódica.
Los diagramas van de lo general a lo particular, se pasa
de examinar un conjunto de operaciones, a considerar una solo con
más detalles, hasta llegar al estudio pormenorizado de los
movimientos del operario.
Siguiendo este principio de lo general y mas importante
a lo particular y detalle, se aconseja abordar el análisis
y mejoras de métodos analizando al operario o al producto,
dependiendo de esto los tipos de diagramas a utilizar.
Estos gráficos no son estrictamente necesarios
para llevar a cabo una mejora de métodos, aunque si de
gran utilidad para ello.
Aspectos en la preparación de los
diagramas
1. Representación gráfica de los
hechos.
2. Mayor visión de la relación entre las
operaciones.
3. Obtener los detalles por observación directa,
según el proceso.
4. Verificar:
Exactitud de los hechos
Totalidad del registro de los hechos
Demasiadas suposiciones
Importancia de los Diagramas
Facilita al analista de método, en la parte de un
diseño de un puesto de trabajo o para mejorarlo, presentar
de forma clara, sencilla y lógica la información
actual (hechos) relacionados con el proceso. Son herramientas o
medios gráficos que le permiten realizar un mejor trabajo
en un menor tiempo.
Tipos de diagramas
Los diagramas o gráficos que a
continuación se describen, son empleados en los estudios
de mejora de métodos, no utilizándose todos en la
misma circunstancia, ni tampoco son los únicos posibles,
sino más bien los que puedan considerar como modelos,
siendo susceptibles de adaptarse a los casos más diversos
que suele presentarse en la práctica. No obstante, pueden
idearse o elaborarse otros, mas o menos basados en ellos, que se
amoldan mejor a cada caso especifico.
Diagramas de Operaciones
Diagrama de Proceso
Diagrama de Flujo de Recorrido
Diagrama Hombre-Maquina(s)
Diagrama de Cuadrillas.
Diagrama de Operaciones
Un diagrama de operaciones de procesos es la
representación grafica del punto en donde los materiales
se integren al proceso, y de la secuencia de inspecciones y todas
las demás operaciones, excepto aquellas que se relacionen
con el manejo de materiales, también incluye toda la
importación conveniente para su análisis, como el
tiempo requerido y la ubicación.
Este tipo de diagrama se puede representar en dos
modalidades, en forma lógica o secuencial, en orden en que
van apareciendo las operaciones y la forma de
ensamble.
Todos los materiales opcionales, los quebrados y las
tolerancias, se evalúan en cuanto a su función,
confiabilidad, servicio y costo. Después se revisan las
operaciones en busca de posibles métodos opcionales de
procesamiento, fabricación, maquinado, o ensamblado y
cambio de herramientas y equipo. ¿Se puede eliminar,
combinar, modificar o simplificar las operaciones? Las
inspecciones se analizan en busca de niveles de calidad, para
reemplazarlas con técnicas de muestreo durante el proceso
o por medio de la ampliación del puesto de operaciones
relacionadas. Los valores de tiempo se revisan en función
de métodos y herramientas alternativas y por supuesto, del
uso de servicio externos para equipo de aplicación
especial.
Diagrama de Proceso
El diagrama de proceso es una representación
grafica de los acontecimientos que se producen durante un aserie
de acciones u operaciones y de la información concerniente
al mismo. Este tipo de diagrama o esquema también pueden
referirse, solamente a las operaciones e inspecciones en cuyo
caso seria un diagrama de operaciones. Particular utilidad cuando
se trata de tener una idea de los trabajos realizados sobre un
conjunto de piezas o componentes que constituyen un montaje,
grupo o producto.
La utilidad de esta clase de diagrama es de constituir
un examen previo y sintetizado de los procesos, que pueden servir
como base a estudios posteriores más amplios detallados.
Mediante este examen podemos darnos cuantas de los hechos de
más relevancia, por ejemplo, si se puede eliminar una
operación, situar las inspecciones en el momento y lugar
adecuado racionalizar los movimientos de materiales y piezas, y
eliminar o disminuir las demoras.
Los diagramas de procesos pueden representarse sobre
hojas, sobretodo cuando se trata de describir acontecimientos que
atañen a mas piezas o bien las actividades de mas de una
persona. Cuando se esta habituando a utilizarlos regularmente, es
preferible adoptar impresos previamente.
Es un instrumento para analizar los costos ocultos,
permite reducir la cantidad y duración de las demoras,
traslados y almacenamientos; se realiza el análisis de
operaciones mediante:
1. Manejo de materiales
2. Distribución de los equipos en la
planta3. Tiempo de retrasos.
4. Tiempos de almacenamientos.
Diagrama de Flujo / Recorrido
Es una representación grafica sobre el plano del
área en el cual se desarrolla la actividad, con las
ubicaciones de los puestos de trabajo y el trazado de los
movimientos de los hombres y/o materiales.
Este tipo de diagrama se utiliza cuando los recorridos
que siguen los materiales y piezas son largos, en general, cuando
por una u otra causa se debe tener en cuenta de manera especial o
hacer resaltar este factor, por la importancia que pueda tener en
el estudio. Otra modalidad es el diagrama planimétrico
(Layout), que se realiza trasladando sobre él las
actividades registradas en el diagrama de proceso, con sus
correspondientes símbolos e idéntica
numeración a la utilizada.
Este diagrama también se caracteriza porque la
ruta del material o del operario, que se ha graficado, se
representa por líneas, otra característica es que
si un movimiento se regresa sobre la misma ruta, o se repite en
la misma dirección, se debe usar líneas separadas
para cada movimiento, con el fin de hacer resaltar esta
acción de retroceso.
Existen tres tipos de diagramas de flujo o recorrido,
que son:
Hilos, cuando el proceso se sigue en líneas
continuas.Tridimensional, cuando el proceso se refleja en tres
planos.Niveles, cuando el proceso abarca más de un
nivel o pisos.
3.12 DEFINICIONES Y SÍMBOLOS DEL DIAGRAMA DE
PROCESO
Es la simbología que se utiliza para describir
las actividades que se realizan en un proceso cualquiera. Nos
permite visualizar en forma general qué sucede en el
proceso.
Con fines analíticos y para ayudar a encontrar y
eliminar deficiencias es conveniente clasificar en cinco tipos de
acciones que suceden durante un proceso dado. Estas se conocen
como: operaciones, transportes, inspecciones, esperas y
almacenajes. Las definiciones siguientes completan el significado
de esas clasificaciones, bajo el punto de vista de las
condiciones en que se encuentran más frecuentemente en la
estructuración del proceso.

REGLAS PARA LA ELABORACIÓN DE
DIAGRAMAS
Estas reglas solo son aplicables a los diagramas de
operación, de proceso y de flujo / recorrido.
1. Material que entra, raya horizontal de
identificación en la parte superior de la hoja, al
final una raya vertical que indica
circulación.

2. La raya horizontal lleva todas las
indicaciones de referencia barras de hierro

3. La raya vertical lleva la sucesión de
símbolos en el orden de las etapas de
proceso.

4. Cada símbolo tiene una
sucesión particular de números.

5. A la derecha va el nombre de la actividad;
izquierda tiempo de duración, numero de puesto o
distancia.

6. La vertical más a la derecha es la
del elemento principal. El resto de las verticales son
secundarias, de derecha a izquierda en el orden en que van
entrando al proceso.

7. La horizontal une a la vertical con la
principal antes del ensamblaje.
9. Todo elemento o pieza que entra al
proceso sin transformación se une por "una
línea materia" a la circulación principal
antes del símbolo de
utilización.
10. Cambio de características a
través de dos líneas horizontales
especificando la nueva característica.
11. Si el elemento puede seguir caminos
diferentes, existen bifurcación o alternativas en
forma vertical.
12. Numeración de la vertical o la
izquierda, teniendo en cuenta los cruces.
3.14 CASOS PARTICULARES DE LOS
DIAGRAMASAlternativa: Implica una división o
bifurcación, que da la posibilidad de tomar un camino
determinado, no hay orden específico para cada
alternativa, pero se hace una a la vez.Repetición: Característica
específica del producto, cuando se repite una o varias
operaciones, necesarias para mejorar el producto y la
línea sale del lado izquierdo.Reproceso: Este se diferencia de la
repetición, en que éste se realiza cuando el
producto tiene una falla y la línea sale del lado
derecho.Desensamblar: Es cuando en el proceso
existe un desensamblaje de pieza, es decir, retiro de una
pieza.Desperdicio: Generalmente va después de una
operación relacionada con desprendimiento y puede
tener tratamientos.3.15 IMPORTANCIA DE LOS
SÍMBOLOSPermiten representar en forma grafica, sencilla y
rápida todas y cada una de las actividades que
están sucediendo en el proceso, método o
procedimiento. Dan una idea general de la situación
actual de la producción que permitirá realizar
los respectivos análisis y tomar decisiones
correspondientes.A través de los símbolos de
almacenaje, demora y traslado se pueden detectar los costos
ocultos de cada un de las actividades que nos reportan
gastos: recurso humano, dinero, pérdida de tiempo y
material. El diagrama debe de llevar lo siguiente:1. Título
2. Proceso
3. Inicio
4. Fecha
5. Seguimiento
6. Método
7. Resumen
El objetivo es asociar o cuantificar cuanto reportan
cada una de las actividades en función de los costos
operativos.3.16 ANÁLISIS OPERACIONAL
Es un procedimiento empleado por el ingeniero de
métodos para analizar todos los elementos productivos
y no productivos de una operación con vistas a su
mejoramiento. La ingeniería de métodos tiene
por objeto idear procedimientos para incrementar la
producción por unidad de tiempo y reducir los costos
unitarios mientras se mantiene o mejora la
calidad.Aspectos a considerar en el Análisis
Operacional:Los hechos deben examinarse como son y no como
parecen.Rechazar ideas preconcebidas.
Reto y escepticismo.
Atención continua y cuidadosa.
Enfoques Primarios
Propósito de la
operaciónDiseño de la parte ó
piezaTolerancias y/o especificaciones
Materiales
Análisis de proceso
Preparación y herramental
Condiciones de trabajo
Distribución de la planta y
equipoManejo de materiales
Principios de la economía de
movimiento
Propósito de la
OperaciónUna regla cardinal que el analista debe observar es
tratar de eliminar o combinar una operación antes de
mejorarla. Una cantidad excesiva de trabajo innecesario se
efectúa en la actualidad. En muchos casos, el trabajo
o el proceso no se deben simplificar o mejorar, sino que se
debe eliminar por completo. Si un trabajo puede ser suprimido
no hay necesidad de gastar dinero en la implantación
de un método mejorado. Ninguna interrupción o
demora se origina mientras se desarrolla la prueba e implanta
un método mejorado. No es necesario adiestrar nuevos
operarios para el nuevo método.Diseño de la Pieza
El ingeniero de métodos con frecuencia se
inclina a creer que una vez que un diseño ha sido ha
sido aceptado solo queda planear su manufactura de la manera
más económica posible. Se reconoce que por lo
general es difícil introducir a un ligero cambio en el
diseño; no obstante, un buen analista de
métodos debe revisar todo diseño en busca de
mejoras posible. Los diseños no son permanentes y
pueden cambiarse, y si resulta un mejoramiento y la
importancia del trabajo es significativa, entonces se debe
realizar el cambio sin cortapisas. Para mejorar un
diseño el analista debe tener presentes las siguientes
indicaciones para diseños de costo menor:Reducir el número de partes,
simplificando el diseño.Reducir el número de operaciones y la
magnitud de los recorridos en la fabricación
uniendo mejor las partes y haciendo más
fáciles el acabado a maquina y el
ensamblaje.Utilizar un mejor material.
Liberalizar las tolerancias y confiar en la
exactitud de las operaciones "clave" en vez de en series
de limites sostenidos estrechamente.
Tolerancias Y Especificaciones
Muchas veces este punto se considera en parte al
revisar el diseño. Sin embargo, generalmente esto no
es adecuado y conviene considerar el asunto de las
tolerancias y especificaciones independientemente de los
otros enfoques en el análisis de la operación.
Las tolerancias y especificaciones se refieren a la calidad
del producto y, la calidad, de acuerdo con la American
Society For Quality Control es la totalidad de los elementos
y características de un producto o servicio que se
fundan en su capacidad para satisfacer necesidades
específicas.Los diseñadores tienen una tendencia natural
a establecer especificaciones más rigurosas de o
necesarias cuando desarrollan un producto. Esto se realiza
por una o dos razones: (1) una falta de apreciación de
los elementos de costo, y (2) la creencia de que es necesario
especificar tolerancias y especificaciones más
estrechas de lo realmente necesario para hacer que los
departamentos de fabricación se apaguen al intervalo
de tolerancias requerido. El analista de métodos debe
estar versado en los asuntos de costos y estar bien enterado
de lo que las especificaciones con límites más
estrechos de lo necesario pueden hacer al precio de
venta.El analista debe estar alerta ante las
especificaciones demasiado liberales o demasiado
restrictivas. El cierre de una tolerancia con frecuencia
facilita una operación de ensamblado o algún
otro paso subsecuente. Esto puede estar económicamente
justificado aunque aumenta el tiempo necesario para realizar
la operación actual. A este respecto, el analista debe
tener presente que la tolerancia global es igual a la
raíz cuadrada de la suma de los cuadrados de las
tolerancias individuales que comprende la tolerancia
global.Material
Una de las primeras cuestiones que considera un
ingeniero cuando diseña un nuevo producto es:
"¿Qué material se utilizara?" puesto que la
capacidad para elegir el material correcto depende del
conocimiento que de los materiales tenga el diseñador,
y como es difícil escogerlo por la gran variedad de
materiales disponibles, en muchas ocasiones es posible y
practico incorporar un material mejor y más
económico a un diseño existente.El analista de métodos debe tener en mente
seis consideraciones relativas a los materiales directos e
indirectos utilizados en un proceso. Tales son:Hallar un material menos costoso.
Encontrar materiales más fáciles
de procesar.Emplear materiales en forma más
económica.Utilizar materiales de desecho.
Usar más económicamente los
suministros y las herramientas.Estandarizar los materiales.
Procesos de Manufactura
Desde el punto de vista del mejoramiento de los
procesos de manufactura hay que efectuar una
investigación de cuatro aspectos:Al cambio de una operación, considerar
los posibles efectos sobre otras operaciones.Mecanización de las operaciones
manuales.Utilización de mejores maquinas y
herramientas en las operaciones mecánicas;
yOperación más eficiente de los
dispositivos e instalaciones mecánicas.
Preparación y Herramental
Uno de los elementos más importantes a
considerar en todos los tipos de herramental y
preparación es el económico. La cantidad de
herramental más ventajosa depende de:La cantidad de piezas a producir.
La posibilidad de repetición del
pedido.La mano de obra que se requiere.
Las condiciones de entrega.
El capital necesario.
Uno de los errores mas comunes entre el personal de
planeación de procesos y diseño de herramientas
es el de invertir sumas considerables en dispositivos
altamente economizadores si fuesen utilizados, pero rara vez
se usarán.Condiciones de Trabajo
El analista de métodos debe aceptar como
parte de su responsabilidad el que haya condiciones de
trabajo que se han apropiadas, seguras y cómodas. Las
condiciones de trabajo ideales elevaran las marcas de
seguridad, reducirán el ausentismo y la impuntualidad,
elevarán la moral del trabajador y mejorarán
las relaciones públicas, además de incrementar
la producción. Las siguientes son algunas
consideraciones para lograr mejores condiciones de
trabajo:a. Mejoramiento del alumbrado.
b. Control de la temperatura.
c. Ventilación adecuada.
d. Control del ruido.
e. Promoción del orden, la limpieza
y el cuidado de los locales.f. Eliminación de elementos
irritantes y nocivos.g. Protección en los puntos de
peligro.h. Dotación del equipo necesario de
protección personal.i. Organizar y hacer cumplir un programa
adecuado de primeros auxilios.
Manejo de Materiales
El manejo de materiales incluye consideraciones de
movimiento, tiempo, lugar, cantidad y espacio. El manejo
adecuado de los materiales permite, por lo tanto, la entrega
de un surtido adecuado en el momento oportuno y en
condiciones apropiadas en el punto de empleo y con el menor
costo total. Los beneficios tangibles e intangibles del
manejo de materiales pueden reducirse a cuatro objetivos
principales, según la American Material Handlings
Society (Sociedad Norteamericana para el Manejo de
Materiales), que son:1. Reducción de costos de
manejo:
a) Reducción de costos de mano de
obra.b) Reducción de costos de
materiales.c) Reducción de costos de gastos
generales.
Aumento de capacidad:
a) Incremento de
producción.b) Incremento de capacidad de
almacenamiento.c) Mejoramiento de la distribución
del equipo.
Mejora en las condiciones de trabajo:
a) Aumento en la seguridad.
b) Disminución de la
fatiga.c) Mayores comodidades al
personal.
Mejor distribución:
a) Mejora en el sistema de
manejo.b) Mejora en las instalaciones de
recorrido.c) Localización estratégica
de almacenes.d) Mejoramiento en el servicio a
usuarios.e) Incremento en la disponibilidad del
producto.
Considerando los seis puntos siguientes es posible
reducir el tiempo y la energía empleados en el
manejó de materiales:a) Reducir el tiempo destinado a recoger el
material.b) Reducir la manipulación de
materiales recurriendo a equipo
mecánico.c) Hacer mejor uso de los dispositivos de
manejo existentes.d) Manejar los materiales con el mayor
cuidado.
Distribución del Equipo en la
PlantaEl principal objetivo de la distribución
efectiva del equipo en la planta es desarrollar un sistema de
producción que permita la fabricación del
número de productos deseados, con la calidad
también deseada y al menor costo posible. La
distribución del equipo es un elemento importante de
todo un sistema de producción que abarca las tarjetas
de operación, control de inventarios, manejo de
materiales, programación, encaminamiento y recorrido y
despacho del trabajo. Todos estos elementos deben ser
integrados cuidadosamente para alcanzar la meta
establecida.CAPÍTULO
IVMarco
metodológico4.1 TIPO DE ESTUDIO
La investigación a realizar es de
campo-descriptiva de tipo no experimental. Se escogió
el diseño no experimental debido a que en el estudio
no se manipulan deliberadamente las variables, solo se
observan las situaciones ya existentes con la finalidad de
proponer mejoras que permitan hacer más eficiente el
proceso productivo de La Empresa.Se considera de campo porque se realiza mediante la
observación directa para la recolección de
información y descriptiva porque se describe,
registra, analiza e interpreta la situación actual de
La Empresa para presentar una descripción correcta de
los hechos.4.2 POBLACIÓN Y MUESTRA
Para el desarrollo de esta investigación se
considera que la población es igual a la muestra, por
lo tanto el estudio será efectuado a todo el personal
de La Empresa en lo que concierne a la organización y
gestión de sus actividades, tanto desde el punto de
vista administrativo como operativo; involucrando los
procesos, tareas, tecnologías, equipos y maquinaria
correspondiente a las labores que se realizan en La Empresa
Construcciones "Carlos Muñoz" C.A.4.3 INSTRUMENTOS
Con el objeto de realizar las debidas mejoras, que
cumpla con el beneficio y los respectivos logros de los
objetivos de La Empresa Construcciones "Carlos Muñoz"
C.A., se parte de la situación actual tomando en
cuenta la revisión de todos los aspectos involucrados
en ella.Para la recolección de datos se utilizaron
los siguientes instrumentos:Entrevistas: se realizaron entrevistas no
estructuradas al personal que labora en La Empresa
Construcciones "Carlos Muñoz" C.A.Observación Directa: con el objetivo de
verificar la información suministrada por las
entrevistas y constatar de manera confiable la
situación actual de La Empresa Construcciones
"Carlos Muñoz" C.A.Encuesta: esta técnica consiste en la
realización de una serie de preguntas
específicas, con el propósito de conseguir
información que permita conocer el ámbito
en que se desenvuelve el personal de La Empresa, y de
esta manera conocer con claridad el clima laboral y los
problemas que pueden presentarse.Material Bibliográfico: se utilizaron
diferentes manuales y libros referentes a estructura
organizativa y distribución física de
planta, manuales para el ingeniero industrial, entre
otros.Recursos:
Lápiz y papel.
Cinta métrica (metro): para la toma de
medidas y distancias en la planta de producción de
La Empresa.Computadora personal: utilizada para la
transcripción del informe.Pen drive y CD: para el almacenamiento de la
información correspondiente a la
investigación.
4.4 PROCEDIMIENTO
Después de haber obtenido la
información mediante las técnicas de
recolección de datos, se realizó el siguiente
procedimiento para procesar la información:Verificación de la información
recopilada, a través de visitas a las diferentes
áreas de trabajo.Selección de la información
requerida, dejando de lado la no relevante para la
elaboración de este estudio.Clasificación y organización de la
información relativa a cada área de La
Empresa.Descripción de la situación actual
de la empresa, enumerando sus problemas y situaciones
conflictivas o en potencial conflicto.Estudio diagnóstico que incluye el
análisis de esa situación en el cual se
consideraron detalladamente todos los factores o aspectos
que influyen en el desenvolvimiento de la
organización.Estudio y análisis de los factores
internos y externos, a través de un
análisis FODA de la situación y
establecimiento de estrategias.Análisis toda la información,
hacer un examen critico de todos los aspectos
investigados para así identificar problemas,
contraindicaciones y plantear posibles soluciones.
Realizar un análisis de la situación
actual, cambios, sucesos y situaciones de mayor
relevancia que influyen en el logro de los
objetivos.Definición del ámbito funcional
que debe tener la unidad estudiada.Determinación de macro funciones de las
unidades, que consiste en el agregado de actividades y
funciones afines, considerando el criterio de
departamentalizacion funcional.Definición de la estructura macro
propuesta. Presentar las propuestas de
organización posible y comparar las alternativas
de acción con sus respectivas ventajas y
desventajas así como los resultados que se esperan
obtener.Descripción de las unidades que conforman
la estructura propuesta.Descripción de los cargos requeridos en
cada unidad para garantizar el logro de los
objetivos.Elaboración del Manual de
Organización propuesto, consiste en la
compilación de cada una de las técnicas
aplicadas con el fin de describir la organización,
contempla la información relativa al proceso de
organización de detalle en cada área y lo
que contiene:Diagrama funcional.
Organigrama de misiones.
Organigrama funcional.
Organigrama de posición macro.
Organigrama de posición
dimensionado.Descripciones de unidad.
Descripciones de cargos.
Elaboración del plano de
distribución física actual de los equipos e
instalaciones físicas de la planta.Elaboración de los diagramas de proceso
de las líneas de producción que se llevan a
cabo en La Empresa.Elaboración de los diagramas de recorrido
para la visualización gráfica de las
actividades que se efectúan durante el proceso
productivo, así como la secuencia lógica de
cada una de ellas.Por último se plantearon las conclusiones
y recomendaciones de la investigación.
CAPÍTULO
VSituación
actual5.1
ORGANIZACIÓNActualmente, La Empresa Construcciones "Carlos
Muñoz" C.A., ha venido realizando sus labores y
creciendo como empresa sin contar con una estructura
organizativa definida y acorde con las funciones que
desempeñan internamente, por consiguiente no existe
una división por departamentos o unidades funcionales
que coordinan la gestión y los procesos internos y
externos que desarrolla La Empresa.La Empresa Construcciones "Carlos Muñoz"
C.A., requiere de un proceso de estructuración
organizativa, que se inicie con el fin de diseñar una
organización eficiente desde el punto de vista
estructural y capaz de realizar una serie de funciones
destinadas a lograr los objetivos y metas de La Empresa.
Debido al proceso mismo de estructuración, surgen
cambios y movimientos en la organización de La Empresa
a manera de adecuarla y actualizarla para que cumpla con las
condiciones actuales de la misma.El proceso de estructuración en
Construcciones "Carlos Muñoz" C.A., se desarrolla en
función de atacar y corregir las fallas existentes en
la empresa, surgiendo como necesidad especial atender las
debilidades de la organización en función de
mantener y aumentar sus fortalezas estimulando el continuo
enriquecimiento de la organización, atendiendo
principalmente los problemas en cuanto a personal,
tecnología, equipos y procesos que orienten
eficazmente el proceso de diseño de la
organización.5.2 DIAGNÓSTICO DE LA
ORGANIZACIÓNComo se mencionó anteriormente La Empresa
Construcciones "Carlos Muñoz" C.A., debe estructurar
su base organizativa, y para ello cada una de sus unidades
deberán organizar sus funciones, cargos y ciertos
movimientos en su organización que le permitan
alcanzar las metas establecidas por La Empresa.Los motivos por los cuales Construcciones "Carlos
Muñoz" C.A., decide diseñar su estructura
organizativa se debe en principio a las siguientes
razones:No existe un estudio de organización
adecuado, ni lineamientos organizacionales: La empresa no
cuenta con un estudio de organización definido aun
cuando contara con una organización no
estructurada, la cual se ha encargado de sacar adelante
La Empresa. La organización no solo se refiere a
la estructura u organigrama como tal, sino a todo lo que
conforma la organización incluyendo sus funciones
correlativas y la forma en que se coordina para lograr un
fin común.Desequilibrio en las cargas de trabajo: este
desequilibrio se encuentra presente en las diferentes
unidades de la organización, y dado que la
cantidad específica de trabajo a realizar en cada
unidad de la organización debe ser la adecuada a
su personal, capacidad y posición, motivo por el
cual La Empresa debe subdividir las actividades
claramente relacionadas y delimitarlas.Problemas de jerarquía y autoridad: los
conflictos de autoridad que se presentan en este caso, se
deben a la delegación de responsabilidad en los
distintos miembros que conforman las distintas unidades
de La Empresa, lo que trae como consecuencia que se
intercambien las funciones y responsabilidades,
presentándose en muchos casos para que existan
dualidades de mando. No existen documentos donde se
especifiquen las funciones y atribuciones de cada
cargo.
5.3 APLICACIÓN DE ENCUESTA
La encuesta se realizó con el fin de
recolectar información necesaria para determinar el
grado de conocimiento del personal con respecto a sus cargos
y funciones dentro de la Empresa (ver apéndice), con
el fin de determinar la necesidad de tomar acciones
correctivas en base a la divulgación y
ejecución de procedimientos informativos con respecto
al proceso de organización iniciado en La Empresa. A
continuación se muestran las preguntas de la encuesta
con dicho análisis. La muestra que se considero para
las observaciones y entrevistas fue de un total de 8
trabajadores, lo que 100% de la población total de la
empresa en el tiempo en que se realizó el estudio, ya
que el resto del personal no se encontraba laborando en la
empresa debido a que dependiendo de los pedidos y la cantidad
de trabajo se contrata el personal necesario para cubrir la
demanda que es muy variable.5.4 ANALISIS DE LA ENCUESTA
1. Datos personales: los datos personales
fueron tomados en cuenta para validar la
información que el departamento administrativo
suministro y de esta forma ampliar la base de
datos.2. ¿Ocupa usted el cargo por el
cual fue contratado en La Empresa Construcciones "Carlos
Muñoz" C.A.?
OPCION
FRECUENCIA
SI
5
NO
3
Figura 1. Relación entre cargo
y contrato de la empresa.Fuente: Elaboración
propia.Como se puede apreciar en la figura 1, el 62,5% de
las personas ocupan su cargo de acuerdo a como fueron
contratados por La Empresa, lo que significa que el 37,5%
restante, son aquellas personas que se encuentran realizando
sustituciones en cargos que no le correspondes, lo cual
demuestra el movimiento existente dentro de la estructura
organizativa.3. ¿Se le
entrenó previamente en La Empresa para ocupar el
cargo por el cual fue contratado?
OPCION
FRECUENCIA
SI
3
NO
5
Figura 2. Entrenamiento
recibido.Fuente: Elaboración propia
La mayoría del personal que ingresa en La
Empresa para trabajar en las unidades operativas no recibe un
entrenamiento previo para realizar sus funciones, el 62,5% de
las personas no recibieron entrenamiento específico, y
el 37,5% recibió de alguna forma recomendaciones y
entrenamiento por parte de sus superiores.4. ¿Se le informó
oportunamente de las funciones y responsabilidades del
cargo?
OPCION
FRECUENCIA
SI
6
NO
2
Figura 3. Información de
funciones y responsabilidades.Fuente: Elaboración
propia.Como se puede apreciar en la figura 3, el 75% del
personal encuestado respondió afirmativamente a la
pregunta, lo cual significa que existe un 25% que no
conocía sus funciones y responsabilidades, lo que
puede ocasionar perdidas de tiempo y dinero a la empresa,
debido a los problemas que puede ocasionar esta
situación.5. ¿Entendió
usted cada una de las funciones y responsabilidades que
le fueron asignadas?
OPCION
FRECUENCIA
SI
4
NO
4
Figura 4. Internalización de
las funciones y responsabilidades.Fuente: Elaboración propia
El 50% de los trabajadores no entendió
claramente las funciones y responsabilidades que le fueron
asignados, dado que no recibieron un entrenamiento previo,
cabe destacar que las operaciones y rutinas de trabajo fueron
aprendidas a través de la experiencia adquirida con el
tiempo.6. ¿Considera usted
adecuadas las tareas asignadas a su cargo?
OPCION
FRECUENCIA
SI
5
NO
3
Figura 5. Relación entre las
tareas asignadas y el cargo.Fuente: Elaboración
propia.El 62,5% de las personas encuestadas consideran que
las tareas asignadas son adecuadas al cargo que realizan,
mientras que el resto no las considera adecuadas debido a que
deben realizar actividades que les sean asignadas por parte
de su supervisor inmediato. Por el siguiente resultado se
observa que no existen problemas en cuanto a la
satisfacción con relación a las actividades
inherentes al cargo.7. ¿Entiende usted y
esta consciente del grado de responsabilidad asignado a
su cargo?
OPCION
FRECUENCIA
SI
7
NO
1
Figura 6. Grado de
Responsabilidad.Fuente: Elaboración propia
El 87,5% del personal esta consciente del grado de
responsabilidad asignado a su cargo, y solo una mínima
parte al momento de representar un cargo dentro de la empresa
se pronuncio de manera negativa.8. ¿Se considera
usted capacitado para desempeñar su
trabajo?
OPCION
FRECUENCIA
SI
7
NO
1
Figura 7. Capacitación para el
cargo.Fuente: Elaboración
propia.Cabe destacar que la mayoría de los
trabajadores (87,5%), se siente capacitado para ejecutar su
trabajo, lo que indica que existe una alta
capacitación técnica en el personal que
allí labora, lo que debe ser aprovechado por la
organización de tal forma que se utilice el recurso
humano en forma eficiente y efectiva, y se refuerce la de
aquellos que necesiten ayuda para mejorar su capacidad
técnica y productiva.9. ¿Piensa usted que se
desenvolverá mejor si ocupase otro
puesto?
OPCION
FRECUENCIA
SI
3
NO
5
Figura 8. Grado de desenvolvimiento
en otro cargo.Fuente: Elaboración
propia.La 62,5% de los trabajadores que son contratados por
Construcciones "Carlos Muñoz" C.A., se
desempeñan en el cargo para el cual fueron
seleccionados y por ende se sienten complacidos con el
trabajo que realizan, por lo que no se sienten deseos de
ocupar otro puesto.10. Describa de manera clara y concisa
las tareas y/o funciones secundarias del cargo, y en que
porcentaje dedica su tiempo a cada una de
ellas.11. Describa de manera clara y concisa
las tareas y/o funciones secundarias del cargo, y en que
porcentaje dedica su tiempo a las mismas.
Las respuestas obtenidas en las preguntas 10 y 11 de
la respectiva encuesta no serán analizadas de forma
precisa en este análisis debido a las
características de cada una, pero serán tomadas
en cuenta para elaborar las respectivas descripciones de
cargo del manual de organización.12. ¿Cómo considera la
relación con su jefe?
OPCIÓN
FRECUENCIA
Excelente
2
Satisfactoria
5
Regular
1
Poco
Satisfactoria0
Figura 9. Relación con el
Jefe.Fuente: Elaboración
propia.De acuerdo a los resultados obtenidos se observa que
la relación Supervisor-Trabajador es satisfactoria en
gran parte, esto se debe a que Construcciones "Carlos
Muñoz" C.A., es una Empresa pequeña donde
existe suficiente confianza entre los trabajadores, lo que
permite que se estrechen las relaciones y se trabaje en un
entorno tranquilo donde el trabajador no siente miedo de
expresar sus opiniones y en algunos casos los problemas que
le aquejan.13. ¿Entiende usted cada una de
las instrucciones dadas por su jefe?
OPCIÓN
FRECUENCIA
Excelente
3
Satisfactoria
4
Regular
1
Poco
Satisfactoria0
Figura 10. Comprensión de
instrucciones.Fuente: Elaboración
propia.El 87,5 de los encuestados entiende las
instrucciones de su jefe con suficiente claridad, lo que
indica claramente un alto porcentaje de comprensión
mutua.14. ¿Sigue usted un
programa de actividades o las actividades que realiza son
imprevistas de acuerdo a lo que necesiten en el
día?
OPCION
FRECUENCIA
SI (sigue un
programa)6
NO
(imprevistas)2
Figura 11. Seguimiento de Programa de
Actividades.Fuente: Elaboración
propia.El 75% asegura que siguen un programa de actividades
programadas impartidas por su jefe y acordadas en reuniones
de producción, y el restante 25% adicional considera
que sus actividades son ordenadas en función del
requerimiento diario del área a la cual
pertenece.15. ¿Conoce y cumple
las normas de la empresa Construcciones "Carlos
Muñoz" C.A.?
OPCION
FRECUENCIA
SI
5
NO
3
Figura 12. Conocimiento de las normas
de la empresa.Fuente: Elaboración
propia.Como se puede observar en la gráfica el 62,5%
de los trabajadores si conocen las normas de la empresa, pero
de forma deficiente, esto producto quizás de no contar
con un manual de organización que esté a la
disposición de todos y cada una de las personas que
laboran en la planta.16. ¿Cómo considera las
condiciones de trabajo dentro de la empresa para el
desempeño de su cargo?
OPCIÓN
FRECUENCIA
Excelente
5
Satisfactoria
2
Regular
1
Poco
Satisfactoria0
Figura 13.Condiciones de
trabajo.Fuente: Elaboración
propia.El 87,5% de los trabajadores considera que las
condiciones de trabajo son buenas, por lo que se puede decir
que las condiciones de la planta están dadas para
lograr una máxima eficiencia del
trabajador.5.2 DIAGNÓSTICO DE LA SITUACIÓN
ACTUAL DE LA PLANTALa Empresa Construcciones "Carlos Muñoz"
C.A., actualmente ejecuta trabajos de construcción,
electricidad, mantenimiento de estructuras metálicas y
la fabricación de las mismas, lo que es su base
principal de sustento, sin embargo la misma a diversificado
sus servicios lo que aunado a una distribución de
planta no planificada adecuadamente no logra cumplir con gran
eficiencia las necesidades del mercado que enfrenta dicha
empresa, además existe un desaprovechamiento del
espacio físico de la planta que los obliga a tomar
medidas correctivas que le permitan maximizar su capacidad
productiva a través del aprovechamiento de las
instalaciones físicas de la planta en forma
eficiente.Actualmente, la planta de producción de la
empresa Construcciones "Carlos Muñoz" C.A., solo se
lleva a cabo el proceso de producción de las
estructuras metálicas, ya que las otras labores que
realiza la empresa son actividades o servicios que
ésta presta, bien sean trabajos eléctricos o
mantenimientos que se realizan básicamente fuera de
las instalaciones físicas de la planta, por lo tanto
la distribución física actual corresponde a la
maquinaria y diferentes áreas de trabajo del proceso
de producción y fabricación de todo lo
referente a estructuras metálicas.Disposición del Área de
TrabajoLa maquinaria y equipos se encuentran ubicados por
área de trabajo, y se observa que no existe un
aprovechamiento eficiente del área disponible, ya que
en muchos casos se realizan operaciones en áreas no
destinadas para ellas, es decir, que al terminar una
actividad suelen realizar otra diferente en el mismo lugar,
realizando movimientos innecesarios de traslado de
herramientas y equipos, lo que a su vez obstaculiza el paso a
los operarios que realizan traslado de materiales para las
diferentes áreas de trabajo, ocasionando ineficiencia
en el proceso, demoras y congestionamiento de las
operaciones. Contando la planta con espacios y áreas
que no son utilizadas para realizar actividades, y otras que
están siendo mal aprovechadas con depósitos
innecesarios, desperdicios y colocación del producto
terminado en diferentes lugares de la planta que no
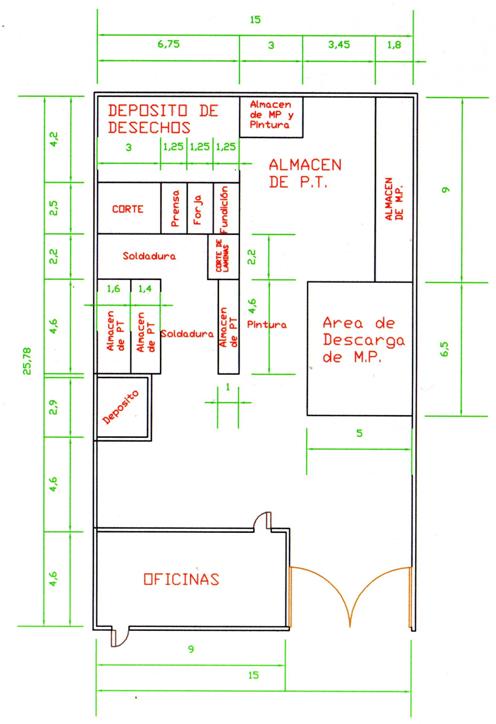
están destinados como almacén.La Empresa en la actualidad no cuenta con los planos
de la Distribución Física de los equipos y
maquinaria, así como los Diagramas de Recorrido de
actividades y de Procesos para la fabricación de las
diferentes estructuras metálicas, que son necesarios
para realizar el estudio pertinente, por lo que procedimos a
elaborarlos; y presentarlos como se observa a
continuación. (Ver Figura 14. Distribución
Actual de Planta, Figura 15. Diagrama de Proceso Actual y
Figura 16. Recorrido de Actividades en la Distribución
Actual).El diagrama de proceso representa
gráficamente las operaciones que conforman el proceso
productivo de la empresa, no siendo éste el
único proceso productivo ya que en La Empresa se
realiza una diversa gama de productos y estructuras
metálicas que pueden diferenciarse generalmente por el
tipo de material o materia prima a utilizar, sin embargo las
operaciones a ejecutar para la fabricación de las
mismas no varían considerablemente porque las
actividades que se realizan son generalmente las mismas, con
la excepción del proceso de forjado y en algunas
ocasiones el taladrado, ya que por características del
producto o por especificaciones del cliente se
decidirá aplicarle la forja al material, diferenciando
los procesos básicamente por esos aspectos, todas las
demás operaciones se realizan para la
fabricación de los demás productos que fabrica
La Empresa. Por lo que se escoge el proceso productivo que
implique la ejecución de todas las actividades para la
fabricación de las estructura metálicas con el
fin de especificar y dar a conocer el recorrido por todas las
áreas de trabajo de la planta que serán objeto
del estudio.FIGURA 14. DISTRIBUCIÓN
ACTUAL DE PLANTAFIGURA 15. DIAGRAMA DE PROCESO
ACTUALFIGURA 15. DIAGRAMA DE PROCESO
ACTUAL (CONTINUACIÓN)FIGURA 15. DIAGRAMA DE PROCESO
ACTUAL (CONTINUACIÓN)FIGRA 15. DIAGRAMA DE PROCESO
ACTUAL (CONTINUACIÓN)FIGURA 15. DIAGRAMA DE PROCESO
ACTUAL (CONTINUACIÓN)FIGURA 16. RECORRIDO DE ACTIVIDADES EN LA
DISTRIBUCIÓN ACTUALMateria Prima y Materiales.
Para la fabricación de las distintas
estructuras metálicas se utilizan una diversa y
variada gama de materiales, como lo son tubos, platinas,
láminas de acero, barras de acero, cabillas, etc., los
cuales se encuentran en diferentes almacenes ubicados en la
planta, la materia prima es almacenada dependiendo de su
longitud, peso y tipo, por esta razón la existencia de
varios almacenes. Los materiales no se encuentran ubicados de
la mejor manera, ya que en muchos casos es necesario realizar
largos recorridos para trasladar la materia prima hasta las
áreas de trabajo, de igual forma se presentan
inconvenientes debido a que en otros almacenes al momento de
tomar los materiales obstaculizan el trabajo y deben parar la
actividad mientras realizan el traslado.Los materiales que forman parte directa del proceso
productivo son los siguientes:Manejo de Materia Prima y
MaterialesEl movimiento de materiales en el proceso de
fabricación de las estructuras, metálicas es
muy notable y significativo, debido a que es realizado por el
operario directamente con una carreta o carretilla desde los
diferentes almacenes hasta las áreas de trabajo,
además del traslado realizado cuando se recibe la
materia prima en el área de recepción y
descarga, el cual requiere un gran esfuerzo y causa perdida
de energía y fatiga por el peso y la cantidad de
traslados que se deben hacer.Actualmente realizan también movimientos de
maquinaria y equipos, debido a que muchas veces trabajan en
un sitio determinado que no corresponde a la actividad,
trasladando estos de un lado a otro.Herramientas y Equipos
Las herramientas y equipos se encuentran en muy
buenas condiciones en cuanto a calibrado y estado
físico y calidad, pero estas se encuentran un poco mal
ubicadas en la planta, ya que no se mantiene un optima
disposición de las herramientas en el área de
trabajo y los equipos en muchos casos se encuentran
obstaculizando el libre desplazamiento de los
operarios.Para llevar a cabo el proceso de producción
de las estructuras metalicas en Construcciones "Carlos
Muñoz" C.A., se cuenta con los siguientes equipos y
maquinarias:Tabla 2: Equipos y
Maquinaria.Cantidad
Descripción
01
Maquina de Soldar, 250 AMP
04
Cortadora, 120 volts, 15 AMP, 3300
RPM03
Esmeril, 120 volts, 15 AMP, 6000RPM
01
Esmeril, 120 volts, 15 AMP, 7000
RPM01
Prensa Manual
01
Fragua con Motor Generador de Aire
01
Guillotina para corte de Laminas
02
Compresor de aire, 300 PSI
01
Taladro de Árbol (Vertical)
02
Máquina de Soldar, 225 AMP
01
Máquina de Soldar, 200 AMP
02
Taladro Manual, 110 volts, 3000 RPM
01
Taladro Manual, 120 volts, 3500 RPM
01
Ploga, 110 volts. Percutora
01
Tronzadora, 3000 watt
01
Soplete, 2 bombonas, gas y oxigeno
01
Carreta de 2 ruedas
Varias
Hormas y moldes para tornear el
hierroVarias
Herramientas como martillos, destornilladores,
limas, tijeras, etc.Fuente: Elaboración propia
Condiciones de Trabajo
En el área de producción las
condiciones ambientales son muy buenas, ya que no se perciben
altas temperaturas, existe muy buena iluminación y
ventilación, en cuanto a gases tóxicos u olores
perturbadores solo existen los generados por combustibles
(gasolina y tiner) que son utilizados en el área de
pintura para acelerar el secado de esta, pero de igual forma
no es muy influyente porque el pintado se realiza en un
área al aire libre y con buena ventilación. Lo
que mas incide en cuanto a condiciones de trabajo es el
fuerte sonido o ruido que causa la maquina cortadora y el
esmeril.Equipos de Protección
PersonalEn la actualidad La Empresa cuenta con los equipos
de protección personal necesarios para el tipo de
trabajo que realizan cada uno de los operarios, aunque no
existe un programa de Seguridad e Higiene Industrial, los
trabajadores hacen uso de los equipos de protección
dependiendo de la actividad a realizar o el equipo a
manipular, por lo que generalmente no se han presentado
accidentes laborales en la planta hasta la fecha pero se
tiene un factor de riesgo.Los equipos de protección personal que
utiliza el personal en la empresa son:Botas de Seguridad.
Lentes.
Guantes.
Tapa Boca.
Careta de Soldar.
Material de Desecho






























 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |