El nivel de detalle en un plan táctico de ventas
está en función del medio ambiente y de las
características de la compañía. Un plan de
ventas a corto plazo debe ser detallado, en tanto, que un plan a
largo plazo debe expresarse en términos más
generales. Para establecer la política que rija el nivel
de detalle, la cuestión principal es el uso de los
resultados. En primer lugar, la cuestión más
importante para los efectos de planificación y control es
la presentación del detalle por áreas de
responsabilidad. En segundo lugar el plan de ventas a corto plazo
debe proporcionar el detalle necesario para que otros gerentes
funcionales tengan una clara comprensión de las partes del
plan. Es decir, los gerentes de procesos necesitarán los
detalles suficientes para planificar los niveles de
producción y las necesidades de capacidad de la planta. El
gerente de finanzas necesitará también los detalles
que le permitan evaluar y planificar los flujos de efectivo, los
costos unitarios de productos, las necesidades de inventario,
etc. (Welsch, 2005).
3.7. LA DEMANDA Y LA CAPACIDAD
Anteriormente se definió la demanda, mientras que
la capacidad producción o capacidad productiva es el
máximo nivel de actividad que puede alcanzarse con una
estructura productiva dada. El estudio de la capacidad es
fundamental para la gestión empresarial en cuanto permite
analizar el grado de uso que se hace de cada uno de los recursos
en la organización y así tener oportunidad de
optimizarlos.
Varias variables pueden alterarse para modificar a
mediano plazo la capacidad de la empresa para suministrar
productos de un lapso a otro. Entre éstas pueden
ser:
Niveles de inventario. Los directivos pueden decidir
acumular inventarios en periodos de alta demanda, para
mejorar los precios y poder tener mayores ingresos cuando
decida vender, pero esto puede dar lugar a perdida de ventas
debido a plazos de entrega más largos si hay
compromisos.Mano de obra en tiempo ordinario. Las fuentes de
mano de obra son los empleados a tiempo completo o a tiempo
parcial, los recién contratados o trabajadores
despedidos y que pueden ser recontratados. El mercado local
de mano de obra pudiera resultar un factor limitante de la
flexibilidad administrativa en la contratación de
empleados nuevos y en el despido de trabajadores
experimentados.
Otro punto importante es que los trabajadores al ser
contratados deben ser formados con lo cual la productividad baja
hasta que estén plenamente integrados en la empresa. Por
otra parte los despidos van a afectar a la moral del trabajador y
puede hacer también que la productividad sea
menor.
Variar las tasas de producción mediante las
horas extras o las horas inactivas. En períodos de
alta demanda se puede recurrir a horas extras, pero
normalmente suele existir un límite con respecto al
número de horas extras que se pueden utilizar. Estas
tienen un costo mayor que las horas normales, conlleva un
aumento de los gastos generales asociados al mantenimiento de
tener un centro de trabajo abierto. Pero demasiadas horas
extras pueden agotar al trabajador y que su productividad
total disminuya. En periodos de baja demanda, la empresa
puede buscar algún trabajo alternativo para esos
trabajadores que están ociosos.Subcontratar (Producción de productos o
servicios realizada por proveedores) en períodos de
alta demanda. Esta opción tiene una serie de peligros,
ya que el costo de subcontratación es bastante
elevado, se corre el riesgo de que el cliente decida irse a
un competidor, y a veces es difícil encontrar a un
proveedor subcontratista que entregue el producto con la
calidad y en el tiempo requerido.
También las empresas pueden influir para aumentar
o disminuir las compras de los clientes (aumentar o disminuir la
demanda), para lo cual hay varias opciones:
Influir en la demanda, cuando es baja, se puede
influir con promociones, publicidad, incrementar el personal
de ventas para motivar la demanda. Se suele usar en hoteles,
compañías de telefónicas, etc. No
siempre todas las acciones consiguen equilibrar la demanda
con la capacidad existente.Retrasar pedidos durante los períodos de alta
demanda. Los pedidos pendientes la empresa los acepta pero no
los realizar en ese momento. Se puede llevar a cabo siempre
que el cliente tenga paciencia, espere el tiempo necesario
sin cancelar el pedido, lo cual se puede realizar en
productos duraderos, pero no en productos de consumo
inmediato.
Existen opciones para la demanda en el proceso de
planificación agregada de la producción.
Normalmente la se inicia con la estimación de las
necesidades futuras de productos finales, a partir de los pedidos
realizados por los clientes o de la previsión de demanda
realizada por marketing, la cual es agregada o sea por familias
de productos.
Cuando la empresa fabrica varios tipos de productos
-cantidades heterogéneas- se suele recurrir como unidad de
medida a las horas de trabajo necesarias para obtener los
productos y las necesidades de mano de obra se calculan en
función del tiempo empleado, para completar cada unidad de
producto.
Es importante señalar que la empresa desea un
plan agregado estable con un ritmo de producción similar
en todos los periodos, y las opciones para la demanda son las
siguientes:
Modificar la capacidad productiva u oferta para
adaptarla a la demanda.Producir de la demanda, solo lo que permite la
capacidad productiva.
Para esto se pueden exponer las siguientes
estrategias:

3.8. LA RETROALIMENTACIÓN EN LA
PLANIFICACIÓN AGREGADA
La retroalimentación resulta un elemento
fundamental para examinar el desarrollo de la
planificación agregada. A través de este se da
seguimiento y evaluación a la planificación
mediante el establecimiento de sistemas de información
necesarios que permitan actualizar y corregir permanentemente los
objetivos y metas de la planificación. Pues bien la
planificación agregada no resulta ser un proceso que
culmina con la formulación de un plan, en
contraposición representa un ciclo continuo que amerita
reajustes permanentes. Esto implica que los gerentes examinen
constantemente el desempeño, generando cambios en las
metas, en la manera en la que se identifican las alternativas de
decisión y en toda aquella información generada
cuando se realizan predicciones y se estimen factores como nivel
de producción, nivel de mano de obra y existencias de
productos terminados.
EL PLAN MAESTRO DE
PRODUCCIÓN
La planificación de operaciones pretende
transformar las previsiones de la demanda o consumo en un plan
maestro de producción, es decir, en unas cantidades de los
diversos productos a producir durante unos determinados lapsos.
Dicho plan debe ser factible, es decir, debe poder realizarse con
los recursos de que dispone.
El plan maestro de producción representa un
compromiso entre las expectativas existentes respecto a la
demanda, representadas por el área comercial de la empresa
y las posibilidades tecnológicas y humanas del sistema
productivo. Frente a una determinada situación existen
diversas posibilidades de compromiso, diferentes planes maestros
validos, la elección de uno de ellos podrá
realizarse eficientemente tras una evaluación de los
mismos atendiendo los factores económicos, técnicos
y comerciales tangibles e intangibles.

El MPS es la planificación que asegura la
cobertura de la demanda para la empresa, teniendo en cuenta las
restricciones de capacidad, y produciendo
correctamente.
El plan maestro de producción fija la cantidad de
cada uno de los artículos que se producirán, para
ser completada cada lapso en un horizonte corto de
planificación de la gama de los artículos, para que
al terminar estos puedan ser enviados al cliente o al
almacén de productos terminados.
Los principales objetivos del plan maestro de
producción son: programar los artículos que se
terminan puntualmente para satisfacer a los clientes y el
programar para evitar sobrecarga y cargas ligeras, facilitando la
producción y la utilización eficiente de la
capacidad de la producción.
La programación de la producción es una
actividad que consiste en fijar los planes y horarios de la
producción, de acuerdo a la prioridad de la
operación por realizar, determinado así su inicio y
fin, para lograr el nivel más eficiente. La función
principal de la programación de la producción
consiste en lograr un movimiento uniforme y rítmico de los
productos a través de las etapas de producción. Por
lo tanto durante el desarrollo de este trabajo se detallan de
mejor manera lo antes descrito.
El plan maestro de producción es el resultado del
trabajo de las empresas, ya que la mayoría de las ellas
deben trabajar con planes sobre productos específicos o
terminados, tomando en cuenta que debe existir una
información previa que sirva de base para realizar la
planificación del proceso de elaboración del
producto que se desea planificar, la cual debe especificar las
cantidades y fechas de producción en relación a
productos específicos; las cantidades y las fechas en
relación a los componentes comprados o realizados; la
secuencia de trabajos o pedidos individuales y la
asignación a corto plazo de los recursos a operaciones
individuales, lo cual evita trastornos innecesarios en los
procesos de fabricación y aprovisionamiento, a la vez se
deben considerar las necesidades netas de fabricación, lo
cual implica que de las necesidades de productos se tienen que
descontar los productos fabricados y que se encuentran
disponibles en inventarios.
Este plan, también permite la implantación
de la capacidad (rendimiento máximo), método
mediante el cual se ajusta el programa maestro para equilibrar
las fechas vencidas de los trabajos o pedidos contra la capacidad
de la planta y sus células de trabajo individual y sus
instalaciones. En los periodos de carga de trabajo bajo, el
procedimiento de planeación de la capacidad trata de
caminar los pedidos hacia atrás para que los niveles de
carga de trabajo concuerden con las capacidades existentes. Este
programa determina de manera indirecta la demanda, permitiendo la
planeación de la capacidad (rendimiento máximo)
mediante un ajuste en las fechas vencidas de los trabajos o
pedidos contra la capacidad de la planta, sus centros de trabajo
individual y sus instalaciones.
Esquema del Proceso del plan maestro
de producción

4.1. OBJETIVOS DEL PLAN MAESTRO DE
PRODUCCIÓN
Una vez concluido el plan agregado, el siguiente paso
consiste en traducirlo a unidades o ítems finales
específicos, este proceso es lo que se conoce como
desagregación de acuerdo con Domínguez Machuca,
(1995), la subdivisión como hace referencia Adam &
Ebert, (1991) o descomposición también denominada
así por Narasimhan (1996) del plan agregado y su resultado
final se denomina programa maestro de producción (Master
Production Schedule, MPS).
El Plan Maestro de la Producción va a desarrollar
2 funciones básicas:
Concretar el plan agregado tanto en unidades como en
tiempo.Facilitar con su mayor desagregación la
obtención de un plan aproximado de
capacidad.
Si se parte del plan agregado de producción,
tanto las previsiones de venta a corto plazo, como los pedidos
comprometidos con clientes, como el inventario disponible, se
toman en cuenta, y sólo habría que considerar los
pedidos en curso. En este punto se obtiene el Plan Maestro de la
Producción que será válido si la carga que
genera, es decir, la capacidad que requiere, es compatible con la
capacidad disponible. Si existen problemas de factibilidad, hay
dos opciones:
Medidas adicionales de aumento transitorio de la
capacidad.Modificar el Plan Maestro de la Producción
propuesto, cambiando de fechas las cantidades que en
él aparecen, evitando que se produzcan retrasos o
incumplimientos del plan agregado…
El Plan Maestro de la Producción va a facilitar
el cumplimiento del plan agregado de producción y por
tanto el plan de producción a largo plazo siempre que se
cumplan los siguientes requisitos para su
obtención:
Las sumas de las cantidades obtenidas en el Plan
Maestro de la Producción deben coincidir con las
correspondientes del plan agregado.La desagregación debe ser eficiente, lo que
implica que: La descomposición de las familias se
tiene que realizar a partir del mix de productos que la
forman.Dimensionamiento y ubicación por
períodos de los lotes del Plan Maestro de la
Producción con criterios de carácter
económico, buscando aquella que haga con los
mínimos los costos totales.Evitar disponibilidades de inventario negativo a
finales de los periodos, ya que indicaría retrasos en
los pedidos, a no ser que sean retrasos voluntarios
(política de la empresa).
El programa maestro de producción toma la
capacidad de producción a corto plazo, determinada por el
plan agregado y la asigna a pedidos de producción finales,
y tiene los siguientes objetivos fundamentales:
Programar productos finales para que se terminen con
rapidez y cuando se haya comprometido ante los
clientes.Evitar sobrecargas o subcargas de las instalaciones
de productos, de manera que la capacidad de producción
se utilice con eficiencia y resulte bajo el costo de
producción.Terminar en plazo un alto porcentaje de
órdenes.Mantener el nivel de producción o servicio
deseado, asignando prioridades.Obtener una utilización eficiente de los
equipos y del personal.Reducir al mínimo las horas
extras.Mantener los niveles de inventarios
deseados.
El Plan Maestro de Producción (PMP), programa el
volumen final de los productos, cada semana del horizonte de
fabricación a mediano plazo, es el plan de
producción por ítem individuales de producto
expresado en semanas. Desglosa los planes agregados y traduce el
plan empresarial, incluyendo las previsiones de demanda,
cuantifica los procesos importantes, piezas y otros recursos, con
el fin de optimizar la producción, identificar los cuellos
de botella y anticipar necesidades. Por ejemplo:

4.2. FUNDAMENTOS DE UN EFECTIVO PLAN MAESTRO DE
PRODUCCIÓN
De acuerdo a lo propuesto por Thomas E. Vollmann,
William L. Berry y D. Clay Whybark en su libro de sistemas de
Planificación y control de la Fabricación, un
efectivo Plan Maestro de Producción debe:
Proporcionar las bases para establecer los
compromisos de envió al clienteUtilizar eficazmente la capacidad de la
planta.Lograr los objetivos estratégicos de la
empresa.Resolver las negociaciones entre fabricación
y comercialización.
De manera cotidiana, marketing y producción se
coordinan a través del MPS en términos de
compromiso de orden y es la actividad por la cual las ordenes del
cliente reciben fecha de envió, el MPS proporciona la base
para que se tomen estas decisiones eficazmente, siempre y cuando
el departamento de producción ejecute el plan maestro de
acuerdo a los tiempos establecidos en el plan. Cuando la
planificación falla y las órdenes de los clientes
se acumulan y requieren fechas de entregas inaceptables, desde el
punto de vista del marketing se establecen condiciones de
negociaciones para hacer cambios y negociar con los
clientes.
El Plan Maestro de Producción tiene que
proporcionar las cantidades de producto necesarias en el momento
adecuado, con un costo total mínimo y de acuerdo con las
exigencias de calidad. Además debe servir de base para el
establecimiento del presupuesto de las operaciones, las
necesidades de mano de obra y las horas que se habrán de
trabajar, tanto ordinarias como extraordinarias, así como
las necesidades de equipos y el nivel de los inventarios de
materiales anticipados. En este sentido, también
debe:
Desarrollar las cantidades y fechas que se deben
producir a fin de generar los requerimientos por periodos
para componentes, piezas y materia prima.El MPS, no es una proyección de ventas sino
un plan de fabricación factible, señala cuantos
productos deben fabricarse y cuando se
fabricarán.El MPS considera el inventario existente, las
restricciones de capacidad, la disponibilidad de los
materiales y el tiempo de producción, por lo tanto,
las cantidades de producción se pueden cambiar en el
eje del tiempo según sea necesario.La capacidad se puede medir en términos de
unidades de producto por unidad de tiempo que puede producir
una instalación.
4.3. PROCEDIMIENTO PARA ELABORAR EL PLAN MAESTRO DE
PRODUCCIÓN
Consiste en preparar toda la información
necesaria e identificar los factores que intervienen en el
proceso de fabricación, antes de comenzar la
producción real. Toda la información debe ser tan
completa como sea posible sobre todos los factores que
intervienen en el proceso de fabricación y en base a esta
información planificar la manera en que se realizan las
operaciones, el tiempo que tomara cada una de ellas para
conseguir el producto se fabrique en la fecha calculada. La
información necesaria debe también tomar en cuenta
las limitaciones económicas y de capacidad para que el
plan maestro de producción se mantenga
realizable
Dentro de la información que es necesaria
considerar en la elaboración del MPS se tienen:
Materias Primas y Materiales de fabricación;
debe establecerse el tipo, cantidad y calidad de la materia
prima y los materiales de fabricación, esta
información se obtiene con la descripción del
producto.Materias Primas y Materiales Disponibles;
corresponden a la existencia que aun no ha sido destinada
para ningún trabajo, ayuda también para que el
almacén sea surtido de materias primas y/o materiales.
