Sistema de Control de la calidad del proceso de Tratamiento Térmico del acero 30XrC
- Introducción
- Aspectos generales del tratamiento
térmico - Control del proceso de tratamiento
térmico - Referencias
bibliográficas

Introducción
El proceso de tratamiento térmico, es uno de los
procesos mediante los cuales se puede variar o modificar las
propiedades de los aceros y en sentido general de los metales. Se
entiende por tratamiento térmico el conjunto de
operaciones de calentamiento, permanencia y posterior
enfriamiento de los metales con la finalidad de modificar su
estructura y propiedades.[1]
La falta de control del proceso de tratamiento
térmico en muchas industrias ha traído como
consecuencia que en lugar de mejorar las propiedades
mecánicas, se han empeorado.
En muchas industrias se aplican tratamientos
térmicos a materiales que en ocasiones se desconocen su
composición química y propiedades mecánicas,
y por consiguiente los resultados obtenidos no son los esperados,
trayendo consigo grandes pérdidas económicas de
materiales, recursos financieros y pérdida de
mercado.
La situación económica por la que
atraviesa el mundo impone serias limitaciones financieras en la
adquisición de materias primas necesarias para el
desarrollo industrial, por tal motivo el control de los procesos
tecnológicos y en particular el de tratamiento
térmico pueden conllevarnos a la mejora de la calidad de
dicho proceso
Aspectos generales
del tratamiento térmico
Se entiende por tratamiento térmico el conjunto
de operaciones de calentamiento, permanencia y posterior
enfriamiento de los metales con la finalidad de modificar su
estructura y propiedades. [2].
La finalidad de estos procesos es mejorar las
propiedades mecánicas del material, especialmente la
dureza, la resistencia, la tenacidad y la
maquinabilidad
Este proceso tecnológico se puede representar
gráficamente como sigue:

1-Proceso de Calentamiento
2- Tiempo de permanencia
3-Proceso de enfriamiento
Figura 1. Representación
gráfica del tratamiento térmico [2]
Los procesos de tratamiento térmico se pueden
clasificar en dos grandes grupos en dependencia de si la
modificación de la estructura y propiedades se realiza a
todo el volumen de la pieza o si esta modificación solo
tiene lugar en la superficie de las piezas, se tienen:
Tratamientos térmicos
volumétricos.
Tratamientos termitos superficiales.
?Los tratamientos térmicos volumétricos
pueden ser de varios tipos, los cuales son:
• Recocido.
• Normalizado.
• Temple
• Revenido
2.1Temple
Este tratamiento resulta uno de los más empleados
en la industria unido al proceso de revenido debido a que
mediante él se aumenta la resistencia al desgaste por el
incremento de la dureza, y la resistencia del material
[1]
Definición:
El temple se define como el proceso de calentamiento por
encima de A1 o A3 +30 o 50°?, la correspondiente permanencia
y posterior enfriamiento rápido.
Las propiedades óptimas de un acero templado y
revenido solo se adquieren si durante el tratamiento
térmico de temple la pieza adquiere un alto contenido de
martensita. (Ver fig. 2) [1]

Figura 2 Fotomicrografía a 1220X
que muestra la microestructura de la martensita. Los granos en
forma de aguja son los de martensita y las regiones blancas son
austenita que no transformaron durante el tratamiento
[1]
La martensita es una fase que se forma como resultado de
una transformación de estado sólido sin
difusión. Debido a que la reacción no depende de la
difusión, la reacción martensítica es una
trasformación atérmica, la reacción depende
solo de la temperatura y no del tiempo. En aceros con más
de 0.2% C la reacción martensítica ocurre al
transformarse la austenita (CCC) a martensita (TCC tetragonal
compacta centrada en el cuerpo). Los átomos de carbono
quedan atrapados en los sitios intersticiales durante la
transformación haciendo que se produzca una estructura
tetragonal según se muestra en la (fig.2), por lo
que a medida que se incrementa el %C, quedan atrapados un mayor
número de átomos de carbono en estos sitios
incrementando los ejes a y c de la estructura
martensita aumentando la dureza.[1]
Existen diferentes tipos de temple en dependencia de la
temperatura de calentamiento a la que se lleve el acero y en
dependencia de la forma de enfriamiento en que se realice el
tratamiento.[2]
Por la temperatura de calentamiento. El temple puede ser
completo e incompleto, estos se ilustra a
continuación:
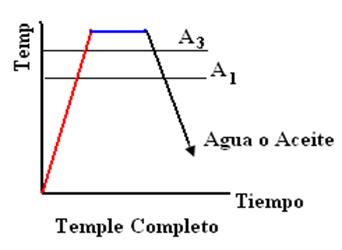
Figura 3. Temple Completo [2]

Figura 4. Temple Incompleto
[2]
Como ya se ha visto, el temple produce un aumento de la
fragilidad debido a las tensiones internas que se generan al
producirse la transformación
martensítica
2.2 Revenido
El revenido consiste en realizar un
calentamiento del acero martensítico a una temperatura
inferior de A1 durante un período de tiempo
específico.[1] Normalmente el revenido se realiza
calentando entre los 250 – 650 oC
La microestructura de la mar tensita revenida se muestra
en la (fig. 5) consistente en partículas
extremadamente pequeñas de cementita embebidas en una
matriz ferrítica continua y uniformemente dispersas.
[1]

Figura 5. Micrografía
electrónica a 9300X, Las partículas pequeñas
son de martensita y la matriz es de ferrita a [1]
La martensita revenida es tan dura y resistente como la
martensita, pero mucho más dúctil y tenaz, la
dureza y la resistencia se explican por la gran superficie de
límite de fase por unidad de volumen que existe en las
diminutas y numerosas partículas de cementita. La dura
fase cementita refuerza la matriz ferrítica mediante los
límites, que también actúan como barrera
para el movimiento de las dislocaciones durante la
deformación plástica, la fase ferrita continua
también es muy dúctil y relativamente tenaz y
aporta estas propiedades a la martensita revenida.[1]
El tamaño de las partículas de cementita
influye en el comportamiento mecánico de la martensita
revenida; incrementando el tamaño de las
partículas, decreciendo el área de los
límites de fase y por consiguiente, resulta un material
más blando y menos resistente, ya que es más
dúctil y tenaz. Además el revenido determina el
tamaño de las partículas de cementita.
Las variables asociadas con el revenido que afectan a la
microestructura y las propiedades mecánicas de un acero
incluyen:
temperatura de revenido(
tiempo de permanencia a la temperatura de
revenidovelocidad de calentamiento y enfriamiento
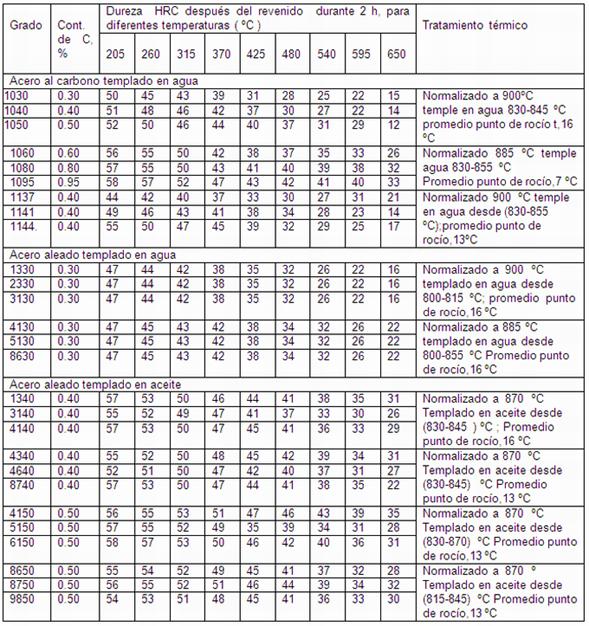
Las propiedades del acero revenido se determinan
principalmente por el tamaño, forma, composición y
distribución de los carburos, con una contribución
relativamente menor debida al endurecimiento por
sólido-solución de la ferrita. Estos cambios en la
microestructura suelen disminuir la resistencia mecánica y
aumentar la ductilidad y la tenacidad.[3]
Tabla 1. Valores de dureza de diferentes aceros
sometidos al revenido. [3, 4]
2.3 Normalizado
Se trata de calentar el metal hasta su
austenización y posteriormente dejarlo enfriar al aire La
ventaja frente al recocido es que se obtiene una estructura
granular más fina y una mayor resistencia mecánica.
La desventaja es que la dureza obtenida es mayor. Mediante este
proceso se consigue:
??Subsanar defectos de las operaciones anteriores de la
elaboración en caliente (colada, forja,
laminación,…) eliminando las posibles tensiones
internas.
??Preparar la estructura para las operaciones
tecnológicas siguientes (por ejemplo mecanizado o
temple).
El normalizado se utiliza como tratamiento previo al
temple y al revenido, aunque en ocasiones puede ser un
tratamiento térmico final.
En el caso de los aceros con bastante contenido en
carbono y mucha templabilidad, este tratamiento puede equivaler a
un temple parcial, donde aparezcan productos perlíticos y
martensíticos.
Para aceros con bajo contenido de carbono no aleados no
existe mucha diferencia entre el normalizado y el
recocido.
Cuando se trata de aceros de contenido medio en carbono
(entre 0.3 – 0,5%C) la diferencia de propiedades es mayor
que en el caso anterior; en general, el proceso de normalizado da
más dureza.
2.4 Recocido
Se trata de calentar el metal hasta una determinada
temperatura y enfriarlo después muy netamente (incluso en
el horno donde se calentó). De esta forma se obtienen
estructuras de equilibrio. Son generalmente tratamientos
iniciales mediante los cuales se ablanda el acero.
Su finalidad es suprimir los defectos del temple.
Mediante el recocido se consigue:
??Aumentar la plasticidad, ductilidad y
tenacidad.
??Eliminar la acritud
??Afinar el grano y homogeneizar la
estructura.
Es tratamiento térmico muy utilizado y
según las temperaturas que se alcanzan en el proceso se
pueden distinguir los siguientes tipos:
1. Recocido completo.- afina el grano cuando ha
crecido producto de un mal tratamiento. Se realiza en aceros
hipoeutectoides.
2. Recocido incompleto.- elimina tensiones pero
sólo recristaliza la perlita. Es más
económico que el anterior.
3. Recocido de globalización.- mejora la
mecanibilidad en los aceros eutectoides
Hipereutectoides.
4. Recocido de recristalización.- reduce
tensiones y elimina la acritud.
5. Recocido de homogenización.- elimina la
segregación química y cristalina. Se obtiene grano
grueso por lo que es necesario un recocido completo
posterior.
Todo el complejo proceso de tratamiento térmico
requiere que un personal calificado controle toda y cada una de
las partes en que éste se basa, así como a calidad
del producto final.
Por otra parte, no sólo los equipos en mal estado
o una operación inadecuada, pueden conducir a la
obtención de piezas que no guarden las exigencias
requeridas. La mala clasificación de un material o el
recibo de una partida que no corresponda con el material
requerido puede provocar producciones inservibles.
Con el fin de prevenir todas estas deficiencias, es
necesario tomar toda una serie de medidas de control del
proceso.
3 .Acero 30XGC
El acero 30XGC es un acero mejorable, por lo cual
sometiéndolo a un tratamiento térmico de temple
seguido de un revenido, mejora sus propiedades
mecánicas
3.1 Composición Química
Tabla 2. Composición química del acero
30X?C.[3, 5, 6]
C % | Mn % | Si % | Cr % | Ni % | P % | ||||
0.28-0.35 | 0.8-1.1 | 0.9-1.2 | 0.8-1.1 | < = 0. 30 | < = 0.025 | ||||
Propiedades
Mecánica
Tabla 3. Propiedades mecánicas del acero 30X?C en
estado de entrega según norma GOST 4543-48 [3 ,
6,7]
Tensión de Fluencia kgf/mm² | Tensión de Rotura kgf/mm² | Resiliencia kgf/cm² | Elongación relativa % | Estricción relativa % | Diámetro Critico mm | Umbral de Fragilidad en frío oC |
80 | 110 | 45 | 10 | 45 | 25 | -20 |
Diámetro Critico
El diámetro crítico (Dc) es el
diámetro máximo de una barra cilíndrica que
se templa en todo su espesor en un medio de enfriamiento dado.
Por consiguiente, para un acero dado, a cada medio de temple le
corresponde su diámetro crítico evidente que cuando
mas intensamente enfríe el medio de temple tanto mayor
será el diámetro critico [ 1 ].Se utiliza para
valorar prácticamente la templaridad

Figura 6. Nomograma para determinar la
templabilidad [1]
El diámetro crítico es una magnitud
importante y conveniente para determinar la marca de acero con
que debe hacerse una pieza. Si es necesario que la pieza se
temple en todo su espesor, hay que elegir un acero tal, que su
diámetro critico sea mayor que el diámetro de la
pieza.
El Diámetro Crítico Ideal (DI) de un acero
es el diámetro del mayor redondo de ese acero, en cuyo
centro se consigue una microestructura con 50% de martensita,
después de ser templado en un medio de enfriamiento
teórico, cuya capacidad de absorción de calor fuese
infinita. Fig 6 [8]
Umbral de fragilidad en frio (T50) (
Temperatura de transición)
Tiene gran importancia la influencia que ejercen los
elementos de aleación en el umbral de fragilidad en
frío. La existencia de cromo en el hierro contribuye a que
se produzca cierta elevación de dicho umbral, mientras que
el níquel hace que baje bruscamente, disminuyendo con ello
la tendencia del hierro a las roturas frágiles.
[5]
Por lo tanto, de los seis elementos de
aleación mas difundidos (Níquel, Silicio,
Manganeso, Cromo, Moligdeno, Volframio), el níquel tiene
un valor especial . Fig 7. El níquel que endurece
con bastante intensidad la ferrita, no disminuye su tenacidad y
hace que descienda su umbral de fragilidad en frío ,
mientras que los otros elementos, si no disminuyen la tenacidad,
endurecen débilmente la ferrita (el cromo) o la endurecen
mucho, pero hacen que descienda su tenacidad (manganeso y
silicio [ 5 ]

Figura 7. Influencia de los elementos de
aleación en el umbral de fragilidad en frio [5]
Control del proceso
de tratamiento térmico
4.1 Introducción
El control del tratamiento térmico se realiza
para comprobar si el proceso cumple con todos los requisitos
técnicos que se requieren con calidad. El control
técnico se realiza en todas las etapas de la
producción que son el control de la calidad de materiales
iníciales, control de los procesos tecnológicos del
tratamiento térmico y control de la producción del
taller de tratamiento térmico. A fin de aumentar la
fiabilidad y plazo de servicio de los hornos y piezas que pasan
por el proceso de tratamiento térmico, generalmente se
controlan dos índices de todas las piezas: la dureza y el
espesor de la capa obtenida por tratamiento térmico o
termoquímico. Los materiales iníciales se someten
al control de composición química. La
composición química se verifica por análisis
espectral, es decir, por métodos que permiten apreciar
cuantitativa y cualitativamente la composición
química.[14]
4.2 Control del proceso de tratamiento
térmico
Para obtener elementos de máquina de acuerdo con
las exigencias requeridas, es necesario diferentes procesos
tecnológicos que guardan una secuencia lógica.
Entre estos procesos tecnológicos, el tratamiento
térmico ocupa un lugar preponderante.
El tratamiento térmico de un elemento de
máquina de pieza o piezas que se adecue a normas
determinadas, es un conglomerado de operaciones que van desde una
selección de un material adecuado hasta las diferentes
operaciones térmicas o termoquímicas que requieren
un control efectivo, para garantizar las exigencias
técnicas finales.
Por otra parte, no sólo los equipos en mal estado
o una operación inadecuada, pueden conducir a la
obtención de piezas que no guarden las exigencias
requeridas. La mala clasificación de un material o el
recibo de una partida que no corresponda con el material
requerido pueden provocar producciones
inservibles.[14]
Con el fin de prevenir todas estas deficiencias, es
necesario tomar las medidas de control del proceso, se propone
tres etapas, antes, durante y después:
Primera etapa:
1- Antes
Análisis de la composición
química, propiedades mecánicas (certificado del
material) Análisis de la micro
estructura
Factor indispensable para la correcta recepción
del material con las propiedades químicas y
mecánicas. Este documento evita la inadecuada
manipulación de un material que no sea el deseado para
realizar el proceso de tratamiento térmico
Tamaño de grano.
El tamaño, forma y orientación de los
granos influyen fuertemente en las propiedades mecánicas.
Por esto es muy importante conocer, como regular y como medir el
tamaño del mismo.

Figura 8 Influencia de la temperatura
de calentamiento en el tamaño del grano de austenita para
el acero 30X?C. [1]
Leyenda: K—aceros con tamaños de granos
gruesos (tamaño de grano, menor que 5, según
ASTM).
M- aceros con tamaños de granos finos
(tamaño de grano, mayor que 5, según
ASTM).
Como se muestra en la (fig.8) a medida de que
aumenta la temperatura aumenta el tamaño de grano, para
aceros de granos gruesos (K), esto ocasiona una
disminución del límite de fluencia del acero.
También se observa que los aceros de granos finos al ser
calentados hasta la temperatura de 950°?, su tamaño
varia muy poco, no provocando cambios en las propiedades
mecánicas y la micro estructura.[1]
Templabilidad
Es un término utilizado para describir la aptitud
de una aleación para endurecerse por formación de
martensita como consecuencia de un tratamiento térmico. La
templabilidad, es una medida de la profundidad a la cual una
aleación específica puede endurecerse.
La templabilidad tiene una estrecha relación con
el diámetro crítico, ya que sin esta propiedad
nunca se pudiera saber, si el acero fue templado a corazón
o superficialmente, esto depende del espesor de la pieza y el
diámetro crítico del acero.[16].
Inspección visual
La inspección visual es necesaria que se realice
con objetos auxiliares como lupas, espejuelos u otros de igual
función. Este solo deberá abordarse si el ojo del
inspector puede situarse a una distancia no superior a 60 cm,
siempre que el ángulo bajo el que se inspecciona la zona
no sea de más de 30° (criterios del
código ASME).[15]
Estado de los sistemas de control de
temperatura
En este aspecto a tratar se profundiza más de
cerca el estado de los potenciómetros y termopares, es
decir, se verificará si están dentro de su fecha de
explotación para su correcto funcionamiento y evitar
fallos en la producción (Anexo 2).
Calificación del
personal
El personal debe de estar calificado y certificado de
obrero o ingeniero con óptimas condiciones para la
realización del proceso de tratamiento
térmico.
Carta tecnológica
La carta tecnológica de tratamiento
térmico, es un documento rector, que especifica antes,
durante y después de realizado el proceso, los datos y
parámetros que deben ser controlados. [7, 14,
15]
Verificación de la iluminación
del local
La iluminación del local es imprescindible ya que
en el transcurso del proceso de Tratamiento Térmico se
realizan varias operaciones que requieren de un perfecta
visualización del local, el cual debe estar iluminado
aproximadamente sobre los 1000 lux específicamente en el
momento de la realización de la inspección
visual.[15]
Controlar el estado técnico de las
grúas viajeras
Este tipo de dispositivo auxiliar como se muestra en la
(fig.9) es de vital importancia, ya que con el mismo se
realiza el traslado de las planchas del horno al recipiente de
enfriamiento o viceversa, por lo que es necesario verificar su
mantenimiento y su correcto estado técnico.
Medios de protección, dispositivos de
manipulación
Los dispositivos tienen el objetivo de introducir la
pieza dentro del horno en correcta posición, para evitar
las posibles distorsiones y alabeos que esta puede sufrir. En el
caso de que una pieza tenga forma irregular, resulta muy
difícil su introducción dentro del horno y
consecutivamente dentro del medio de enfriamiento, por lo que
usando estos medios resulta más sencillo y rápido,
en otro de los casos si se necesita enfriar un número
considerable de piezas pequeñas o de mediano tamaño
sería muy improductivo enfriarlas una a una por lo que a
la vez los dispositivos con su uso racionalizan el gasto de
recursos.
Los dispositivos se emplean en dependencia del
tamaño de las planchas o piezas que se vayan a introducir
dentro del horno, trayendo consigo la eficiencia y máxima
explotación de la capacidad de los hornos, por ejemplo las
piezas de mayor tamaño se colocan en los
dispositivos, generalmente de 8 a 10 piezas de hasta 2 m y
los de pequeño tamaño en los dispositivos de
la, con piezas de hasta 1.50 m.[14]
Selección del tipo de
horno
Este aspecto es de valiosa importancia ya que cada paso
del proceso de calentamiento de las planchas o piezas se realiza
en diversos hornos, esto depende de la cantidad, tamaño de
las piezas y tratamiento a realizar sobre las mismas.
Se utiliza el horno de pozo del tipo CW3 15.30/10 en la
realización del temple para piezas de grandes dimensiones
(fig.12) y posteriormente el horno seriado CW0 15.30/7
para la realización del revenido en piezas de estas mismas
dimensiones (fig.13). En el caso de las piezas de
pequeño tamaño se utilizan los hornos de pozo
seriados CW3 10.10/10 y CW0 10.10/7 de temple y revenido
respectivamente.

Figura 12. Horno de temple para piezas
de grandes dimensiones

Figura 13. Horno de revenido para
piezas de grandes dimensiones
Estos hornos que son más pequeños que los
anteriores son utilizados para las piezas de pequeño
tamaño así logrando la optimización del
ahorro de energía eléctrica.
Además de la selección de los hornos
conjuntamente debe realizarse la comprobación del estado
técnico de los mismos, en cuanto a capacidad, temperatura
máxima o mínima a alcanzar y consumo de
energía ya que con estos aspectos actualizados se
garantiza la fiabilidad del proceso en general.
Verificación del aceite (utilizado
para el enfriamiento de la plancha o piezas blindadas) su
viscosidad y punto de inflamación.

Figura 16. Recipiente de enfriamiento
con aceite del tipo caucho 32
En la actualidad, los aceites minerales son usados en
lugar de los vegetales por ser esto más baratos y por su
menor descomposición.
Estos aceites minerales evitan el desglosamiento de la
austenita en la mezcla de ferrita y cementita, además en
la zona de transformación martensítica disminuyen
su velocidad de enfriamiento lo que es importante para evitar
defectos como grietas y tensiones.
Para el proceso de tratamiento de acero 30X?C se utiliza
el aceite Caucho 32 por tener un punto de inflamación alto
y poseer una viscosidad baja como lo reflejan sus propiedades en
la tabla 4.
Tabla 4. Propiedades Típicas del aceite caucho
32.[8]
Propiedades Típicas | Aceite Caucho 32 |
Viscosidad ISO (Pa*s) | 32 |
Viscosidad a 40°? | 28.8-35.2 (Pa*s) |
Punto de inflamación | 175 Mín. |
Densidad a 20°? | 0.86 Mín. (g/cm3) |
Contenido de Agua % | 0.05 Máx. |
El aceite no se cambia, solo se repone, porque al ser la
pieza sumergida en el mismo se pierde una cierta cantidad a causa
de la combustión por el contacto de la pieza caliente con
el aceite, por otra parte, al sacar la pieza o piezas del
recipiente de enfriamiento se pierden alrededor de 2 o 3 litros
de aceite por piezas grandes y aproximadamente 0.25 litros por
las piezas más pequeñas, por lo que producto a
estas acciones se repone dentro del recipiente de enfriamiento el
aceite consumido.
Otras de las precauciones a tener en cuenta en cuanto al
aceite, es su forma de almacenamiento, este debe ser
necesariamente en su recipiente de almacenamiento inicial para
evitar la contaminación del mismo con factores externos
[17]
Como todos los procedimientos el proceso de tratamiento
térmico requiere de varios pasos que deben ser examinados
para la protección y preservación de la vida de los
operarios, específicamente se tienen en cuenta a causa de
las altas temperaturas a que se trabaja y otras actividades de
extremo peligro, por lo que es obligatoria la utilización
de medios de protección y de equipos contra incendios,
estas acciones se muestra a continuación:[14]
Prever que el operario tenga su equipo de trabajo en
perfecto estado y velar por su correcto usoEs obligatorio el uso de pinzas, ganchos y tenazas
para extraer o colocar piezas en los hornosNunca tocar las piezas con los guantes sin
asegurarse de que estén a temperatura
ambiente
Los recipientes de enfriamiento deben estar cerca de
los hornos para evitar el largo traslado de las piezas a alta
temperaturaSe debe evitar el transitar bajo las grúas
viajeras cuando hallan piezas suspendidas en las
mismas
Entre los equipos de tratamiento deberá existir
un espacio mínimo de 1.5m
Estas medidas deben ser aplicadas con
extrema exigencia ya que se ejercen con el fin de evitar
pérdida de vidas humanas o accidentes de trabajo
así como la posible pérdida de recursos
económicos.[14]
2. Durante
Verificar que el horno llegue a la
temperatura requerida
Para la verificación de la temperatura que se
requiere el operario debe permanecer al lado del horno al tanto
de que alcance la temperatura correspondiente, guiándose
el mismo por los potenciómetros para posteriormente
proceder a darle el tiempo de permanencia que requiere la pieza
para completar el proceso.
Comprobar el tiempo de permanencia de la pieza
dentro del horno
Este parámetro se verifica solo guiándose
por lo que refleja la carta tecnológica ya que este
documento contiene la gráfica que especifica el tiempo que
debe permanecer la pieza dentro del horno, por lo que el operario
debe cumplir con la condición de estar atento a que se
complete el proceso con éxito.
Tener en cuenta la pérdida de temperatura
en el traslado de la pieza al medio de
enfriamiento
Este aspecto es de extremo cuidado ya que puede cambiar
las propiedades mecánicas de la pieza a tratar por la
demora de la misma a la llegada al medio de enfriamiento, ya que
en el caso del acero 30X?C teóricamente la temperatura de
temple debe ser a 880°? pero prácticamente al salir
esta del horno la distancia para su traslado al medio de
enfriamiento consumía parte de su temperatura producto a
su intercambio con el ambiente, por lo que se decidió
subir la temperatura a 920°?. A continuación se
muestra la zona micro estructural del acero 30X?C en la
(fig.17) a 920°? por lo que se demuestra que no afecta
la micro estructura y no afecta las propiedades mecánicas
del acero ya que este acero posee un grano fino como se muestra
en la (fig.8)

Figura 17 Diagrama Hierro-Carbono
[16]
Realizar la búsqueda de defectos
después del proceso de temple
Tabla 6. Resumen de defectos más comunes que
se producen en el temple de un acero [14]
Defectos | Detección | Causas | Soluciones | |
Grietas | Inspección visual y detector e grietas | Tensiones causadas por cambios | Es irreparable: Medios preventivos 1-Usar temple en dos medios 2-Evitar ángulos agudos y cambios de | |
Baja dureza | Ensayo de dureza | Temperatura de temple baja, poco mantenimiento | Se debe normalizar la pieza y ser tratada de | |
Fragilidad, estructura granular | Inspección visual en fractura, ensayo de | Alta temperatura de temple o mantenimiento muy | Normalizar la pieza y tratarla | |
Puntos blandos | Ensayo de dureza en varios | Enfriamiento inadecuado descarburación, | El defecto es corregible excepto en el caso de | |
Deformación | Control de dimensiones | Transformaciones estructurales o | Es irreparable. Para prevenir el problema se | |
Oxidación y | Inspección en el caso de | Reacción entre la atmósfera y el | Se debe usar atmósferas controladas o | |
3. Después
Ejecución de la limpieza de la
pieza
La limpieza de la pieza debe realizarse suspendida en la
grúa viajera con el objetivo de eliminar el aceite de
enfriamiento, de su superficie para la posterior
realización del proceso de revenido
Control de la dureza de la
pieza
El control de la dureza en el Tratamiento Térmico
es vital pues define la aceptación del Producto por ser
este un requisito de calidad del mismo y permita en este
caso de ser aceptado y continuar el Proceso de
elaboración del Producto o su
Liberación.
En la horneada junto con las planchas se colocan 2
probetas de 60X60mm para medir la dureza después del
proceso de temple, ya que es difícil medir directamente
las planchas debido a su tamaño y configuración. La
dureza debe estar en el rango de 45-50 HRC , posteriormente
cuando las planchas se someten a revenido, también se
colocan las mismas probetas que se someten al ensayo de dureza
,deben mantenerse de 45-50 HRC, el revenido se efectúa a
bajas temperatura para aliviar las tensiones y mantener la dureza
máxima.. Las mediciones de dureza se la realizan a las
muestras testigos por la difícil manipulación de
las piezas ya sea por sus tamaños o cantidad, esto se
realiza con el fin de ganar en tiempo. Se empleó un
Durómetro Rockwell de fabricación rusa modelo TK14
– 250, utilizando una carga de 150kg y penetrador de
diamante (fig.18).[15]

Figura 18. Durómetro
Rockwell
Ejecución del enderezado de la pieza
en caso que lo requiera
Generalmente en ocasiones después del temple al
enfriarse las piezas para el posterior revenido se pueden
observar piezas que sufren un pequeño ángulo en su
forma, por lo que se ejecuta el enderezado de las mismas en la
prensa que se muestra en la (fig.19). Es necesario que
estas piezas sean observadas de cerca, con el fin de asegurarse
de que no contenga algunos defectos que no sean admisibles para
su explotación.

Figura 19. Prensa para enderezado de
piezas
Realización de las pruebas
correspondiente a la pieza en dependencia de su medio de
desempeño
Es necesario realizar las pruebas a las piezas en
dependencia de su medio de desempeño pero no de cualquier
manera, ya que esto lleva una regulación para la menor
posible destrucción de piezas en su estado
terminal.
Este aspecto es bien delicado, ya que se deben tomar
decisiones de cada cuantas piezas terminadas se les
realizarán las pruebas para conocer si están aptas
para trabajar en el medio para el cual fueron diseñadas,
para el caso del acero 30X?C se regula que aproximadamente por
cada 100 piezas terminadas se escoge un grupo pequeño y se
les realizan las pruebas de impacto y así se
comprobaría el estado del lote de piezas, en cuanto a las
propiedades que deben adquirir después de terminado el
proceso de tratamiento térmico, por lo que actualmente es
el método más fiable de verificación para
grandes producciones en talleres de servicio.
De todos estos ensayos que se mencionaron con
anterioridad, sólo el primero es indispensable para todos
los materiales los otros quedan en dependencia de las exigencias
de la calidad del material recibido y de la importancia de la
producción.
Si los materiales recibidos están sujetos a una
inspección por parte de la fábrica productora y
ésta responde por sus resultados, no es necesario, por lo
general se analizan todos los materiales recibidos, sólo
se debe tener cuidado de no mezclar los lotes, los cuales vienen,
en estos casos, marcados rigurosamente.
Hay que tener cuidado de que un traslado posterior
provoque una mezcla o confusión de estos materiales. Si
los materiales son analizados, los análisis se deben hacer
según las normas establecidas. Para diferenciar los
materiales es muy usado un sistema de colores, donde cada color
responde a un material diferente.
Si la importancia de la producción es grande, los
materiales deben ser sometidos a ensayos químicos antes de
ser usados. En este análisis químico no es
necesario controlar todos los elementos presentes, sino
sólo los más importantes. En un acero estos
elementos pudieran ser el carbono y los elementos de
aleación fundamentales que influyan en las propiedades del
material, así como el contenido de fósforo y
azufre.
Este análisis puede ser reducido, en ocasiones,
por medio de un espectroscopio o estilos copio, a determinar los
elementos de aleación y su rango en contenido. Cuando sea
necesario, se realizan inspecciones de otro tipo, como son los
análisis micro estructural.
El tamaño de grano es otro control importante que
se debe ejercer en el material. Este control se efectúa
con ayuda de un microscopio óptico y las normas para el
tamaño de grano establecidas, comparando la imagen en el
microscopio contra un esquema patrón. Es posible,
también, efectuar mediciones directas. El análisis
de templabilidad es un factor tecnológico de gran
importancia. Este ensayo permite conocer si el material cumple
las exigencias requeridas y también en que límite
se encuentra el material dentro de la banda de
templabilidad.[14]
Referencias
bibliográficas
1. Gulliaev. A.P., Metalografía, ed.
Moscú. Vol.1. 1982, Moscú
2. Scott, A.D., Material didáctico de Tratamiento
Térmico. 2008: CIS
3. Jiménez, R.T., Estudio del efecto del
Régimen Térmico sobre la micro estructura en
construcción de acero 30XTC in CIS. 2010, UCLV, Santa
Clara.
4. Nagakura.S.Hirotsu Y. Kusunoki M, T.S., Study of the
Tempering of Martensitic Carbon Steel by Electron Microscopy and
Diffraction. Vol 14, p 1025-1031. 1983.
5. Gulliaev. A.P., Metalografía, ed.
Moscú. Vol.II. 11978, Moscú
6. Tratamiento Térmico. Manual de Calidad de la
Empresa Planta Mecánica. Editor. 2012: Santa
Clara.
7. Gost 4543 Alloyed Construction Steel
Specifications.
8. Caballero Stevens. Dra Nilda., Manual de practica
Tecnología de Tratamiento Térmico.
Compilación de texto. Parte 1.2010 Ciudad Habana.
Cuba.
9. Caballero Stevens. Dra Nilda ., Copilacion de temas
para la práctica Tecnológica de tratamiento
Térmico. Publicación Interna. Unidad docente
Metalúrgica. 2005, Cuba
10. htt// www tecnosefarad. Com
11-Pero-Sanz Elorz. Jose Antonio., Aceros Metalurgia
Física, Selección y Diseño Edición
I.2004, España
12. www sidelpa.com
13. Askeland. Donald. R., Ciencia e Ingeniería de
los Materiales Edición 3 .1998
14. Pérez. F. M., Tecnología de
Tratamiento Térmico un enfoque sistemático. Jun F.
Valdés ed. F. Varela 2000, La Habana.
Página siguiente  |