Elaboración de prácticas de trabajo seguro (PTS) para las actividades de mantenimiento mecánico
I. INTRODUCCIÓN En el siguiente trabajo de
investigación se muestran los equipos que conforman el
Área 500: Sistema de Peletización (Área de
Balling), perteneciente al proceso productivo de la Gerencia de
Planta de Pellas, los cuales no cuentan con Prácticas de
Trabajo Seguro (PTS), éstos son: Cintas transportadoras,
Discos Peletizadores, Cribas de Rodillos y la Cinta Oscilante, lo
que representa posibles pérdidas en la producción
al momento de generar una parada por fallas, debido a la
importancia que estos asumen. C.V.G Ferrominera Orinoco, es una
empresa del Estado, tutelada por la Corporación Venezolana
de Guayana (CVG) y adscrita al Ministerio de Industrias
Básicas y Minería del Gobierno de la
República Bolivariana de Venezuela. Su función
principal es la extracción, procesamiento,
comercialización y venta de mineral de hierro y sus
derivados en el territorio venezolano, donde proveemos a una
acería y cinco plantas de reducción directa y
exportamos a diversos países ubicados en Europa, Asia y
América Latina. Tal como está disponible en la
intranet de la empresa. La Planta de Pellas de C.V.G. Ferrominera
Orinoco, C.A. está ubicada dentro del complejo industrial
Punta Cuchillo, área industrial Matanzas, en Puerto Ordaz.
La planta y sus productos son 100% propiedad de C.V.G.
Ferrominera Orinoco, C.A., quien ha contratado los servicios de
una empresa operadora (Topp, C.A.) para la administración
de la planta, la producción, los despachos y el
mantenimiento de las instalaciones. La elaboración de
planes de mantenimiento mecánico en la Jefatura de
Área de Planificación y Mantenimiento de la
Superintendencia de Mantenimiento Mecánico adscrita a la
Gerencia de Planta de Pellas, representan un factor vital para el
pleno desarrollo de las operaciones dentro de los procesos
productivos que dan vida en la planta. Por consiguiente, cada una
de las actividades de mantenimiento, requieren de
Prácticas de Trabajo Seguro, de manera tal que se consigan
resolver y minimizar todos los accidentes laborales que puedan
suscitarse en la operación de los mismos.

II. LA EMPRESA CVG FERROMINERA ORINOCO, es una empresa del estado
ubicada en Venezuela al Norte de América del Sur, que
tiene como función principal la extracción y venta
de mineral de hierro y sus derivados; esta cuenta con dos centros
de operaciones: Ciudad Piar, donde se encuentran los principales
yacimientos de hierro y Puerto Ordaz donde se encuentra la planta
de procesamiento de hierro. Procesamiento del Mineral de Hierro
en FMO Al llegar a Puerto Ordaz los trenes cargados con mineral
no procesado proveniente de la mina (Todo en Uno) con
granulometría de hasta 1 m son seccionados en grupos de 35
vagones, que luego son vaciados individualmente, mediante un
volteador de vagones con capacidad para 60 vagones por hora. Una
vez volteados los vagones, el mineral es transferido al proceso
de trituración para ser reducido al tamaño
máximo de 44,45 mm. 2.7.1.- Cernido: Luego de la etapa de
trituración del mineral Todo en Uno, el mineral fino se
transporta hacia las pilas de homogeneización y el mineral
grueso hacia la Planta de Secado y de allí va a los patios
de almacenamiento de productos gruesos.

2.7.2.- Homogeneización y Transferencia: En esta etapa, el
mineral fino es depositado en capas superpuestas hasta conformar
pilas de mineral homogeneizado física y
químicamente de acuerdo con las especificaciones de cada
producto, de allí el producto es despachado a los clientes
o transferido hacia los patios de almacenamiento, los cuales
están ubicados en: Pila Norte (Finos), Pila Sur (Gruesos),
Pila Principal (Finos y Pellas) y Pila Clientes Locales (Gruesos
y pellas). 2.7.3.- Despacho: El producto destinado para la
exportación se encuentra depositado en las pilas de
almacenamiento en Puerto Ordaz y en la Estación de
Transferencia. El embarque de mineral se realiza por medio de
sistemas de carga compuestos básicamente por equipos de
recuperación y carga de mineral, correas transportadoras y
balanzas de pesaje, para registrar la cantidad de mineral
despachada

Estructura Organizativa

Gerencia de Planta de Pellas La Planta de Pellas de C.V.G.
Ferrominera Orinoco, C.A. está ubicada dentro del complejo
industrial Punta Cuchillo, área industrial Matanzas, en
Puerto Ordaz. Esta planta es del tipo “parrilla –
horno rotatorio” (grate – kiln), proceso Allis
Chalmers, inició operaciones en el año 1992, fue
construida originalmente con una capacidad de producción
nominal de 3,3 millones de toneladas por año de pellas
para reducción directa y/o para altos hornos. La
construcción se ejecutó con recursos propios de
FERROMINERA y financiamiento privado. Productos Tipos de Pellas
El tipo de pellas depende de las especificaciones químicas
de las mismas. Entre los tipos de pellas se encuentran: Pella PS6
(Pella de SIDOR N° 6 ) Pella PM7 (Pella Minorca N° 7 de
FMO) Pella PS (Pella OPCO) Pella PS3 y PS5 (Bajo contenido de
ganga, pella SIDOR)

Estructura Organizativa de Gerencia de Planta de Pellas (Gp:)
GERENCIA DE PLANTA DE PELLAS (Gp:) DEPARTAMENTO DE
PLANIFICACIÓN Y CONTROL (Gp:) DEPARTAMENTO TÉCNICO
(Gp:) JEFATURA DE ÁREA DE PROCESO (Gp:) SUPERINTENDENCIA
DE PRODUCCIÓN (Gp:) SUPERINTENDENCIA DE MATENIMIENTO
MECANICO (Gp:) SUPERINTENDENCIA DE MANTENIMIENTO ELECTR. E
INSTRUM. Estructura Organizativa de la Superintendencia de
Mantenimiento Mecánico (Gp:) SUPERINTENDENCIA DE
MANTENIMIENTO MECÁNICO (Gp:) JEFATURA DE AREA DE
PLANIFICACIÓN DE MANTENIMIENTO (Gp:) JEFATURA DE
ÁREA DE MTTO. PREVENTIVO (Gp:) JEFATURA DE ÁREA DE
MTTO. CORRECTIVO (Gp:) JEFATURA DE ÁREA DE TALLER
MECÁNICO (Gp:) SUPERVISIÓN DE TURNO DE MTTO.
CORRECTIVO

Descripción del Área de Trabajo La planta de pellas
de FMO, está organizada por áreas, que en conjunto
se encargan de planificar y ejecutar las operaciones y procesos
que dan como producto final la pella. Estas áreas
enlazadas una con otra conforman el flujo de procesos en la
producción de pellas, siendo designadas de la siguiente
manera: Área 100. Sistema de recepción, almacenaje
y recuperación del mineral de hierro. Área 200.
Secado y triturado del mineral de hierro y aditivos. Área
400. Mezclado y prehumedecido. Área 500. Sistema de
Peletización (Área de Balling) Área 600.
Área de Endurecimiento Térmico. Área 700.
Sistema de almacenaje, recuperación y carga del producto.
Área 800. Sistema de recuperación de desechos
Descripción del Área 500. Sistema de
Peletización (Área de Balling) La función
principal de esta área es, aglomerar el material
proveniente de mezclador en forma casi esférica con los
fines de obtener un producto que en este caso es las pellas
verdes
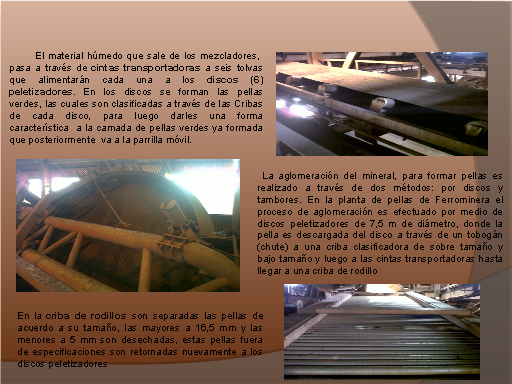
El material húmedo que sale de los mezcladores, pasa a
través de cintas transportadoras a seis tolvas que
alimentarán cada una a los discos (6) peletizadores. En
los discos se forman las pellas verdes, las cuales son
clasificadas a través de las Cribas de cada disco, para
luego darles una forma característica a la camada de
pellas verdes ya formada que posteriormente va a la parrilla
móvil. En la criba de rodillos son separadas las pellas de
acuerdo a su tamaño, las mayores a 16,5 mm y las menores a
5 mm son desechadas, estas pellas fuera de especificaciones son
retornadas nuevamente a los discos peletizadores La
aglomeración del mineral, para formar pellas es realizado
a través de dos métodos: por discos y tambores. En
la planta de pellas de Ferrominera el proceso de
aglomeración es efectuado por medio de discos
peletizadores de 7,5 m de diámetro, donde la pella es
descargada del disco a través de un tobogán (chute)
a una criba clasificadora de sobre tamaño y bajo
tamaño y luego a las cintas transportadoras hasta llegar a
una criba de rodillo

III. EL PROBLEMA Actualmente, a pesar del correcto
desempeño tanto del personal de la gerencia de planta de
pellas, como de los técnicos y personal que labora en los
distintos departamentos de mantenimiento, el Área 500:
sistema de Peletización, requiere de un soporte
técnico que establezca el procedimiento correcto y seguro
de las actividades de mantenimiento, y la utilización
adecuada de herramientas y equipos, las cuales deben realizarse
con mucha precisión y cuidado, esto para garantizar la
correcta instalación y asegurar el funcionamiento de la
planta. Por consiguiente, se ha seleccionado esta área de
producción como objeto de estudio Los siguientes equipos
que conforman el proceso antes descrito no cuentan con
Prácticas de Trabajo Seguro (PTS), éstos son:
Cintas transportadoras, los Discos Peletizadores, las Cribas de
Rodillos y la Cinta Oscilante, lo que representa posibles
pérdidas en la producción al momento de generar una
parada por fallas, debido a la importancia que estos asumen,
además de ocasionar riesgos significativos para el
personal que labora en esta área. Por tal motivo, surge la
necesidad de elaborar las Prácticas de Trabajo seguro
(PTS) para las actividades de mantenimiento planificadas para
estos equipos. En estas prácticas se refleja la forma
adecuada de realizar las diferentes actividades de mantenimiento,
así como, los posibles riesgos que se pueden presentar
durante la realización de las actividades de
mantenimiento, además proporcionan una descripción
de los materiales, equipos y herramientas que se utilizará
para llevar a cabo cada actividad satisfactoriamente.

De no solucionarse esta problemática la empresa continuara
realizando las actividades operativas sin las normas de seguridad
adecuadas corriendo el riesgo de algún accidente laboral.
Con la elaboración de estas prácticas se pretende
garantizar que el personal de mantenimiento mecánico
esté capacitado para realizar las actividades bien sean
operativas, de mantenimiento o de inspecciones de estos equipos.
Por lo antes mencionado es necesaria la elaboración de las
prácticas de trabajo seguro (PTS), de las principales
actividades de mantenimiento mecánico realizadas a los
equipos Cintas Transportadoras, Discos Peletizadores, Cribas de
Rodillos y Cinta Oscilante, que les suministre a los
técnicos y trabajadores en general toda la
información que requiera, a la cual puedan recurrir para
la confirmación de sus actividades en cualquier
momento.

Objetivo General Elaborar Prácticas de Trabajo Seguro
(PTS) de las principales actividades de Mantenimiento
Mecánico realizadas a los equipos Cintas Transportadoras,
Disco Peletizadores, Criba de Rodillos y Cinta Oscilante,
ubicadas en el área 500 de la Gerencia de Plantas de
pellas de la Empresa C.V.G Ferrominera Orinoco.

Objetivos Específicos Describir las operaciones que se
realizan en las diferentes áreas de la Planta de Pellas.
2. Describir las actividades de mantenimiento que realiza el
personal técnico del área 500. 3. Analizar de
manera detallada las actividades de mantenimiento de las
Máquinas. 4. Elaborar las Prácticas de Trabajo
Seguro de las actividades de mantenimiento, observadas y
analizadas de los equipos Cinta transportadora, Disco Peletizador
y Criba de Rodillos. 5. Presentar las Prácticas de Trabajo
Seguro al personal de Operaciones, Mantenimiento e Inspecciones
de la Gerencia de Planta de Pellas.

Justificación El desarrollo de este trabajo de
investigación permitió conocer de manera
técnica y segura, la forma adecuada de efectuar las
actividades de mantenimiento realizadas en los equipos ubicados
en el área 500; Es decir, la ejecución de este
proyecto generó un canal de información para todo
el personal que labora en esta área, ya sea un trabajador
regular o de nuevo ingreso, debido a que estas practicas de
trabajo seguro logran facilitar la verificación o el
conocimiento de pasos, procesos o métodos, que deben
seguir para realizar las actividades de mantenimiento
seleccionadas. Con estas Prácticas de Trabajo Seguro se
procura minimizar los accidentes laborales que puedan suscitarse
en el mantenimiento de los equipos antes mencionados, para
así mantener un ambiente de trabajo eficaz y seguro para
el personal que labora en la planta, así como
también, cumplir con los estándares de seguridad
deseados por el departamento de Planificación de
Mantenimiento Mecánico.

Para las Cintas Transportadoras: Cambio de Polea Motriz. Cambio
de Polea de Cola. Cambio de Cinta. Cambio de Motoreductor. Para
la Criba de Rodillos: Cambio de Cadenas. Cambio de Rodillos
Clasificadores Calibrar Rodillos Clasificadores Limpieza y cambio
de aceite del Sistema de Lubricación de la cadena. Alcance
Para los Discos Peletizadores: Cambio de Motor Eléctrico
Ajuste al raspador de Disco Cambio de Correas de
Transmisión Las prácticas de trabajo seguro
corresponden a las actividades de mantenimiento mecánico:
Para la Cinta Oscilante: Cambio de Cadena. Cambio de Sprocket.
Cambio de Ruedas de Transmisión. Cambio de Riel.

Limitaciones Las limitaciones encontradas para la
realización de este trabajo de investigación fueron
las siguientes: El análisis se realizó
únicamente en el turno diurno. (7:00a.m. –
4:00p.m.). Ambiente de trabajo peligroso. Disponibilidad del
personal de ejecución de mantenimiento para recopilar la
información. La planta no se encuentra operativa, lo que
no permitió obtener una mejor visión del trabajo de
los equipos.

IV. DISEÑO METODOLÓGICO Para el desarrollo de una
investigación se requiere de la implementación de
una metodología de investigación que permita
utilizar las herramientas y técnicas adecuadas a
través de las cuáles se puede obtener toda la
información necesaria para la evaluación y
búsqueda de soluciones al problema presentado. En el
desarrollo de esta investigación fue necesaria la
aplicación de la siguiente metodología: Tipo de
Estudio La investigación se basó en un estudio no
experimental y se considero de tipo aplicada y de campo, debido a
que todo se hizo bajo un enfoque sistemático a
través del análisis de las actividades de
mantenimiento mecánico. Aplicada: el objetivo principal
fue elaborar practicas de trabajo seguro que garanticen el
correcto procedimiento de las actividades de mantenimiento
mecánico. De Campo: teniendo en cuenta que la
recolección de datos se obtuvo directamente de los
Técnicos de la Jefatura de Planificación de
Mantenimiento Mecánico de la Gerencia de Planta de Pellas
y permitió identificar los inconvenientes y deficiencias
que presentan el desarrollo de las actividades de mantenimiento
mecánico de esta área. La investigación de
campo es aquella que consiste en la recolección de datos
directamente de los sujetos investigados, o de la realidad donde
ocurren los hechos (datos primarios), sin manipular o controlar
variable alguna, es decir, el investigador obtiene la
información pero no altera las condiciones
existentes.

Diseño de investigación Atendiendo a los objetivos
delimitados, la investigación se orientó hacia un
Diseño de Campo. Por cuanto, este diseño de
investigación se basó en observar y recolectar los
datos directamente de la realidad del objeto de estudio, en su
ambiente cotidiano. Población y Muestra Para efectos del
estudio realizado, se seleccionaron todos equipos del área
500 de la planta de pellas; es por ello que se tomó como
población las actividades que contemplan el plan de
mantenimiento mecánico dirigido a éstos equipos, y
la muestra seleccionada son los equipos: Cintas transportadoras,
Disco Peletizadores, Cribas clasificadoras y la Cinta
Oscilante.

Recursos Dentro de la investigación realizada en el
área 500 de la Gerencia de Planta de Pellas, se utilizaron
las siguientes herramientas para la realización del
estudio: Recurso Humano: El recurso humano estuvo formado por:
Tutor industrial Tutor académico Recurso Físico: El
recurso físico estuvo formado por: Libreta de
anotación tamaño carta Lápices Instrumentos
de Medición (Cinta Métrica, Vernier, etc.)
Cámara Fotográfica Computadora Excel Word

Técnicas e instrumentos de recolección de datos En
función de los objetivos planteados en el presente
estudio, ubicado dentro de la investigación de campo, se
emplearon una serie de instrumentos y técnicas para la
recolección de información, orientada de manera
esencial para alcanzar los fines propuestos. Las técnicas
utilizadas fueron las siguientes: Observación Directa:
Esta se realizó en el Área 500 de Planta de Pellas,
donde se lleva a cabo el proceso de peletización. Mediante
esta técnica se logro observar las actividades de
mantenimiento mecánico llevadas a cabo por los
técnicos a los equipos seleccionados para así,
llenar la información requerida para elaborar el PTS
respectivo.

Consultas académicas e industriales: Se efectuaron a los
tutores académicos e industriales, para obtener
orientación y definir así los pasos a seguir para
el desarrollo de la investigación, además de
aclarar dudas relacionadas con la misma. Entrevista no
estructurada: En el desarrollo de esta investigación se
realizaron entrevistas a los Técnicos y Asistentes
Técnico, encargados de llevar a cabo las actividades de
mantenimiento mecánico, con la finalidad de recolectar
información para llevar a cabo la
investigación.

Análisis Documental: En el desarrollo de la
investigación se realizaron análisis de la
información suministrada con respecto a la
ejecución de las actividades de mantenimiento. Los
Paquetes Computarizados: Utilizados para el desarrollo,
obtención, codificación de los datos, así
como la estructuración formal del proyecto de grado.
Paquetes computarizados: Word, Power Point y Excel.

Técnicas y herramientas de ingeniería industrial:
El análisis de esta información se realizó
utilizando las herramientas de la Ingeniería Industrial
adquiridas a lo largo de la carrera, entre las que se destacan,
herramientas de Higiene y Seguridad Industrial,
Planificación y Control de Mantenimiento, Diagrama
Causa-Efecto y Matriz FODA, Conocimientos en el área
Mecánica, entre otras.

Procedimiento Metodológico Para obtener la
información necesaria se realizaron los siguientes pasos:
Recopilación y revisión de información sobre
las actividades y el proceso que se realiza en la planta de
pellas, con el fin de tener noción del proceso que se
lleva a cabo en el área. 2. Identificación de las
áreas de la planta a través de planos y manuales,
que permitieron conocer las máquinas y equipos usados para
llevar el proceso de formación de las pellas. 3.
Búsqueda de información del proceso de
producción de pellas a través de la Intranet de la
Empresa.

4. Análisis de la información sobre las actividades
de mantenimiento mecánico suministrado por los
Técnicos y Supervisores de las áreas de la planta.
5. Recorrido por cada una de las áreas de la planta de
pellas, para observar de forma directa el proceso y como los
técnicos ejecutan las actividades de mantenimiento, con la
finalidad de diagnosticar la situación actual de la
planta. 6. Identificación de los equipos del área
seleccionada (área 500) a los que se le realizaron las
Prácticas de Trabajo Seguro.

7. Realización de entrevistas a los técnicos de
mantenimiento mecánico para recopilar información
necesaria para llevar a cabo la investigación. 8.
Elaboración de las Prácticas de Trabajo seguro de
las actividades de mantenimiento mecánico a los equipos
seleccionados. 9. Presentación de las Prácticas de
Trabajo Seguro al personal de Planificación de
Mantenimiento Mecánico de la Gerencia de Planta de
Pellas.

V. SITUACIÓN ACTUAL Descripción de la
situación actual del Área 500 perteneciente al
Sistema de Peletización, adscrita a la Gerencia de Planta
de Pellas “Hernán Quivera” de C.V.G
Ferrominera Orinoco C.A, se realizó una inspección
y análisis de las condiciones de trabajo seguro en las
distintas actividades de mantenimiento mecánico que se
contemplan para los equipos ubicados en esta área de
producción. Diagnóstico Luego de realizar diversas
entrevistas a los técnicos de mantenimiento
mecánico para recopilar información necesaria y
llevar a cabo la investigación, se determinó que
los equipos de ruta crítica en esta área requieren
de un soporte técnico que establezca el procedimiento
correcto y seguro a los mismos, para la ejecución de las
actividades de mantenimiento mecánico y a su vez la
utilización adecuada de herramientas y equipos, esto para
garantizar el correcto mantenimiento e instalación de los
repuestos y asegurar el funcionamiento de la planta.

De esta manera, se llevo a cabo la realización de las
prácticas de trabajo seguro para las actividades de
mantenimiento mecánico dirigidas a los equipos antes
mencionados. Los siguientes equipos que conforman el proceso de
peletización no cuentan con Prácticas de Trabajo
Seguro (PTS), éstos son: Cintas transportadoras, los
Discos Peletizadores, las Cribas de Rodillos y la Cinta
Oscilante, lo que puede conllevar a ocasionar riesgos
significativos para el personal mecánico y posibles
pérdidas en la producción al momento de que alguno
de estos genere una parada por fallas, debido a la importancia
que estos asumen. La elaboración de Prácticas de
Trabajo seguro (PTS) para las actividades de mantenimiento
planificadas para estos equipos, refleja la forma adecuada de
realizar las diferentes actividades de mantenimiento
mecánico, así como, los posibles riesgos que se
pueden presentar durante éstas. Además de,
garantizar que el personal esté capacitado para realizar
las actividades bien sean operativas o de inspecciones de estos
equipos.

Elaboración del Diagrama Causa-Efecto Existen diversos
factores que inciden den manera directa en el buen desarrollo de
las actividades de mantenimiento mecánico, es por ello
que, aunado a las entrevistas realizadas al personal
mecánico y visitas técnicas al área,
también se realizó un diagrama causa-efecto donde
se persigue apreciar con claridad las relaciones entre el
problema (ausencia de prácticas de trabajo seguro) y las
posibles causas que pueden estar contribuyendo para que
éste ocurra.

Elaboración de la matriz FODA Para elaborar la matriz
FODA, se debe estudiar tanto el contexto interno como externo, de
tal manera que se puedan diseñar estrategias orientadas a
producir un buen ajuste entre la capacidad de recursos de la
empresa y su situación externa. Contexto Interno:
Fortalezas (F): La Superintendencia de mantenimiento
mecánico, cuenta con un personal dispuesto para el
cumplimiento de las actividades de mantenimiento. La Jefatura de
Planificación de Mantenimiento Mecánico a
través del personal que la conforma lleva a cabo una buena
programación de las actividades de mantenimiento
mecánico que deben llevarse a cabo para las diversas
áreas de producción, además del seguimiento
de las mismas. El personal cuenta con la disponibilidad de
actualizar y desarrollar nuevas prácticas de trabajo
seguro para todos los equipos que no cuenten con
éstas.

Debilidades (D): La falta de capacitación del personal de
mantenimiento mecánico, conduce al incumplimiento en el
uso de los equipos de protección personal requerida para
llevar a cabo el trabajo y a realizar procedimientos
empíricos. Ausencia de prácticas de trabajo seguro
para diversas actividades de mantenimiento en general. El
área de mantenimiento no cuenta con la supervisión
necesaria para llevar a cabo el cumplimiento de las normativas de
seguridad.

Contexto Externo: Oportunidades (O): El buen funcionamiento de
los equipos puede ser un factor importante para que aumente la
productividad. Aprobación a nivel nacional e internacional
del sistema de calidad y normas ISO. Amenazas (A):
Pérdidas económicas por las paradas originadas por
fallas en los equipos. El incumplimiento de las normas en materia
de seguridad e higiene laboral tales como, ISO:34000 y COVENIN
induce a posibles sanciones para la empresa.

VI. ANÁLISIS Y RESULTADOS En este capítulo se
desarrolla el análisis de los resultados obtenidos del
trabajo realizado, que comprende un análisis de la
elaboración del diagrama causa efecto, un estudio de la
matriz FODA y por último el diseño de las
prácticas de trabajo seguro, para el implemento de
estrategias que fortalezcan a la empresa en general. A
continuación se presentan los resultados producto de la
investigación bibliográfica y del seguimiento en el
campo de las actividades estudiadas Análisis del Diagrama
Causa-Efecto La elaboración del Diagrama Causa-Efecto
arrojo el siguiente análisis: Métodos de trabajo:
La ausencia de Prácticas de Trabajo Seguro en el
Área 500 conlleva a realizar los procedimientos
inadecuados para las actividades de mantenimiento mecánico
y de manera empírica, además de no utilizar de
manera correcta las herramientas y máquinas de trabajo. De
igual manera, el personal que labora en el área de
mantenimiento mecánico necesita tener bien claro los
procedimientos correctos que debe cumplir diariamente para la
ejecución de las actividades. Es necesario igualmente
llevar un seguimiento para que se cumplan los planes programados
por la jefatura de Planificación de Mantenimiento
Mecánico.

Organización: La falta de interés por parte de la
organización para desarrollar y actualizar las
Prácticas de Trabajo Seguro tanto en el área 500
como en las otras áreas que conforman el proceso
productivo, permite que se sigan incurriendo en posibles riesgos
laborales y fallas en los equipos al no ejercer un buen
procedimiento en las actividades de mantenimiento mecánico
respectivo a cada equipo. Mano de Obra o Personal: La falta de
supervisión del personal encargado en seguridad e higiene
laboral, conduce a que el personal (técnicos
mecánicos) no utilice los equipos de protección
personal (EPP) de manera adecuada, representando un riesgo
latente para éstos. Con todo lo observado y recopilado se
procede a la elaboración de las prácticas de
trabajo seguro (PTS) de las actividades de mantenimiento
mecánico de las máquinas correspondientes al
Área 500.

Análisis de la matriz FODA Luego de analizar tanto el
contexto interno como el externo, es recomendable que la
Superintendencia de Mantenimiento Mecánico implemente las
estrategias mencionadas en la matriz. Es importante que a corto
plazo tomen en cuenta las estrategias FA, (Fortalezas-Amenazas)
pues a través de estas se puede comenzar a mejorar el
procedimiento utilizado para la ejecución de las
actividades de mantenimiento mecánico


Diseño de las Prácticas de Trabajo Seguro Se
elaboraron las prácticas de trabajo seguro (PTS) de las
principales actividades de mantenimiento mecánico,
aplicadas para las máquinas que conforman el Área
500, en las cuales se certifica la realización correcta y
segura de cada actividad estudiada. Las prácticas fueron
elaboradas con información obtenida directamente de las
trabajadores que ejecutan las actividades, de los supervisores de
éstos y de los técnicos mecánicos,
también se recurrió a la información
bibliográfica de varios planos del área, textos
relacionados con mantenimiento mecánico y su
procedimiento. A continuación se muestra el diseño
utilizado bajo el cual se llevo a cabo la realización de
las prácticas de trabajo seguro, para ello se citó
como ejemplo una de las PTS la cual es: CAMBIO DE LA CADENA DE LA
CINTA OSCILANTE.

PROPÓSITO: Describe el contenido a desarrollar en la PTS
dirigido la actividad de mantenimiento. Establecer el
procedimiento necesario, además de los equipos y
herramientas requeridas para garantizar el cambio de la cadena
del sistema oscilante de una manera segura y eficaz. B. ALCANCE:
Indica hasta qué equipo o área se limita el
procedimiento planteado. Aplica para la Cinta Oscilante 510OS1 C.
REFERENCIAS: Muestra las reseñas bibliográficas
citadas para el desarrollo del PTS, además de los
reactivos, materiales y patrones investigados. C.1.- REACTIVOS,
MATERIALES Y PATRONES: C.2.- MANUALES: Manual de Operación
y Mantenimiento para Cinta Oscilante y Cinta Transportadora.
Serial No.:M5. P-4-6.

D. PERSONAL RESPONSABLE: Indica el personal encargado en
programar y supervisar la ejecución de la actividad de
mantenimiento. Inspector Mecánico, Supervisor de Turno de
Mantenimiento Mecánico. E. EPP, EQUIPOS –
HERRAMIENTAS Y MATERIALES: Muestra el equipo de protección
reglamentario, además de los materiales y herramientas
necesarias para la ejecución de la actividad de
mantenimiento. E.1.- EQUIPOS DE PROTECCIÓN PERSONAL: –
Botas de Seguridad. – Casco de Seguridad. – Mascarilla. – Lentes
de seguridad – Gorro protector – Protectores Auditivos. E.2.-
EQUIPOS Y HERRAMIENTAS: Rachet con Ataque de ½” Dado
17mm. (150) Tornillos M10. (150) Tuercas M10. Llave de 30mm.
Paños de Limpieza.

F. RECURSOS: Indica el personal requerido para la
realización de la actividad de mantenimiento. (03)
Mecánicos G. REPUESTOS: Describe los insumos requeridos
para la actividad, además muestra las especificaciones
técnicas del material a reemplazar (siempre y cuando se
trate de una actividad de reemplazo de piezas). – (01) Cadena de
Rodillo RS140 75LINK – Solvente (Varsol) H. PERSONAL EJECUTOR:
Muestra el personal encargado de llevar a cabo la actividad de
mantenimiento. Técnicos de Mantenimiento
Mecánico

I. PASOS A SEGUIR: Describe de manera especifica el procedimiento
correcto para ejecutar la actividad de mantenimiento. Se realiza
la solicitud del equipo. Se efectúan los procedimientos de
Solicitud de Despeje Eléctrico Ferro-5682. Se verifica que
haya condiciones seguras en la zona de trabajo y que esta se
encuentre limpia. De ser necesario corregir las condiciones de
riesgo y limpiar el lugar. Con el objetivo de lograr un mejor
espacio de trabajo, se separa la base del moto-reductor de la
cadena aflojando los (04) tornillos de sujeción de la
base, utilizando llave de 30mm y mandarria para lograr más
distancia entre el motor y la cadena. Con la llave de 17mm, se
retiran los tornillos de fijación de la cadena y se
desmonta. Se limpia la zona de instalación de la cadena
utilizando paños de limpieza y varsol. Se instala la
cadena nueva y se colocan uno a uno los tornillos de
fijación de la misma. Se ajustan los tornillos de
fijación de la cadena utilizando rachet con
extensión y ataque de ½”. Se asegura dejar
limpio el lugar de trabajo y se retiran las partes
dañadas. Se entrega el equipo.

J. PELIGROS, EFECTOS A LA SALUD Y MEDIDAS DE CONTROL: Muestra
cada uno de los riesgos en los cuales se emerge el personal
ejecutor de la actividad de mantenimiento, los efectos a la salud
y las medidas de control a tomar en caso de ocurrir alguno de
éstos.

J. ASPECTO AMBIENTAL SIGNIFICATIVO: Indica los daños al
medio ambiente que ocasiona la actividad de mantenimiento.
Chatarra Ferrosa y/o No Ferrosa, Desechos sólidos de
origen industrial asimilables a domésticos. K. MEDIDAS
AMBIENTALES: Describe cuales son las medidas correctas a tomar
para la prevención y minimizar los daños
ambientales originados por la actividad de mantenimiento. Recoger
y depositar la Chatarra Ferrosa y/o No Ferrosa en los recipientes
de color gris dispuestos para tal fin, según lo
establecido en el Programa de Manejo de Excedentes Industriales
de CVG Ferrominera Orinoco. Orden y limpieza del sitio de
trabajo. Recoger y depositar los Desechos Sólidos en los
recipientes de color amarillo dispuestos para tal fin,
según lo establecido en el Programa de Manejo de
Excedentes Industriales de CVG Ferrominera Orinoco.

L. ANEXOS: Sirve como referencia para la realización de la
actividad de mantenimiento ya que, muestra en imágenes el
equipo además de planos del área donde se va a
ejecutar la actividad. M. FIRMA DE APROBACIÓN: Los jefes
de Mantenimiento y personal encargado firman la PTS una vez
realizada la respectiva evaluación. Así mismo, se
elaboraron las prácticas de trabajo seguro corresponden a
las siguientes 14 actividades de mantenimiento mecánico
restantes

VII. CONCLUSIONES El presente trabajo consistió en la
elaboración de las prácticas de trabajo seguro de
las principales actividades de de mantenimiento mecánico
realizadas a los equipos que conforman el Área 500 de la
gerencia de planta de Pellas. Una vez culminado el mismo se puede
concluir que: 1. Se determinaron las principales actividades de
mantenimiento mecánico realizadas a los equipos del
área de peletización, que no contaban con
prácticas de trabajo seguro a través de entrevistas
y consultas con los inspectores mecánicos de la misma. 2.
Se realizaron las visitas técnicas al área de
trabajo, en donde se observaron los procedimientos de
ejecución de las principales actividades de mantenimiento
mecánico.

3. La información fue recolectada a través de
entrevistas a los técnicos mecánicos y se tomaron
muestras fotográficas de los equipos, herramientas
utilizadas y de la ejecución de las actividades. 4. Se
analizó de manera detallada toda la información
obtenida; En base a este análisis se establecieron
lineamientos de ejecución específicos para la
elaboración de las prácticas de trabajo seguro
(PTS) de las principales actividades de mantenimiento
mecánico. 5. Con la elaboración del Diagrama Causa
– Efecto, fue viable conocer las posibles causas que inciden de
manera directa en la ausencia de prácticas de trabajo
seguro en el área 500, tomando como las más
relevantes el método de trabajo, la mano de obra o
personal y la organización. 6. A través de .la
Matriz FODA se obtuvo un diagnóstico preciso de la
situación actual del área 500 en materia de
seguridad y ejecución de las actividades de mantenimiento
mecánico, lo que ha permitido diseñar estrategias
para tomar decisiones afines de objetivos y metas
planteadas.
VIII. RECOMENDACIONES En función de los resultados y
conclusiones que se obtuvieron con el desarrollo del informe y el
cumplimiento de los objetivos, se recomiendan las siguientes
acciones: Elaboración de las prácticas de trabajo
seguro para todas las actividades de mantenimiento que ejecuta la
Superintendencia de Mantenimiento Mecánico. 2. Dar a
conocer de manera detallada las prácticas de trabajo
seguro a todo el personal, tanto de la Gerencia de Planta de
Pellas como el de todas las gerencias que conforman Ferrominera
Orinoco, de modo que todos manejen y trabajen bajo el mismo
lineamiento.

3. Verificar a través de inspecciones más
específicas, que el personal ejecute las actividades de
acuerdo a lo establecido en las prácticas de trabajo
seguro. 4. Realizar la revisión periódica de las
prácticas de trabajo seguro, de manera que constantemente
se estén actualizando con los nuevos equipos y las nuevas
tecnologías que vallan surgiendo. 5. Implementar las
estrategias recomendadas en la Matriz FODA, comenzando en el
corto plazo con las FA, con la finalidad de reducir las fallas y
por ende aumentar la eficacia, la eficiencia y la
satisfacción del trabajo.

REFERENCIAS BIBLIOGRÁFICAS EYSSAUTIER DE LA MORA, Maurice.
Metodología de la Investigación: Desarrollo de la
Inteligencia. (2006). Cengage Learning. 5ta Edición.
México. FEDUPEL. Manual de Trabajos de Grado de
Especialización Maestría y Tesis Doctorales.
(2006). Vice rectorado de Investigación y Postgrado UPEL.
4ta Edición. Venezuela. Manual de Operación y
Mantenimiento para Cinta Oscilante y Cinta Transportadora. Serial
No.:M5. P-4-6. Matriz FODA. Documento. En línea.
Disponible en. www.infomipyme.com SABINO, C. “El proceso de
Investigación”. Caracas. Panapo de Venezuela.
Caracas. Segunda Edición. (1996). Ley Orgánica de
Prevención Condiciones y Medio Ambiente de Trabajo
(LOPCYMAT). Gaceta Oficial Nº38.236. (2005). TAMAYO Y
TAMAYO, Mario. Metodología de la Investigación.
(2002). Editorial Limusa. 2da Edición. México.