Máquina Ponedora, Manual de bloques y Molino Reciclador de la producción defectuosa
- Resumen
- Introducción
- Bloques Vs. Ladrillos
- Diseño para el medio ambiente y
Reciclaje - Deficiencias de algunos tipos de
máquinas para fabricar bloques - Selección de la máquina de
fabricar bloques y caracterización de sus
deficiencias - Selección del Molino
Triturador - Tecnología Integral
- Conclusiones
- Referencias
Bibliográficas
Resumen
Hoy en día los bloques de concreto se producen
prácticamente en todo el mundo debido a su alta calidad y
a la demanda de materiales económicos de
construcción. Una variedad de materias primas pueden
utilizarse para producir unidades de concreto por miles, en
diferentes tamaños y formas.
Al producir bloques también se busca reemplazar
parcialmente una tecnología muy arraigada en nuestra
sociedad para la construcción de viviendas que tiene como
base el ladrillo común de tierra cocida, elaborado con un
recurso no renovable y con las afectaciones al medio ambiente que
su elaboración trae.
En diversos países y particularmente en Cuba y
Venezuela, existe básicamente tres tipos de
máquinas para fabricar bloques: las ponedoras, las
estacionarias y las plantas estacionarias. Las dos primeras
pueden ser manuales o hidráulicas, la tercera solamente es
hidráulica. Las hidráulicas hacen un poco
más humano el trabajo de fabricación de bloques,
como consecuencia son más costosas. El trabajo con las
manuales requiere más esfuerzo del operario y son menos
costosas, típicas para la pequeña y mediana
empresa. En este trabajo se propone el uso de las máquinas
ponedoras manuales, a las cuales se les propondrá
modificaciones a fin de que la operación que requiera
mayor esfuerzo humano, sea simplificada con cierto grado de
automatización.
Al producir bloques con estos tipos de máquinas y
por el poco control de la calidad a que éste proceso es
sometido, ciertas cantidades se desmoronan bien al ser
paletizados, transportados o apilados. Esas cantidades de bloques
que no se venden por sus defectos, pudieran ser reciclados para
reutilizar los materiales que lo componen.
Se puede decir entonces que este trabajo versa sobre una
propuesta de tecnología integral para la producción
de bloques formada por una máquina ponedora manual y un
molino triturador que cierre el ciclo para la
reutilización de los materiales de los bloques con
defectos que no se venden. Se trata pues, de una
tecnología "limpiadora" y apropiable", posibilitadora de
la autoconstrucción y generadora de nuevas fuentes de
trabajo.
Introducción
Desde 1868, un constructor de apellido Frear
fundó la que podría considerarse la primera planta
para construir bloques de concreto en el continente americano.
Hoy en día los bloques de concreto se producen
prácticamente en todo el mundo debido a su alta calidad y
a la demanda de materiales económicos de
construcción. Una variedad de materias primas pueden
utilizarse para producir unidades de concreto por miles, en
diferentes tamaños y formas.
Al producir bloques también se busca reemplazar
parcialmente una tecnología muy arraigada en nuestra
sociedad para la construcción de viviendas que tiene como
base el ladrillo común de tierra cocida, elaborado con un
recurso no renovable y con las afectaciones al medio ambiente que
su elaboración trae.
En diversos países y particularmente en Cuba y
Venezuela, existe básicamente tres tipos de
máquinas para fabricar bloques: las ponedoras, las
estacionarias y las plantas estacionarias. Las dos primeras
pueden ser manuales o hidráulicas, la tercera solamente es
hidráulica. Las hidráulicas hacen un poco
más humano el trabajo de fabricación de bloques,
como consecuencia son más costosas. El trabajo con las
manuales requiere más esfuerzo del operario y son menos
costosas, típicas para la pequeña y mediana
empresa. En este trabajo se propone el uso de las máquinas
ponedoras manuales, a las cuales se les propondrá
modificaciones a fin de que la operación que requiera
mayor esfuerzo humano, sea simplificada con cierto grado de
automatización.
Al producir bloques con estos tipos de máquinas y
por el poco control de la calidad a que éste proceso es
sometido, ciertas cantidades se desmoronan bien al ser
paletizados, transportados o apilados. Esas cantidades de bloques
que no se venden por sus defectos, pudieran ser reciclados para
reutilizar los materiales que lo componen, que de hecho son
materiales enriquecidos con cemento, una vez que se
trituren.
Se puede decir entonces que este trabajo versa sobre una
propuesta de tecnología integral para la producción
de bloques formada por una máquina ponedora manual y un
molino triturador que cierre el ciclo para la
reutilización de los materiales de los bloques con
defectos que no se venden.
Desarrollo:
Bloques Vs.
Ladrillos
El ladrillo, por sus dimensiones y condiciones
físicas, ha resultado ser un material constructivo de
aceptación universal. No obstante, su forma de
producción, a partir de la extracción de la capa de
tierra superficial vegetal (humus), y posterior quemado en
grandes hornos a cielo abierto, constituye un verdadero problema
ecológico que se puede corregir, ya que produce:
[1]
• Desertificación del suelo.
• Contaminación atmosférica (por el
humo y gases generados).
• Tala de árboles para obtener la
leña necesaria para el funcionamiento del
horno.
Entre las ventajas de los bloques pueden
señalarse [2]: es un material ecológico, mayor
rendimiento en la mano de obra, disminuye el uso de mortero,
permite introducir instalaciones sin ranurar, consumo por metro
cuadrado: 12.5 piezas, calidad uniforme y garantizada, se pueden
fabricar con material reciclado, la apariencia que tiene permite
ahorros en repellos, disponibilidad permanente en cualquier
época del año, no necesita mojarse al momento de su
colocación, aislamiento térmico y acústico y
sus medidas modulares disminuyen el desperdicio.
Algunos ayuntamientos como el de Tlaquepaque en
México, tienen programas con las ladrilleras para que en
lugar de fabricar ladrillos, elaboren bloques de hormigón
ya que más de 80 ladrilleras de esa zona continúan
contaminando el ambiente. Uno de los objetivos del proyecto es
mejorar la calidad del aire. "Al fabricar ladrillo, no deja de
haber una cocción con materiales contaminantes, o en su
caso gas, pero no deja de ser un punto de emisión a la
atmósfera de gases de combustión". [3]
Diseño
para el medio ambiente y Reciclaje
Existe una técnica conocida como Diseño
para el medio ambiente la cual pretende integrar factores
medioambientales en el proceso de diseño de nuevos
productos [4]. En concreto, los factores ambientales, que han de
tenerse en cuenta a la hora de proceder al diseño de un
nuevo producto, son los siguientes:
1.- Uso de materiales: se debe tratar de utilizar la
mayor cantidad posible de materiales renovables, la menor
cantidad de material posible, así como tratar de reducir
al máximo el número de componentes del
producto.
2.- Consumo de energía: en este campo se debe
tender a una reducción en el consumo de energía
necesaria para la fabricación del producto, así
como a una utilización de fuentes de energía
renovables y limpias (energía solar, eólica,
hidroeléctrica, etc.).
3.- Prevención de la contaminación: en el
diseño del producto se deben evitar o, al menos, reducir
al máximo las posibles emisiones tóxicas durante el
proceso de producción, así como durante la
utilización del producto.
El Programa de Acción Ambiental de la
Unión Europea destaca el concepto de desarrollo sostenible
entendido como «un reflejo de una política y de un
desarrollo continuo que no vaya en detrimento del medio, ni de
los recursos naturales», basándose en el informe de
la Comisión Mundial sobre el Medio Ambiente y el
Desarrollo (Informe Brundtland), que lo definía como aquel
«desarrollo que satisface las necesidades del presente sin
comprometer la capacidad de las generaciones futuras para
satisfacer sus propias necesidades», estableciendo como
requisitos para éste: [5]
• La incentivación de la
reutilización y el reciclaje para evitar el despilfarro y
prevenir el agotamiento de las reservas de recursos naturales,
dada la limitación de las materias primas.
• La racionalización del consumo y de la
producción de energía.
• La transformación de las pautas de consumo
y comportamiento de la sociedad.
La escuela alemana de Ulm, que ha influido en buena
medida en el diseño industrial europeo, formuló,
hace ya casi cuarenta años, la siguiente premisa:
«El objetivo es fabricar productos de larga vida, aumentar
su valor de uso y reducir el derroche.» Ésta
sería la fórmula inicial de lo que en la actualidad
se engloba bajo el concepto de ecodiseño.
Las estadísticas reflejan que en los
países más desarrollados, antes de la primera
crisis del petróleo de 1973, los tiempos reales de
utilización de bienes de consumo resultaban ser, como
mínimo, cinco veces inferiores a su vida útil
potencial, mientras que en los países menos desarrollados
estos períodos llegaban a superar hasta tres veces la vida
útil potencial de éstos. En la actualidad, y a
pesar de la tan comentada crisis económica, el tiempo real
de utilización de los productos sigue siendo en los pases
ricos un ejemplo claro de despilfarro, demostrándose al
mismo tiempo las desigualdades imperantes y la falta de
solidaridad a nivel mundial.
A día de hoy muy poco hormigón demolido es
reciclado o reutilizado en cualquier parte del mundo. La
pequeña cantidad que se recupera es sobre todo
reutilizable como base o sub base en carreteras en
construcción. El resto es vertido o dispuesto en
terraplenes. En Japón se aplica una ecotasa, equivalente a
10 dólares USA, a cada tonelada vertida. [6]
Reciclar el hormigón para producir
hormigón estructural de calidad para otros usos, distintos
que el de pavimentos, es técnicamente posible. Para ello
se ha establecido el plan de ensayos en el que se han investigado
las características de las dosificaciones utilizadas y las
mejoras a introducir. Se pretende lograr unas resistencias
acordes con los valores mínimos (25 N/mm2 de la
Instrucción Española de Hormigón, así
como cumplir los requisitos de durabilidad, analizando los
parámetros físicos y químicos, que concluyan
en las vías de investigación a desarrollar para
obtener aquellas dosificaciones óptimas que posibiliten la
utilización del "escombrormigón" como
hormigón de piezas estructurales.
En la mayoría de las fábricas el
único control de calidad al que, generalmente, se ve
sometido el bloque es aquel que consiste en fijar la cantidad de
cemento a introducir en la dosificación del
hormigón que lo constituye, de tal modo que sea la
suficiente para que, al retirar la ponedora, el bloque no se
desmorone y para que las mermas que se producen por rotura sean
mínimas, de tal manera, que el cociente entre las unidades
de bloque vendidas y las unidades de bloque producidas se acerque
lo más posible a la unidad. Sin embargo, este control
único, de la cantidad de cemento de las mezclas, es
claramente insuficiente para seguir lo que al respecto
está reglamentado.
Cuando la misión del bloque va a ser con fines
estructurales, el valor mínimo de la resistencia bruta a
la compresión es de 60 kp/cm2, y como novedad respecto a
lo recogido en la norma tecnológica, interviene
también la resistencia neta, o lo que es lo mismo el
resultado de dividir la tensión de rotura por la
sección neta del bloque, que, cuando se va a utilizar con
fines estructurales, tiene que arrojar un valor superior a los
125 kp/cm2.
Especial mención habría que hacer a los
resultados obtenidos con los bloques en los que el árido
utilizado proviene de la trituración de escombros de
hormigón, en los que, frente a un 16% de aumento medio del
peso unitario se obtienen aumentos de los valores resistentes a
compresión del 111 % (lógicamente, al ser hechos
con la misma máquina ponedora, el incremento es igual para
las resistencias bruta y neta).
Existen distintos medios para la trituración de
escombros, entre los principales se encuentran: las Plantas
Móviles (generalmente montadas sobre camión), las
Plantas Estacionarias y los pequeños Molinos Trituradores,
entre otros. En las Fotos 1, 2 y 3 se pueden apreciar ejemplos de
estos medios.

Deficiencias de
algunos tipos de máquinas para fabricar
bloques
En la Fábrica de Bloques Wualdemar Díaz de
la Rosa perteneciente al Combinado José Rodríguez
se producen 3 tipos de bloques: de 10, 15 y 20 cm. Los de 20 se
elaboran en una planta ponedora de bloques española
caracterizada por su elevada eficiencia y productividad y para la
producción de los bloques de 10 y 15 se utilizan dos
máquinas de tecnología cubana con un alto grado de
sobre explotación. Para producir en la española
solo hacen falta tres hombres, mientras que en el proceso
productivo de las cubanas intervienen veintiocho. [7] Cada una
requiere de catorce obreros para realizar la producción,
distribuidos como sigue: con cada máquina trabaja un
operador de mezcladora de hormigón pesado, que se encarga
de mezclar la arena, el agua, el cemento y la gravilla 3/8 en las
cantidades requeridas, un ayudante de este operador, que se
encarga de suministrar el cemento con una carretilla, un operador
de pala (tractor) que suministra la arena y la gravilla 3/8 a la
mezcladora, un ayudante que acomoda los tableros sobre los que se
colocan los bloques, el operador de la máquina, un
ayudante que facilita la colocación de los bloques en las
carretillas, cuatro trabajadores que transportan los bloques, dos
estibadores que bajan los bloques de las carretillas y los
acomodan, y dos ayudantes que se encargan de retirar los tableros
de los bloques luego de haber alcanzado la suficiente
consistencia. Como se puede apreciar el elemento humano juega un
papel fundamental en el flujo del proceso productivo,
constituyendo esto un factor determinante en la productividad del
proceso.
El estado técnico actual de las máquinas
es en gran medida desfavorable, incidiendo en esto
fundamentalmente el alto grado de sobre explotación al que
han sido sometidas, sobrepasando ya los límites de su vida
útil. Esto provoca que se produzcan roturas inesperadas,
de poca, mediana, y gran envergadura, paralizando
instantáneamente el proceso productivo y conllevando a
incurrir en gastos excesivos. Pero la mayor repercusión se
centra en la poca probabilidad de recuperar el tiempo perdido,
porque aunque las máquinas pueden producir 500 y 412.5
bloques por hora respectivamente en condiciones óptimas,
lo que determina el ritmo de la producción no son las
máquinas sino la energía física de los
hombres para realizar el trabajo, pues de los veintiocho hombres
que participan directamente en el proceso, doce realizan un
trabajo físico intenso y agotador (representando el 43%
del total de la fuerza productiva), estos son los ocho
trabajadores y los cuatro estibadores.
La distancia que existe entre la maquinas y el punto
más lejano donde se colocan los bloques es de 150 m, y el
punto más cercano se encuentra a 20 m, las dimensiones del
ancho de un tablero son 45 cm, en cada carretilla caben 2
tableros, a razón de 16 bloques de 10 cm y 10 de 15 cm, el
peso de un bloque de 10 cm es de 22 lb. que al multiplicarlo por
16 que es el número de bloques por carretilla es de 352
lb. y el de 15 cm pesa 36 lb., que al multiplicarlas por 10 que
es la capacidad de la carretilla suman 360 lb. Lo que demuestra
el elevado esfuerzo físico que debe realizar un
carretillero para realizar su faena, y aunque en las primeras
horas el ritmo del proceso va en ascenso llega un momento donde
el cansancio comienza a hacer efecto y entonces a partir de
ahí empieza a decrecer el ritmo de la producción,
lo que demuestra que a medida que va pasando el tiempo el obrero
irremediablemente se va agotando, sus energías van
disminuyendo y por ende el ritmo de la producción
disminuye de manera lineal a su desgaste físico. Quedando
demostrado que es muy difícil recuperar el tiempo perdido
por las roturas incrementando la carga de trabajo.
El tercer factor que incide directamente en los
resultados a alcanzar en el proceso productivo, está
relacionado con la existencia o no de buenas condiciones
climáticas, específicamente relacionadas con la
lluvia. El patio donde se colocan los bloques de 10 y 15 cm. no
tiene techo ni suelo pavimentado, provocando que en épocas
de lluvia se afecte la producción, específicamente
porque mientras esté lloviendo no se puede producir pues
se dañarían los bloques debido a su norma de
calidad y por otra parte al no estar pavimentado el suelo, el
terreno se pone fangoso y se acumula el agua, y entonces los
carretilleros tienen que realizar un mayor esfuerzo físico
para desplazarse con la carga, provocando una disminución
acelerada de su energía y por ende del ritmo del proceso
productivo.
Todo lo descrito en este epígrafe constituyen
deficiencias que llegan a tener las máquinas ponedoras de
bloques estacionarias al transcurrir los años así
como deficiencias al proyectar y organizar un taller de
producción de bloques, muy importantes y a tener en cuenta
por parte de los inversionistas y de los productores.
Selección
de la máquina de fabricar bloques y caracterización
de sus deficiencias
Desde hace algunos años, el proceso de
importación en Venezuela se ha vuelto más complejo,
lo que hace que hoy en día, el proceso de
adquisición de divisas del estado para la
importación, involucre una cantidad de requisitos que muy
pocas empresas públicas y privadas son capaces de cumplir.
Todo esto se traduce en que importar un producto sea bien
limitado en las condiciones actuales.
De los 3 tipos de máquinas para fabricar bloques
que se mencionaron al inicio del trabajo, las manuales requieren
más esfuerzo del operario pero son menos costosas,
típicas para la pequeña y mediana
empresa.
Pero hay otros motivos, además del factor humano,
como lo es el acceso a estas máquinas por los
pequeños productores, con lo cual se favorece la
formación de la pequeña y mediana
empresa.
Este tipo de máquinas tiene ventajas entre las
cuales se puede señalar:
• No requieren para su operación una mano de
obra calificada.
• No tienen altos costos de producción y
para su fabricación no se requieren talleres
especializados.
• Se pueden mover fácilmente al lugar donde
se van a construir las viviendas y fabricar los bloques en dicho
lugar.
• Son las más proclives a
automatizar.
• Son las de configuración más
sencilla y menor peso.
• No se necesitan plataformas para el traslado de
los bloques producidos.
Como desventaja se puede señalar la
siguiente:
• Para la producción se necesita una losa de
hormigón de grandes dimensiones. La losa es costosa y sus
dimensiones deben ser de acuerdo a la
producción.
El proceso de fabricación de bloques con las
máquinas ponedoras consta de las siguientes operaciones
principales:
• Llenado del molde con el
hormigón.
• Enrasado del hormigón sobre el
molde.
• Compresión y vibración del
hormigón dentro del molde.
• Elevación del molde y del macho que
comprime el hormigón.
• Traslación de la máquina para
comenzar los nuevos bloques.
La vibración puede estar acompañando el
enrasado, la compresión e incluso ser una operación
posterior a ésta última, todo depende del tipo de
tecnología empleada.
En visitas efectuadas a distintas fábricas de
bloques en el Estado Aragua, Venezuela y en Villa Clara, Cuba, se
pudo apreciar que las operaciones que generan mayor esfuerzo
humano en las máquinas ponedoras manuales son:
• El enrasado del hormigón sobre el
molde.
• La elevación del molde y del macho que
comprime el hormigón.
Por todo lo anterior, uno de los problemas a resolver es
la operación del enrasado así como la
elevación del molde y del macho que comprime el
hormigón y deben ser objetivos de próximos
trabajos.
De forma general los componentes básicos de las
máquinas Ponedoras de Bloques son: Estructura, Sistema
Vibrador, Bandeja, Palanca Extractora, Molde y Macho
Compresor.
En la Figura 1 aparecen varias imágenes de
máquinas ponedoras manuales que poseen todas las
características para ser seleccionadas y mejoradas pues no
cuentan con ningún grado de
automatización.

Figura 1 Ejemplos de máquinas
ponedoras manuales.
El precio de estas Máquinas en el
mercado de Venezuela oscila de 16,000.00 a 22,000.00 Bs.F, es
decir, aproximadamente (1,600 a 2,200 €)
Selección
del Molino Triturador
Para la selección del sistema de
trituración se debe tener en cuenta cuatro aspectos
principales: – Propiedades mecánicas del material a
triturar.
– Tamaño de las partículas a
obtener.
– Grado de trituración o reducción de
tamaño.
– Costo de los equipos.
Entre las propiedades mecánicas más
importantes a tomar en consideración se encuentran la
dureza y la resistencia a la compresión del material a
procesar. En esta parte del proceso la materia prima a utilizar
son los pedazos de bloques de hormigón defectuosos; ello
implica imposibilidad de presentar valores fijos (generales) de
estas propiedades, pues ellas están relacionadas con las
propiedades de la gravilla utilizada en la fabricación del
bloque original, así como de la pasta de cemento; pero en
cualquiera de los casos pueden considerarse como materiales duros
y de alta resistencia a la compresión, lo que implica la
posibilidad de uso de trituradoras clásicas como lo son:
de Bolas, Rotor, Conos y Mandíbula.
El tamaño de las partículas a obtener y el
grado de reducción, están estrechamente
relacionados. Este último puede ser calculado mediante la
expresión matemática (1), [8,9]:

En la Figura 2 aparece una imagen y la
representación esquemática de una trituradora que
puede ser seleccionada.

Figura 2 Foto y representación
esquemática de un molino de rotor.
Tecnología
Integral
Al describir los principales aspectos de las
máquinas ponedoras de bloques así como de los
molinos trituradores, se han descrito los dos elementos
más importantes de la Tecnología Integral,
ésta se describe como sigue:
La producción de la máquina ponedora puede
dividirse en dos: los bloques de buena calidad que van a la venta
y los bloques defectuosos. Como se explicó en
epígrafes precedentes la producción defectuosa en
muchos talleres se considera un dinero perdido y se encuentra
ocupando un espacio necesario para el taller, lo cual se pudo
constatar en las visitas realizadas a talleres tanto en Cuba como
en Venezuela.
Esta tecnología propone reutilizar los estos
bloques defectuosos, triturándolos en un molino de rotor
para obtener grava y en menor proporción arena, materiales
que pueden emplearse en la producción de nuevos bloques o
sencillamente darle otros usos. De esta manera se cerraría
el ciclo de producción de estos elementos constructivos
con la menor afectación económica
posible.
Otra arista de esta tecnología lo constituye el
hecho que el molino reciclador no sólo muele bloques
defectuosos sino que puede reciclar otros materiales que pueden
servir para la construcción. También éste
molino puede dar servicio a otras fábricas de bloques de
la zona. Estas dos opciones permiten justificar en buena medida
la adquisición del molino pero indudablemente debe hacerse
estudio minucioso de los costos y de las posibilidades de trabajo
que pueda tener en determinada zona.
En la Figura 3 se muestra una representación
esquemática de la tecnología propuesta.
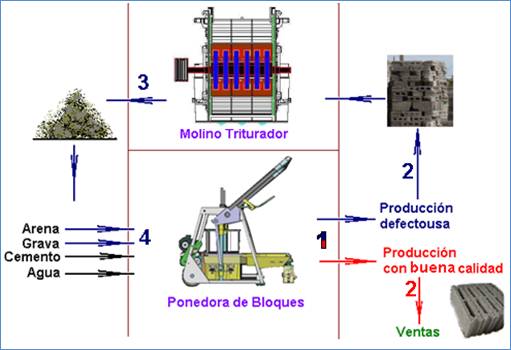
Figura 3 Representación
esquemática de la tecnología propuesta.
Conclusiones
Se han descrito los beneficios al medio ambiente que
trae la producción de bloques frente a la
producción de ladrillos la cual aún se encuentra
muy arraigada en la sociedad actual. También se hizo
referencia a las bondades que traen para el medio ambiente la
técnica y exigencias del ecodiseño, así como
las realidades del despilfarro que hoy aún llevan los
países desarrollados, demostrándose al mismo tiempo
las desigualdades imperantes y la falta de solidaridad a nivel
mundial.
Fueron caracterizadas las máquinas ponedoras
manuales de bloques y los molinos trituradores que unidas en una
Tecnología Integral pueden aportar beneficios
económicos, sociales, humanos y medioambientales, que
pueden ser organizados y dirigidos por la pequeña y
mediana empresa.
En resumen la tecnología propuesta es una
tecnología "limpiadora" y apropiable", posibilitadora de
la autoconstrucción y generadora de nuevas fuentes de
trabajo.
Referencias
Bibliográficas
[1] Berretta Horacio, Arguello Ricardo, Gatani Mariana,
Gaggino Rosana."Nuevos materiales para la construcción:
los plásticos reciclados". En: Seminario Iberoamericano de
Tecnología de Materiales. Subprograma VIII Ed. CYTED. La
Habana, Cuba. 2005. Edición digital.
[2] De:
http://www.imcyc.com/ct2008/oct08/sustentabilidadimgs.htm
[3] Cambiarán ladrillo por bloque de cemento para
disminuir contaminación. Tomado del diario
Informador.com.mx, Guadalajara, Jalisco, Jueves, 30 de Junio de
2011. De: http://www.informador.com.
mx/jalisco/2008/20665/1/cambiaran-ladrillo-por-bloque-de-cemento-para-disminuir-contaminacion.htm
[4] De:
http://www.mailxmail.com/curso-metodologia-diseno/medio-ambiente
[5] De:
http://tdd.elisava.net/coleccion/11/cunillera-es
[6] Pérez Luzardo, José Manuel,
Aprovechamiento de los escombros para materiales de
construcción. Biblioteca de la Universidad de Las Palmas
de Gran Canaria, 2009.
[7] Rivas Carmenate y Estrada Sánchez:
"Aplicación de técnicas de planeación
económica financiera en la Cantera José
Rodríguez" en Observatorio de la Economía
Latinoamericana, Nº 141, 2010. Texto completo en
http://www.eumed.net/cursecon/ecolat/cu/2010/rces.htm)
[8] Andreiev, S. E y otros. Trituración,
desmenuzamiento y cribado de minerales. MIR, Moscú,
1980.
[9] Shubin, S. y Pedre, C., Diseñó de
maquinaria industrial, E.P.E, la Habana 1988.
[10] Norma Cubana NC 251, 2005.
[11] Mendoza Díaz, I., Esquema de
trituración de escombros para la ciudad de Santa Clara.
Tesis presentada para obtención del grado
científico de Doctor, Santa Clara, Villa Clara, Cuba,
2003.
Agradecimientos:
Agradecemos las atenciones recibidas y el tiempo
dedicado por parte de los directivos y operarios en las visitas a
los talleres de fabricación de bloques realizadas en el
Estado de Aragua, Venezuela y en la provincia de Villa Clara,
Cuba.
Autor:
Ing. Nydia Esmeralda Arrieta Noriega.
Dr. César Alberto Chagoyén
Méndez.
Dr. Idalberto de la C. Mendoza
Díaz.