Esta información se obtiene de los registros de
almacén y el departamento de compras.Estándar de calidad para cada proceso u
operación; se refiere al desempeño y limite que
cada máquina o equipo va a tener para la
fabricación de un determinado producto, de acuerdo a
su especificación.Producción de cada Maquina o capacidad de
instalación; debe establecerse el proceso que cada
máquina pueda realizar de acuerdo a su capacidad, este
proceso lo determina la cantidad de productos por unidad de
tiempo (Kg/hrs, Lts/hrs, etc.).Método de Trabajo; corresponde a la
especificación del proceso, elegir el procedimiento
más adecuado y rápido para realizar cada
operación.Fijación de las Fechas de ejecución;
se señalan fechas para el comienzo y la
terminación del proceso de
fabricación.
Es importante tener siempre en cuenta en la
elaboración del plan maestro de producción lo
siguiente:
La elaboración del plan Maestro de basa en
productos finales específicos.Establecer los requerimientos de materiales,
maquinarias y mano de obra.Determinar la capacidad de maquinaria, la mano de y
evaluar estrategias para ampliar su
utilización.Mantener siempre las prioridades.
Un ejemplo podría aclarar el procedimiento para
elaborar el plan maestro de producción:
Una empresa produce 2 productos A y B, con base en la
fabricación para inventario. La demanda para los productos
proviene de muchas fuentes. Las estimaciones para las demandas de
ambos productos, en las siguientes 6 semanas son las
siguientes:

Es así, como en el MPS se utilizan la sumatorias
de las diferentes fuentes de demanda como una demanda total del
producto, los programadores calculan y sacan los totales y en
base a estas demandas es como se realiza el MPS.
El siguiente paso es asignar pedidos a los espacios de
producción. Para hacer esto se necesita conocer muy bien
la capacidad con la cual se cuenta, de esta manera para resolver
nuestro problema, se define el inventario de seguridad, es decir
que mediante experiencias o en base a las demandas y la capacidad
se tiene establecido antes un nivel de inventario de seguridad,
con el cual en este ejemplo se debe contar para mandar a
producir, es importante decir que no en todos los MPS se
establece este inventario de seguridad, es solo un respaldo para
cumplir con la demanda.
Además de esto se pueden establecer lotes de
producción, con base en la capacidad o en la
reducción de costos de la empresa, también pueden
ser ambas. Tal vez simplemente se produzca para satisfacer justo
lo que se pide, aunque es mejor contar con estas restricciones.
Hay algo más que se toma en cuenta para asignar los
espacios vacíos de producción, esto es la
plantación aproximada de la capacidad, que se
comentará más adelante.
La existencia de seguridad es el nivel mínimo
planeado de inventarios. La existencia de seguridad para A es 30
y para B es de 40. El tamaño fijo de lote (lote o
conjunto, y el tamaño de lote se produce al efectuase una
corrida de producción) para A es de 50 y para B es de 60.
El inventario inicial para A es de 70 y para B es de
50.
El tercer paso para realizar el MPS es hacer compromisos
de entrega con el cliente y el cuarto es realizar los
cálculos detallados para el programa maestro de
producción, de esta manera, teniendo los datos del ejemplo
ya definidos, ahora se procede a darle solución o realizar
los cálculos. Esto se hace utilizando como apoyo una
matriz, en donde se colocan los datos de las demandas, el
inventario a la mano y los disponibles que quedan, así
como está un renglón reservado para los MPS o las
ordenes que se emitan para producir. Siguiendo a darle
solución al ejemplo, utilizando los datos que se tienen,
se dará una respuesta:
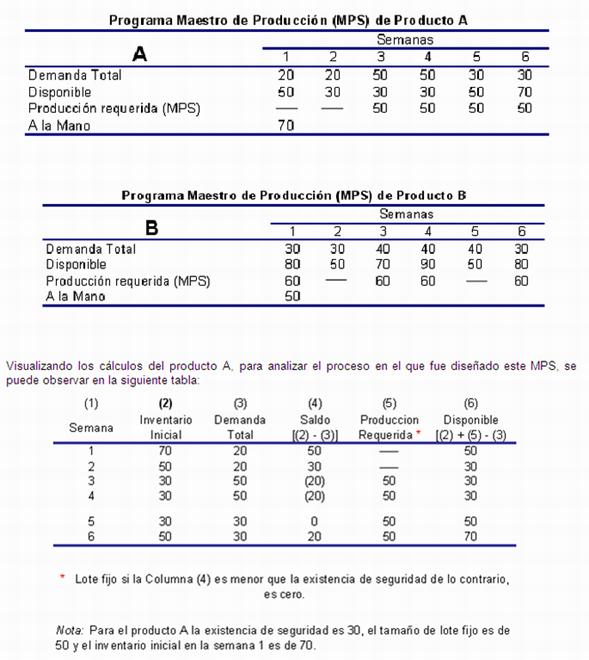
En la semana 1, el saldo excede el inventario de
seguridad deseado (50 > 30); por lo tanto no es necesaria la
producción de A. En la semana 2, el saldo sigue siendo
suficiente para tener la existencia de seguridad deseada (30 =
30) y no se requiere producción de A. Pero en las semanas
3 y 4 los saldos serian negativos si no se programara
producción de A, por lo cual en ambas semanas se programa
un tamaño fijo de lote de 50 productos A. Las semanas 5 y
6 se programan de manera similar.
4.4. ACTUALIZACIÓN CONSTANTE DEL PLAN MAESTRO
DE PRODUCCIÓN
El plan maestro de producción, es de naturaleza
dinámica y por lo general se actualiza semanalmente, dado
que existen pedidos posteriores al programa maestro inicial que
requieren modificaciones constantes.
También la primera parte del plan maestro de
producción tiende a estar dominada por clientes reales, en
tanto que la parte final tiende a estar dominada por
pronósticos, por lo tanto las estimaciones de demanda de
la primera parte del plan maestro de producción, son por
naturaleza, más precisas. Semanas tras semanas, los
pedidos entran y modifican las estimaciones, todo esto debe
ocurrir antes de que se comprometa dinero para solicitar
materiales, programar trabajadores y cambios en la
maquinaria.
El programa maestro de producción se actualiza
frecuentemente, lo cual quiere decir que una vez ha transcurrido
una semana, se quita de la parte delantera del programa maestro
de producción y se agrega otra al final, y las demandas de
todo el programa se estiman nuevamente. Dado que las demandas de
pedidos posteriores al programa maestro de producción
probablemente se modificarán conforme sufran muchas
actualizaciones en la parte final del programa maestro, no
resultan tan críticas como en la primera parte.
También, la primera parte del programa maestro tiende a
ser dominada por pedidos de clientes reales, en tanto que la
parte final tiende a estar dominada por pronósticos, por
lo que las estimaciones finales de la demanda de la primera parte
del programa maestro de producción son, por naturaleza,
más precisas.
EL PLAN MAESTRO EN EMPRESAS QUE PRODUCEN PARA
EXISTENCIAS Y LAS QUE PRODUCEN SOBRE PEDIDOS
El MPS difiere según el sistema de
fabricación de la empresa, los elementos más
afectados por la diferencia del sistema de producción son
la administración de la demanda, el tamaño de los
lotes y la cantidad de productos a programar. En este caso se
plantean dos sistemas para establecer el plan de
producción: el plan maestro de producción en
empresas que producen para existencias y el plan maestro de
producción en empresas que producen sobre
pedidos.
El plan maestro de producción en empresas
que producen para existencias
En las empresas que producen para existencias,
regularmente el tamaño del lote es una cuestión de
economizar, es decir, producen los lotes que les convenga, con el
objetivo de reducir los costos, ya sea por lo pedidos de material
a sus propios proveedores o por su capacidad. En este
caso:
Las órdenes de los productos provienen de los
almacenes de la empresa.Los pedidos tienen como base los pronósticos
de la demanda futura de muchos clientes.Los pronósticos juegan un papel fundamental
en la administración de las estimaciones de
demanda.En la primera parte del plan maestro de
producción los pedidos de los almacenes, con base en
los pronósticos, pueden estar respaldados por pedidos
reales de los clientes.El tamaño de los lotes en los pedidos es un
asunto de economía, si se produce muy poco, el costo
fijo de prepararse para producir el pedido se distribuye en
muy pocos productos y el costo promedio unitario resulta
elevado. Si se produce demasiado, el inventario del producto
crecerá y así los costos del inventario, por lo
tanto el costo promedio unitario de producción
también será demasiado elevado.
