Proceso sistematizado para el control de repuestos y herramientas en almacenes (página 2)
 Coordinación del almacén con los departamentos de control de inventarios y contabilidad.
Coordinación del almacén con los departamentos de control de inventarios y contabilidad.
Técnicas de Almacenaje
Es un conjunto de actividades relacionadas entre sí, las cuales se ocupan de la colocación de una mercancía en donde pueda ser racionalmente conservada, y consiste en aquellos tratamientos protectores y preventivos, los cuales permiten la entrada de una mercancía a la sección o a la persona que deba utilizarla, con sus características.
El estudio de la técnica de almacenaje es necesario:
1. Conocer a fondo la mercancía, identificando las eventualidades de alteración que pueda presentarse.
2. Proceder a la investigación sistemática de las causas de dicha alteración.
3. Establecer criterios de control del estado de conversación de las mercancías.
4. Establecer cuáles son los criterios a adoptar para conservar dichas mercancías sin que sufra daño alguno.
5. Fijar los criterios de emergencia a adoptar en los casos iníciales averías.
6. Establecer los criterios de utilización de las partidas de mercancías averías.
La mala recepción de los materiales es un lujo que no puede permitirse ni las empresas más prosperas.
La aceptación de materiales que no reúnan los requisitos debidos, pueda dar lugar a devoluciones por partes del departamento de producción, a rechazos de fabricación y a rendimiento inferiores a los previstos.
Almacenamiento
Es el proceso en el que se producen tres funciones principales: la recepción de los productos, el depósito de los productos y el retiro de los mismos luego de su solicitud. El almacenamiento es uno de los niveles más importantes en la cadena de abastecimiento, razón por la cual resulta una actividad costosa para las empresas, ya que los costos totales de las mismas, generalmente constituyen entre el 2% y el 5% (Frazelle, 2002).
Gestión de Almacenes
Es el proceso logístico que trata la recepción, almacenamiento, el movimiento dentro de un mismo almacén y el movimiento hasta el punto de consumo de cualquier producto, así como el tratamiento e información de los datos generados (Price Waterhouse Coopers, s.f.).
Los objetivos principales de la gestión de almacenes se reducen al aumento de la eficiencia de la empresa recudiendo los errores, el tiempo y los costos de las operaciones, para así satisfacer de manera íntegra las necesidades de los clientes.
Sistema de Gestión de Almacén
Determina los criterios para seleccionar que ha de salir del almacén para atender una petición concreta. La importancia de este sistema radica en que incide directamente sobre el periodo de permanencia de los productos en el almacén.
Seguridad en Almacenes
En los almacenes debe prestársele atención no solo al problema de la protección contra incendios, sino especialmente a los hurtos, ya que, junto a la
obsolescencia, representa el principal elemento en los costos de almacenamiento (Díaz, 1999).
Díaz (1999) propone algunas reglas simples que ayudan a la reducción del problema de la seguridad en el almacén:
Asegurarse de que las áreas de almacenes estén cerradas o protegidas; iluminar adecuadamente las áreas de almacenes; colocar los estacionamientos de los trabajadores en áreas separadas a los almacenes; prohibir la entrada de usuarios y empleados que no tengan que ver con las actividades del almacén.
Crear controles de acceso: conformar cuerpo de vigilantes, verificar los vehículos que entran y salen, inspeccionar de manera no anunciada casilleros, escritorios y vehículos personales.
Hacer inventarios periódicos y/o permanentes para verificar si hay pérdida de material.
Involucrar al personal en el control de los materiales a través de charlas, concursos, aceptación de sugerencias, entre otros.
Inventario
Según Díaz (1999), los inventarios o stocks son la cantidad de bienes de una empresa tiene en existencia en un determinado momento. Los inventarios son activos que posee la empresa para ser vendidos en el curso normal de la operación, en el proceso de producción con vistas a esa venta o en forma de materiales o suministros para ser consumidos en el proceso de producción o en la prestación de servicios (NIIF2, s.f.).
Objetivos del Inventario
Los objetivos del inventario según Ramírez J. (2007) "es proveer o distribuir adecuadamente los materiales necesarios a la empresa". (p.43) Colocándolos a disposición en el momento indicado, para así evitar aumentos de costos y
pérdidas de los mismos, permitiendo satisfacer correctamente las necesidades
reales de la empresa a las cuales debe permaneces constantemente adaptado. Por lo tanto, la gestión de inventarios debe ser atentamente controlada y vigilada.
Administración de los Inventarios
La administración de los inventarios según Ramírez J. (2007) es "la eficiencia en el manejo adecuado del registro, de la rotación y evaluación del inventario de acuerdo a como se clasifique y que tipo inventario tenga la empresa." (p. 48). Ya que a través de todo esto se determinarán los resultados (utilidades o pérdidas) de una manera razonable, pudiendo establecer la situación financiera de la empresa y las medidas necesarias para mejorar o mantener dicha situación. La administración de inventario implica la determinación de la cantidad de inventario que deberá mantenerse, la fecha en que deberán colocarse los pedidos y las cantidades de unidades a ordenar.
Control de Inventarios
Se encarga de regular en forma óptica las existencias en los almacenes tanto de refacciones como de herramientas equipos o repuestos; protegiendo a la empresa de costos innecesarios por acumulamiento o falta de existencias en el almacén. El inventario es parte importante dentro del proceso de una empresa.
Manejo de Inventario
Proceso de asegurar la disponibilidad de los productos a través de actividades de administración de inventario como planeación, posicionamiento de stock y supervisión de la edad del producto.
Funciones de los Inventarios
Las principales funciones del inventario son las siguientes:
Eliminación de irregularidades de la oferta.
Compra o producción en lotes o tandas.
Permitir a la organización manejar materiales perecederos.
Almacenamiento de mano de obra.
Ayudar a la independencia de operaciones.
Continuar de las variaciones de demanda.
Determinar condiciones económicas de aprovisionamiento.
Determinar la óptima secuencia de operaciones.
Uso óptimo de la capacidad productiva.
Conocer el detalle de ubicación, especificaciones técnicas de los repuestos y materiales en custodia en el almacén.
Proceso
Es el conjunto de procedimientos que se ejecutan de forma secuencial por varias unidades organizativas para obtener un determinado producto a través de la transformación de insumos.
Instrucciones
Son lineamientos que regulan el procedimiento. Estos describen de manera detallada cada paso de una actividad y clarifica la forma de realizar una tarea determinada. Dentro de las instrucciones se encuentran las instrucciones generales y las instrucciones específicas que se definen de la siguiente manera:
Instrucciones Generales: son las condiciones que se basa en las instrucciones del trabajo o aquellas instrucciones de carácter obligatorio que deben cumplirse.
Instrucciones Específicas: indican las responsabilidades y los alineamientos específicos y/o reglas que deben observarse para el cumplimiento de la instrucción de trabajo.
Control de Materiales
Los materiales y repuestos en toda empresa representan un factor básico de operaciones y constituyen por lo general un elevado porcentaje de las inversiones, de allí la importancia de un adecuado control de los mismos. Tiende a ocasionar pérdidas por desperdicios, deterioro, mal uso, robo, etc. el valor de los inventarios es dinero invertido que es preciso controlar constantemente asignado responsable en garantía de su manejo honesto y cuidadoso.
Objetivos del Control de Materiales
No comprenden los fondos de las empresas en comprar innecesarias de materiales y repuestos.
Rechazar materiales y repuestos que no hayan sido pedidos o que no cumplan con las especificaciones técnicas adecuadas.
Asegurar los recibos de los materiales y repuestos y su cargo con los precios adecuados.
Controlar adecuadamente las existencias de materiales y repuestos en el almacén.
Stock.
Se entiende por stock a todo aquel conjunto de materiales, artículos o existencia que se encuentran salvaguardados en el almacén como depósito de reserva.
También se puede definir el stock como: la cantidad de bienes que dispone una empresa, es decir, que este término se utiliza generalmente para referirse a los productos almacenados en otras palabras, al inventario.
El stock representa uno de los componentes de mayor relevancia en la determinación del resultado tanto a través del costo que genera la atención de recursos financieros en su inmovilización como los vinculados a su posesión y custodia.
La rotación del stock y el nivel de inventario mantenido en una empresa son aspectos de vital importancia para cualquier tipo de organización. Una alta rotación y un bajo nivel de stock se traduce significativas mejoras de eficiencia, ahorra de costos y aplicaciones efectivas de los recursos financieros de toda empresa.
Procedimientos
Los procedimientos permiten establecer la secuencia para efectuar las actividades rutinarias y especificas; se establecen de acuerdo con la situación de cada empresa, de se estructura organizacional, clase del producto, turnos del trabajo, disponibilidad de equipo y materiales, incentivos y otros factores. Los procedimientos establecen el orden cronológico y la secuencia de actividades que deben seguirse en la realización de un trabajo repetitivo.
Importancia de los Procedimientos
Los procedimientos son fundamentales para planear adecuadamente, debido a que:
a. Determinan el orden lógico que deben seguir las actividades.
b. Promueven la eficiencia y especialización.
c. Delimitan responsabilidades, evitan duplicidades.
d. Determinan cómo deben ejecutarse las actividades y también cuándo y quien debe realizarlas.
e. Son aplicables en actividades que se presentan repetidamente.
Diagrama de Ishikawa
También llamado diagrama de espina de pescado, diagrama de causa- efecto, diagrama de Grandal o diagrama causal, se trata de un diagrama que por su estructura ha venido a llamarse también: diagrama de espina de pez (ver Figura 5). Consiste en una representación gráfica sencilla en la que puede verse de manera relacional una especie de espina central, que es una línea en el plano horizontal, representando el problema a analizar, que se escribe a su derecha. Es una de las diversas herramientas surgidas a lo largo del siglo XX en ámbitos de la industria y posteriormente en el de los servicios, para facilitar el análisis de problemas y sus soluciones en esferas como lo son; calidad de los procesos, los productos y servicios. Fue concebido por el licenciado en química japonés Kaoru Ishikawa en el año 1943.
Este diagrama causal es la representación gráfica de las relaciones múltiples de causa-efecto entre las diversas variables que intervienen en un proceso. En teoría general de sistemas, un diagrama causal es un tipo de diagrama que muestra gráficamente las entradas o inputs, el proceso, y las salidas u outputs de un sistema (causa-efecto), con su respectiva retroalimentación (feedback) para el subsistema de control.

Figura 5. Diagrama de Ishikawa
Fuente: Google Imágenes
Ventajas
Es educativo en sí mismo porque la gente que conoce el proceso lo repasa y quien no lo conoce lo aprende bien.
Es una guía de discusión.
Las causas son buscadas activamente y los resultados escritos en el diagrama.
Los datos son colectados con un diagrama causa – efecto, para no sólo saber que pasó, sino lo que está pasando.
Un diagrama causa – efecto demuestra el nivel de tecnología de los trabajadores.
Puede usarse para resolver varios problemas.
Condiciones en el uso de los diagramas de causa – efecto
Se debe pensar tan libremente como se pueda.
No deben ser muy complicados ni muy simples.
El diagrama causa – efecto puede utilizarse también por etapas en un proceso, subdividido cada una de ellas en todos los elementos que la integran para tener una visión sistemática de los factores que intervienen en el flujo de producción.
En síntesis, el diagrama causa – efecto es una herramienta básica de la calidad y constituye una de las partes más creativas y activas, dado que estimula a los participantes dándoles un sentido de realización cuando sus puntos de vista son expuestos y tomados en cuenta.
Como se observa, el diagrama causa – efecto, al igual que el Pareto, pueden tener una aplicación mucho más amplia. De hecho, se trata de metodologías de análisis susceptibles de emplearse para estudiar una amplia variedad de problemas y no sólo los concernientes a la calidad.
La cuestión básica es realizar un buen trabajo en equipo, a fin de recoger los puntos de vista de varias personas y así enriquecer el enfoque, señalando con claridad los principales factores causales, para después preceder al análisis detallado de cada uno.
CAPÍTULO IV
Diseño metodológico
En este capítulo se presentan los aspectos del diseño metodológico que se maneja para el desarrollo del estudio, a través de procedimientos específicos que incluyen técnicas de observación, recolección de datos y como se llevará acabo la realización del estudio.
Tipo de Investigación
La presente investigación se encontró enmarcada en el tipo de investigación descriptiva, evaluativa y de campo.
Descriptiva
Según Arias (2006):
La investigación descriptiva consiste en la caracterización de un hecho o fenómeno, individuo o grupo, con el fin de establecer su estructura o comportamiento. Los resultados de este tipo de investigación se ubican en un nivel intermedio en cuanto a la profundidad de los conocimientos se refiere. (p. 25)
Esta investigación es de tipo descriptiva ya que el propósito fue conocer, detallar y estudiar la situación actual mediante la descripción exacta de los procesos y las actividades que se realizan en los almacenes Satélite I y satélite II en la Superintendencia de Mantenimientos de Señales.
Evaluativa
Según Barrera (2008), señala que:
La investigación evaluativa su objetivo es evaluar los resultados de uno o más programas, que han sido, o están siendo aplicados dentro
del contexto determinado. Los resultados que se intentan obtener son más específicos y se orientan hacia la solución de un problema concreto en un contexto social o institucional determinado. (p. 123)
Es evaluativa porque surgió la necesidad de diagnosticar el procedimiento que realiza actualmente el personal que tiene acceso a los almacenes Satélite I y Satélite II de la Superintendencia de Mantenimientos de Señales, en cuanto al control y manejo de la entrada y salida de los repuestos y herramientas que se encuentran en dichos almacenes, con el fin de plantear nuevas técnicas necesarias para el mejoramiento de lo explicado anteriormente.
De Campo
Balestrini (2006) expone que este diseño:
Permite establecer una interacción entre los objetivos y la realidad de la situación de campo; observar y recolectar los datos directamente de la realidad, en su situación natural; profundizar en la comprensión de los hallazgos encontrados con la aplicación de los instrumentos; y proporcionarle al investigador una lectura de la realidad, para plantear hipótesis futuras en otros niveles de investigación. (p.132)
La investigación es de Campo ya que los datos son tomados directamente en la empresa C.S.V Ferrominera Orinoco C.A., en la Gerencia de Ferrocarril – Superintendencia de Mantenimiento de Señales.
Diseño de la Investigación
El estudio realizado en esta investigación es de diseño no experimental de campo, debido a que la información establecida fue tomada directamente del campo de estudio, en este caso, en los almacenes Satélite I y Satélite II de la Superintendencia de Mantenimiento de Señales en la Gerencia de Ferrocarril en la
empresa C.S.V. Ferrominera Orinoco C.A.
Población
Narváez (1997) define la población "como el número total de sujetos u objetos de la investigación".
Para efecto de la investigación, se utilizó una población del inventario de los almacenes Satélite I y Satélite II de la Superintendencia de Mantenimiento de Señales – Gerencia de Ferrocarril de la empresa C.S.V. Ferrominera Orinoco C.A.
Muestra
Narváez (1997) explica que la muestra "consiste en identificar, describir y justificar los sujetos u objetos tomados como muestra de la población objeto de estudio".
Para la selección de las muestras, se tomaron en cuenta solo los repuestos y herramientas que se encuentra en el inventario de dichos almacenes y a su vez, estaban disponibles.
Técnicas de Recolección de Datos
Revisión de documentos
Se refiere a los documentos internos de la empresa, como lo son las Prácticas de Trabajo Seguro (PTS) de la empresa, los procedimientos y la documentación interna, intranet para obtener la organización y el proceso productivo de la empresa y el Internet para la documentación sobre un proceso sistematizado, inventario, almacenes, entre otros, los cuales servirán de ayuda para la elaboración de la investigación.
Entrevistas
Según Arias (2006) "Se define la encuesta como una técnica que pretende obtener información que suministra un grupo o muestra de sujetos acerca de si mismo, o en relación con el tema en particular". (p. 72)
Se realizaron entrevistas no estructuradas al personal técnico involucrado con los almacenes Satélite I y Satélite II, los cuales serán importantes para el
desarrollo de la investigación, ya que permitirán obtener la información necesaria sobre la realización de las actividades de manera directa con el personal encargado de este proceso.
Observación Directa
Sabino (2002) señala que "La observación directa resulta útil y viable cuando se trata conocer hechos o situaciones que de algún modo tienen un cierto carácter público, o que por lo menos no pertenecen estrictamente a la esfera de conductas privadas de los individuos".
Esta técnica permite conocer e identificar directamente la situación actual, obteniendo así información más detallada de lo realizado en los almacenes para mejorar los procedimientos.
Materiales
Memoria USB, para el almacenamiento de la información en digital.
Computadora para el registro y desarrollo de la investigación
Intranet de C.S.V. Ferrominera Orinoco, para la recopilación de la información general.
Lápiz, Papel y Teléfono celular.
Proceso Metodológico
Con el propósito de cumplir los objetivos antes propuestos en la investigación, se procederá a realizar los siguientes pasos:
1. Se efectuó un diagnóstico de la situación actual que presenta la Superintendencia de Mantenimiento de Señales a nivel de control y manejo de inventarios.
2. Se realizaron entrevistas no estructuradas al personal técnico acerca del manejo de los repuestos y herramientas en los almacenes Satélite I y Satélite II.
3. Se realizaron entrevistas no estructurada a los Jefes de Área sobre el control y el manejo de los repuestos y herramientas en los almacenes Satélite I y Satélite II.
4. Se aplicó la realización del Diagrama de Causa Efecto a la Superintendencia de Mantenimientos de Señales en la Gerencia de Ferrocarril en la empresa C.S.V. Ferrominera Orinoco.
5. Se realizaron visitas a los almacenes Satélite I y II para visualizar el procedimiento a la hora de adquirir los repuestos y herramientas necesarios para ejecutar sus actividades diarias.
6. Se elaboró un inventario de los repuestos y herramientas existentes en los almacenes Satélite I y Satélite II.
7. Se propuso el proceso sistematizado para el control y manejo de los repuestos y herramientas de los almacenes mediante Diagramas de Flujos impreso y/o por pantalla.
8. Se realizó la base de datos de los repuestos y materiales existente en los almacenes Satélite I y Satélite II de la superintendencia.
CAPÍTULO V
Situación actual
Con el propósito de conocer y evaluar la situación actual en la cual se encuentra el control de los repuestos y herramientas en los almacenes Satélite I y Satélite II de la Superintendencia de Mantenimiento de Señales, se realizó el diagrama ishikawa para facilitar la comprensión y análisis de la problemática, ayudando a pensar sobre todas las reales causas posibles.
Descripción de la Situación Actual de la Empresa
La Superintendencia de Mantenimiento de Señales adscrita a la Gerencia de Ferrocarril, es la encargada de garantizar en cumplimiento de los programas de mantenimiento del sistema de señalización, control ferroviario y de los equipos de seguridad de tránsito de trenes, con el fin de lograr el correcto funcionamiento de los mismos para el tráfico seguro de los trenes de la empresa.
Hoy en día, la superintendencia de mantenimiento de Señales Puerto Ordaz, cuenta con una estructura organizativa laboral de 28 personas, las cuales se clasifican en un superintendente, dos jefes de turno, cuatro supervisores de señales, diecisiete técnicos de mantenimiento de señales, dos técnicos de mantenimiento industrial y dos reparadores de señales.
Dicha superintendencia posee dos almacenes, los cuales son llamados Satélite I y Satélite II, estos resguardan los repuestos y herramientas que son administradas por los jefes de turno y utilizadas por los técnicos a la hora de
presentarse una falla en la vía férrea, para la realización de los mantenimientos preventivos y correctivos en las mismas.
Actualmente, la superintendencia no cuenta con un control de los ingresos y egresos de los repuestos y herramientas que son trasladados desde el almacén general de la empresa Ferrominera Orinoco a sus almacenes, de igual manera no existe una persona encargada de llevar un registro a la hora de los técnicos requerir los repuestos y herramientas para efectuar sus tareas diarias y luego de su realización estas ser entregadas, impidiendo así llevar un control de las existencias y necesidades del personal.
Cabe destacar, que a pesar de que los Jefes de Turnos son los responsables administrativos de los almacenes Satélite I y Satélite II, existen varias personas que poseen llaves de los almacenes, esto hace que se dificulte aún más el control sobre los repuestos y herramientas.
Se puede observar también, que a la hora de los técnicos necesitar los repuestos y herramientas para realizar sus actividades diarias, son ellos mismos los que se dirigen a los almacenes para adquirirlos, perdiendo el control de autoridad del personal que solo tiene acceso a los almacenes de la superintendencia, ya que no cuentan con un orden de jerarquía la hora de prestar los repuestos y herramientas, provocando a su vez descontrol del inventario y posibles pérdidas de los mismos.
Por tal motivo, se propone un proceso sistematizado para el control de los repuestos y herramientas de los almacenes Satélite I y Satélite II de la Superintendencia de Mantenimiento de Señales, este con el fin de tener un control de los ingresos y egresos de los materiales que se encuentra en los
almacenes, también cuando estos son trasladado a la superintendencia luego
de ser retirados del almacén general, ayudando a mantener un stock de los repuestos y herramientas existentes y a la contribución de la realización del inventario de los mismos.
El Diagrama de Ishikawa, ayuda a desglosar un problema, describiendo detalladamente todas las causas que lo producen, así fijaremos las posibles causas del descontrol de los ingresos y egresos de los repuestos y herramientas de los almacenes (ver Figura 6), las cuales son las siguientes:

Figura 6. Diagrama de Ishikawa aplicado a los almacenes de la Superintendencia de Mantenimiento de Señales
Fuente: Elaborado por la autora 48
Como se puede observar en la figura anterior, se muestran las causas del descontrol de los ingresos y egresos de los repuestos y herramientas en los almacenes, las cuales se describen más detalladamente a continuación:
Personal: de las causas de origen del personal, sobresalen cuatro, las cuales son el Descontrol en el Personal Autorizado para el ingreso de los almacenes, el Personal que Asista en las operaciones de inventario de almacén, Falta de Autodisciplina en el orden y limpieza y el Orden de Jerarquía, que se dan por la falta de comunicación entre el Jefe de Turno y Superintendente y a su vez, por no contar con una persona encargada de los almacenes para su limpieza y manejo del inventario.
Sistema: en esta clasificación de las causas origen se observó que la Superintendencia presenta Deficiencia en el control de los repuestos y herramientas en existencias y la Falta de Registro, esto por no llevar una inspección mensual de su inventario y por no contar con los procedimientos adecuado para la adquisición de sus materiales en los almacenes.
Control: por medio de entrevistas con el Jefe de Turno, se encontró que una de las principales causas en el descontrol de los repuestos y herramientas de los almacenes, es el Extravío Continuo que existe de los materiales antes mencionados, esto por no llevar un registro a la hora de los técnicos solicitar sus implementos necesarios para sus actividades diarias de mantenimiento en la vía férrea y no tener el control de la cantidades de los materiales en existencia que están ubicado en los almacenes.
Organización: necesitan de una reorganización que facilite el inventariado pues muchos productos están dañados o simplemente no están habilitados para los mantenimientos diarios, esto provocando la Existencia de los materiales inservibles y que no cuenten con espacio suficiente para la ubicación de los repuestos y herramientas nuevos que adquieren de las compras Directas o del almacén general de la empresa.
Una vez realizado el análisis causa-efecto, haciendo uso del diagrama de Ishikawa, se pudo notar las causas raíces de los problemas, las cuales son:
a. Descontrol en el personal autorizado.
b. Personal que asista en las operaciones.
c. Falta de autodisciplina.
d. Orden de Jerarquía.
e. No existe control de inventario.
f. Extravío continuo.
g. Falta de registro.
h. Deficiencia en el control de existencias.
i. Existencia de material inservible.
j. No hay control en la ubicación.
Ya establecida las causas raíces de los problemas, se procede hacer la ponderación de las mismas con el Jefe de Turno, Superintendente y Supervisores de cada cuadrilla para determinar y conocer el orden en que deben ser atacadas (ver Tabla 1 y Tabla 2).

Tabla 1. Ponderación de ocurrencia de las fallas
Fuente: Elaboración de la Autora

Tabla 2. Fallas y Frecuencias de manera descendentes
Fuente: Elaboración de la Autora
Mediante la aplicación del método del percentil 80/20 se pudo definir cuáles son los aspectos de falla a la hora de llevar un control de la entrada y salida de los repuestos y herramientas de los almacenes, siendo estos: falla de registro, descontrol en el personal autorizado, orden de jerarquía, no existe control de inventario, personal que asista en las operaciones y deficiencia en el control de existencias (ver Gráfica 1). Estas fallas son de tipo primordial, puesto que son los
que acumulan el 80% de las fallas importantes resaltadas en la gráfica. Lo cual hace notar que los mismos deben estar siempre en constante monitoreo y supervisión para garantizar el desarrollo del proceso sistematizado de manera efectiva y eficiente.

Gráfica 1. Diagrama de Pareto
Fuente: Elaborado por la Autora
También mediante la aplicación del método del percentil 80/20 se pudo definir que el otro 20% de fallas son de tipo secundario en el control de la entrada y salida de repuestos y herramientas en los almacenes Satélite I y Satélite II, ya que estos no determinan la completa interrupción del proceso pudiendo haber otras alternativas de control y supervisión para mantener en estado equitativo ambas fallas, las primordiales y las secundarias.
CAPÍTULO VI
Situación propuesta
A continuación, se expone la situación propuesta obtenida mediante el proceso sistematizado de los repuestos y herramientas en los almacenes satélite I y Satélite II de la Superintendencia de Mantenimiento de Señales adscrita a la Gerencia de Ferrocarril, ubicada en la empresa C.S.V Ferrominera Orinoco.
Diagnosticar la situación actual para la adquisición de los repuestos en los almacenes de la Superintendencia.
La situación actual que presenta la superintendencia de mantenimiento de señales es el descontrol de los repuestos y herramientas que entran y salen de los almacenes Satélite I y Satélite II, es decir, no cuenta con un proceso a la hora de realizar estas actividades para el ingreso o el despacho de sus materiales. Para este diagnóstico, la información necesaria se recopiló mediante la aplicación de entrevistas no estructuradas a los Jefe de Turnos, Técnicos, Superintendente y Personal de Compras, obteniendo así una mejor percepción del sistema; se hizo un diagrama causa-efecto y un diagrama de Pareto a través del cual se representa el grado de importancia que tienen las diferentes causas de la problemática, esto con la finalidad de identificar las fallas existentes y poder desarrollar la propuesta del plan de mejora.
Determinar los requerimientos necesarios para la propuesta de un proceso sistematizado.
Luego de haber presentado el diagnóstico de la situación actual de los almacenes de la Superintendencia, se realizó un organigrama propuesto (ver Figura 7) para el orden jerárquico a la hora de adquirir los repuestos y/o herramientas de los almacenes para ser entregado a los técnicos para sus mantenimientos diarios en la vía férrea, esto con el fin de llevar un mejor control
en los almacenes Satélite I y Satélite II.


Figura 7. Organigrama Propuesto
Fuente: Elaboración de la Autora
Asimismo, para un control adecuado de los almacenes, se debe contar con un sistema de información que permita la consulta de las entradas, salidas y existencias en los almacenes por medio de una base de datos. También, se deberá realizar el levantamiento físico del inventario de los almacenes Satélite I y Satélite II de forma anual, con la participación de un Auxiliar y Jefe de Turno, ya que este será el responsable directo ante su jefe inmediato del orden, registro, control, recepción suministro y exactitud de las existencias.
La Superintendencia de Mantenimiento de Señales está expuesta a la perdida de sus repuestos y herramientas por no poder controlar los ingresos y egresos de los almacenes Satélite I y Satélite II, siendo esto de suma importancia ya que puede ocurrir que a la hora de necesitar uno de estos materiales para sus
mantenimientos diarios, no disponer de los mismos, para esto se propondrá un proceso para el control del inventario de los almacenes donde debe haber la participación y compromiso de todo el personal que labore en la superintendencia.
La documentación de los procesos como parte de la mejora a la gestión de los almacenes, le permitirá al personal conocer los pasos establecidos para el cumplimiento de una determinada actividad, proceso, responsabilidades y funciones, siguiendo un orden lógico y secuencial del mismo, con el fin de obtener mejoras en la gestión de los procesos ejecutados en los almacenes.
Controlar las entradas y salidas mediante reportes, sea impreso o por pantalla.
La base de datos es el paso principal para llevar un control de la entrada, custodia y salida de los repuestos y herramientas que están ubicadas en los almacenes Satélite I y Satélite II.
La misma, es una entidad en la cual se pueden almacenar datos de manera estructurada, con la menor redundancia posible. Diferentes programas y diferentes usuarios deben poder utilizar estos datos. Por lo tanto, el concepto de base de datos generalmente está relacionado con el de red ya que se debe poder compartir esta información.
Una base de datos proporciona a los usuarios el acceso a datos, que pueden visualizar, ingresar o actualizar, en concordancia con los derechos de acceso que se les hayan otorgado. Se convierte más útil a medida que la cantidad de datos almacenados crece.
Una base de datos puede ser local, es decir que puede utilizarla sólo un usuario en un equipo, o puede ser distribuida, es decir que la información se almacena en equipos remotos y se puede acceder a ella a través de una red.
La principal ventaja de utilizar bases de datos es que múltiples usuarios pueden acceder a ellas al mismo tiempo.
Con la creación de la base de datos, se podrá identificar y llevar un control de la cantidad total de los repuestos y/o herramientas que están en existencia en los almacenes (ver apéndice 3), el responsable de recibir los materiales y hacer la entrega de los mismos, modelo, descripción, número de parte, fecha de entrada y salida, cantidad, marca y ubicación.
Esta base de datos fue creada en Microsoft Access (Ver apéndice 4), donde se aplicó filtros en los campos principales anteriormente mencionados y poder ubicar un repuesto o herramienta en específico.
Pasos para crear una base de Datos en Microsoft Access
1. Para crear una base de datos en Microsoft Access, en la pestaña Archivo, hacemos clic en Base de Datos en blanco y después en crear (ver Figura 8 y Figura 9).
Figura 8. Base de Datos en Blanco
Fuente: Elaborado por la Autora

Figura 9. Creación de base de datos
Fuente: Elaborado por la Autora
2. Para crear una tabla en Access, haremos clic en la pestaña Crear y a continuación en Diseño de tabla (ver Figura 10).

Figura 10. Crear Diseño de Tabla
Fuente: Elaborado por la Autora
En la parte inferior de la ventana escribiremos los nombres de los campos y su tipo, entre otras propiedades (ver Figura 11).

Figura 11. Datos de los campos a utilizar
Fuente: Elaborado por la Autora
Nota: para crear un filtro en un campo deseado, como por ejemplo en Recibido por, se utiliza el asistente de búsqueda (ver Figura 12)

Figura 12. Datos de los campos a utilizar
Fuente: Elaborado por la Autora
Luego se selecciona la opción Valores que Desee (ver Figura 13) y se procede a llenar los campos con los datos necesarios (ver Figura 14).

Figura 13. Asistente de Búsqueda
Fuente: Elaborado por la Autora

Figura 14. Asistente de Búsqueda
Fuente: Elaborado por la Autora
3. Luego se va a Inicio, Ver, Vista de Hoja de Cálculo y se podrá observar la tabla con todos los campos y se procede a su llenado (ver Figura 15)

Figura 15. Tabla de Equipos y Repuestos Electrónicos
Fuente: Elaborado por la Autora
Nota: Se le puede colocar un Contador para llevar el control del número de equipos y repuestos electrónicos que llevan registrados y a su vez, una clave principal para no repetir un equipo ya ingresado en la base de datos (ver Figura 16 y Figura 17).

Figura 16. Contador del Registro
Fuente: Elaborado por la Autora

Figura 17. Clave o llave del Registro
Fuente: Elaborado por la Autora
4. Para crear una Consulta, luego de haber llenado todos los datos, se dirige a Crear, Diseño de Consulta (ver Figura 18).
Figura 18. Crear Diseño de Consulta
Fuente: Elaborado por la Autora
5. Se escoge la Tabla a la cual se le desea crear la consulta (ver Figura 19) y se procede agregar (ver Figura 20).

Figura 19. Crear Diseño de Consulta
Fuente: Elaborado por la Autora

Figura 20. Crear Diseño de Consulta
Fuente: Elaborado por la Autora
6. Se colocan los datos que desea que aparezcan a la hora de realizar la consulta haciendo doble clic en el (ver Figura 21).

Figura 21. Diseño de Consulta
Fuente: Elaborado por la Autora
7. Luego de haber llenado los campos que aparecerán a la hora de realizar la Consulta, se llena el campo de Criterio (ver Figura 22) con el mensaje que desea que aparezca en pantalla.

Figura 22. Campo de Criterio
Fuente: Elaborado por la Autora
8. Luego se Guarda el documento colocándole el nombre de la tabla a la cual le hace la consulta y se procede a realizar la Consulta (ver Figura 23 y Figura 24)

Figura 23. Consulta de Equipos de Medición de Repuesto
Fuente: Elaborado por la Autora

Figura 24. Consulta de Equipos de Medición de Repuesto
Fuente: Elaborado por la Autora
9. Se procede a crear los Formularios de las Tablas realizadas en Asistente para Formularios (ver Figura 25)

Figura 25. Asistente para Formulario
Fuente: Elaborado por la Autora
10. Se selecciona la tabla que desea realizar el formulario y pasa los campos que saldrán en el (ver Figura 26)

Figura 26. Asistente para Formulario
Fuente: Elaborado por la Autora
11. Selecciona la distribución que desea aplicar al formulario y luego a la opción de Modificarlo o abrirlo y finaliza (ver Figura 27 y Figura 28)

Figura 27. Distribución del Formulario
Fuente: Elaborado por la Autora

Figura 28. Abrir/Modificación del Formulario
Fuente: Elaborado por la Autora
Nota: En la modificación del Formulario, podrá ordenarlo de la manera que desee y colocarle los comandos más comunes como se muestra en la Figura 29.

Figura 29. Modificación del Formulario
Fuente: Elaborado por la Autora
12. Para crear Informes, se va a Crear Asistentes para Informes (ver Figura 30)
Figura 30. Asistente para Informe
Fuente: Elaborado por la Autora
13. Se selecciona la Tabla/Consultas (ver Figura 31) a la cual se le desea hacer el informe y se seleccionan los campos que saldrán reflejados.

Figura 31. Asistente para Informe
Fuente: Elaborado por la Autora
14. Se selecciona el criterio de ordenación que desea utilizar para los registros y la distribución que le desea aplicar (ver Figura 32 y Figura 33)

Figura 32. Criterio de Ordenación para el Informe
Fuente: Elaborado por la Autora

Figura 33. Distribución que se desea aplicar para el Informe
Fuente: Elaborado por la Autora
15. Selecciona Vista previa del Informe o Modificar Informe y finaliza (ver Figura 34)
Figura 34. Vista Previa o Modificación del Informe
Fuente: Elaborado por la Autora
16. Por último, se tiene el listado del Informe de la Tabla o Consulta desea (ver Figura 35) para su impresión.

Figura 35. Informe de Equipos y Repuestos Neumáticos
Fuente: Elaborado por la Autora
De esta manera, se crearon las Tablas, Consultas, Formulario e Informes de: los Equipos y Repuestos Electrónicos, Equipos y Repuestos Neumáticos, Medición y Repuesto, Herramientas y Repuestos, que se encuentran en existencias en los almacenes Satélite I y Satélite II de la Superintendencia de Mantenimientos de Señales, esto con el fin de que los Jefes de Turnos y Superintendente lleven un control de su inventario.
Diseñar el proceso sistematizado para el control y manejo de los repuestos y herramientas de los almacenes, evitando perdida de dinero, atraso en el proceso, agotamiento del personal.
Para administrar de forma óptima la gestión de almacén, se definieron los pasos del proceso para garantizar el orden y control de las entradas y salidas de los repuestos y herramientas, entre los que se tiene: Ingreso de Mercancía, Custodia del Inventario y Despacho de Mercancía.
Un proceso es una secuencia de pasos dispuesta algún tipo de lógica que se enfoca en lograr algún resultado específico. Los procesos son mecanismos de comportamiento que diseñan los hombres para mejorar la productividad de algo, para establecer un orden o eliminar algún tipo de problema. Es importante destacar que los procesos son ante todo procedimientos diseñados para servicio del hombre en alguna medida, como una forma determinada de accionar.
Proceso de ingreso de los repuestos y herramientas en los almacenes Satélite I y Satélite II.
El Jefe de Turno debe utilizar los informes necesarios para dar ingreso de los repuestos y herramientas recibidas y utilizar los ferros o procedimientos establecidos por la empresa, los cuales deben ser pre enumerado y debidamente controlados por el personal que realiza las compras directas, de igual manera, las reservas realizadas por el superintendente o el jefe de turno mediante el código SAP de la empresa para llevar un mejor control del ingreso del material.
Detalle del Proceso
El Jefe de Turno realiza o informa al personal de compra directa la necesidad de un determinado repuesto y/o herramientas, emitiendo una requisición de compra o reserva mediante el SAP. (ver anexo 1)
El personal de compra directa debe dar al Jefe de Turno una copia de la orden de compra enviada al proveedor con la fecha de entrega del producto solicitado o la copia de la reserva realizada por medio del SAP.
Se recibe la mercancía y se revisa el cumplimiento de las características indicadas, calidad y buen estado del producto.
Se lleva a cabo el desempaque para verificar que la mercancía se recibe conforme a lo estipulado en la orden de compra o la respectiva reserva realizada.
Si el pedido no está completo se debe registrar el faltante y elaborar una nota de reclamo.
 Si el pedido está completo, se inspecciona si se recibe en buenas condiciones.
Si el pedido está completo, se inspecciona si se recibe en buenas condiciones.
Si la mercancía no está en buenas condiciones, se formula una nota de devolución y se envía de nuevo al almacén general de la empresa, informando de las anomalías al personal de compra directa y superintendencia.
Si la mercancía se encuentra en buen estado, a esta se le asigna su código SAP correspondiente.
Se emite un formulario de ingreso a los almacenes, sea Satélite I o Satélite
II. (ver apéndice 1)
Firmar formulario de ingreso.
Se procede a ingresar los artículos recibidos en el Microsoft Access del sistema de inventario.
Se ordena la mercancía ingresada y se identifican los estantes para su pronta ubicación.
A continuación, se presenta el Diagrama de Flujo para el ingreso de los repuestos y herramientas en los almacenes (ver Figura 36 y Figura 37).

Figura 36. Diagrama de Flujo de Ingreso de Repuestos y Herramientas.
Fuente: Elaborado por la Autora.

Figura 37. Diagrama de Flujo para el ingreso de Repuestos y Herramientas
Fuente: Elaborado por la Autora
Proceso de custodia de inventario
Como regla principal, no se permite el ingreso de personas no autorizadas a los almacenes, o en excepciones con la autorización y supervisión del Jefe de Turno.
Cada Jefe de Turno es responsable de las llaves de los almacenes y la misma es intransferible al personal técnico.
Se realizará de manera periódica el mantenimiento y limpieza de los almacenes para su mejor control.
Se efectuarán conteos periódicos o constantes de varias muestras para tener control de las existencias, eso a cargo del jefe de Turno y un auxiliar.
El despacho de los repuestos y herramientas será directamente con el jefe de Turno o el Superintendente, esto con el fin de no permitir ingreso al personal no autorizado a los almacenes.
A continuación, se muestra el Diagrama de Flujo para la custodia de los repuestos y herramientas en los almacenes (ver figura 38).

Figura 38. Diagrama de Flujo para la Custodia de los Repuestos y Herramientas
Fuente: Elaborado por la Autora
Proceso de egreso o despacho de los repuestos y herramientas de los almacenes Satélite I y Satélite II
El proceso de salidas de los repuestos y herramientas se llevará a cabo de la forma en que se especifica a continuación.
El personal técnico deberá emitir una orden para que el Jefe de Turno pueda preparar los repuestos y/o herramientas. (ver apéndice 2)
Comparar que la orden de despacho describa debidamente los repuestos y herramientas solicitada por el personal, tanto en cantidad como en descripción y código.
Se prepara el pedido.
Se realiza un segundo conteo del pedido antes preparado.
Si el pedido está incorrecto, el jefe de turno vuelve a verificar y hace su corrección.
Si el pedido está correcto, es entregado al personal técnico firmando y sellando los documentos de orden de despacho con la palabra "ENTREGADO". (ver anexo 2)
Se dan de baja en el Microsoft Access de inventarios de los productos entregados utilizando como soporte el número de orden de despacho respectivo.
La orden de despacho es archivada para respaldar las salidas de los almacenes.
A continuación, se muestra el Diagrama de flujo para el egreso de los repuestos y herramientas de los almacenes (ver Figura 39 y Figura 40).
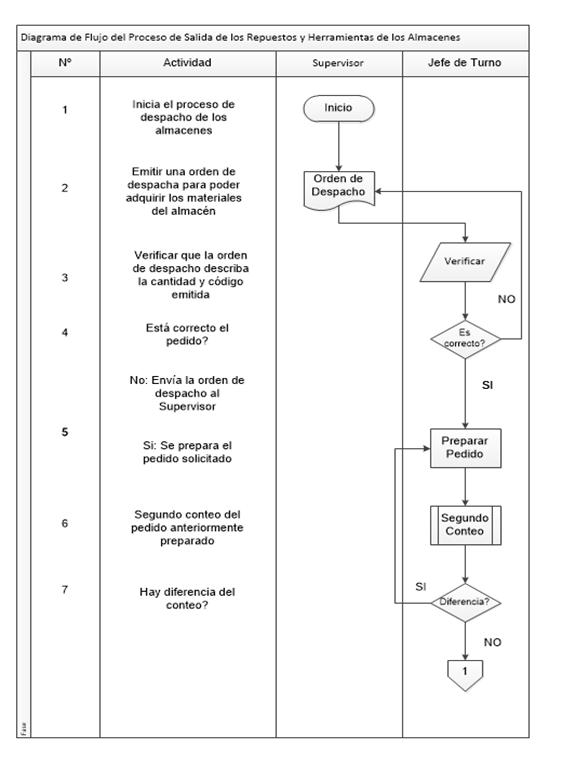
Figura 39. Diagrama de Flujo del Egreso de los Repuestos y Herramientas
Fuente: Elaborado por la Autora

Figura 40. Diagrama de Flujo del Egreso de los Repuestos y Herramientas
Fuente: Elaborado por la Autora
Análisis de los Beneficios Propuesta
La sistematización consiste en fijar un orden y establecer condiciones de sucesión racional y estrictamente definidas a las que se someten todas las operaciones que se originan en el funcionamiento de una empresa, es el análisis de los planes de acción colectivos, procedimientos, formas y equipo con el fin de simplificar y estandarizar las operaciones de la empresa, y en respuesta a factores como expansión, nuevos requerimientos de rendición de informes, la necesidad de trabajar con miras a lograr autosuficiencia y disponibilidad de tecnología, un número cada vez mayor de empresas están adoptando sistemas computarizados, por lo tanto sin la sistematización no pueden desarrollarse procedimientos y sistemas eficientes para el manejo y control de los inventarios.
De acuerdo al análisis efectuado, al contar con una adecuada sistematización en el área de los almacenes, el Superintendente podrá establecer cómo se harán las cosas, los medios que se utilizarán para llevar a cabo las tareas asignadas y la metodología de trabajo a realizar, conocerá el funcionamiento de los elementos humanos, físicos y técnicos de la superintendencia, tendrá la facilidad de planear, tomar decisiones y controlar las responsabilidades y funciones, además se minimiza el riesgo de que puedan reflejarse pérdidas significativas en los estados financieros por el manejo inadecuado de inventarios, compras en exceso o insuficientes, robos de mercaderías por los trabajadores, obsolescencia y despacho inadecuado de los pedidos por falta de técnicas para el control de la entrada y salida de los repuestos y herramientas.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |