
- Diagrama bimanual
- Metodología para la construcción
- Formato
- Therbligs
- Importancia de los therbligs
- Principios de la economía de movimientos
- Análisis de un ejemplo
- Referencias bibliográficas
Diagrama bimanual
Este diagrama muestra todos los movimientos realizados por la mano izquierda y por la mano derecha, indicando la relación entre ellas. El diagrama bimanual sirve principalmente para estudiar operaciones repetitivas y en ese caso se registra un solo ciclo completo de trabajo. Para representar las actividades se emplean los mismos símbolos que se utilizan en los diagramas de proceso pero se les atribuye un sentido ligeramente distinto para que abarquen más detalles. Es una herramienta para el estudio de movimientos y muestra las relaciones entre las divisiones básicas relativas de la ejecución del trabajo realizado por las manos.
Este diagrama se enfoca en el estudio de los movimientos de las manos y para el estudio de estos, los separa en elementos básicos.
Se puede realizar de dos formas: Diagrama de macro-movimientos y de micro-movimientos, es decir, de acuerdo con el tipo de proceso a analizar, se realizara en el área máxima y media, o en el área optima.
Se utiliza para analizar las operaciones muy repetitivas.
Su construcción es muy similar al diagrama de flujo solo que se analiza cada movimiento de ambas manos de manera simultánea.
Utilidad:
Permite realizar estudios detallados de operaciones manuales altamente repetitivas.
Permite llegar a conocer los pormenores de trabajo y estudiar cada elemento en relación a los demás. Así tendrá la idea de las posibles mejoras que debe implementar.
Ventajas:
Se puede descubrir patrones de movimiento ineficiente y se notaran fácilmente las violaciones a las leyes de economía de movimiento.
Facilita el cambio de un método de trabajo con el fin de lograr una operación balanceada de ambas manos y se reduzcan o se eliminen los movimientos ineficientes, el resultado será un sitio de trabajo mas regular que ayuda a minimizar las demoras y la fatiga del operario.
SÍMBOLOS A EMPLEAR EN EL DIAGRAMA BIMANUAL
IMPORTANCIA
Este diagrama es importante porque permite realizar un estudio minucioso de las operaciones manuales que son muy repetitivas, al obtener estos resultados podemos determinar qué es lo que realmente está entorpeciendo la tarea o cuáles son los problemas que tiene la misma y con esto analizar y ver las soluciones más factibles y aplicarlas con el fin de optimizar el proceso.
Metodología para la construcción
El diseño del diagrama deberá comprender el espacio en la parte superior para la información habitual; un espacio adecuado para el croquis del lugar de trabajo y la información que se considere necesaria como número de parte, número de plano, descripción de la operación o proceso, fecha de elaboración, nombre de la persona que lo elabora, entre otros; también se debe considerar espacio para los movimientos de ambas manos y para un resumen de movimientos y análisis del tiempo improductivo.
Para la construcción de un diagrama de operaciones bimanual se debe tener presente los siguientes criterios:
1. Estudiar el ciclo de las operaciones varias veces antes de comenzar las anotaciones.2. Registrar una sola mano cada vez.3. Registrar unos pocos símbolos cada vez.
4. El momento de recoger o asir otra pieza al comienzo de un ciclo de trabajo se presta para iniciar las anotaciones.
5. Registrar las acciones en el mismo renglón cuando tienen lugar al mismo tiempo.
6. Las acciones que tienen lugar sucesivamente deben registrarse en renglones distintos. Verifíquese si en el diagrama la sincronización entre las dos manos corresponde a la realidad.
7. Procure registrar todo lo que hace el operario y evítese combinar las operaciones con transportes o colocaciones, a no ser que ocurran realmente al mismo tiempo.
Conviene empezar por la mano que coge la pieza primero o por la que ejecuta más trabajo. Da el mismo punto exacto de partida que se elija, ya que al completar el ciclo se llegará nuevamente allí, pero debe fijarse claramente. Luego se añade en la segunda columna la clase de trabajo que realiza la segunda mano.
Formato
Identificación del diagrama y otra información relevante:
Se anotará: el tipo de diagrama, la actividad en estudio, número de diagrama, el nombre de la persona que compuso el diagrama y otros.

Resumen de actividades: Realizada la anotación de actividades se procederá a la elaboración de un resumen general del número de actividades.
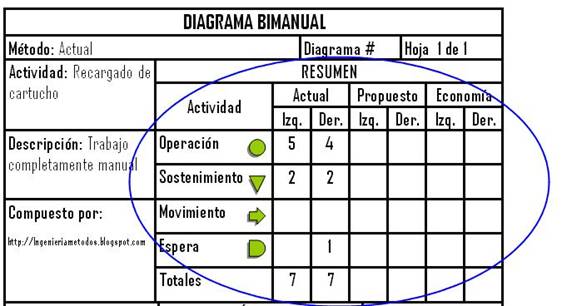
CONCLUSIÓN DEL DIAGRAMA: El diagrama bimanual concluido se muestra a continuación.

Ejemplo de diagrama bimanual: corte de tubos de vidrio
Este ejemplo muy sencillo muestra como se preparó un diagrama birnanual para el corte de tubos de vidrio en trozos cortos con ayuda de una plantilla. El formulario ilustra la naturaleza del trabajo; las operaciones realizadas no requieren explicación.
REGISTRAR Con el método original, el tubo se metía hasta el tope de la plantilla, se marcaba con la lima y se retiraba un poco para muescarlo; luego se sacaba de la plantilla y se partía. Como se verá, el diagrama registra con mucho detalle los movimientos de las manos, ya que en trabajos de ciclo breve como éste las fracciones de segundo, cuando se suman, pueden representar una buena porción del tiempo total del trabajo.
EXAMINAR con sentido crítico. Si se aplica la técnica del interrogatorio a cada paso del método original, se ven enseguida ciertas fallas.
1) ¿Por qué hay que sujetar el tubo cuando está en la plantilla?
2) ¿Por qué no se muesca el tubo mientras se hace girar, en vez de tener esperando a la mano derecha?
3) ¿Por qué hay que sacar el tubo de la plantilla para partirlo?
4) ¿Por qué recoger y depositar la lima al final de cada ciclo? ¿No es posible quedarse con ella en la mano?
El propio gráfico dá las respuestas a las tres primeras preguntas:
1) Siempre habrá que sujetar el tubo mientras está en la plantilla porque la parte que queda fuera es mucho más larga que la otra.
2) No hay ninguna razón que impida hacer girar el tubo y muescarlo al mismo tiempo.
3) Hay que sacar el tubo de la plantilla para romperlo porque, si se lo partiera contra la cara de la plantilla, habría que extraer el extremo cortado, lo que sería difícil si sólo asomara un poco. Si la plantilla fuera de un modelo en que la punta de tubo partida cayera sola, no se necesitaría sacar el tubo.
También es evidente la respuesta a la cuarta pregunta:
4) Se necesitan las dos manos para romper el tubo con el método original, aunque posiblemente no con otro tipo de plantilla.
IDEAR el nuevo método.
Una vez contestadas esas preguntas es fácil hallar una solución adecuada al problema. En la figura puede verse una posible solución: el especialista en estudio del trabajo diseñó la plantilla de modo que se pueda hacer la muesca a la derecha del punto de apoyo y que el trozo cortado caiga cuando le dan un golpe seco; así se evita tener que retirar el tubo y emplear las dos manos para partir la punta. El número de operaciones y movimientos bajó de veintiocho a seis, con lo cual se esperaba aumentar la productividad en un 133 por ciento. De hecho se elevó más aún porque el trabajo se volvió más agradable al haberse eliminado la tarea fastidiosa de «poner el tubo en posición en la plantilla». Ahora se realiza sin necesidad de mirar de cerca, lo que facilita la formación de los operarios y cansa menos.
Therbligs
Definición:
Es el análisis de los movimientos que realiza un operario al efectuar un trabajo, su finalidad es eliminar los movimientos ineficientes y facilitar y acelerar los movimientos eficientes.
Definición de los movimientos fundamentales de therbligs.
Las diecisiete divisiones básicas pueden clasificarse en therbligs efectivos o inefectivos. Los therbligs efectivos son lo que, directamente, hacen progresar la operación. Estos therbligs podrían acortarse algunas veces, pero de hecho es difícil eliminarlos por completo. Los therbligs inefectivos no hacen avanzar el proceso de trabajo y deben ser eliminados, aplicándoles los principios de análisis de la operación del estudio de movimientos.
Una clasificación posterior divide a los therbligs en físicos, semimentales o mentales, objetivos y de retrasos. Idealmente, todo centro de trabajo debería componerse, exclusivamente, de therbligs físicos y objetivos.
? EFECTIVOS
? DIVISIONES FÍSICAS BÁSICAS
? Alcanzar
? Mover
? Sujetar
? Soltar
? Colocación previa
? DIVISIONES OBJETIVAS BÁSICAS
? Usar
? Ensamblar
? Desensamblar
? INEFECTIVOS
? DIVISIONES MENTALES Y SEMIMENTALES BÁSICAS
? Buscar
? Seleccionar
? Colocar
? Inspeccionar
? Planear
? RETRASOS
? Retrasos inevitables
? Retrasos evitables
? Descanso para sobrellevar la fatiga
? Sostener

1.- BUSCAR:
Es el elemento básico de la operación empleada para localizar un objeto. Es la parte del ciclo durante la cual, los ojos o las manos andan a tientas, en busca del objeto.
Buscar es un therblig que el analista debe siempre tratar de eliminar. Las estaciones de trabajo bien planeadas permiten que el trabajo se lleve a cabo continuamente, de manera que no es preciso que el operador efectúe este elemento. Proporcionar el sitio exacto para cada herramienta y cada parte, es el modo práctico de eliminar la búsqueda de la estación de trabajo.
Un empleado nuevo, o alguien a quien el trabajo no es familiar, tiene que usar búsquedas periódicamente, hasta desarrollar suficiente habilidad y destreza.
2.- SELECCIONAR:
Es el therblig que se efectúa cuando el operario escoge una parte de entre dos o más análogas. Este therblig sigue, generalmente, al de búsqueda y es difícil determinar aun por medio de los procedimientos del estudio de micromovimientos cuando termina la búsqueda y cuando empieza la selección. Algunas veces, la selección puede existir sin ir precedida de la búsqueda, sobre todo cuando se trata de ensamblaje selectivo también la selección puede clasificarse entre los therbligs inefectivos y debe ser eliminada cuanto sea posible, del ciclo de trabajo por medio de una mejor distribución de la estación de trabajo y por el control de partes.
Para eliminar este therblig el analista debe preguntarse:
( ¿Son intercambiables las partes comunes?
( ¿Pueden estandarizarse las herramientas?
( ¿Se guardan las partes y los materiales en la misma caja?
( ¿Puede emplearse un estante o una charola para colocar previamente las partes?
3.- SUJETAR:
Sujetar es el movimiento elemental que hace la mano, al cerrar los dedos contra una parte, en una operación. Sujetar es un therblig efectivo y, generalmente, no puede ser eliminado, aunque en muchos casos puede mejorarse. Comienza cuando los dedos de cualquiera de las manos empiezan a cerrarse alrededor del objeto, para controlarlo, y termina en el instante en que se ha logrado el control. Estudios detallados han demostrado que existen varios tipos de sujetar, algunos de los cuales requieren tres veces más tiempo que los otros. Debe tratarse de reducir a un mínimo el número de operaciones de sujetar, durante el ciclo de trabajo y las partes que deben sujetarse deben estar colocadas de manera que pueda emplearse el tipo más simple de sujetar.
Las preguntas de confrontación que podrían ayudar a mejor los therbligs sujetar efectuado durante un ciclo, son:
( ¿Sería aconsejable que el operador sujetara más de una pieza cada vez?
( ¿Podría usarse un "sujetar-contacto" en vez de un "sujetar-levantar".
( ¿Podría simplificarse la operación de sujetar partes pequeñas poniéndole un borde a la caja?
( ¿Podrían acomodarse previamente las partes u objetos, para hacer más fácil el sujetar?
4.- ALCANZAR:
Representa el movimiento de una mano vacía, sin resistencia, hacia, o desde un objeto. La división básica de alcanzar se conocía como "transporte en vacío", en el sumario original de Gilbreth. Sin embargo, la mayor parte de los especialistas en métodos aceptan, en la actualidad el término más corto. Alcanzar comienza en el instante en que la mano se mueve hacia el objeto o sitio, y termina en cuanto acaba el movimiento, al llegar al objeto o al sitio. Alcanzar va casi siempre precedido de soltar y seguido de sujetar. Es natural que el tiempo requerido para ejecutar un alcanzar, dependa de la distancia recorrida por la mano. Como sujetar, alcanzar puede clasificarse como un therblig objetivo y no puede generalmente, ser eliminado del ciclo de trabajo. Sin embargo, si puede ser reducido, acortando las distancias requeridas para alcanzar.
5.- MOVER:
Es la división básica para significar el movimiento de una mano con un peso. El peso puede tomar la forma de presión. Mover fue llamado en un principio "transporte con carga". Este therblig comienza en cuanto la mano, baja el peso se mueve hacia un sitio y termina, en el instante en que el movimiento se detiene, al llegar a su destino. El tiempo requerido para ejecutar el mover depende de la distancia, peso que se mueva y tipo de movimiento. Mover es un therblig objetivo y es difícil de eliminarlo del ciclo de trabajo. Con todo, puede reducirse el tiempo para ejecutar el mover, acordando las distancias, aligerando el peso, o mejorando el tipo de movimiento por medio de caídas por gravedad o de transportadores en el punto terminal del movimiento, de manera que no sea necesario llevar, el objeto que debe transportarse, a un sitio específico.
Tanto el therblig mover, como el de alcanzar, pueden mejorarse preguntando y respondiendo a las siguientes preguntas.
( ¿Podría eliminarse alguno de estos therbligs?
( ¿Podría acortarse ventajosamente las distancias?
( ¿Se emplean los mejores medios, es decir, transportadores, la mano, torcedores, tenazas, etcétera?
( ¿Se emplea el miembro del cuerpo correcto, es decir los dedos, el brazo, la cintura, el hombro?
( ¿Podría emplearse conducto por gravedad?
( ¿Podrían efectuarse los transportes por medios mecánicos y aparatos operados por medio de los pies?
6.- SOSTENER:
Sostener es la división básica que tiene lugar, cuando cualquiera de las dos manos soporta o mantiene bajo control un objeto, mientras la otra mano ejecuta trabajo útil. Sostener es un therblig inefectivo y puede eliminarse, generalmente, del ciclo de trabajo, diseñando un dispositivo que sostenga la pieza que se trabaja en lugar de tener que emplear la mano. Además, rara vez es la mano un dispositivo eficiente para sostener, por lo que el analista de métodos procurará siempre, eliminar el sostener de todo ciclo.
Sostener comienza en el instante en que la mano comienza a controlar el objeto y termina cuando la otra mano completa el trabajo sobre el mismo. Un ejemplo típico de sostener es cuando una mano sostiene un tornillo, mientras la otra pone en él la tuerca. Durante el ensamblaje de tornillo y tuerca, la mano izquierda estará utilizando el therblig sostener.
Sostener puede casi siempre eliminarse respondiendo a estas preguntas.
( ¿Podría usarse una plantilla mecánica, tal como un tornillo, pasador, gancho, grapa o vacío?
( ¿Podría usarse fricción?
( ¿Podría usarse un dispositivo magnético?
( ¿Podría usarse un dispositivo de sujeción doble?
7.- SOLTAR:
Soltar tiene lugar cuando el operador abandona el control del objeto. Soltar es el Therblig que se ejecuta en más corto tiempo y es muy poco lo que puede hacerse para mejorar el tiempo en que se ejecuta este therblig objetivo.
Soltar comienza, en el momento en que los dedos empiezan a separarse de la parte controlada y termina, en el instante en que los mismos dedos quedan libres de ella. Este Therblig es casi siempre precedido por Mover o Colocar y seguido por Alcanzar.
Para mejorar el Soltar, el analista debe preguntarse:
¿Puede soltar, hacerse en tránsito?
¿Podría usarse un expulsor mecánico?
¿Están bien diseñadas y son de tamaño adecuado las cajas que deben contener la parte, después de soltar?
Al terminar soltar, ¿Quedan las manos en posición más ventajosa para el siguiente Therblig?
¿Podrían soltarse varios objetos?
8.- COLOCAR:
Colocar es un elemento de trabajo que consiste en colocar un objeto, de modo que quede orientado en un sitio específico. El therblig colocar tiene lugar en forma de duda, mientras la mano o manos tratan de colocar la parte, de modo que el siguiente trabajo pueda ejecutarse con más facilidad. En realidad colocar, puede ser la combinación de varios movimientos rápidos. Colocar en un dado, con cierto contorno, puede ser un ejemplo clásico de colocar. Colocar generalmente va precedido por un mover y seguido de soltar; principia en cuanto la mano o manos que controlan el objeto, comienzan a agitarse, volverse, torcerse o deslizar la parte, para orientarla hacia el sitio adecuado y termina, tan pronto como la mano comienza a apartarse del objeto.
Colocar, puede generalmente ser eliminada o mejorada respondiendo a éstas y otras preguntas de confrontación.
¿Podría usarse como guía dispositivos tales como: embudos, boquillas, topes, soportes oscilante, pasador de colocación, agujeros, biseles, llaves o pilotos?
¿Podrían cambiarse las tolerancias?
¿Podría estar con taladrado o avellanado el agujero?
¿Podría usarse una plantilla?
¿Complican la operación de colocar?
¿Podría hacerse cónico el artículo, para actuar como piloto?
9.- COLOCACIÓN PREVIA:
Colocación previa es un elemento de trabajo que consiste en colocar un objeto en un sitio predeterminado, de manera que pueda sujetar en la posición en que tiene que ser sostenido, cuando se le necesite.
La colocación previa tiene lugar, frecuentemente, en conjunción con otros therbligs, uno de los cuales es mover. Es la división básica que colocar una parte, de manera que se encuentre en posición conveniente a su llegada. Es difícil medir el tiempo de una colocación previa, ya que es un therblig que rara vez puede aislarse. Una colocación previa, tendrá lugar al alinear una desatornillador, mientras se mueve hasta el tornillo que ha de desatornillar.
Las siguientes preguntas ayudarán al analista a estudiar el therblig de colocación previa:
¿Puede utilizarse en la estación de trabajo un dispositivo para sostener las herramientas en la posición conveniente, con sus mangos hacia arriba?
¿Podrían colgarse las herramientas?
¿Podría utilizarse una guía?
¿Podría utilizarse un cartucho de alimentación ya preparado?
¿Podría utilizarse un dispositivo para aplicar las partes?
¿Podría utilizarse un dispositivo rotatorio?
10.- INSPECCIONAR:
Inspeccionar es un elemento de la operación, que efectúa el operador para asegurarse de que ha producido un objeto de aceptable calidad. Se efectúa una inspección con el fin principal de comparar un objeto con un estándar. Generalmente no es difícil distinguirla, ya que los ojos se fijan en el objeto y se nota una dilación, mientras la mente decide entre aceptar o rechazar la pieza producida. El tiempo que se lleva en la inspección, depende de la severidad del estándar y lo que la parte en cuestión, se separe del mismo. Si un operario estuviera sacando todas las canicas azules de una caja, perdería muy poco tiempo en decidir, lo que tendría que hacer con una roja. Sin embargo, si escogiera una canica púrpura, dudaría un poco más en dejarla o rechazarla.
El analista podría mejorar el therblig Inspeccionar, examinando los siguientes problemas:
¿Podría eliminarse la inspección o combinarse con otra operación o therblig?
¿Podrían usarse calibradores o pruebas múltiples.
¿Podría reducirse el tiempo de inspección por medio de mejor alumbrado?
¿Los objetos que se inspeccionan están a una distancia conveniente de los ojos del operador?
¿Facilitaría la inspección una radiografía?
¿Tendría aplicación un ojo eléctrico?
11.- ENSAMBLAR:
Ensamblar es la división básica que tiene lugar, cuando se unen dos partes correspondientes. Este es otro therblig objetivo y puede ser más fácilmente mejorado, que eliminado. Ensamblar va, casi siempre, precedido de colocar o de mover, y seguido de soltar. Comienza, en el instante en que las dos partes se ponen en contacto y termina, al completarse el elemento unitivo.
12.- DESENSAMBLAR:
Es lo contrario de ensamblar y tiene lugar, cuando dos partes correspondientes se separan.
13.- USAR:
Usar es un Therblig completamente objetivo y tiene lugar cuando, una o las dos manos controlan un objeto, durante el tiempo en que se ejecuta el trabajo productivo. Cuando las dos manos apoyan un función contra una esmeriladora, "Usar", será el therblig que indique correctamente la acción de ambas manos. Después de que un desatornillador ha sido colocado en la cabeza del tornillo, comenzará un usar en el momento en que el tornillo comience a penetrar. La duración de este therblig, depende de la clase de operación y de la destreza del operario; es de fácil estudio, ya que este therblig "hace avanzar la operación hacia su objetivo".
Al estudiar los tres therbligs objetivos de Ensamblar, Desensamblar y Usar, deben pensarse en las siguientes preguntas:
¿Puede usarse una plantilla o un dispositivo?
¿La cantidad de trabajo justificaría equipo automatizado?
¿Sería práctico hacer el ensamblaje en unidades múltiples?
¿Podría usarse una herramienta más eficiente?
¿Podrían usarse topes?
¿Se opera la herramienta con las alimentaciones y a las velocidades más eficientes?
¿Debería usarse una herramienta eléctrica?
14.- RETRASOS INEVITABLES:
Retrasos inevitables son, las interrupciones que el operador no puede evitar, en la continuidad del trabajo. Representa el tiempo muerto en el ciclo de trabajo de parte de una o de ambas manos, según la naturaleza del proceso. Por ejemplo, cuando un operador alimenta manualmente un taladro, con la mano derecha, la mano izquierda representa un retraso inevitable. Ya que el operador no puede controlar los retrasos inevitables, será necesario cambiar de algún modo el proceso, si se les quiere eliminar del ciclo.
15.- RETRASOS EVITABLES:
Todo tiempo muerto que ocurre durante el ciclo de trabajo y del que solo el operario es responsable, ya sea intencional o no intencionalmente, se ha clasificado bajo el nombre de Retrasos Evitables. De este modo, si un operador sufre un acceso de tos durante la operación, tal detención podría ser evitable, porque normalmente no aparecería en el ciclo. La mayor parte de los posibles retrasos evitables pueden ser evitados por el operador, sin cambiar el método o el proceso que sigue el trabajo.
16.- PLANEAR:
El therblig planear es un proceso mental, cuando el operador se detiene para determinar la acción que debe seguir. Planear puede suceder en cualquier etapa del ciclo y puede descubrirse fácilmente en la forma de una duda, después de haber localizado todos los componentes. Este therblig es característico de los operadores nuevos y generalmente, puede eliminarse del ciclo, por medio del entrenamiento.
17.- DESCANSO PARA SOBRELLEVAR LA FATIGA:
Esta clase de retrasos aparece muy rara vez en cada ciclo, pero sí, periódicamente, como necesidad que experimenta el operario, de reponerse de la fatiga. La duración del descanso, para sobrellevar la fatiga variará, como es natural, según la clase de trabajo y según las características físicas del operador que ejecuta el trabajo.
Para reducir el número de veces que ocurre el therblig descansar, el analista debe considerar:
¿Se usa la mejor clasificación del orden de músculos?
¿Son satisfactorias las condiciones de trabajo, tales como: temperatura, humedad, ventilación, ruido y luz?
¿Tienen los bancos la altura conveniente?
¿Puede el operador sentarse y ponerse de pie alternativamente mientras ejecuta su trabajo?
¿Tiene el operador una silla cómoda y a la altura que le conviene?
¿Se emplean métodos mecánicos para cargas pesadas?
Importancia de los therbligs
Los therbligs son importantes porque mediante ellos podemos determinar que movimientos son productivos y cuáles no y así poder eliminarlos para realizar la operación en el menor tiempo posible, y de esta forma dejar solo los therbligs efectivos que son los que directamente hacen progresar la operación y descartar los inefectivos que no hacen avanzar el proceso de trabajo, al aplicarles los principios de análisis de la operación del estudio de movimientos.
HISTORIA:
En el rayo temprano de Frederick W. Taylor de los 1900s del estudio del tiempo en mucho el igual detecte que utilizamos el término hoy. Entre otras cosas él utilizó medidas del cronómetro para seleccionar el método de hacer más rápido y mejor cada movimiento elemental. B. franco Gilbreth y Lillian M. Gilbreth aplicó estudio del movimiento para subdividir los movimientos elementales en 17 elementos que llamaron therbligs. En los años 20 el Asa B. Segur concluyó que, dentro de límites prácticos, el tiempo requerido para los trabajadores cualificados medios para realizar un elemento particular del movimiento es una constante. En los años 30 un número de analistas del estudio del tiempo propusieron los esquemas para combinar estos tiempos elementales del movimiento. Tales combinaciones rindieron las épocas sintéticas para una variedad amplia de métodos manuales de realizar tareas manuales ordinarias. Estas técnicas, que evitaron el uso directo del cronómetro, se convirtieron en los primeros sistemas predeterminados rudimentarios del tiempo.
Después de que las extensiones modernas de la guerra mundial II del estudio del movimiento fueran utilizadas en Westinghouse para recoger un almacén grande de los datos de elemental indique las épocas. Maynard, Stegemerten, y Schwab desarrollaron la medida del Método-Tiempo predeterminaron el sistema del tiempo (entonces MTM y ahora Mtm-1) basado en los datos de Westinghouse. Éste y un número de sistemas derivados siguen siendo adentro uso.
En los años 60 tempranos los derivados de la segunda generación de Mtm-1 comenzaron a aparecer. Los médicos americanos desarrollaron los datos estándares principales (MSD) basados en su experiencia con MTM. Aunque estuvo basado en datos de MTM, MSD tenía un sistema simplificado de elementos del movimiento. Los analistas suecos desarrollaron Mtm-2 basado en una reducción estadística del número de los elementos del movimiento en Mtm-1.
MODAPTS fue desarrollado por el ingeniero químico G. Chris Heyde australian. Heyde manejó una operación de los estándares de tiempo para una organización de la multi-planta. En 1954 él comenzó a utilizar MTM. En los años 60 tempranos que él procuró a redujo el coste de fijar estándares de tiempo por primer MSD y entonces Mtm-2 que usaban. Finalmente su interior dado vuelta búsqueda. La asociación internacional de MODAPTS dice eso
… Chris Heyde pensó que podría ser hecho aún más, particularmente en vista de valores del tiempo el reasignar a la pieza del cuerpo usada. Era en este tiempo que Sr. Heyde comenzó el desarrollo de un sistema que podrían ser memorizados fácilmente y que contuvo solamente valores enteros del tiempo del número entero. Él probó cada método de presentar concebible los datos predeterminados del tiempo para la facilidad de empleo, la facilidad de aprender, y la consistencia de resultados. En 1966, MODAPTS fue introducido. Recibió la aceptación inmediata y alinea hoy entre el más popular del mundo.
THERBLIGS EN SU APLICACIÓN EN INGENIERÍA INDUSTRIAL
El término puede sonar como un nuevo término de la computadora o una cierta parte obscura de la anatomía humana, pero Therbligs es realmente son las llaves, que abren el misterio de la manera, nosotros trabaja. En el mundo de hoy del negocio, que requiere días laborables más largos y más largos de sus empleados, Therbligs pudo apenas ser el método, que puede afeitar horas a partir de un día laborable.
Therbligs abarca un sistema para analizar los movimientos implicados en la ejecución de una tarea. La identificación de movimientos individuales, así como momentos de retrasa en el proceso, fue diseñada encontrar movimientos innecesarios o ineficaces y utilizar o eliminar partir-segundos uniformes del tiempo perdido. La carta franca y Lillian Gilbreth inventaron y refinaron este sistema, áspero entre 1908 y 1924.
Es verdad irónico que el material lo más a menudo posible solicitado de Gilbreth, estaba para un tema que nunca fue cubierto en cualesquiera de sus libros. Mientras que el concepto del Therblig fue llevado alrededor de 1908, era refinado y probado constantemente, como herramienta; una herramienta muy de gran alcance.
En sus escrituras a partir de cerca de 1915 a 1920, el Gilbreths comienza a hablar de 15 a 16 "movimiento completa un ciclo", pero raramente nombrado les todos y no refirió a cualquier sistema comprensivo. De hecho, no era hasta el verano tardío de 1924, poco después la muerte de la carta franca que el sistema entero de Therblig fue presentado en dos artículos en la gerencia y la administración {agosto, 1924 151-154; Septiembre, 1924 295-297}. He encontrado un poco de material en la colección de Gilbreth, en Purdue y algunos refinamientos provechosos en libros por Alan Mogensen: Sentido común aplicado al estudio de movimiento y de tiempo y por el Dr. Ralph Barnes: Estudio de movimiento y de tiempo [séptimo Ed., en el 80, Juan Wiley e hijo, NY]. Estas fuentes se han utilizado en este artículo, para proporcionar una descripción del tema. [nota: mientras que el estudio y Therbligs del movimiento han sido repasados y utilizados por otros autores, Mogensen y Barnes desarrollaron las mejoras más importantes en el trabajo original del Gilbreths]
Antes de proceder, debe ser hecho claramente que Therbligs no tenía ninguna relación al estudio del tiempo. No importa qué el sastre o su feliz venda de seguidores puede tener intimated, ni las tentativas más últimas del estudio del movimiento que ata de medir el tiempo de estudio, como Gilbreth franco puesto le: "….Taylor nunca hizo cualquier estudio del movimiento de la clase lo que." El mismo nombre, "Therblig", fue creado para demostrarla propiedad de Gilbreth del término (la palabra que es, Gilbreth deletreado al revés a excepción del "th").
Con varios métodos de estudio del movimiento (estudio de micro-Motion (película de la película) y el Chronocyclegraph) el Gilbreths podía examinar el más pequeño de movimientos. Sin embargo, para hacer el uniforme de proceso, entre los médicos, necesitaron un método de categorizar los tipos de movimientos. El método también tendría que ser un sistema que podría aplicarse fácilmente a todos los tipos como de actividades pero todavía permitir la identificación de lo que vio el Gilbreths innecesario o fatiga produciendo movimientos. El método que resulta incluido dondequiera a partir del 15 a tanto como 18 Therbligs (que fueron agregados por al Gilbreths y a autores más últimos).
El Therbligs entonces sería trazado en una carta de Simo (carta simultánea del movimiento) junto con el tiempo que cada movimiento tomó. Las secuencias de movimientos de cada mano fueron trazadas, al igual que un pie, si está utilizado para los controles del pedal. Entonces, examinando las cartas, uno podría determinarse qué Therbligs duraba demasiado o cuál podría ser eliminado cambiando el trabajo. Podían también identificar períodos de retrasan causado sean cualquier la disposición de tool/part. [nota: mientras que el tiempo fue medido, fue hecho para cuantificar tan solamente el grado de cada Therblig. Los valores nunca asignados del tiempo de Gilbreths a Therbligs o a las varias tareas, como creyeron eso con un método mejorado de hacer el trabajo, la duración de ciclo más corta seguiría naturalmente.
Principios de la economía de movimientos
Son leyes aplicables a cualquier tipo de trabajo, se agrupan en tres subdivisiones básicas, aplicación y uso del cuerpo humano; arreglo del área de trabajo y diseño de herramientas y equipo.
El analista de tiempos y métodos debe familiarizarse con todas las leyes de la economía de movimientos de manera que sea capaz de descubrir rápidamente las ineficiencias en el método usado, inspeccionando brevemente el lugar de trabajo y la operación.
Según lo formularon por primera vez los esposos Gilberth, se tienen los principios de la economía de movimientos, también desarrollados por ellos y perfeccionados por otros investigadores, principalmente por Ralph M. Barnes. No todos estos principios son aplicables a todo trabajo, y algunos sólo tienen aplicación por medio del estudio de micromovimientos. Sin embargo, los que se aplican al estudio visual de los movimientos, así como los aplicables en la técnica de micromovirnientos, y que deben tenerse en cuenta en la mayoría de los casos, pueden clasificarse en tres subdivisiones principales, atendiendo: 1) al uso del cuerpo humano, 2) a la disposición y condiciones en el lugar de trabajo 3) al diseño de las herramientas y el equipo.
El analista de métodos debe estar familiarizado con los principios visuales de la economía de movimientos, de modo que pueda detectar las deficiencias o fallas del método seguido, con una rápida inspección del sitio de trabajo y de la operación.
Estos principios fundamentales son los siguientes, según su clasificación indicada:
A. Relativos al uso del cuerpo humano
1. Ambas manos deben comenzar y terminar simultáneamente los elementos o divisiones básicas de trabajo, y no deben estar inactivas al mismo tiempo, excepto durante los periodos de descanso.
2. Los movimientos de las manos deben ser simétricos y efectuarse simultáneamente al alejarse del cuerpo y acercándose a éste.
3. Siempre que sea posible debe aprovecharse el impulso o ímpetu físico como ayuda al obrero, y reducirse a un mínimo cuando haya que ser contrarrestado mediante su esfuerzo muscular.
4. Son, preferibles los movimientos continuos en línea curva en vez de los rectilíneos que impliquen cambios de dirección repentinos y bruscos.
5. Debe emplearse el menor número de elementos o therbligs, y éstos se deben limitar a los del más bajo orden o clasificación posible. Estas clasificaciones, enlistadas en orden ascendente del tiempo y el esfuerzo requeridos para llevarlas a cabo, son:
a) Movimientos de dedos.
b) Movimientos de dedos y muñeca.
c) Movimientos de dedos; muñeca y antebrazo.
d) Movimientos de dedos, muñeca, antebrazo y brazo.
e) Movimientos de dedos, muñeca, antebrazo, brazo y todo el cuerpo.
6. Debe procurarse que todo trabajo que pueda hacerse con los pies se ejecute al mismo tiempo que el efectuado con las manos. Hay que reconocer, sin embargo, que los movimientos simultáneos de pies y manos son difíciles de realizar.
7. Los dedos cordial y pulgar son los más fuertes para el trabajo. El índice, el anular y el meñique no pueden soportar o manejar cargas considerables por largo tiempo.
8. Los pies no pueden accionar pedales eficientemente cuando el operario está de pie.
9. Los movimientos de torsión deben realizarse con los codos flexionados.
10. Para asir herramientas deben emplearse las falanges, o segmentos de los dedos, más cercanos a la palma de la mano.
B.- Disposición y condiciones en el sitio de trabajo
1. Deben destinarse sitios fijos para toda herramienta y todo material, a fin de permitir la mejor secuencia de operaciones y eliminar o reducir los therbligs buscar y seleccionar.
2.-Hay que utilizar depósitos con alimentación por gravedad y entrega por caída deslizamiento para reducir los tiempos de alcanzar y mover; así mismo, conviene disponer de expulsores, siempre que sea posible, para retirar automáticamente las piezas acabadas.
3.-Todos los materiales y las herramientas deben ubicarse dentro del perímetro normal de trabajo, tanto en el plano horizontal como en el vertical.
4. Conviene proporcionar un asiento cómodo al operario, en que sea posible tener la altura apropiada para que el trabajo pueda llevarse a cabo eficientemente, alternando las posiciones de sentado y de pie.
5. Se debe contar con el alumbrado, la ventilación y la temperatura adecuados.
6. Deben tenerse en consideración los requisitos visuales o de visibilidad en estación de trabajo, para reducir al mínimo las exigencias de fijación de la vista.
7.-Un buen ritmo es esencial para llevar a cabo suave y automáticamente una operación, y el trabajo debe organizarse de manera que permita obtener un ritmo fácil y natural siempre que sea posible.
C.- Diseño de las herramientas y el equipo.
1. Deben efectuarse, siempre que sea posible, operaciones múltiples de las herramientas combinando dos o más de ellas en una sola, o bien disponiendo operación múltiple en los dispositivos alimentadores, si fuera el caso (por ejemplo, en tornos con carro transversal y de torreta hexagonal).
2. Todas las palancas, manijas, volantes y otros elementos de manejo deben estar fácilmente accesibles al operario, y deben diseñarse de manera que proporcionen la ventaja mecánica máxima posible y pueda utilizarse el conjunto muscular más fuerte.
3. Las piezas en trabajo deben sostenerse en posición por medio de dispositivos de sujeción.
4. investíguese siempre la posibilidad de utilizar herramientas mecanizadas eléctricas o de otro tipo) o semiautomáticas, como aprieta-tuercas y destornilladores motorizados y llaves de tuercas de velocidad, etc.
Aplicación y uso del cuerpo humano
Las dos manos deben empezar y terminar sus movimientos al mismo tiempo, y no deben estar ociosas al mismo tiempo, excepto en periodos de descanso. Los movimientos de los brazos deben hacerse simultáneamente en direcciones opuestas y simétricas.
Los movimientos de las manos deben ser confinados a su rango más bajo, pero sin perjudicar la eficiencia del trabajo realizado. El trabajador debe aprovechar, en cuanto sea posible, el impulso que pudiera traer el material sobre el que trabaja y evitar el comunicárselo o retirárselo con esfuerzo muscular propio.
Se debe preferir que los movimientos de las manos sean suaves y continuos y nunca en zigzag o en líneas rectas con cambios bruscos de dirección. Los movimientos libres son más fáciles, rápidos y precisos, que aquellos rígidos, fijos o controlados. El ritmo es esencial al realizar una operación manual de manera suave y automática, procurando, en cuanto sea posible, adquirirlo en forma natural y fácil.
Arreglo del área de trabajo
Debe haber un lugar fijo y determinado para todas las herramientas, materiales y controles, los cuales deben estar localizados enfrente del operador y lo más cerca posible.
Las cajas y depósitos que reciban material por gravedad deben estar adaptados para entregarlo acerca y enfrente del operario. Además, siempre que sea posible, el material terminado debe retirarse usando la fuerza de gravedad.
Los materiales y las herramientas deben colocarse de manera que permitan una sucesión continua de movimientos.
Deben tomarse medidas para asegurar adecuadas condiciones de visión. La buena iluminación es el primer requisito para una percepción visual satisfactoria. Igualmente, la altura del banco de trabajo y la silla deben arreglarse para alternar fácilmente el trabajo parado o sentado. Por tanto, debe proveerse a cada empleado con una silla cuyo tipo y altura permitan una correcta postura.
Diseño de herramientas y equipo
Siempre que sea posible, deben usarse guías, sostenes o pedales para que las manos realicen más trabajo productivo. También se debe procurar que dos o más herramientas se combinen en una y que junto con los materiales queden en posición previa a su uso.
En un trabajo tal como el de escribir a máquina, en que cada dedo desarrolla un movimiento específico, la carga deberá ser distribuida de acuerdo a la capacidad inherente a cada uno. Los mangos como los usados en desarmadores grandes y manivelas, deben diseñarse para permitir que la mano entre en contacto lo más que sea posible con la superficie. Esto es importante cuando al usarlo se ejerce fuerza. Por otro lado, las palancas, los travesaños y manivelas, deben colocarse en tal posición, que permita manejarlas con el menor cambio de postura del cuerpo y con la mayor ventaja mecánica.
Las cinco clases generales de movimientos
Página siguiente  |