El plan maestro de producción en empresas
que producen sobre pedidos
En un sistema sobre pedido la dificultad más
grande es la demanda fluctuante, a diferencia de los que producen
para inventario, el sistema de sobre pedido como su nombre lo
dice, no sabe lo que va a producir hasta que el cliente
envía una orden o pedido, es decir no se conoce un
pronóstico de la demanda, solo la demanda real, de esta
manera el MPS no se puede realizar hasta que el cliente haya
pedido lo que requiere y como lo requiere, esto es porque
también los procesos pueden diferir, pues regularmente las
empresas que trabajan de esa manera tienden a cambiar los
productos según las características que el cliente
pida, esto lo hace ser muy fluctuante. En este caso:
Los pedidos de los clientes son el centro
predominante en la administración de la
demanda.El plan maestro de producción funciona a
partir de una lista de pedidos pendientes y no utiliza
pronósticos de demanda.El tamaño de los lotes, es decir, la cantidad
de unidades a producir de un pedido, queda determinada por el
pedido del cliente.Si un pedido, por ejemplo, solicita 500 unidades de
un producto en particular, solo se producen las 500 unidades.
Esto se conoce producción lote por lote.
PROGRAMACIÓN DE LA
PRODUCCIÓN
La programación de la producción consiste
en asignar las órdenes de producción en que se
descomponen a centros de trabajo específicos dentro de los
intervalos temporales concretos; en otras palabras un programa es
una asignación más un calendario.
El proceso de programación puede verse como una
fase más de preparación de las actividades
productivas, después de la planificación y del
cálculo de necesidades. Es una actividad que consiste en
la fijación de planes y horarios de la producción,
de acuerdo a la prioridad de la operación por realizar,
determinando así su inicio y fin, para lograr el nivel
más eficiente. La función principal de la
programación de la producción consiste en lograr un
movimiento uniforme y rítmico de los productos a
través de las etapas de producción.
Un buen programa de producción trae algunas
ventajas para la empresa. Entre ellas están:
Los pedidos se pueden entregar en las fechas
estipuladas.Se calculan las necesidades de mano de obra,
maquinaria y quipo. Así habrá una mejor
utilización de estos recursos.Se pueden disminuir los costos de
fabricación.
Un programa (de producción) es un horario o
itinerario para ejecutar actividades, utilizando recursos e
instalaciones disponibles, lo cual le permitirá saber a
cada trabajador o a cada responsable de un centro de trabajo, que
debe hacer para cumplir el plan de materiales, con el programa
maestro de producción y con el plan agregado, y en
consecuencia con los planes estratégicos de la
empresa.
La programación de la producción tiene
como propósito la asignación de recursos y la
sincronización de las operaciones. Generalmente, el
programa de producción abarca hasta 3 meses y se detalla
en forma diaria, semanal y/o quincenal, es decir, de muy corto
plazo. La programación de la producción determina
los requerimientos de materia prima, mano de obra y otros insumos
para el trabajo del día a día. En esta actividad se
tiene en cuenta la información proveniente del plan
maestro de la producción, las especificaciones de los
productos y procesos, así como los tiempos.
INFORMACIÓN NECESARIA PARA PROGRAMAR LA
PRODUCCIÓN
La información necesaria para programar la
producción básicamente es la misma que debe
contener el MPS en todas las demandas significativas en las
instalaciones de la planta, pero con mayor detalle y a corto
plazo. Estas proceden de los clientes en cuanto a productos y
partes de servicio, de los distribuidores, de los comerciantes y
los centros de distribución de la compañía
que los aprovisiona, de las instalaciones afiliadas que utilizan
componentes o productos y de los planes que persiguen formar
inventarios de tales artículos. Las cargas en la planta se
van a manifestar en forma significativa si se omite cualquiera de
estos. Los insumos para la programación de la
producción provienen de
Ingeniería
Desarrollo de nuevos productos.
Cambios en los productos y su impacto en los
recursos.Estándares de equipos y mano de
obra.
Finanzas
Costos.
Situación financiera de la
empresa.
Recursos humanos
Condiciones del mercado del trabajo.
Capacidad disponible para programas de
entrenamiento.
Producción
Capacidad real de producción de los
equipos.Productividad de la mano de obra.
Supervisión disponible y
necesaria.Planes de renovación de equipos.
Comercialización
Pronósticos de ventas.
Condiciones económicas del
mercado.Comportamiento de la competencia.
Materiales.
Disponibilidad de materias primas.
Niveles actuales de inventarios.
Disponibilidad y capacidad de los
contratistas.Disponibilidad de almacenamiento.
La programación de la producción
permitirá saber a cada trabajador o a cada responsable de
un centro de trabajo lo que debe hacer para cumplir con el plan
general, propuesto y evaluado en el plan de materiales, el plan
agregado y los planes estratégicos de la empresa. La
programación de la producción dentro de la
fábrica y la conservación de la existencia
constituyen el medio central de la producción.
En cierta medida la información necesaria para
programar la producción es la misma que se requiere para
la elaboración del Plan Maestro de Producción,
solamente que a mayor detalle y a corto plazo.
La información de lo planificado para el
período, la cual se obtiene del plan maestro de
producción.Los pedidos efectivos de los clientes (permiten
actualizar el Plan de Maestro de Producción, para
efectuar la Programación).Recursos Disponibles.
Especificaciones de los Productos.
Métodos de Producción (detalles del
proceso, tiempos estándar o estimados de
producción, procedimientos y tiempos de
preparación de maquinarias).Plazos y prioridades (fechas comprometidas con los
clientes y mano de obra requerida).Estado de la programación existente (trabajos
pendientes y órdenes atrasadas).
Es importante dentro de esta etapa tener en cuenta el
tipo de configuración productiva que tiene la planta, ya
que dependiendo de esta se determinará la técnica o
procedimiento a emplear para la programación y control de
la producción.
TÉCNICAS PARA PROGRAMAR LA
PRODUCCIÓN
Las técnicas de programación tratan de
ordenar las actividades de forma que se puedan identificar las
relaciones temporales lógicas entre ellas, determinando el
calendario o los instantes de tiempo en que debe realizarse cada
una.
Los pasos a seguir para la programación de la
producción consisten en:
1) Si se parte de órdenes de trabajo,
cada una de ellas con su fecha planificada de
terminación.2) Las órdenes de trabajo se transforman
e producciones específicas para cada una de las cuales
se determinan las necesidades de mano de obra,
maquinaría, etc. en las diversas
alternativas.3) Las órdenes se cargan a centros de
trabajo concreto, dentro de intervalos específicos, en
función de la carga.4) Se determinan las necesidades agregadas de
mano de obra, tiempo máquina, etc. a nivel centro de
trabajo y se comparan con las capacidades
existentes.5) En función del resultado de la
comparación se toman decisiones con relación a
movimientos de plantilla, tasas de producción, horas
extra, subcontratación, etc. así como respecto
a cambios de asignación de órdenes, modificando
el centro o el intervalo.6) Se procede a la secuenciación en cada
centro de trabajo.7) Se desarrolla el programa
detallado.
Las técnicas de planificación se ocupan de
estructurar las tareas a realizar dentro de la empresa,
definiendo la duración y el orden de ejecución de
las mismas, mientras que las técnicas de
programación tratan de ordenar las actividades de forma
que se puedan identificar las relaciones temporales
lógicas entre ellas, determinando el calendario o los
instantes de tiempo en que debe realizarse cada una. La
programación debe ser coherente con los objetivos
perseguidos y respetar las restricciones existentes (recursos,
costos, cargas de trabajo, etc.). La programación consiste
por lo tanto en fijar, de modo aproximado, los instantes de
inicio y terminación de cada actividad. Algunas
actividades pueden tener holgura y otras son las actividades
críticas (fijas en el tiempo).
Según los resultados que se deseen conocer, se
puede hacer uso de unas determinadas herramientas o de otras,
pero existen dos herramientas comunes que se utilizan para
programar la producción, el diagrama de carga y el
diagrama de Gantt:
Diagrama de Carga
El Diagrama de Carga expone gráficamente la
programación referida al tiempo y la cantidad o carga de
trabajo que debe llevarse a cabo, y ayuda a saber con
anticipación la carga de trabajo de una máquina, un
departamento de fabricación o toda la planta. La carga se
describe en función a horas de trabajo. Este diagrama
tiene lógica Importancia para la programación de la
producción, entre otras:
Muestra la programación referida al
tiempo.La cantidad o carga de trabajo que debe llevarse a
cabo en un tiempo determinado.Ayuda a saber con anticipación la carga de
trabajo de una máquina, un departamento de
fabricación o toda la planta.
El diagrama de carga es representado generalmente
mediante el uso de algún método gráfico,
como la gráfica de barras, y ayuda a planear la carga
correcta y prever las instalaciones desocupadas. Esto permite
programar el mantenimiento de la maquinaria, trasladar el
personal, planificar vacaciones y hacer los presupuestos
necesarios para contratar y disminuir el personal.
El diagrama de carga de operario: Son representaciones
gráficas del trabajo diario acumulado de los operarios. En
las líneas horizontales finas representan los porcentajes
del trabajo realizado, teniendo en cuenta que cada línea
vertical fina representa el 25% de la jornada laboral total, y en
las líneas horizontales se representa el trabajo acumulado
que se hace a la semana.

Si por algún motivo hay algún
retardo o anomalía, al final de la línea fina se
indica lo que ha pasado, mediante la siguiente
nomenclatura:
A: Ausencia del operario
B: Falta de preparación del
operario
I: Instrucciones insuficientes
L: Lentitud excesiva en el
trabajo
M: Material defectuoso
R: Reparaciones
T: Herramientas inapropiadas
V: Vacaciones o fiestas
Y: Lote inferior al programado
Diagrama de Carga de Maquinas: Los diagramas de carga de
máquina se hacen igual que los diagramas de carga de
operario, pero aquí los operarios son sustituidos por
máquinas. Las líneas finas representan el
porcentaje total de tiempo de utilización de las
máquinas sobre el tiempo total que se tendrían que
haber utilizado

Las anomalías que se pueden dar
son:
R: Reparaciones
T: Herramientas inapropiadas
V: Vacaciones o fiestas
Y: Lote inferior al programado
E: Espera para
preparación
H: Ayuda insuficiente
Q: Falta de pedido
P: Falta de energía
M: Material defectuoso
Diagrama de Gantt
Es una herramienta grafica que muestra el desarrollo de
una o varias secuencias de actividades así como el tiempo
de dedicación previsto para estas tareas o actividades a
lo largo de un tiempo total determinado en el tiempo. El diagrama
de Gantt Es una herramienta que ilustra en qué momento
están ocupadas las máquinas y los operarios, con
este diagrama se programa el trabajo diario por operación
que se alcanza.
Es una herramienta que le permite al usuario modelar
la planificación de las tareas necesarias para la
realización de un proyecto.Mostrar el tiempo que se lleva determinada actividad
y a su vez el costo de inversión.La programación debe señalar las
actividades críticas (en función del tiempo).
Para las actividades no críticas el programa debe
mostrar los tiempos de holgura que pueden utilizarse cuando
tales actividades se demoran.La función principal de la
programación de la producción consiste en
lograr un movimiento uniforme y rítmico de los
productos.Se asegura de que todo el trabajo requerido para
completar el proyecto quede terminado:Por las personas y equipos adecuados.
De la manera más económica y segura
posible.En el orden correcto, lugar adecuado y tiempo
correcto.Con la calidad esperada.
La programación debe señalar las
actividades críticas (en función del tiempo).
Para las actividades no críticas el programa debe
mostrar los tiempos de holgura que pueden utilizarse cuando
tales actividades se demoran.
El Diagrama de Gantt es actualmente la herramienta
más utilizada en la programación de la
producción.
MEDIDAS DE DESEMPEÑO EN LA
PROGRAMACIÓN DE LA PRODUCCIÓN
Algunos de los indicadores o medidas del
desempeño de mayor importancia en la Programación
de Producción son:
1) Indicadores de Tiempo
Tiempo de flujo de trabajo: cantidad de
tiempo que un trabajo pasa en el sistema de servicio o
manufactura.Lapso de fabricación: tiempo total
necesario para completar un trabajo o grupo de
trabajos.Retraso: es la cantidad de tiempo que un
trabajo no fue entregado en la fecha convenida
(impuntualidad, falta de oportunidad en la
entrega).Utilización: porcentaje del tiempo
de trabajo empleado productivamente por un trabajador o una
máquina.Tiempo de preparación: tiempo que se
necesita para disponer adecuadamente los recursos que van a
efectuar la operación
2) Indicadores de Producción
Inventario de trabajo en proceso: trabajo
que esté en fila de espera, en tránsito de una
operación a otra, retrasado por alguna razón,
etc.Inventario total: mide la eficacia de los
programas de manufacturas. La minimización del
inventario total apoya la prioridad competitiva de
costo.Flujo de trabajo (workflow en
inglés): es el estudio de los aspectos
operacionales de una actividad de trabajo: cómo se
estructuran las tareas, cómo se realizan, cuál
es su orden correlativo, cómo se sincronizan,
cómo fluye la información que soporta las
tareas y cómo se le hace seguimiento al cumplimiento
de las tareas.Capacidad productiva: es la cantidad de
recursos, principalmente fuerza laboral y maquinaria, que
están disponibles en el proceso productivo.
ENTRADA AL SISTEMA DE
PRODUCCIÓN
La materia prima es utilizada principalmente en las
empresas manufactureras para la fabricación de los
productos. Esta materia prima debe ser perfectamente
identificable y medible, para poder determinar tanto el costo
final del producto como su composición.
En los últimos años, las organizaciones
han comenzado a reconocer el papel clave del proceso de
abastecimiento, debido al impacto que tiene en el funcionamiento
de la organización, en sus costos y en el cumplimiento de
sus objetivos.
La planificación de las compras ayudará a
conseguir los objetivos estratégicos de la
institución, lograr precios más competitivos,
efectuar compras oportunas y aumentar la productividad.
Además, una adecuada planificación de las compras
sirve para guiar, controlar y tener transparencia en los gastos,
aspecto clave para las instituciones del sector
público.
El Justo a tiempo (JIT), herramienta de apoyo en el
proceso de abastecimiento y control de la materia prima y
productos en procesos y terminados, se refiere a la
producción o recepción de las unidades necesarias,
en las cantidades requeridas y en el momento preciso, para lograr
un desempeño con cero demoras.
MATERIAS PRIMAS Y SUMINISTROS
Materia prima son todos los elementos que se incluyen en
la elaboración de un producto y por medio de su
transformación llega a un producto final o subproducto. La
materia prima es utilizada principalmente en las empresas
industriales que son las que fabrican un producto, esta materia
prima debe ser perfectamente identificable y medible, para poder
determinar tanto el costo final del producto como su
composición
Los suministros necesarios para la producción
están formados por todas aquellas partes involucradas de
manera directa e indirecta, como no solo el fabricante y el
proveedor, sino también los transportistas, almacenistas,
vendedores hasta el mismo cliente.
FUNCIÓN DEL GERENTE DE
ABASTECIMIENTO
El Gerente de Abastecimiento debe ser un coordinador que
represente los intereses de la empresa, que respete las
responsabilidades, opiniones e ideas de otras funciones. A menudo
tiene que obtener el máximo valor en los bienes comprados
y controlar los inventarios, a fin de mantener o lograr la
rotación conveniente, pero teniendo siempre el material
listo para el sistema de producción.
Dentro de las funciones más destacadas del
gerente de abastecimiento están:
Identificar las necesidades de cada uno de sus
clientes.Informarse, documentarse y asesorarse sobre las
características ideales de los productos a
comprar.Manejar y controlar racionalmente los
inventarios.Estar atento a todas las ofertas de productos nuevos
que puedan llegar a beneficiar al sistema de
producción.Evaluar permanentemente los costos de los insumos a
comprar, mediante análisis comparativos tanto de
precios como de características de calidad, a fin de
controlar los costos de producción del
negocio.Buscar permanentemente proveedores confiables que le
permitan llevar a cabo su función.Mantener permanente relación y
comunicación, tanto con sus clientes (usuario del
objeto de sus compras) como con sus proveedores.
LA ADMINISTRACIÓN DE MATERIALES Y LAS
COMPRAS
Es el proceso que permite un adecuado manejo,
distribución y aprovechamiento de los materiales que se
utilizan en la empresa. La misma comprende a la
adquisición, traslado, almacenamiento, y control de
materiales, desde la negociación con el proveedor hasta
que termina en la línea de producción. Su objetivo
consiste en lograr el costo global más bajo de los
materiales para la empresa.
Las compra dentro de una empresa tienen que ser bien
controladas, de tal manera que no se incurra en gastos
innecesarios. Estas compras se realizan según el
procedimiento donde se indican los pasos a seguir:
Se verifican la existencia de los productos
requeridos en los depósitos para decir si se realiza
la compra.Se mantiene evidencia en documento de la consulta
efectuada.Se hace la solicitud de pedido (solicitud de
pedido).Se generan y se liberan la solicitud de
pedido.Se aprueba la solicitud por el responsable del
área al cual son imputadas.
LA PLANIFICACIÓN Y EL PROCESO DE LAS
COMPRAS
Planificar las compras significa definir qué
necesita la organización, cuánto y para
cuándo lo requiere, dentro de un período de tiempo
determinado.
El proceso de compras consta de las siguientes
fases:
a) Planificación de las compras.
Consiste en hacer un estudio anticipado de las necesidades
para estar preparado antes de que surja la
necesidad.b) Análisis de las necesidades. El
departamento de compras recibe los boletines de solicitud de
materiales y analiza la prioridad de las peticiones para
tramitar su gestión.c) Solicitud de ofertas y presupuesto. Es un
paso obligado para evitar tomar decisiones que puedan afectar
a la economía de la empresa.d) Evaluación de las ofertas recibidas.
Una vez recibidas las ofertas hay que estudiarlas,
analizarlas, compararlas y examinarlas.e) Selección del proveedor. Los factores
que se comparan durante la fase de selección son el
precio, la calidad, las condiciones y las garantías
personales de la empresa que suministrará el
producto.f) Negociación de las condiciones.
Durante esta fase se comentan y especifican algunos puntos de
la oferta que pueden ser negociables.g) Solicitud del pedido. Cuando el comprador y
el vendedor llegan a un acuerdo deben formalizar un documento
que comprometa a ambas partes (contrato de compraventa o
pedido en firme).h) Seguimiento del pedido y los acuerdos. Se
hace para verificar que se ha recibido todo el material
solicitado, que se corresponde a las características
detalladas en el pedido y que se han suministrado a
tiempo.
SISTEMAS MRP (PLANIFICACIÓN DE LAS
NECESIDADES DE MATERIALES)
Este sistema surge debido a la necesidad de integrar la
cantidad de artículos a fabricar con un correcto
inventario y almacenaje, ya sea de producto terminado, producto
en proceso, materia prima o componentes. Puede decirse que el MRP
es un sistema de control de inventario y programación que
responde como antes se mencionó, a las interrogantes
¿Qué orden fabricar o comprar?
¿Cuánta cantidad de la orden? ¿Cuándo
hacer la orden?
Estos sistemas surgen, debido a la necesidad de integrar
la cantidad de artículos a fabricar con un correcto
almacenaje de inventario, ya sea de producto terminado, producto
en proceso, materia prima o componentes.
Puede decirse que los MRP son un sistema de control de
inventario y programación, que responde a las
interrogantes: ¿Qué orden fabricar o comprar?
¿Cuánta cantidad de la orden? ¿Cuándo
hacer la orden?
Su objetivo es suministrar información confiable
y oportuna, para:
Disminuir el volumen de existencias.
Administrar los inventarios.
Programar pedidos de reabastecimiento.
Traducir el Plan Maestro de Producción, en
necesidades y órdenes de fabricación y/o
compras detalladas de todos los productos que intervienen en
el proceso productivo.
Los MRP son sistemas que intentan integrar las
actividades de producción y compras, y permiten
determinar, partiendo de expectativas de ventas, cuales son los
materiales y materias primas necesarias para el cumplimiento del
plan de producción.
El sistema MRP comprende la información obtenida
de las fuentes de principales de datos, que a su vez suelen ser
generados por otros subsistemas específicos, pudiendo
concebirse como un proceso cuyas entradas son:
El plan maestro de producción, el cual
contiene las cantidades y fechas en que han de estar
disponibles los productos de la planta que están
sometidos a demanda externa (productos finales
fundamentalmente y, posiblemente, piezas de
repuesto).El estado del inventario, que recoge las cantidades
de cada una de las referencias de la planta que están
disponibles o en curso de fabricación. En este
último caso ha de conocerse la fecha de
recepción de las mismas.La lista de materiales, que representa la estructura
de fabricación en la empresa. En concreto, ha de
conocerse el árbol de fabricación de cada una
de las referencias que aparecen en el Plan Maestro de
Producción.
A partir de estos datos la explosión de las
necesidades proporciona como resultado la siguiente
información:
a) El plan de producción de cada uno de
los ítems que han de ser fabricados, especificando
cantidades y fechas en que han de ser lanzadas las
órdenes de fabricación. Para calcular las
cargas de trabajo de cada una de las secciones de la planta y
posteriormente para establecer el programa detallado de
fabricación.b) El plan de aprovisionamiento, detallando las
fechas y tamaños de los pedidos a proveedores para
todas aquellas referencias que son adquiridas en el
exterior.c) El informe de excepciones, que permite
conocer que‚ órdenes de fabricación van
retrasadas y cuáles son sus posibles repercusiones
sobre el plan de producción y en última
instancia sobre las fechas de entrega de los pedidos a los
clientes. Se comprende la importancia de esta
información con vistas a renegociar‚ estas si es
posible o, alternativamente, el lanzamiento de órdenes
de fabricación urgentes, adquisición en el
exterior, contratación de horas extraordinarias u
otras medidas que el supervisor o responsable de
producción considere oportunas.
Los sistemas MRP tienen ventajas y desventajas o
limitaciones, tal como se expone a
continuación:
Ventajas (genera información para)
Reducción de los niveles de
inventario.Utilización más eficientemente los
recursos.Mejora del servicio al cliente.
Desventajas y/o Limitaciones
Suponen capacidad ilimitada.
Asume tiempos de entrega constante.
Requieren pronósticos exactos.
Costoso de mantener.
Los sistemas MRP son recomendables donde se producen
muchas partes diferentes y en producción por lotes, y en
los sistemas de producción donde se fabrica para
almacenar.
¿Cómo Responde un
Sistema MRP a las Cuatro Preguntas Básicas?

El sistema MRP tiene una gran importancia en el
cumplimiento de los planes de producción, debido a que
cumple un proceso de planificación, ejecución y
control que se retroalimenta permanentemente y es denominado
circuito de insumo/producto, en cual participan las distintas
unidades funcionales de la organización, las mismas
actúan dinámicamente e interrelacionadas, aportando
en tiempo y forma los datos por las transacciones que cada una
genera en sus propias actividades, esos datos se convierten en
información para ser utilizada en la toma de
decisiones.
Diagrama MRP Información de
Entrada y Salida

MRP PARA PRODUCTOS EN PROCESOS Y TERMINADOS PARA
DESPACHO
La filosofía de los sistemas MRP para los
productos en procesos y terminados, es la misma de las materias
primas, su objetivo es disminuir el volumen de los inventarios en
procesos y terminados, a partir de la emisión de la orden
de compra o fabricación en el momento adecuado,
según los resultados del Programa Maestro de
Producción.
Su aplicación es útil donde existan
algunas de las condiciones siguientes:
El producto final es complejo, costoso y requiere de
varios niveles de subensamble y ensamble.El tiempo de procesamiento de la materia prima y
componentes, es relativamente grande.El ciclo de producción (lead time) del
producto final es largo.Se desee consolidar los requerimientos para diversos
productos.El proceso se caracteriza por ítems con
fabricación intermitente (por lotes).
Sistema MRP: Planificación e
Inventarios

LAS COMPRAS Y EL JUSTO A TIEMPO
(JIT)
Una política de compras acertada es un factor
importante para las empresas, gestión que se debe
encomendar a verdaderos expertos que conozcan la
compañía a fondo. Qué comprar, cómo,
a quién y, sobre todo, cuándo, son decisiones que
van a influir de manera definitiva en una productividad adecuada,
en la satisfacción de los clientes, en la tranquilidad de
los empleados, en la calidad de los productos y, finalmente, en
la rentabilidad.
Cuando los japoneses acuñaron el término
Just in Time, "justo a tiempo", en los años setenta del
siglo pasado, es natural que no pensaran que esa
metodología pudiera estar más vigente que nunca en
nuestros días. Este procedimiento lo que describe y
enseña a los gestores empresariales es cómo comprar
las cantidades justas y necesarias para producir los bienes y
servicios que venden.
La metodología Just in Time es hoy un buen punto
de partida para reflexionar sobre cómo diseñar una
política de compras en un momento económico
delicado. Lo habitual es que entre las empresas se liquiden las
deudas por transferencia bancaria, pero poco sabe de la fecha de
abono porque eso queda en el aire. La realidad dice que hay que
pagar a fecha y cobrar en otra. ¿Cómo se ajustan
entonces los flujos financieros las empresas para no
colapsar?
El objetivo de una buena política de compras es
conseguir los productos y servicios que una empresa necesita para
un correcto funcionamiento de la producción según
estos criterios:
Comprar suministros y materias primas en la cantidad
y la fecha establecidas.Conseguir siempre el mejor precio
posible.La materia prima debe mantener el nivel de calidad
contratado.Disponer de una red de proveedores dignos de
confianza es vital para el sistema JIT. Es necesario que los
proveedores cumplan con exigentes requerimientos de calidad,
y que se ubiquen en las proximidades de la empresa, para
facilitar entregas frecuentes de pequeños lotes de
partes o componentes. Algunas de las tendencias recientes de
las políticas de los proveedores son:
Ubicarse cerca del cliente.
Emplear camiones pequeños, de carga lateral,
y realizar embarques conjuntos.Establecer pequeños almacenes cerca del
cliente, o compartir los almacenes con otros
proveedores.Emplear contenedores estandarizados y hacer las
entregas de acuerdo con un programa de entregas
preciso.Convertirse en un proveedor certificado, y aceptar
cobrar por intervalos de tiempo en lugar de por
entregas.
Siguiendo estos criterios básicos, se está
en la buena dirección.
Ahora, no en todos los países existe una
verdadera cultura del ahorro, que redunde positivamente en una
reducción de los gastos generales sin alterar la calidad.
Racionalizar los procesos, destinar los recursos justos a la
logística y al almacenamiento, planificar las compras de
manera racional y reorganizar el flujo financiero, implican en su
conjunto una tarea necesaria que deben asumir los máximos
gestores empresariales, involucrando al resto de la cadena
organizativa.
EL JIT APLICADO A PRODUCTOS EN PROCESOS Y
TERMINADOS
Tal como se indicó anteriormente, el sistema
japonés justo a tiempo (JIT), requiere la
producción de las unidades necesarias, en las cantidades
requerido y en el momento preciso, para lograr un
desempeño eficiente.
Teniendo como premisa lo anterior, la filosofía
japonesa tiene como objetivo satisfacer los siguientes
elementos:
Producir lo que el cliente desea.
Hacer la cantidad exacta, en el tiempo exacto y en
las condiciones solicitadas.Elaborar el producto con la frecuencia que se
pide.Producir con calidad perfecta (especificaciones
dadas).Fabricación con tiempo de espera
mínimo.Producción sin desperdicio de mano de obra,
material y equipo. De tal forma que por ningún motivo
exista material o inventario ocioso.
Gerencia de Inventarios de Materias
Primas
Los Inventarios de Materias Primas son una variedad de
artículos y materiales, que serán sometidos a un
proceso para obtener al final un artículo terminado o
acabado.
El desafío no radica en reducir los inventados a
su máxima expresión para abatir los costos, ni en
tener inventario en exceso para satisfacer todas las demandas.
Sino en mantener la cantidad adecuada para que la empresa alcance
sus prioridades competitivas de la forma más
eficiente.
La administración de inventarios es un proceso
que requiere información sobre las demandas esperadas, las
cantidades de inventario disponibles y en proceso, de todos los
artículos que almacena la empresa y el momento y
tamaño indicados de las cantidades de reorden
(pedidos).
En conclusión, el objetivo de la gerencia de
inventarios, es mantener stocks necesarios para la actividad
productiva en unos niveles óptimos que permitan disponer
de ellos en cantidad, calidad, momento y todo ello con el
mínimo costo.
No obstante la aplicación del sistema
japonés justo a tiempo (JIT), existen razones por las
cuales se requiere mantener inventario por encima del normal, tal
como se muestra a continuación:
Reducir costos de pedir. Al solicitar un lote de
materias primas de un proveedor, se incurre en un costo para
el procesamiento del pedido, el seguimiento de la orden, y
para la recepción de la compra en almacén. Al
producir mayor cantidad de lotes, se mantendrán
mayores inventarios, sin embargo se harán menos
pedidos durante un periodo determinado de tiempo y con ello
se reducirán los costos anuales de pedir.Reducir costos por material faltante. Al no tener
material disponible en inventario para continuar con la
producción o satisfacer la demanda del cliente, se
incurren en costos. Entre estos costos se mencionan las
ventas perdidas, los clientes insatisfechos, costos por
retrasar o parar producción.Reducir costos de adquisición. En la compra
de materiales, la adquisición de lotes más
grandes pueden incrementar los costos de materias primas, sin
embargo los costos menores pueden reducirse debido a que se
aplican descuentos por cantidad y a menor costo de flete y
manejo de materiales.
De igual forma, existen razones por las cuales no se
desea mantener inventario por encima del requerido, y se desea
reducir los inventarios debido a que, al incrementar los niveles,
ciertos costos aumentan, tales como:
Costo de almacenaje. Entre los costos en los que se
incurren para almacenar y administrar inventarios se
encuentran: intereses sobre la deuda, intereses no
aprovechados que se ganarían sobre ingresos, alquiler
del almacén, acondicionamiento, calefacción,
iluminación, limpieza, mantenimiento,
protección, flete, recepción, manejo de
materiales, impuestos, seguros y
administración.Dificultad para responder a los clientes. Al existir
grandes inventarios en proceso se obstruyen los sistemas de
producción, aumenta el tiempo necesario para producir
y entregar los pedidos a los clientes, con ello disminuye la
capacidad de respuesta a los cambios de pedidos de los
clientes.Costo de coordinar la producción. Inventarios
grandes obstruyen el proceso de producción, lo cual
requiere mayor personal para resolver problemas de
tránsito, para resolver congestionamiento de la
producción y coordinar programas.Costos por reducción en la capacidad. Los
materiales pedidos, conservados y producidos antes que sean
necesarios desperdician capacidad de
producción.Costos por productos defectuosos en lotes grandes.
Cuando se producen lotes grandes se obtienen inventarios
grandes. Cuando un lote grande sale defectuoso se almacenen
grandes cantidades de inventario defectuoso. Los lotes de
menor tamaño (y con ello una reducción en los
niveles de inventario) pueden reducir la cantidad de
materiales defectuosos.
Respecto a este capítulo, se pude concluir que
las compras comprenden un proceso complejo que va más
allá de la negociación y del trámite
burocrático. Con una buena gestión de compras la
empresa consigue ahorrar costos, satisfacer al cliente, en tiempo
y cantidad, y obtener beneficios empresariales directos, pues la
gestión de compras y aprovisionamiento son decisivas para
que la empresa tenga éxito o fracaso.
El sistema de planeación de requerimientos de
materiales (MRP) tiene como base un programa maestro en el cual
se especifican los requerimientos de los artículos
terminados, con base en la demanda pronosticada, los pedidos en
firme, los inventarios de seguridad y otros factores. Todas las
demandas futuras de productos en proceso y materias primas se
establecen en función del programa maestro.
Si se dispone de suficiente capacidad de manufactura y
abastecimiento para procesar las órdenes resultantes, el
sistema de planeamiento de requerimientos de materiales
brindará un plan válido para la programación
y el control de la producción.
La eficiencia del proceso de administración de un
sistema de inventarios, es el resultado de la buena
coordinación entre las diferentes áreas de la
empresa, teniendo como premisas sus objetivos generales, lo cual
puede tener una contribución importante a las utilidades
de la organización, ya que se realizan las tareas de
producción y de compra economizando recursos, y
también se atiende a los clientes con más rapidez y
se optimizan de todas las actividades.
MANEJO DE MATERIALES
El manejo de materiales en una empresa representa el
sistema nervioso del mismo. Si no está adecuadamente
diseñado surgen acciones de descoordinación que
llevarán a grandes problemas de productividad, paradas de
planta por falta de insumos, materiales sin las especificaciones
adecuadas, desperdicios, sobrantes, materiales dañados,
fallas en el flujo de materiales, costos elevados, e incluso
accidentes.
Es imperativo para cualquier empresa competitiva, el
diseño e instalación de un adecuado sistema de
manejo de materiales; que contribuya como la música en una
exitosa "danza" productiva. Esta atención debe comenzar
desde la misma gestión de compras, la recepción de
los materiales, el adecuado almacenamiento, el oportuno
abastecimiento a producción en sus diferentes facetas, los
medios e instalaciones necesarias para tal fin, hasta la
disposición y despacho a clientes de los productos
terminados.
Todo esto, debe lograrse sin perder el horizonte de
aspectos fundamentales como costos aceptables, lograr la
oportunidad en la entrega, y la seguridad necesaria, para los
trabajadores y para las mismas instalaciones de la
empresa.
MANEJO DE MATERIALES: DEFINICIÓN Y
ASPECTOS FUNDAMENTALES
Es un sistema que abarca elementos, métodos, mano
de obra, equipos, instalaciones, almacenaje y embalaje; que
permite el movimiento efectivo de partes, productos o
subproductos a través de todo el proceso
productivo.
También se puede decir, que el manejo de
materiales es un sistema o combinación de métodos,
instalaciones, mano de obra y equipamientos para transporte,
embalaje y almacenaje que aunado con objetivos específicos
ayudan al cumplimiento de la entrega del producto. Otra
definición abarca que el manejo de materiales es el arte y
las ciencias que involucran el movimiento, el empaque y el
almacenamiento de sustancias en cualquier forma. El manejo de
materiales puede concebirse en 5 dimensiones distintas:
movimiento, cantidad, tiempo, espacio y control.
Movimiento: El movimiento involucra el transporte o
la transferencia real de material de un punto al
siguiente.Cantidad: La cantidad por mover impone el tipo y la
naturaleza del equipo para manejar el material y
también el costo por unidad por la conveniencia de los
bienes.Tiempo: La dimensión temporal determina la
rapidez con que el material se mueve a través de las
instalaciones.Espacio: El aspecto del espacio tiene que ver con el
que se requiere para almacenar y mover el equipo para dicha
labor así como el espacio para las filas o
escalonamiento del material en sí.Control: El seguimiento del material, la
identificación positiva y la administración del
inventario son algunos aspectos de la dimensión de
control
Otros aspectos a tener en cuenta son el balance
económico, la entrega de componentes y productos en el
tiempo correcto y lugar estimado para tener unos costos
aceptables y que la empresa pueda obtener beneficios.
La importancia de este factor en la producción
recae en que:
Cada operación del proceso requiere
materiales y suministros a tiempo en un punto en
particular,El eficaz manejo de materiales asegura que dichos
elementos serán entregados en el momento y lugar
adecuado, así como, la cantidad correcta.Pueden utilizarse para incrementar la productividad
y lograr una ventaja competitiva en el mercado.
De igual forma, se debe poseer un buen apoyo
logístico y conocer todos los equipos y maquinarias
precisas para el desempeño de estas funciones.
En los aspectos fundamentales del manejo de materiales
se deben considerar:
Costos aceptables, donde el costo de funcionamiento
del sistema no produzca un desequilibrio en la estructura de
costos de todo el proceso productivo.Oportunidad de la entrega, donde la entrega de
materiales y productos se realizan en el tiempo correcto y
lugar preciso, y que la empresa pueda obtener los beneficios
deseados.La seguridad en su manejo, tanto para los
trabajadores como para la empresa y sus instalaciones, se
deben conocer muy bien los peligros a que se está
expuesto a la hora de trabajar y saber actuar ante
ellos.
Mediante un buen sistema de manejo de materiales se
logra reducir costos de producción y una eficiente
conducción de los materiales y productos. Sus objetivos
primordiales son:

OBJETIVOS Y PRINCIPIOS DEL MANEJO DE
MATERIALES
El objetivo fundamental del manejo de materiales es
reducir el costo de producción, mediante una eficiente
conducción de los materiales y productos, de manera
más específica, sus propósitos
son:
a) Aumentar la eficiencia del flujo de los
materiales y productos, asegurando la disponibilidad de estos
cuándo y dónde se necesiten.b) Reducir el costo del movimiento de los
materiales.c) Mejorar la utilización de las
instalaciones.d) Mejorar las condiciones de seguridad y de
trabajo.e) Facilitar el proceso de
manufactura.f) Incrementar la productividad.
El Material Handling Institute definió diez (10)
principios fundamentales para el manejo de materiales
(concepción, análisis y
operación):
1. Planificación. Todo el manejo de
material debe ser planificado de acuerdo con su necesidad,
objetivos de desempeño y especificaciones funcionales
propuestas antes del inicio de actividades.2. Normalización. De los métodos
de manejo de material, equipamiento, controles y software,
sin perjudicar la flexibilidad y las tasas de
producción necesarias del sistema.3. Trabajo. El manejo de material es igual al
producto de la tasa de flujo del manejo de material (volumen,
peso o cantidad por unidad de tiempo) por la distancia
recorrida.4. Ergonomía. Es importante reconocer
las capacidades y limitaciones humanas, tanto físicas
como psicológicas, para así concebir
métodos de manejo de material y equipamientos seguros
y eficaces.5. Unidad de carga. La unidad de carga debe ser
dimensionada y configurada, de forma tal que satisfaga los
objetivos de flujo de materiales y almacenaje en cada fase de
la cadena de logística.6. Utilización del espacio. Debe ser
realizada de forma que el espacio sea aprovechado
racionalmente, para hacer del sistema de manejo de material
una técnica eficaz y eficiente.7. Sistema. Las actividades de manejo y
almacenaje deben ser totalmente integradas, para crear un
sistema operacional ordenado, que englobe la
recepción, inspección, almacenaje,
producción, montaje, embalaje, selección,
expedición, transporte y manejo de
devoluciones.8. Automatización. Las operaciones de
manejo de material deben ser mecanizadas o automatizadas,
siempre que sea posible, para así aumentar la
eficacia, capacidad de respuesta, uniformidad y
previsibilidad del sistema y reducir costos operacionales,
eliminando el trabajo manual repetitivo y potencialmente
inseguro.9. Medio ambiente. El impacto en el medio
ambiente y el consumo de energía deben ser
considerados como aspectos relevantes en el proyecto y
selección de equipamientos y de sistemas de manejo de
materiales, a fin de preservar los recursos naturales y
minimizar los posibles efectos negativos en el medio
ambiente.10. Costo del ciclo de vida. El análisis
económico debe considerar el ciclo de vida de todos
los sistemas resultantes del manejo de material, incluidos
todas los gastos desde de adquirir un nuevo método o
equipamiento de manejo, hasta la eliminación o
sustitución.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |