Determinación del tiempo estándar de las actividades más ocurrentes que se realizan en el taller mecánico (página 2)
Determinar el tiempo estándar de las actividades más ocurrentes que se realizan en el Taller Mecánico del Departamento de Servicios de Transporte, ubicado en Macagua de la empresa EDELCA.
Objetivos Específicos
Realizar un diagnóstico al Taller Mecánico del Departamento de Servicios de Transporte, ubicado en Macagua.
Determinar las actividades de mantenimiento correctivo y preventivo que se realizan con mayor frecuencia en el Taller Mecánico de Macagua.
Estandarizar el tiempo de las actividades de mantenimiento correctivo y preventivo de mayor frecuencia en el Taller Mecánico de Macagua, proporcionando información que permita obtener mejoras en el proceso a realizar.
Determinar la eficiencia laboral del personal que labora en el Taller Mecánico de Macagua.
Proveer una propuesta de mejora para el desarrollo de las actividades.
Justificación de la Investigación
La Ingeniería Industrial fomenta el desarrollo de investigaciones que conduzcan al mejoramiento de procesos productivos que estén vinculados con los sistemas compuestos por hombres, equipos y materiales; con la finalidad de obtener la máxima eficiencia.
Cuando se crean los departamentos en una empresa se basan en un estudio de las necesidades, se determinan las funciones, se estudian los costos de operatividad, así como también la productividad y rentabilidad que se genera, lo cual permite que la contratación del personal esté bien fundamentada. Pero, como es normal, el proceso de crecimiento del mundo actual y de la demanda del servicio prestado, lleva al Departamento de Servicios de Transporte a la actualización de los sistemas operativos, de bienes y equipos, y por consiguiente, del aumento de la mano de obra especializada.
Debido a este desarrollo surge la necesidad de ir realizando proyectos para ir adecuando la tecnología y el personal al aumento en la demanda del servicio de mantenimiento automotor, todo lo cual ha derivado en que se deba contar con personal calificado y adiestrado para la atención de las diferentes actividades de mantenimiento a los vehículos y equipos que se encuentran en el taller mecánico de Macagua, es decir, disponer de una fuerza laboral que para la realización de las actividades de mantenimiento automotor cumpla las acciones que permitan mantener en operatividad la mayor cantidad de vehículos y/o equipos, con la ejecución correcta de las actividades de mantenimiento; de tal manera que se pueda atender la demanda de servicios y buscar que el personal de mantenimiento labore en jornadas de trabajo no mayores a las ocho (8) horas, para no incurrir en horas extras. El presente trabajo persigue analizar las actividades de mantenimiento automotor que se reciben con mayor frecuencia, verificar las demoras y el motivo de su ocurrencia para determinar la alternativa más factible, que mejore la ejecución del mantenimiento.
Alcance de la investigación:
El trabajo que se presenta tiene como finalidad analizar y proponer alternativas viables de trabajo para la fuerza laboral del Taller Mecánico del Departamento de Servicios de Transporte de la empresa, EDELCA., ubicado Macagua, de la ciudad de Puerto Ordaz, en virtud de presentarse ciertas demoras en las actividades de mantenimiento automotor, para ello es preciso conocer los factores que ocasionan las demoras, así como el tiempo de dedicación a las actividades de la mismas, todo ello debe llevar a optimizar la ejecución de las actividades de mantenimiento automotor realizado por la fuerza laboral del taller mecánico del Departamento de Servicios de Transporte.
Una vez conocidos los procesos que se cumplen en el referido departamento, así como los problemas que de una u otra forma impiden su eficacia y eficiencia, de acuerdo a los planes establecido por la empresa, con este trabajo se pretende hacer las propuesta que sean necesaria para resolver las situaciones problemáticas determinadas.
Limitaciones
La mayor restricción para el desarrollo de la investigación es el tiempo, pues el análisis de las actividades y el estudio de tiempo requieren de un estudio más prolongado del que se le puede realizar, se debe ejecutar simultáneamente el trabajo experimental y la recolección de información documental. También debido a la carga de trabajo que tienen los empleados claves para la recopilación de información resulta un retraso para avanzar con la investigación.
CAPÍTULO III
Marco teórico
Antecedentes de la investigación.
MORALES (2003), realizó el trabajo de grado titulado "ESTUDIO DE TIEMPO Y MOVIMIENTO DE LA PRODUCCION DE BOTELLAS DE AGUA MINERAL DE LUSO C.A". En ella Realiza una propuesta de mejoras al proceso productivo de botellas de 330cc en la empresa AGUA MINERAL LUSO, C.A. ubicada en Ciudad Bolívar, Estado Bolívar; mediante un estudio de tiempo y movimiento tomando como base los principios o fundamentos básicos de la Ingeniería de Métodos.
GARCIA (2.004), realizó el trabajo de grado titulado "OPTIMIZACIÓN DEL PROCESO DE ADQUISICIÓN DE MATERIALES Y RESPUESTOS DE STOCK DE LA GERENCIA DE SUMINISTROS DE LA EMPRESA C.V.G FERROMINERA ORINOCO C.A. ", en el señala El estudio de tiempo realizado al Proceso de Adquisición de Materiales y Repuestos de la Gerencia de Suministros de la Empresa C.V.G Ferrominera Orinoco C.A.
LÓPEZ. (2008), realizó el trabajo de investigación titulado "CAPACIDAD DE PROCESO DE LOS SERVICIOS DE TRANSPORTES LOCALES, REGIONALES Y NACIONALES", en el señala El estudio de tiempo realizado al Servicio de Transporte Local, Regional y Nacional, dentro del Departamento de servicio de Transporte División de Logística.
Bases teóricas
Ingeniería de Métodos
Se puede definir como el conjunto de procedimientos sistemáticos de las operaciones actuales para introducir mejoras que faciliten la realización del trabajo y permita que este, sea hecho en el menor tiempo posible y con una menor inversión por unidad producida, también es conocida como el estudio de movimiento y tiempo, involucra métodos, materiales y herramientas que están relacionados con una actividad en particular con la finalidad de:
Encontrar el mejor método de ejecución.
Normalizar el método los materiales y las herramientas.
Determinar el tiempo necesario para que una persona calificada y debidamente entrenada realice la tarea trabajando a ritmo normal.
Ayudar al operario a adiestrarse en la ejecución de un nuevo método.
La ingeniería de métodos a su vez se divide en:
Estudio de Método: Es el registro, análisis y examen crítico sistemático de los métodos actuales y propuestos de llevar a cabo una tarea, con la finalidad de encontrar métodos más sencillos y eficaces.
Medición del trabajo: Es la aplicación de técnicas para determinar el contenido de trabajo de una tarea particular, fijando el tiempo que un trabajador calificado invierte en llevarla a cabo, con arreglo a una norma de rendimiento preestablecida.
Importancia de la Ingeniería de Métodos:
Permite el logro de ciertos objetivos específicos como son: reducir los costos de operación, eliminar actividades innecesarias y no esenciales, incrementa la eficiencia de cada actividad necesaria, eliminar la duplicación de esfuerzos, hacer el trabajo más seguro y menos fatigoso, evita la pérdida de energía y materiales.
En líneas generales mejora la calidad y por ende aumenta la productividad y la rentabilidad. La ingeniería de métodos encuentra aplicación dentro de cualquier tipo de organización: oficinas, almacenes, agencias gubernamentales, hospitales, empresas manufactureras y de servicios.
Entre los alcances de la ingeniería de métodos se encuentra:
Diseñar, formular y seleccionar los mejores métodos, procesos, herramientas, equipos diversos y especialidades necesarias para manufacturar un producto.
El mejor método debe relacionarse con las mejores técnicas o habilidades disponibles a fin de lograr una eficiente interrelación humano-máquina.
Determinar el tiempo requerido para fabricar el producto de acuerdo al alcance del trabajo.
Cumplir con las normas o estándares predeterminados, y que los trabajadores sean retribuidos adecuadamente según su rendimiento.
Todas estas medidas incluyen también:
La definición del problema en relación con el costo esperado.
La repartición del trabajo en diversas operaciones.
El análisis de cada una de éstas para determinar los procesos de manufactura más económicos según la producción considerada.
La utilización de los tiempos apropiados, y finalmente.
Las acciones necesarias para asegurar que el método sea puesto en operación adecuadamente.
Procedimientos Gráficos
Se refiere a la familia de diagramas que incluyen los diagramas de operaciones de proceso, los diagramas de flujo de proceso, los de actividades múltiples (Planeación de trabajo o de máquina y operario).
Los diagramas de procesos proporcionan una descripción sistemática del ciclo de un trabajo o proceso, con suficientes detalles de análisis para planear la mejora de los métodos. Cada miembro de la familia de diagramas de proceso está diseñado para ayudar al analista a formarse una idea clara del proceso existente. Los formatos estandarizados proveen el lenguaje común con el que varias personas podrán tener juntas una representación gráfica de los problemas, con lo que se estimula el intercambio o la polinización cruzada de las ideas. La mayoría de los diagramas combina la visualización escrita, gráfica e ilustrada que promueve la total participación de todos los interesados. Finalmente, los diagramas son excelentes herramientas para la presentación de propuestas que mejoren los métodos en todos los niveles.
Diagrama de flujo:
Es una representación gráfica de los pasos que se siguen en toda una secuencia de actividades, dentro de un proceso o un procedimiento, identificándolos mediante símbolos de acuerdo con su naturaleza; incluye, además, toda la información que se considera necesaria para el análisis, tal como distancias recorridas, cantidad considerada y tiempo requerido. Con fines analíticos y como ayuda para descubrir y eliminar ineficiencias, es conveniente clasificar las acciones que tienen lugar durante un proceso dado en cinco clasificaciones. Estas se conocen bajo los términos de operaciones, transportes, inspecciones, retrasos o demoras y almacenajes; y se describen a continuación.
Las actividades que integran un proceso son las siguientes: Operación. Una operación ocurre cuando se cambian intencionalmente las características físicas o químicas de un objeto, cuando dicho objeto se monta junto con otro, o es desmontado de otro objeto, y cuando se arregla, o se prepara para realizar otra actividad. También cuando se da o se recibe información, se traza un plan o se hace un cálculo. El símbolo de la operación es un círculo.

Inspección. Una inspección tiene lugar cuando un objeto es examinado para ser identificado o para verificar su conformación de acuerdo a estándares establecidos de calidad o cantidad. El símbolo de la inspección es un cuadrado.

Transporte. Un transporte sucede cuando un objeto es trasladado de un lugar a otro, excepto cuando dicho traslado forma parte de una operación o bien es realizado por el operario en el sitio de trabajo durante una operación o una inspección. El símbolo del transporte es una flecha. El sentido de la flecha puede utilizarse para indicar el movimiento relativo:

Progreso de flujo

Retroceso

Hacia arriba

Almacenaje. Un almacenaje ocurre cuando un objeto se resguarda y protege contra un traslado no autorizado. El símbolo del almacenaje es un triángulo equilátero con uno de sus vértices hacia abajo.

Demora. Una demora se origina cuando las condiciones, excepto aquellas que cambian intencionalmente las características físicas o químicas de un material, no permiten la inmediata realización de la siguiente acción planeada. El símbolo de la demora es una letra D mayúscula.
Otra herramienta utilizada es la Actividad Combinada, cuando se desea indicar actividades realizadas conjuntamente, se combinan los símbolos utilizados para dichas actividades. Su símbolo es el siguiente:

El Diagrama de Flujo de Procesos tiene como objetivos: Proporcionar una imagen clara de toda secuencia de acontecimientos del proceso. Mejorar la distribución de los locales y el manejo de los materiales. También sirve para disminuir las esperas, estudiar las operaciones y otras actividades en su relación recíproca. Igualmente para comparar métodos, eliminar el tiempo improductivo y escoger operaciones para su estudio detallado.
Ventajas
Facilita la comprensión del proceso. Al mismo tiempo, promueve el acuerdo, entre los miembros del equipo, sobre la naturaleza y desarrollo del proceso analizado. Supone una herramienta fundamental para obtener mejoras mediante el rediseño del proceso, o el diseño de uno alternativo. Identifica problemas, oportunidades de mejora y puntos de ruptura del proceso. Pone de manifiesto las relaciones proveedor – cliente, sean éstos internos o externos.
El Estudio De Tiempos Y Movimientos
El estudio de tiempos y movimientos es una herramienta para la medición de trabajo utilizado con éxito desde finales del Siglo XIX, cuando fue desarrollada por Taylor. A través de los años dichos estudios han ayudado a solucionar multitud de problemas de producción y a reducir costos.
Estudio De Tiempos: Actividad que implica la técnica de establecer un estándar de tiempo permisible para realizar una tarea determinada, con base en la medición del contenido del trabajo del método prescrito, con la debida consideración de la fatiga y las demoras personales y los retrasos inevitables.
Estudio De Movimientos: El estudio visual de movimientos y el de micro movimientos se utilizan para analizar un método determinado y ayudar al desarrollo de un centro de trabajo eficiente haciendo un análisis cuidadoso de los diversos movimientos que efectúa el cuerpo al ejecutar un trabajo.
Objetivos
Del estudio de tiempos:
Minimizar el tiempo requerido para la ejecución de trabajos.
Conservar los recursos y minimizan los costos.
Efectuar la producción sin perder de vista la disponibilidad de energéticos o de la energía.
Proporcionar un producto que es cada vez más confiable y de alta calidad.
Del estudio de movimientos:
Eliminar o reducir los movimientos ineficientes y acelerar los eficientes.
El Estudio De Tiempo
Requerimientos: Antes de emprender el estudio hay que considerar básicamente los siguientes:
Para obtener un estándar es necesario que el operario domine a la perfección la técnica de la labor que se va a estudiar.
El método a estudiar debe haberse estandarizado
El empleado debe saber que está siendo evaluado, así como su supervisor y los representantes del sindicato
El analista debe estar capacitado y debe contar con todas las herramientas necesarias para realizar la evaluación
El equipamiento del analista debe comprender al menos un cronómetro, una planilla o formato pre impreso y una calculadora. Elementos complementarios que permiten un mejor análisis son la filmadora, la grabadora y en lo posible un cronómetro electrónico y una computadora personal.
La actitud del trabajador y del analista debe ser tranquila y el segundo no deberá ejercer presiones sobre el primero
Tomando los tiempos: Hay dos métodos básicos para realizar el estudio de tiempos, el continuo y el de regresos a cero. En el método continuo se deja correr el cronómetro mientras dura el estudio. En esta técnica, el cronómetro se lee en el punto Terminal de cada elemento, mientras las manecillas están en movimiento. En caso de tener un cronómetro electrónico, se puede proporcionar un valor numérico inmóvil. En el método de regresos a cero el cronómetro se lee a la terminación de cada elemento, y luego se regresa a cero de inmediato. Al iniciarse el siguiente elemento el cronómetro parte de cero. El tiempo transcurrido se lee directamente en el cronómetro al finalizar este elemento y se regresa a cero otra vez, y así sucesivamente durante todo el estudio.
Estudio De Tiempos Con Cronometro
El estudio de tiempos es una técnica para determinar con la mayor exactitud posible, partiendo de un número limitado de observaciones, el tiempo necesario para llevar a cabo una tarea determinada con arreglo a una norma de rendimiento preestablecido.
Un estudio de tiempos con cronómetro se lleva a cabo cuando:
Se va a ejecutar una nueva operación, actividad o tarea.
Se presentan quejas de los trabajadores o de sus representantes sobre el tiempo de una operación.
Se encuentran demoras causadas por una operación lenta, que ocasiona retrasos en las demás operaciones.
Se pretende fijar los tiempos estándar de un sistema de incentivos.
Se encuentran bajos rendimientos o excesivos tiempos muertos de alguna máquina o grupo de máquinas.
Tiempo Estándar
Es el patrón que mide el tiempo requerido para terminar una unidad de trabajo, utilizando método y equipo estándar, por un trabajador que posee la habilidad requerida, desarrollando una velocidad normal que pueda mantener día tras día, sin mostrar síntomas de fatiga.
El tiempo estándar para una operación dada es el tiempo requerido para que un operario de tipo medio, plenamente calificado y adiestrado, y trabajando a un ritmo normal, lleve a cabo la operación.
Aplicaciones del tiempo estándar
1.- Para determinar el salario devengable por esa tarea específica. Sólo es necesario convertir el tiempo en valor monetario.
2.- Ayuda a la plantación de la producción. Los problemas de producción y de ventas podrán basarse en los tiempos estándares después de haber aplicado la medición del trabajo de los procesos respectivos, eliminando una planeación defectuosa basada en las conjeturas o adivinanzas.
3.- Facilita la supervisión. Para un supervisor cuyo trabajo está relacionado con hombres, materiales, máquinas, herramientas y métodos; los tiempos de producción le servirán para lograr la coordinación de todos los elementos, sirviéndole como un patrón para medir la productividad de su departamento.
4.- Es una herramienta que ayuda a establecer estándares de producción precisos y justos. Además de indicar lo que puede producirse en un día normal de trabajo, ayuda a mejorar los estándares de calidad.
5.- Ayuda a establecer las cargas de trabajo. Facilita la coordinación entre los obreros y las máquinas, y proporciona a la gerencia, bases para inversiones futuras en maquinaria y equipo en caso de expansión.
6.- Ayuda a formular un sistema de costo estándar. El tiempo estándar al ser multiplicado por la cuota fijada por hora, nos proporciona el costo de mano de obra directa por pieza.
7.- Proporciona costos estimados. Los tiempos estándar de mano de obra, presupuestarán el costo de los artículos que se planea producir y cuyas operaciones serán semejantes a las actuales.
8.- Proporciona bases sólidas para establecer sistemas de incentivos y su control. Se eliminan conjeturas sobre la cantidad de producción y permite establecer políticas firmes de incentivos a obreros que ayudarán a incrementar sus salarios y mejorar su nivel de vida; la empresa estará en mejor situación dentro de la competencia pues se encontrará en posibilidad de aumentar su producción reduciendo costos unitarios.
9.- Ayuda a entrenar a nuevos trabajadores. Los tiempos estándar serán parámetro que mostrará a los supervisores la forma como los nuevos trabajadores aumentan su habilidad en los métodos de trabajo.
Ventajas de la aplicación de los tiempos estándar
1.- Reducción de los costos; al descartar el trabajo improductivo y los tiempos ociosos, la razón de rapidez de producción es mayor, esto es, se produce un mayor número de unidades en el mismo tiempo.
2.- Mejora de las condiciones obreras; los tiempos estándar permiten establecer sistemas de pagos de salarios con incentivos, en los cuales los obreros, al producir un número de unidades superiores a la cantidad obtenida a la velocidad normal, perciben una remuneración extra.
Tiempo real
El tiempo real se define como el tiempo medio del elemento empleado realmente por el operario durante un estudio de tiempos.
Tiempo normal
La definición de tiempo normal se describe como el tiempo requerido por el operario normal o estándar para realizar la operación cuando trabaja con velocidad estándar, si ninguna demora por razones personales o circunstancias inevitables.
Generalidades: Mientras el observador del estudio de tiempos está realizando un estudio, se fijará, con todo cuidado, en la actuación del operario durante el curso del mismo. Muy rara vez esta actuación será conforme a la definición exacta de los que es la " normal ", o llamada a veces también "estándar". De aquí se desprende que es esencial hacer algún ajuste al tiempo medio observado a fin de determinar el tiempo que se requiere para que un individuo normal ejecute el trabajo a un ritmo normal. El tiempo real que emplea un operario superior al estándar para desarrollar una actividad, debe aumentarse para igualarlo al del trabajador normal; del mismo modo, el tiempo que requiere un operario inferior estándar para desarrollar una actividad, debe aumentarse para igualarlo al del trabajador normal; del mismo modo, el tiempo que requiere un operario inferior al estándar debe reducirse al valor representativo de la actuación normal. Sólo de esta manera es posible establecer un estándar verdadero en función de un operario normal.
Gráficos de Control
La idea tradicional de inspeccionar el producto final y eliminar las unidades que no cumplen con las especificaciones una vez terminado el proceso, se reemplaza por una estrategia más económica de prevención antes y durante del proceso industrial con el fin de lograr que precisamente estos productos lleguen al consumidor sin defectos.
Así las variaciones de producidas antes y durante el proceso pueden ser detectadas y corregidas gracias al empleo masivo de Graficas de Control.
Según este nuevo enfoque, existen dos tipos de variabilidad. El primer tipo es una variabilidad aleatoria debido a "causas al azar" o también conocida como "causas comunes". El segundo tipo de variabilidad, en cambio, representa un cambio real en el proceso atribuible a "causas especiales", las cuales, por lo menos teóricamente, pueden ser identificadas y eliminadas.
Los Gráficos de Control ayudan en la detección de modelos no naturales de variación en los datos que resultan de procesos repetitivos y dan criterios para detectar una falta de control estadístico. Un proceso se encuentra bajo control estadístico cuando la variabilidad se debe sólo a "causas comunes".
Concepto
Un gráfico de control es una herramienta estadística utilizada para evaluar la estabilidad de un proceso. Permite distinguir entre las causas de variación. Todo proceso tendrá variaciones, pudiendo estas agruparse en:
Causas aleatorias de variación. Son causas desconocidas y con poca significación, debidas al azar y presentes en todo proceso.
Causas específicas (imputables o asignables). Normalmente no deben estar presentes en el proceso. Provocan variaciones significativas.
Las causas aleatorias son de difícil identificación y eliminación. Las causas específicas sí pueden ser descubiertas y eliminadas, para alcanzar el objetivo de estabilizar el proceso.
Los gráficos de control fueron ideados por Shewhart durante el desarrollo del control estadístico de la calidad. Han tenido una gran difusión siendo ampliamente utilizados en el control de procesos industriales. Sin embargo, con la reformulación del concepto de Calidad y su extensión a las empresas de servicios y a las unidades administrativas y auxiliares, se han convertido en métodos de control aplicables a procesos llevados a cabo en estos ámbitos.
Existen diferentes tipos de gráficos de control:
De datos por variables. Que a su vez pueden ser de media y rango, mediana y rango, y valores medidos individuales. De datos por atributos. Del estilo aceptable / inaceptable, sí / no.
Para cada uno de los gráficos de control, existen dos situaciones diferentes; a) cuando no existen valores especificados y b) cuando existen valores especificados.
Se denominan "por variables" cuando las medidas pueden adoptar un intervalo continuo de valores; por ejemplo, la longitud, el peso, la concentración, etc. Se denomina "por atributos" cuando las medidas adoptadas no son continuas; ejemplo, tres tornillos defectuosos cada cien, 3 paradas en un mes en la fábrica, seis personas cada 300, etc.
Antes de utilizar las Gráficas de Control por variables, debe tenerse en consideración lo siguiente:
a.- El proceso debe ser estable
b.- Los datos del proceso deben obedecer a una distribución normal
c.- El número de datos a considerar debe ser de aproximadamente 20 a 25 subgrupos con un tamaño de muestras de 4 a 5, para que las muestras consideradas sean representativas de la población.
d.- Los datos deben ser clasificados teniendo en cuenta que, la dispersión debe ser mínima dentro de cada subgrupo y máxima entre subgrupos
e.- Se deben disponer de tablas estadísticas.
Histogramas:
- Un histograma es una representación gráfica de una variable en forma de barras, donde la superficie de cada barra es proporcional a la frecuencia de los valores representados. En el eje vertical se representan las frecuencias, y en el eje horizontal los valores de las variables, normalmente señalando las marcas de clase, es decir, la mitad del intervalo en el que están agrupados los datos.
Se utiliza cuando se estudia una variable continua, como franjas de edades o altura de la muestra, y, por comodidad, sus valores se agrupan en clases, es decir, valores continuos. En los casos en los que los datos son cualitativos (no-numéricos), como sexto grado de acuerdo o nivel de estudios, es preferible un diagrama de sectores.
Tipos de histograma
DIAGRAMAS DE BARRAS SIMPLES
Representa la frecuencia simple (absoluta o relativa) mediante la altura de la barra la cual es proporcional a la frecuencia simple de la categoría que re presenta.
DIAGRAMAS DE BARRAS COMPUESTA
Se usa para representar la información de una tabla de doble entrada o sea a partir de dos variables, las cuales se representan así; la altura de la barra representa la frecuencia simple de las modalidades o categorías de la variable y esta altura es proporcional a la frecuencia simple de cada modalidad.
DIAGRAMAS DE BARRAS AGRUPADAS
Se usa para representar la información de una tabla de doble entrada o sea a partir de dos variables, el cual es representado mediante un conjunto de barras como se clasifican respecto a las diferentes modalidades.
POLÍGONO DE FRECUENCIAS
Es un gráfico de líneas que se usa para presentar las frecuencias absolutas de los valores de una distribución en el cual la altura del punto asociado a un valor de las variables es proporcional a la frecuencia de dicho valor.
OJIVA PORCENTUAL
Es un gráfico acumulativo, el cual es muy útil cuando se quiere representar el rango porcentual de cada valor en una distribución de frecuencias.
En los gráficos las barras se encuentran juntas y en la tabla los números poseen en el primer miembro un corchete y en el segundo un paréntesis
Por ejemplo: (10-20]
Construcción de un histograma
Paso 1
Determinar el rango de los datos. Rango es igual al dato mayor menos el dato menor.
Paso 2
Obtener los números de clases, existen varios criterios para determinar el número de clases (o barras). Sin embargo ninguno de ellos es exacto. Algunos autores recomiendan de cinco a quince clases, dependiendo de cómo estén los datos y cuántos sean. Un criterio usado frecuentemente es que el número de clases debe ser aproximadamente a la raíz cuadrada del número de datos. Por ejemplo, la raíz cuadrada de 30 (número de artículos) es mayor que cinco, por lo que se seleccionan seis clases.
Paso 3
Establecer la longitud de clase: es igual al rango entre el número de clases.
Paso 4
Construir los intervalos de clases: Los intervalos resultan de dividir el rango de los datos en relación al resultado del PASO 2 en intervalos iguales.
Paso 5
Graficar el histograma: En caso de que las clases sean todas de la misma amplitud, se hace un gráfico de barras, las bases de las barras son los intervalos de clases y altura son la frecuencia de las clases. Si se unen los puntos medios de la base superior de los rectángulos se obtiene el polígono de frecuencias.
El histograma de una imagen representa la frecuencia relativa de los niveles de gris de la imagen. Las técnicas de modificación del histograma de una imagen son útiles para aumentar el contraste de imágenes con histogramas muy concentrados.
Sea u una imagen de tamaño NxN, la función de distribución del histograma es: Fu (l) = (Numerodepixels (i,j)talesqueu(i,j) < = l) / N2
Ejemplos de otros tipos de representaciones gráficas: Hay histogramas donde se agrupan los datos en clases, y se cuenta cuántas observaciones (frecuencia absoluta) hay en cada una de ellas. En algunas variables (variables cualitativas) las clases están definidas de modo natural, p.e sexo con dos clases: mujer, varón o grupo sanguíneo con cuatro: A, B, AB, O. En las variables cuantitativas, las clases hay que definirlas explícitamente (intervalos de clase).
Se representan los intervalos de clase en el eje de abscisas (eje horizontal) y las frecuencias, absolutas o relativas, en el de ordenadas (eje vertical).
A veces es más útil representar las frecuencias acumuladas.
representar simultáneamente los histogramas de una variable en dos situaciones distintas.
Otra forma muy frecuente, de representar dos histogramas de la misma variable en dos situaciones distintas.
En las variables cuantitativas o en las cualitativas ordinales se pueden representar polígonos de frecuencia en lugar de histogramas, cuando se representa la frecuencia acumulativa, se denomina ojiva.
CAPÍTULO IV
Diseño metodológico
Este parte capitulo contiene la descripción de la metodología empleada en el estudio, se identifican el tipo de estudio realizado, la población y muestras involucradas, las herramientas utilizadas y el procedimiento llevado a cabo para la consecución de los objetivos planteados.
Tipo de Estudio
Tomando en cuenta el propósito que persigue, el estudio realizado es aplicado según el manual Técnicas de Documentación e Investigación de la U.N.A. (1984), que dice "es la que se realiza con la intención de buscar conocimientos con fines de aplicación inmediata a la realidad, para modificarla y su propósito es presentar soluciones a problemas prácticos".
Según el nivel de conocimientos adquiridos es descriptiva, tal como lo explica Sabino, C (1994), "… se proponen conocer grupos homogéneos de fenómenos utilizando criterios sistemáticos, que permitan poner de manifiesto su estructura o comportamiento", ya que plasma la realidad de un procedimiento en forma documentada.
La Investigación realizada es de tipo descriptiva-evaluativa. Se considera que es un estudio descriptivo-evaluativo; ya que permitió describir, registrar, analizar e interpretar la naturaleza, distribución y procesos actuales del Departamento de Transporte, específicamente, el Taller Automotor.
Población y Muestra.
Para la obtención de la información o datos que permitieron la evaluación del estado actual del objeto de estudio de la presente investigación, se utilizó una muestra de quince (15) personas.
Para la selección de la muestra se tomó el 100% de la población, según la descripción de cargo de cada uno de ellos.
En la realización del estudio se tomaron en cuenta las actividades más ocurrentes efectuadas en el taller automotor del Taller Mecánico; como lo son, el servicio completo (cambio filtro de: aceite, aire, combustible), Neumáticos (alinear, remplazar y balancear) y sistema de frenos (pastilla, bandas). Se consideró para desarrollar el trabajo de investigación (15) personas de las que laboran en el taller automotor:
Asistente Administrativo (1)
Caporal del Taller (1)
Tramitador de Repuestos(1)
Encargado de la Procura de Repuestos (1)
Cauchero (1)
Engrasador Lavador (2)
Mecánicos Eléctricos (2)
Mecánicos disel (3)
Mecánicos Automotrices (3)
El método utilizado en el estudio para la determinación del tiempo de ejecución de las actividades es el estudio de tiempos, y el muestreo de trabajo para obtener la proporción de trabajo diario y determinar las Horas Hombres necesarias en la ejecución de las tareas, con lo cual se determinó la necesidad del recurso humano para brindar una respuesta más eficaz a las necesidades de las áreas usuarias, de acuerdo a las exigencias de la empresa.
Instrumentos.
Las técnicas utilizadas para recolectar la información se detallan a continuación:
Observación directa: Se realizó un sondeo general de la situación actual que presenta el taller automotor, con la intención de conocer todos los detalles de las características y procedimientos ejecutados. A través de esta técnica se buscó constatar las evidencias de los procedimientos y otros elementos útiles para la investigación. La técnica consistió en revisión de documentos así como la observación directa a las diferentes actividades.
Entrevistas No estructuradas: Se utilizó como instrumento porque se considera como una interrelación entre el investigador y las personas que componen el objeto de estudio. A través de entrevista al personal que maneja toda la información perteneciente al taller automotor se conocieron las actividades. Las entrevistas fueron de tipo libre y de forma verbal, permitiendo mayor libertad de respuesta y a su vez estrechar relaciones con el personal que forman parte del taller automotor.
Estudio de Tiempo
Este estudio de tiempo se realiza con la finalidad de medir y establecer los tiempos de duración de las actividades más ocurrentes en el Taller Mecánico, para establecer de esta manera el estándar, evaluar los métodos de trabajo en la búsqueda de optimizar los tiempos de reposición.
Recursos
Los recursos utilizados en la elaboración de esta práctica fueron los siguientes:
Recursos Humanos: Constituido por las personas cuya participación se requiere como apoyo para la elaboración de este estudio, el tutor industrial, tutor académico y el personal que labora en el Taller Mecánico.
Recursos Materiales: Se refieren a los insumos empleados para la elaboración entre los cuales se encuentran los artículos de oficina (papel, lápices), escritorio, computadora e impresora, entre otros.
- Recursos Materiales
Tablero de Madera
Hoja de Seguimiento
Papel Bond Tamaño Carta
Lapiceros y Lápices
Computadores
Calculadora
Cronómetro
Recursos Financieros: Representan aquellos gastos que se requirieron en la recolección de datos y desarrollo de la investigación dentro del taller automotor.
Procedimiento Metodológico:
El procedimiento que se siguió para llevar a cabo esta investigación se presenta a continuación:
Recolección de datos e información acerca de temas de interés en el ámbito de la logística industrial, utilizándose la observación directa, para la descripción del área de trabajo.
Revisar y Analizar las fuentes de información para la formulación del Marco Teórico; en este paso se realizó la revisión de materiales sobre tópicos tales como: taller automotor, datos históricos y testimonios de los individuos que laboran en cada área.
Selección de instrumentos de recolección de datos: los instrumentos utilizados para la recolección de información fueron las entrevistas, las visitas y la observación directa. Estos instrumentos fueron seleccionados dada la cantidad y características de la muestra.
Análisis de la información recabada, esta se realizó con base a los resultados obtenidos de la aplicación de instrumentos (entrevistas, visitas, observación directa) utilizando entre otros métodos el de análisis porcentual, métodos de muestreo aleatorio con distribución normal. Para el Análisis de los Procesos, se elaboraron los flujogramas de procesos del área, a fin de observar la secuencia de actividades y los tiempos de duración.
En la ejecución del Muestreo de Trabajo se realizó lo siguiente:
Estimación del porcentaje preliminar de ocurrencia de la actividad en estudio.
Calculo del tamaño de la muestra haciendo uso de la siguiente ecuación:

Donde: N: número de observaciones a realizar.
P: proporción preliminar de tiempo operativo.
K: valor tabulado para una distribución normal. (Ver Anexo).
S: confianza definido en el estudio.
Técnicas De Análisis
Los datos fueron analizados e interpretados mediante un examen cualitativo, de tal manera que ayudara a lograr los objetivos establecidos en el presente estudio. Para ello, se emplea como método de estudio, las técnicas correspondientes a los procesos de investigación y la aplicación de la metodología propuesta para el desarrollo de proyectos de investigación.
"… El análisis cualitativo es aquel que se realiza mediante procedimientos de la información hecha en forma verbal y de modo general".[1]
El análisis cualitativo se realizó a través de la evaluación de los datos obtenidos, de las diferentes entrevistas y comparándolas al mismo tiempo con aspectos semejantes para luego evaluar la confiabilidad del mismo
CAPÍTULO V
Situación actual
En el presente capítulo se describen los procesos y las actividades más frecuentes que se realizan en el Taller Mecánico ubicado en el Departamento de Servicios de Transporte de la Electrificación del Caroní C.A. (EDELCA) Macagua
Procesos
5.0 Prestar servicios asociados al transporte terrestre
Objetivo
Proporcionar los servicios de transporte terrestre, mantenimiento, automotor y suministro de combustible requeridos por las unidades organizativas de CVG EDELCA, mediante la programación, ejecución, verificación y evaluación de los servicios, en forma oportuna y confiable a fin de apoyar las operaciones de la empresa.
Subprocesos
5.1 Prestar servicios de transporte terrestre
Programar servicios de transporte terrestre
Ejecutar servicios de transporte terrestre
Asegurar servicios de transporte terrestre
Evaluar servicios de transporte terrestre
5.2 Prestar servicios de mantenimiento automotor
Programar mantenimiento automotor
Ejecutar mantenimiento automotor
Verificar mantenimiento automotor
Evaluar mantenimiento automotor
5.3 Prestar servicios de suministro de combustible
Programar procura del combustible
Ejecutar suministro del combustible
Evaluar suministro del combustible
5.4 Insumos y Productos
En la siguiente tabla se reflejan los servicios que presta el Departamento de Servicios de Transporte en cuanto a insumos y productos se refiere. (Ver tabla Nº 1)

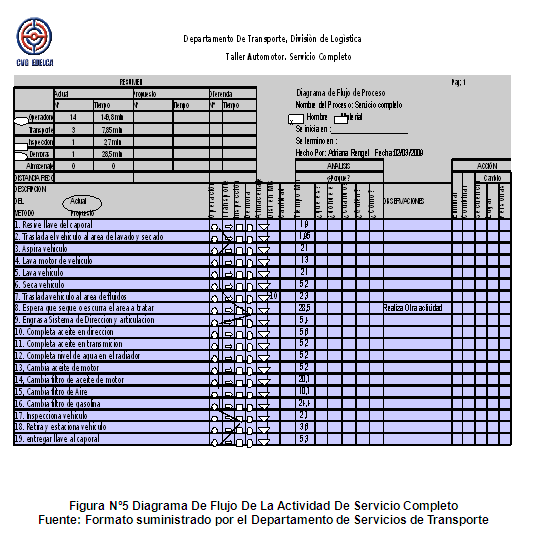
5.5 Descripción Del Proceso de la actividad de Servicio Completo en el Taller Mecánico del Departamento de Servicios de Transporte en EDELCA Macagua.
El Servicio completo forma parte de una serie de actividades que se realizan en el Taller Mecánico y está comprendida por: lavado y aspirado del vehículo así como también cambio de fluidos, cada una de ellas se subdividen en otras actividades que la comprenden.
Primordialmente lo que realiza el engrasador lavador en esta actividad es recibir la llave por parte del Caporal del taller con la respectiva orden de ingreso realizada previamente al vehículo; el Engrasador Lavador traslada el vehículo al área de lavado donde lo estaciona, lo Aspira por toda su parte interna logrando retirar cualquier suciedad que pudiese tener allí, luego lava el vehículo externamente, comenzando con el motor, casi y en su totalidad, una vez limpio el vehículo se seca unos minutos y se traslada aproximadamente 10 metros hasta el área de fluidos y lubricantes allí lo deja por una hora (esto podría variar de más a menos, o viceversa) este tiempo el engrasador lavador lo utiliza para lavar otro vehículo una vez que termina con el lavado se dirige nuevamente al vehículo que dejo en el área de fluidos y lubricantes para realizarles las actividades de : engrasar el sistema de dirección y articulación del vehículo, completar el aceite en la dirección y transmisión del vehículo, completar el nivel de agua del radiador, cambiar el aceite en el motor, cambiar filtro de aire, gasolina y aceite, una vez realizadas todas estas actividades el engrasador lavador revisa las condiciones finales del vehículo, para luego retirarlo, estacionarlo y entregar la llave al caporal del Taller Mecánico.
A continuación en la figura Nº5 se muestra el diagrama de flujos de esta actividad. (Ver figura Nº5)
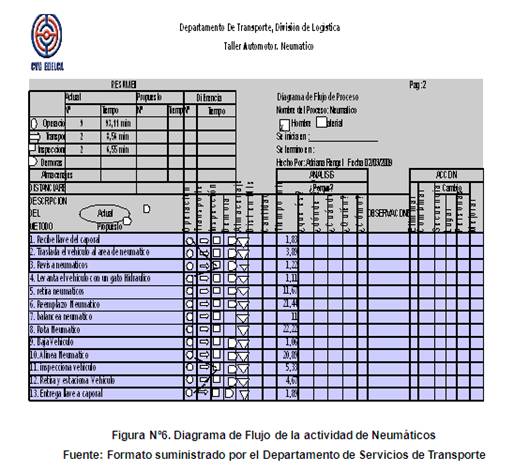
5.6 Descripción del Proceso de la actividad de Neumáticos en el Taller Mecánico del Departamento de Servicios de Transporte en EDELCA Macagua.
En esta actividad primeramente el cauchero recibe la llave por parte del caporal con su respectiva orden de ingreso, traslada vehículo al área de neumáticos, inspecciona las condiciones en que se encuentran los neumáticos y verifica la orden de ingreso, luego levanta el vehículo con un gato para poder retirar los neumáticos; los retira para ser reemplazados o reparados según sea el caso, una vez realizadas estas actividades el cauchero prosigue con rotar, balancear y alinear los neumáticos, luego baja el vehículo con la herramienta correspondiente, inspecciona la condición final del vehículo y por ultima retira el vehículo y entrega la llave al caporal.
A continuación la figura Nº 6 se presenta el diagrama de flujo de la actividad de neumáticos. (Ver figura Nº6)
5.7 Descripción del Proceso de la actividad de Sistema de Frenos en el Taller Mecánico del Departamento de Servicios de Transporte en EDELCA Macagua.
En esta actividad el mecánico automotriz recibe la llave del caporal del taller con su respectiva orden de ingreso, una vez que obtiene todo este material, prosigue con revisar el vehículo para verificar las actividades que demanda el usuario y control de calidad, luego se realiza un diagnóstico de las actividades que se ejecutaran posteriormente, al terminar con el diagnostico el mecánico se dirige al caporal del taller mecánico para consultar la existencia del repuesto que se necesite, el caporal del taller se dirige al encargado de la procura de repuestos para que este verifique si el repuesto o pieza se encuentra en almacén, el encargado de procura de repuesto busca en el sistema la existencia del repuesto, en caso de que si este el repuesto o la pieza, el encargado de procura de repuesto se lo notifica al tramitador de repuestos con una orden y este se dirige a almacén para posteriormente traer la pieza o repuesto solicitado, teniendo la pieza en el Taller Mecánico el mecánico automotriz continua con la colocación de: pastilla, banda, rectificación de disco, finalmente inspecciona el vehículo y entrega la llave al caporal.
A continuación la figura Nº7 se presenta el diagrama de flujo de la actividad de Sistema de Frenos. (Ver figura Nº7)

CAPÍTULO VI
Análisis y resultados
En el presente capítulo se presentan y analizan los resultados con el fin de identificar las Actividades de mantenimiento automotor que se realizan con mayor frecuencia en el Taller Mecánico de la Sección Región Guayana, para luego ser estudiadas con detenimiento, y obtener el tiempo estándar de las mismas; estas actividades son: servicio completo, neumáticos y sistema de frenos; se hizo un análisis de la fuerza laboral bajo previa determinación de las proporciones de trabajo a los cargos en estudio y a cada uno de las actividades inherentes a los procesos.
Se evaluó las instalaciones del Taller Mecánico del Departamento de Servicios de Transporte y la fuerza laboral que se encuentran en la misma; se llevó acabo un recorrido por las áreas de trabajo en estudio, con la finalidad de conocer a través de observación directa, cada una de las operaciones que se realizan en cada área así como los equipos y materiales que los operarios emplean para llevar a cabo su labor diaria.
6.1 IDENTIFICACIÓN DEL LAS ACTIVIDADES MÁS OCURRENTES DEL TALLER MECÁNICO.
Para la determinación de las actividades de mantenimiento automotor que se realizan con mayor frecuencia en el Taller Mecánico de la Sección Región Guayana se realizó un estudio basado en datos estadísticos, tomando la cantidad de servicios que se reciben diariamente en las instalaciones del Departamento de Servicios de Transporte, posteriormente se analizaron a más detalle la tres actividades más ocurrente, de esta manera se pudo conocer que estas actividades son: Servicio Completo, Neumáticos, Sistema de Frenos. En las tablas Nº2 y 3 se muestran las ocurrencias de las actividades y se resaltan las tres que fueron escogidas. (Ver figuras 2 y 3)

6.2 DETERMINACIÓN DEL TIEMPO ESTÁNDAR DE LA ACTIVIDAD SERVICIO COMPLETO DEL TALLER MECÁNICO.
Diagrama de flujo de la actividad de Servicio Completo
a través del Diagrama de flujo de podrá identificar los pasos redundantes, los flujos de los re-procesos , los conflictos de autoridad, las responsabilidades, los cuellos de botella, y los puntos de decisión mostrando las interfaces cliente-proveedor.
La figura Nº 8, muestra el diagrama de flujo para la actividad de servicio completo, donde se puede observar el tiempo real de cada actividad así como también la cronología de la misma. (Ver figura 8)

Con el diagrama de flujo se pudo demostrar que en esta actividad se realizan 14 operaciones con un total de 149,8 min., 3 transportes con un total 7,85 min., 1 inspección con 2,7 min. Y 1 Demora con 28,5 min., teniendo un total de totales de 195,48 min. Para realizar toda la actividad
Tiempo Estándar
Se utiliza la técnica de estudio de tiempo para determinar con la mayor exactitud posible, partiendo de un número de observaciones, el tiempo para llevar a cabo una tarea determinada con arreglo a una norma de rendimiento preestablecido. Para ello se desgloso lo que comprende esta actividad para posteriormente tomar los tiempos correspondientes.
El tiempo estándar se determina sumando el tiempo asignado a todos los elementos comprendidos en el estudio de los tiempos. Los tiempos elementales o asignados se evalúan multiplicando el tiempo elemental medio transcurrido, por un factor de conversión.
Ta = ( Mt ) ( C )
Donde:
Ta = Tiempo elemental asignado
Mt = Tiempo elemental medio transcurrido
C = Factor de conversión que se obtiene multiplicando el factor de calificación de actuación por la suma de la unidad y la tolerancia o margen aplicable.
El tiempo normal se describe como el tiempo requerido por el operario normal o estándar para realizar la operación cuando trabaja con velocidad estándar, si ninguna demora por razones personales o circunstancias inevitables.
TN = P*Cv
Donde:
TN = Tiempo normal
p = Tiempo promedio
Cv = Factor velocidad
Para cronometrar el tiempo fue necesaria la observación directa en cada área específica. Para calcular el número de muestra se tomó los siguientes datos:
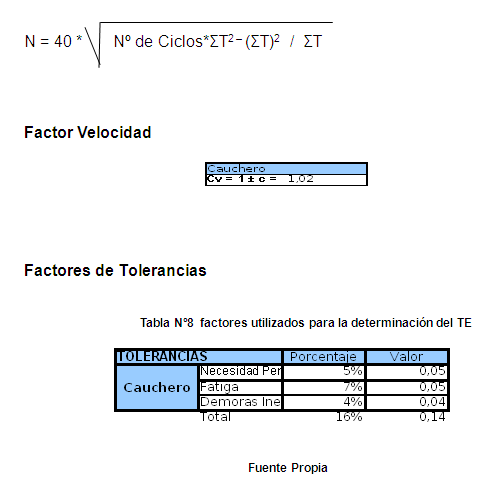
Precisión del estudio se realizó con un nivel de confianza de 95% y una exactitud de 5%. La constante en función del nivel de confianza y la exactitud es de 1,96. Para determinar el número de muestra se utilizó la siguiente Formula:

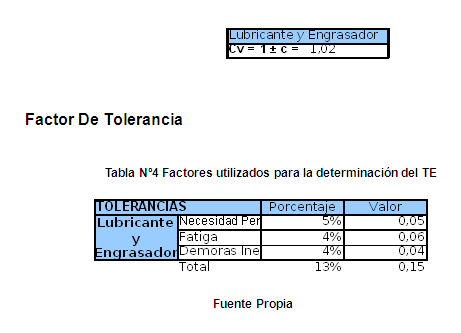
Se tomó en cuenta los siguientes factores para el cálculo del tiempo estándar. (Ver tabla Nº4)
Factor velocidad
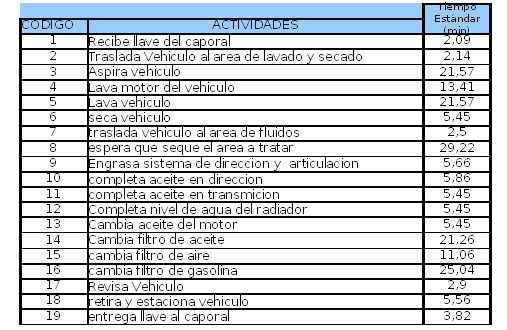
A continuación en la tabla Nº 5 se muestra el cálculo del tiempo estándar de las actividades de Servicio Completo. Esta tabla viene dada en minutos, así como todos los valores que se obtienen a partir de aquí. (Ver tabla Nº5).
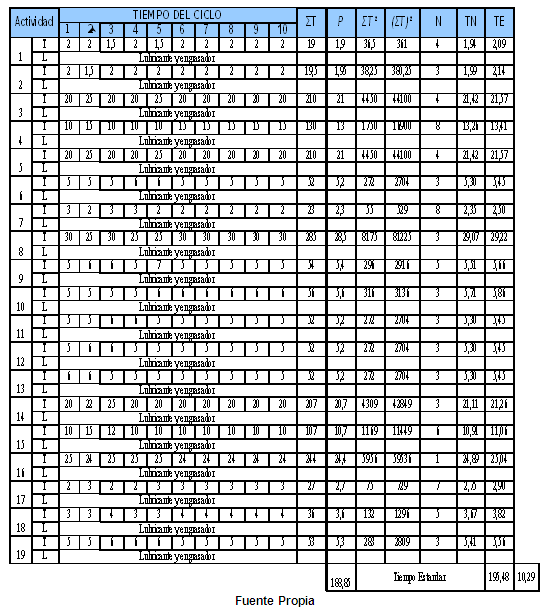
Estos datos permiten saber cuál es el tiempo estándar de cada actividad que forman parte de servicio completo, así como también el tiempo estándar total y en promedio de la misma el cual fue de 10,29 min. Como lo refleja la tabla Nº 5
En la siguiente tabla se muestra el resumen de los tiempos estándar de cada una de las actividades que se realizan en el Taller Mecánico. Específicamente en el área de Servicio Completo. (Ver tabla Nº6) Tabla Nº 6. Resumen del tiempo estándar de Servicio Completo. Fuente Propia
Con estos valores (tabla Nº6.), se logró determinar la Frecuencia Relativa y acumulada, para ello, se ordenó el tiempo estándar de cada una de las actividades de mayor a menor y se le resto el total a cada uno, obteniendo así el porcentaje de frecuencia relativa, finalmente para obtener el porcentaje de frecuencia acumulada se sumó entre si los valores de frecuencia relativa obtenido, siguiendo el mismo orden anterior ( ver tabla Nº 7), luego se construyó el histograma para el cual se tomó el diagrama de Pareto, ya que de esta manera se podrá saber que actividades son pocas vitales y no requieren de mayor atención y cuales si lo requieren. (Ver tabla Nº7)

En esta gráfico, la superficie de cada barra es proporcional a la frecuencia de los valores representados. En el eje vertical se representan las frecuencias, y en el eje horizontal los valores de las variables, normalmente señalando las marcas de clase, es decir, la mitad del intervalo en el que están agrupados los datos. (Ver gráfico Nº1)

Gráfico Nº1. Histograma Servicio Completo
Fuente propia
El Grafico Nº1 muestra que las actividades que tienen mayor demanda son las de: Esperar que seque el área a tratar para colocar fluidos con un 14,54 %, esto ocurre porque no se cuenta con un personal que realiza esta labor, por lo tanto la persona que lava los vehículos también debe ejecutar esta actividad al mismo tiempo, por lo que deja el vehículo en el área de lubricado mientras seca y sigue realizando su actividad de lavar vehículo. Se recomienda contratar una persona para la actividad de Fluidos, logrando así descongestionar el área. Otra actividades que también requieren mayor atención son las de Cambiar filtro de gasolina, aspirar y lavar vehículo, cambiar filtro de aceite, Engrasa y seca vehículo, esto es debido a que hay mucha demanda de vehículos por lo que el personal que realiza esta actividad colapsa y muchas veces se fatiga, se recomienda contratar una persona más para estas actividades.
6.3 DETERMINACION DEL TIEMPO ESTANDAR LA ACTIVIDAD NEUMATICOS.
Diagrama de flujo de la actividad de Neumáticos
A continuación, se tiene la representación gráfica de la secuencia de actividades que conforman Neumático, mostrando una información sobre el proceso de forma clara, ordenada y concisa; facilitando así la mejor comprensión del mismo. (Ver figura Nº9)

En la figura Nº9 se puede demostrar que en esta actividad se realizan 9 operaciones con un total de tiempo de 93,11 min., 2 transportes con 8,56 min. Y 2 inspecciones con 6,55 min. Obteniendo finalmente un total de totales de 112,21min.
Tiempo Estándar
De la misma manera que se hizo en la actividad anterior, también se aplica para neumáticos, solo se adaptan los factores según el caso.
Precisión del estudio se realizó con un nivel de confianza de 95% y una exactitud de 5%. La constante en función del nivel de confianza y la exactitud es de 1,96. Para determinar el número de muestra se utilizó la siguiente Formula:
A continuación en la tabla Nº9 se muestra el cálculo del tiempo estándar de la actividades de Neumático. (Ver tabla Nº9)
Tabla Nº9 Tiempo estándar de Neumático

Estos datos permiten saber cuál es el tiempo estándar de cada actividad que conforman Neumático, así como también el tiempo estándar total en promedio de la misma el cual fue de 8,63 min. Como lo refleja la tabla Nº 6.3.6
En la siguiente tabla se muestra El resumen de los tiempos estándar de cada una de las actividades que allí se realizan. (Ver tabla Nº10)

Fuente Propia
Con estos valores, se logró determinar la Frecuencia Relativa y acumulada (ver tabla Nº 11), para luego obtener el histograma para el cual se tomó el diagrama de Pareto, ya que de esta manera se podrá saber que actividades son pocas vitales y no requieren de mucha atención y cuales si lo requieren.

Con los datos que se obtuvieron en la tabla Nº 11 se pudo construir el diagrama de Pareto como lo muestra el gráfico Nº2. (Ver gráfico Nº2)

Fuente Propia
El gráfico Nº2 muestra que las actividades que tienen mayor demanda son las de: Rotar Neumáticos con un porcentaje de 20,01%, Reemplazo de neumáticos con 19,94%, alineado de neumáticos con 10,38% y balanceo de Neumáticos con 10,08%, esto recae en el hecho de que un solo Empleado ejecuta todas estas actividades y Cuando hay mucha demanda de vehículos resulta ser un trabajo Agotador, provocando la fatiga de la persona. Se recomienda contratar una persona para esta área para que de esta manera no recaiga todo el peso del trabajo en un solo individuo.
6.4 DETERMINACION DEL TIEMPO ESTANDAR LA ACTIVIDAD SISTEMA DE FRENOS.
Diagrama de Flujo de la actividad de Sistema de Frenos
A continuación, se tiene la representación gráfica de la secuencia de actividades que conforman Sistema de Frenos. (Ver figura Nº10)

La Figura demuestra que en esta actividad se realizan 9 operaciones con un total de tiempo de 119,6 min., 1 transportes con 27,3 min. Y 3 inspecciones con 40,5 min. Obteniendo finalmente un total de totales de 198,11min.
Tiempo Estándar
Nuevamente como en los casos anteriores se desgloso la actividad para luego calcular el tiempo estándar a cada una de ellas. Para Realizar estos cálculos se tomó en cuenta los siguientes factores.
Precisión del estudio se realizó con un nivel de confianza de 95% y una exactitud de 5%. La constante en función del nivel de confianza y la exactitud es de 1,96.
Para determinar el número de muestra se utilizó la siguiente Formula:

Fuente propia
A continuación en la tabla Nº13 se muestra el cálculo del tiempo estándar de la actividades de Sistema de frenos. (Ver tabla Nº13)
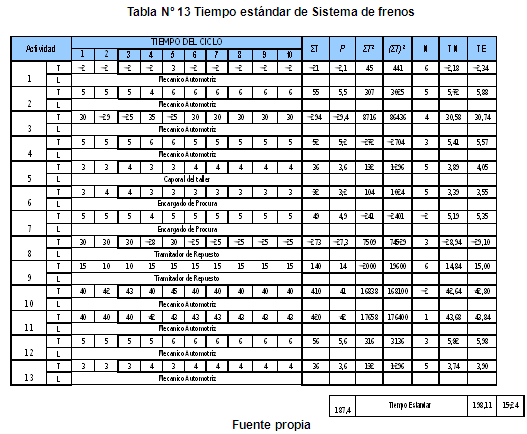
Estos datos nos permite saber cuál es el tiempo estándar total en promedio de la actividad de Sistema de Frenos es de 15,24 min. Como lo refleja la tabla Nº 13
En la siguiente tabla se muestra el resumen de los tiempos estándar de cada una de las actividades que se realizan en Sistema de Frenos. (Ver tabla Nº14)

Con los datos que se obtuvieron en la tabla Nº 15 se pudo construir el diagrama de Pareto (Histograma) como lo muestra el gráfico Nº3. (Ver gráfico Nº3).

Gráfico Nº3
Fuente propia
El grafico muestra que las actividades que tienen mayor demanda son las de: Colocar repuesto (pastillas) con un porcentaje de 20,49, Colocar repuesto (Bandas) 14,28 %, Diagnosticar con 14,14% e ir a almacén con 14.2%. Estos tiempo que en su mayoría son grandes se debe a que podría encontrarse otra falla en el momento de la reparación y se deba pedir un nuevo repuesto, también recae sobre esto el hecho de que los repuestos que no se encuentran en almacén deben realizarse por pedidos foráneos y esto generalmente puede dura días o lo que es peor meses según la demanda del producto, también es importante recalcar que después que se encuentra el repuesto foráneo este debe pasar un proceso de licitación, por lo tanto se genera demoras y por ende tiempos improductivos u ocios. Se recomienda realizar un estudio en el stock de inventarios de almacén para verificar si se está llevando un control estricto en el pedido de repuestos y piezas.
6.5 Gráficos de control
Las variaciones de producidas antes y durante el proceso pueden ser detectadas y corregidas gracias al empleo masivo de Graficas de Control, estos ayudan en la detección de modelos no naturales de variación en los datos que resultan de procesos repetitivos y dan criterios para detectar una falta de control estadístico. Un proceso se encuentra bajo control estadístico cuando la variabilidad se debe sólo a "causas comunes".
En este trabajo se decidió utilizar la gráfica de control X-R, ya que se desea monitorear la localización y la dispersión (variación) de la variable "Tiempo" dentro de cada actividad del Taller Mecánico. En este caso, los tamaños de muestras son constantes, y no existe inconveniente en tomar tamaños de muestras mayores a uno.
SERVICIO COMPLETO
A continuación se muestran los Gráficos de control Nº4 y 5 (GRAFICAS X/R) de la actividad de Servicio Completo. (Ver gráficos 4y 5)

Nota: La Grafica (X/R), gráficos 4y 5; arrojan que además de la variabilidad de su comportamiento, se puede observar que la actividad que más se aleja de los límites de control es la de esperar a que seque el área a tratar del vehículo, seguida de la mayoría de las actividades que conforman servicio completo del taller mecánico. Este comportamiento demuestra que el proceso de la actividad no es estable, esto se debe a que esta no está bajo control, y por lo tanto hay que realizar muestreos adicionales, para comprobar la media y la desviación estándar de la actividad de Servicio Completo.
NEUMATICOS
Los gráficos muestran el comportamiento de la actividad de Neumáticos según (GRAFICAS X/R). (Ver gráficos Nº 6 y 7).

Nota: El comportamiento de las gráficas (X/R), gráficos Nº 6 y 7; demuestra que la actividad de neumático se encuentra fuera de control y por ende no es un proceso estable, teniendo más énfasis este resultado en la actividad de reemplazo y balanceo de neumáticos, ya que son las que se alejan más del límite de control. También este comportamiento recae en el hecho de que existe mucha variabilidad entre un punto y otro, es decir mientras algunas actividades requieren de tiempos altos otras requieren de tiempos pequeños.
SISTEMA DE FRENOS
Los gráficos muestran el comportamiento de la actividad de Sistema de Frenos según (GRAFICAS X/R). (Ver gráficos Nº 8 y 9).

Nota: El comportamiento de la gráfica (X/R), gráficos Nº 8 y 9; demuestran que la actividad de Sistema de frenos no se encuentra en control y por lo tanto no es un proceso estable, teniendo más énfasis este resultado en la actividad de colocar repuestos (bandas, pastillas), ya que son las que se alejan más del límite de control.
Debido a que interviene en gran medida el factor humano, se debe monitorear constantemente la variable Tiempo en los tres casos de: servicio completo, neumático, sistema de frenos, para asegurar su comportamiento.
Una vez que se garantice que las actividades estén controladas, se debe verificar que esté centrado, a partir de lo cual, se debe realizar nuevamente un cálculo de capacidad para analizar si la actividad es capaz o no de satisfacer los límites de especificación que se establezcan.
6.6 REVISIÓN DE FUERZA LABORAL
El muestreo de trabajo implica observar una proporción o muestra de la actividad laboral. Luego con base en los hallazgos de este muestreo, se pueden hacer afirmaciones sobre las actividades de cada uno de los cargos muestreados.
Muestreo de Trabajo
Se necesita determinar la carga de trabajo a la que está sometido el personal, por lo cual se debe conocer la proporción de trabajo con la que ejecutan sus actividades.
Los elementos o actividades que se observaron durante el muestreo fueron divididos en productivas e improductivas. Las actividades productivas son las que proporcionan valor a la empresa; en este caso las que contribuyen a que se lleve a cabo el proceso, y las actividades improductivas son las que no contribuyen en la realización del proceso.
Precisión del estudio
El estudio se realizó con un nivel de confianza de 95% y una exactitud de 5%
s = 95% Nivel de confianza
Ex= 5% Exactitud
K= 1,96 Constante en función del nivel de confianza y la exactitud.
Servicio Completo del Taller Mecánico
En esta actividad intervienen dos empleados los cuales tienen como cargo de engrasador lavador, estos se en carga de aspirar, lavar, completado y cambio de fluidos, de los vehículo que entran al Taller Mecánico.
Denominación del Cargo: Engrasador Lavador
Este cargo tiene como finalidad principal:
Realizar el Servicio Completo del vehículo, esto comprende: Aspirar vehículo, lavar vehículo, cambiar y completar agua, aceite, gasolina, engrasar sistema de dirección y articulación, cambio filtro de aire, gasolina, aceite.
Las actividades para este cargo se enuncian a continuación
Actividades Productivas:
Aspirar Vehículo
Lavar Vehículo
Llevar vehículo al área de fluido
Cambiar Fluidos
Retirar y entregar llave del vehículo.
Actividades no productivas:
Buscar Herramientas
Consultas al Caporal del Taller Mecánico
Reuniones Charlas
Personales
Cálculo del Tamaño de la muestra
Para el cálculo del tamaño de la muestra se hizo un muestreo, y se obtuvo la proporción de trabajo sobre la cual se basó el estudio. Las observaciones se realizaron simultáneamente a los dos engrasadores lavadores que realizan la actividad. (Ver tabla 16)
La proporción de trabajo total de los Engrasadores lavadores es de 94 % y se usará para calcular el número de observaciones necesarias que garanticen la exactitud del estudio.

Se calculará el número de observaciones para un coeficiente K de 1,96 tomado de la tabla (ver anexo) tomándose como una distribución normal en función del número de observaciones (100); y un nivel de confianza s de 0,05.

De donde se obtiene que N= 98,08 Observaciones
Se tomaron 100 observaciones para garantizar la exactitud del estudio.
Comprobación de la exactitud del estudio y Determinación de la proporción de trabajo
Para comprobar la confiabilidad del estudio se hizo necesario verificar si la exactitud del estudio cumple con lo planificado; es decir, que la exactitud propuesta sea mayor que la de las observaciones tomadas durante el tiempo de muestreo. Las observaciones tomadas en los días de observación se resumen en la tabla siguiente. (Ver tabla Nº17)

Fuente Propia

Para los Engrasadores lavadores el porcentaje de desempeño laboral es de 94%, relativamente alto; en virtud que la exactitud resultante de las observaciones realizadas es menor que la exactitud requerida al inicio del estudio, se acepta el tamaño de la muestra.
Actividades Productivas

Las actividades de Servicio Completo que presenta un mayor porcentaje de ocupación es la de Lavar y Aspirar vehículo, esta debido a lo demandante que puede ser la flota de vehículos que entran al día, y sumado a esto el poco personal que allí labora.
Actividades no productivas

Entre las actividades no productivas las actividades personales y consultas al caporal representan el mayor porcentaje presentando en la distribución general del muestreo de trabajo para esta actividad.
Neumáticos del Taller Mecánico
En esta actividad interviene un empleado el cual tiene como cargo de Cauchero, este se en carga básicamente de Rotar, reemplazar, Alinear y balancear Neumáticos, de los vehículo que entran al Taller Mecánico.
Denominación del Cargo: Cauchero
Este cargo tiene como finalidad principal:
Rotar, reemplazar, Alinear y balancear Neumáticos, de los vehículos que entran al Taller Mecánico.
Las actividades para este cargo se enuncian a continuación
Actividades Productivas:
Revisar neumáticos
Balanceo de neumáticos
Alineación de neumáticos
Reemplazo de vehículos
Retirar y entregar llave del vehículo.
Actividades no productivas:
Consultas al Caporal del Taller Mecánico
Reuniones Charlas
Personales
Cálculo del Tamaño de la muestra
Para el cálculo del tamaño de la muestra se hizo un muestreo, y se obtuvo la proporción de trabajo sobre la cual se basó el estudio. Las observaciones se realizaron al Cauchero que realiza la actividad. (Ver tabla Nº18)
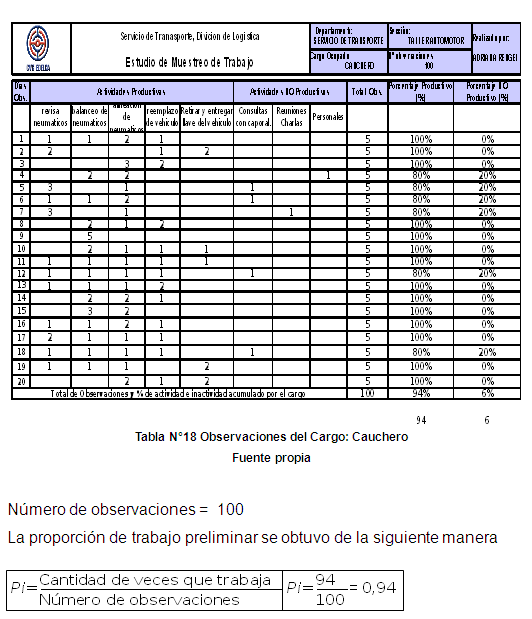
La proporción de trabajo total del Cauchero es de 94 % y se usará para calcular el número de observaciones necesarias que garanticen la exactitud del estudio.

Se calculará el número de observaciones para un coeficiente K de 1,96 tomado de la tabla (ver anexo) tomándose como una distribución normal en función del número de observaciones (100); y un nivel de confianza s de 0,05.

De donde se obtiene que N= 98,08 observaciones
Se tomaron 100 observaciones para garantizar la exactitud del estudio.
Comprobación de la exactitud del estudio y Determinación de la proporción de trabajo
Para comprobar la confiabilidad del estudio se hizo necesario verificar que la exactitud propuesta sea mayor que la de las observaciones tomadas durante el tiempo de muestreo. Las observaciones tomadas en los días de observación se resumen en la tabla siguiente. (Ver tabla Nº19)

Tabla N° 19 Resumen de observaciones diarias
Fuente propia

Para el Cauchero el porcentaje de desempeño laboral es de 94%, es un valor Alto, ya que este valor no se encuentra dentro de los niveles de 85% y 15%; en virtud que la exactitud resultante de las observaciones realizadas es menor que la exactitud requerida al inicio del estudio, por lo tanto se acepta el tamaño de la muestra.
Actividades Productivas

Las actividades de Neumáticos que presenta un mayor porcentaje de ocupación es la de Alineación de neumático, esta debido a la demanda diaria de la flota de vehículos. También el Balanceo de neumático representa un porcentaje alto al igual que el reemplazo de neumático.
Actividades no productivas

Entre las actividades no productivas la actividad de consultas al caporal representa el mayor porcentaje presentado en la distribución general del muestreo de trabajo para esta actividad.
6.9 Sistema de Frenos en el Taller Mecánico
En esta actividad intervienen cinco empleados los cuales tienen como cargo de mecánico automotriz, estos se en carga de inspeccionar, diagnosticar, reparar y colocar repuestos a los vehículo que entran al Taller Mecánico.
Denominación del Cargo: Mecánico Automotriz
Este cargo tiene como finalidad principal:
Inspeccionar, diagnosticar, reparar y colocar repuestos a los vehículos que entran al Taller Mecánico.
Las actividades para este cargo se enuncian a continuación
Actividades Productivas:
Inspeccionar vehículo
Confirmar si hay repuesto
Solicitar repuesto
Colocar repuesto
Entregar llave al caporal del taller
Actividades no productivas:
Buscar Herramientas
Consultas al Caporal del Taller Mecánico
Esperar por repuesto
Reuniones Charlas
Personales
Cálculo del Tamaño de la muestra
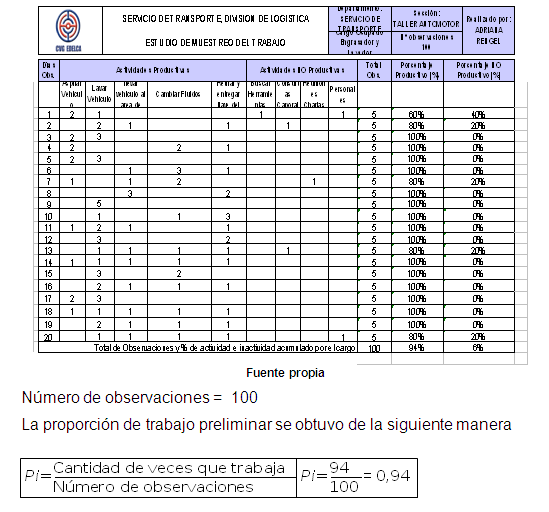
Para el cálculo del tamaño de la muestra se hizo un muestreo, y se obtuvo la proporción de trabajo sobre la cual se basó el estudio. Las observaciones se realizaron simultáneamente a los Mecánicos automotrices que realizan la actividad. (Ver tabla 21)

Número de observaciones = 100
La proporción de trabajo preliminar se obtuvo de la siguiente manera

La proporción de trabajo total de los Mecánicos automotrices es de 84 % y se usará para calcular el número de observaciones necesarias que garanticen la exactitud del estudio.

Se calculará el número de observaciones para un coeficiente K de 1,96 tomado de la tabla (ver anexo 1) tomándose como una distribución normal en función del número de observaciones (100); y un nivel de confianza s de 0,05.

De donde se obtiene que N= 102,69 observaciones
Se tomaron 100 observaciones para garantizar la exactitud del estudio.
Comprobación de la exactitud del estudio y Determinación de la proporción de trabajo
Para comprobar la confiabilidad del estudio se hizo necesario verificar si la exactitud del estudio cumple con lo planificado; es decir, que la exactitud propuesta sea mayor que la de las observaciones tomadas durante el tiempo de muestreo. Las observaciones tomadas en los días de observación se resumen en la tabla siguiente. (Ver tabla Nº22).

Para los Mecánicos Automotrices el porcentaje de desempeño laboral es de 84%, es un valor aceptable, ya que este valor se encuentra dentro de los niveles de 85% y 15%; en virtud que la exactitud resultante de las observaciones realizadas es menor que la exactitud requerida al inicio del estudio, se acepta el tamaño de la muestra.

Las actividades de Sistema de frenos que presenta un mayor porcentaje de ocupación es la de Confirmar si hay repuesto, seguida de colocar repuesto. Esto se debe a que el empleado diagnostica primero la condición del vehículo para luego confirmar si existe en almacén el repuesto que requiere en ese momento. Además muchas veces sucede que en el momento que está colocando el vehículo descubre que debe cambiar otra pieza, entonces de confirmar nuevamente si está disponible la pieza para posteriormente solicitarla y colocarla.

Entre las no productivas la actividad Esperar por repuestos es la que tiene el mayor porcentaje presentando en la distribución general del muestreo de trabajo para esta actividad. Esto se debe al hecho de que una vez que el mecánico diagnostica la condición del vehículo prosigue a solicitar el repuesto necesario, pero en la mayoría de las veces el repuesto no está disponible en almacén por lo que este pasa a ser un pedido foráneo y este es un proceso lento que termina generando tiempos ocioso e improductivos a los mecánicos y por ende el servicio al cliente también se ve afectado por lo incomodidad de la situación…
6.10 Mecánicos Disel
Denominación del Cargo: Mecánicos Disel
Este cargo tiene como finalidad principal:
Inspeccionar, diagnosticar, reparar y colocar repuestos al vehículo que entran al Taller Mecánico.
Las actividades para este cargo se enuncian a continuación
Actividades Productivas:
Inspeccionar vehículo
Confirmar si hay repuesto
Solicitar repuesto
Colocar repuesto
Entregar llave al caporal del taller
Actividades no productivas:
Buscar Herramientas
Consultas al Caporal del Taller Mecánico
Esperar por repuesto
Reuniones Charlas
Personales
Cálculo del Tamaño de la muestra
Para el cálculo del tamaño de la muestra se hizo un muestreo, y se obtuvo la proporción de trabajo sobre la cual se basó el estudio. Las observaciones se realizaron simultáneamente a los Mecánicos Disel que realizan la actividad. (Ver tabla Nº23)
Tabla N°23 Observaciones del Cargo: Mecánico Disel

La proporción de trabajo total de los Mecánicos Disel es de 80 % y se usará para calcular el número de observaciones necesarias que garanticen la exactitud del estudio.

Se calculará el número de observaciones para un coeficiente K de 1,96 tomado de la tabla (ver anexo) tomándose como una distribución normal en función del número de observaciones (100); y un nivel de confianza s de 0,05.

De donde se obtiene que N= 118,16 observaciones
Se tomaron 100 observaciones para garantizar la exactitud del estudio.
Comprobación de la exactitud del estudio y Determinación de la proporción de trabajo
Para comprobar la confiabilidad del estudio se hizo necesario verificar si la exactitud del estudio cumple con lo planificado; es decir, que la exactitud propuesta sea mayor que la de las observaciones tomadas durante el tiempo de muestreo. Las observaciones tomadas en los días de observación se resumen en la tabla siguiente. (Ver tabla Nº24)
Tabla N° 23 Resumen de observaciones diarias

Fuente Propia

Para los Mecánicos Disel el porcentaje de desempeño laboral es de 80%, es un valor aceptable, aunque un poco bajo, en virtud que la exactitud resultante de las observaciones realizadas es menor que la exactitud requerida al inicio del estudio, se acepta el tamaño de la muestra.
Actividades Productivas

Las actividades de Sistema de frenos que presenta un mayor porcentaje de ocupación es la de Confirmar si hay repuesto, seguida de colocar repuesto. Esto se debe a que el empleado diagnostica primero la condición del vehículo para luego confirmar si existe en almacén el repuesto que requiere en ese momento. Además muchas veces sucede que en el momento que está colocando el vehículo descubre que debe cambiar otra pieza, entonces de confirmar nuevamente si está disponible la pieza para posteriormente solicitarla y colocarla.
Actividades no productivas

Entre las no productivas la actividad Esperar por repuestos es la que tiene el mayor porcentaje presentando en la distribución general del muestreo de trabajo para esta actividad. Esto se debe al hecho de que una vez que el mecánico diagnostica la condición del vehículo prosigue a solicitar el repuesto necesario, pero en la mayoría de las veces el repuesto no está disponible en almacén por lo que este pasa a ser un pedido foráneo y este es un proceso lento que termina generando tiempos ocioso e improductivos a los mecánicos y por ende el servicio al cliente también se ve afectado por lo incomodidad de la situación.
6.11 Mecánicos Electricistas
Denominación del Cargo: Mecánicos Electricistas
Este cargo tiene como finalidad principal:
Inspeccionar, reparar y colocar repuestos a los vehículos que entran al Taller Mecánico así como también recarga baterías.
Las actividades para este cargo se enuncian a continuación
Actividades Productivas:
Inspeccionar vehículo
Solicita Repuesto
Recarga batería
repara vehículo
inspecciona
Actividades no productivas:
Buscar Herramientas
Consultas al Caporal del Taller Mecánico
Esperar por repuesto
Reuniones Charlas
Personales
Cálculo del Tamaño de la muestra
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |