Elaboración y actualización de estándares de producción del área fundición I de C.V.G. ALCASA (página 2)
Está ubicado en la margen derecha del Río Orinoco, en la Zona Industrial Matanzas, lo cual facilita su acceso al mar, lo cual representa una ventaja para C.V.G. ALCASA que le permiten la exportación de aluminio a precios competitivos. Esta planta cuenta con 8 silos y 3 galpones destinados al almacenamiento de materias primas para la producción del aluminio. Allí, a seis kilómetros de la planta, se almacenan las diferentes materias primas en silos de almacenamiento, con una capacidad de 74.300 toneladas métricas. Las materias primas se descargan por una correa transportadora a razón de 300 toneladas por hora. Una de las características más interesantes de este sistema de descarga es que el extremo de la correa tiene un tramo, que permite la realización de operaciones sin importar el nivel del Río Orinoco. (Ver figura N°1.8)

1.16.2 Planta de Carbón
En la Planta de Carbón comienza el proceso de producción de aluminio con la preparación de los carbones o "ánodos". Estos son los electrodos positivos en el proceso electrolítico. Están compuestos de coque de petróleo calcinado y brea de carbón o "alquitrán", que se combinan y se compactan en una máquina vibradora a 145 grados centígrados; luego se someten a un proceso de horneado continuo durante 28 horas. Finalmente, son llevados a la sección de envarillado y de ahí a las celdas electrolíticas. (Ver figura N°1.9)


1.16.3 Planta de Envarillado
En esta área se realiza el ensamblaje de ánodos o carbones que provienen de los hornos de cocción con el yugo y barra, y de allí es trasladado a la celda. Además realiza el acople de cátodo a su base para luego ser trasladado al reacondicionamiento de celdas. Actualmente se encuentran operativas las salas de Envarillado II y III, para el ensamblaje de los ánodos utilizados en las líneas I y II y los utilizados en las líneas III y IV, respectivamente. (Ver figura N°1.10)
1.16.4 Planta de Reducción

El área de reducción es el corazón del proceso de producción del aluminio. Allí se disuelve la alúmina mediante un proceso electrolítico de criolita fundida sobre los 965°C, descomponiéndola en sus dos elementos básicos: oxigeno y aluminio.
El oxigeno es atraído por los ánodos hacia la parte superior de la celda, donde reacciona con los mismos y se convierte en dióxido de carbono. El aluminio, a su vez, va hacia el fondo del recipiente y se extrae fundido (líquido) por succión hacia el crisol, para ser enviado a la planta de Fundición. El proceso de reducción de aluminio es continuo y las celdas se trasiegan cada 24 horas los 365 días del año. El complejo de reducción de ALCASA está compuesto por las líneas de celdas I, II, III y IV. (Ver figura N°1.11)

1.16.5 Planta de Fundición
En esta área se preparan las mezclas o aleaciones con otros metales, de acuerdo con los requerimientos del mercado. El metal proveniente de las celdas de reducción, que es 99,8% aluminio puro, se vacía en los hornos de retención donde se le añade otros metales como el titanio, magnesio, cobre o hierro, para preparar las distintas aleaciones.
El metal líquido dentro de los hornos es sometido a diversas pruebas y controles de calidad, para luego ser vaciado en la mesa de colada. En la colada se vierte el metal líquido, a través de canales, a los diferentes moldes que son enfriados por agua. El producto final son aleaciones de aluminio en forma de pailas, cilindros, planchones y lingotes, según el uso que se les vaya a dar y de acuerdo con las necesidades del cliente. (Ver figura N°1.12)

1.16.6 Planta de Laminación
El aluminio llega a la Planta de Laminación en forma de planchones de 457 mm. de espesor, entre 914 y 1320 mm. de ancho, un largo de 4394 mm. y con un peso de 8 Ton. Inicialmente el planchón es enviado a la máquina Fresadora, donde se obtiene un acabado parejo y liso por ambas caras. Esta es trasladada a los hornos de precalentamiento, dándole un tratamiento durante 24 horas a una temperatura de 550°C aproximadamente que es la adecuada para laminarlo.
De allí, el planchón es llevado al Laminador en Caliente para ser transformado en una bobina entre 4.5 y 6 mm. de espesor y con una longitud que sobrepasa entre 200 y 350 m. Posteriormente es sometida a un proceso de enfriamiento por 72 horas para luego ser transportada por grúa o carros especialmente diseñados hacia el Laminador en Frío donde se puede reducir su espesor hasta un mínimo de 0,23 mm.
La bobina es trasladada al Horno de Recocido, donde se sometida a ciertas temperaturas para acondicionar de nuevo el material de tal manera que recupere las propiedades mecánicas perdidas durante la laminación. Al salir del Horno de Recocido, ésta es dispuesta en un almacén temporal hasta que alcance la temperatura ambiente. Luego es enviada al área de Acabado.
Por último, la bobina va al área de empaque, para posteriormente ser enviada a los clientes, los cuales convertirán este insumo en productos elaborados en con el aluminio de C.V.G ALCASA. (Ver figura N° 1.13)

- BREVE DESCRIPCIÓN DEL ÁREA DONDE SE DESARROLLO EL ESTUDIO (FUNDICIÓN I).
1.17.1 FUNDICIÓN I
Es una planta industrial que recibe y procesa el metal producido en Celdas I que conforman las Líneas I y II de Reducción. Esta cuenta con un área de 5460 m2 y esta ubicada en la zona adyacente a la Línea de reducción I y II (Celdas I) en esta se procesa el aluminio agregándole aleaciones para formar Lingotes tipo estaca de 6 x 6 1/8 x 100 pulgadas, cilindros de diferentes diámetros y Lingotes de 454 Kg. y 680 Kg. Esta cuenta con tres unidades de colada conformadas por siete hornos de retención, una unidad de acabado conformado por un horno de homogenización y una sierra para cortar estacas y cilindros.
a). Línea de molde de 454 Kg.
En esta unidad se genera moldes de 454 Kg. mediante un proceso de vaciado de crisoles que contiene metal liquido proveniente de la Línea I de Reducción, este proceso se lleva a cabo con la ayuda de la grúa puente.
Tipo de Línea. Estacionaria
Peso promedio del lingote por molde. 430Kg.
Total de moldes. 39
b). Línea de molde de 680 Kg.
Esta integrado por el horno de retención designado con el numero 5 y una rueda de colada giratoria; la cual facilita la colada continua de moldes de 680 kg.
c). Unidad de Colada I (Mesa 1)
Esta integrada por un horno de retención designado con el numero 1 y una mesa de colada cuyo número es 1 en esta unidad se produce principalmente lingotes tipo estaca (barras anódicas) con aleación 6063 T-5 de dimensiones 6 x 6 1/8 x 100 pulgadas las cuales son utilizadas por la planta de envarillado para ensamblar dichas barras a los ánodos que se utilizaran en las Líneas de Reducción.
d). Unidad de Colada II (Mesa 2)
Esta unidad esta integrada por dos hornos de retención 3 y 4 respectivamente y una mesa de colada designada con el numero 2 en esta unidad se realiza la producción de cilindros de 5 1/8 ", 6" y 6 1/8" de aleación perteneciente a la serie 6000.
e). Unidad de Colada III (Mesa 3)
Esta constituida por dos hornos de retención 6 y 7 respectivamente y una mesa de colada designadas con el numero 3, en esta unidad se realiza la producción de cilindros de 7", 8" y 8 5/4" de diámetro respectivamente de aleación perteneciente a la serie 6000.
f). Sierra Tyssaman
Es una sierra semi-automática, esta es utilizada para cortar bien sea las puntas de los cilindros y barras anódicas o córtalas en diferentes longitudes.

Figura N° 8. Layout Fundición I
CAPITULO II
El problema
2.1 Antecedentes
En el área de fundición I se lleva acabo el proceso de producción de los diferentes productos finales de C.V.G ALCASA. Estos procesos son realizados en las estaciones de colada de la mesa 2, 3 y las líneas de lingotes de 454 Kg.; cuentan con estándares de producción obtenidos a partir de estudios realizados en el año 2003, no ajustándose a la realidad operativa de la planta a la cual se han realizado modificaciones desde ese entonces, además existe la incorporación de un nuevo sistema de colada continua llamado "lingotera circular", mediante el cual se logra obtener pailas o lingotes de 680 kg., dicho sistema no posee un estudio de tiempo que permita sustentar estándres de producción.
2.2 Planteamiento del Problema
Aluminio del Caroní, S.A. (ALCASA), es una empresa del estado Venezolano creada para producir y comercializar productos de la industria del aluminio en forma competitiva, con la calidad integral de gestión, satisfaciendo a sus clientes, accionistas y trabajadores, contribuyendo a la generación de ingresos, bienestar regional y nacional.
Dentro de las áreas que componen CVG ALCASA está la planta de fundición donde se preparan diversas aleaciones al mezclar el aluminio líquido y sólido con otros metales. Esta planta esta compuesta por Fundición I y Fundición II, en la primera se logra la obtención de cilindros, pailas y barras anódicas y en la segunda los productos finales son cilindros, pailas, planchones y lingotes, esta área es de vital importancia para la obtención de productos terminados que serán vendidos a nivel nacional e internacional, asi como la utilización de los mismos como insumos en el área de laminación
La planta de Fundición I actualmente posee estándares que deben ser actualizados, así como también existen procesos que no poseen estándares de producción, representando una debilidad para la empresa frente a otras reductoras de aluminio.
Debido a la necesidad que tiene la empresa de elevar su productividad, maximizar las ganancias y ser competitiva, debe ejecutar trabajos de forma eficiente utilizando todos los recursos involucrados de manera racional. Por tal motivo, el Departamento de Ingeniería Industrial se ha fijado la meta de desarrollar nuevamente los estándares de producción para las mesas de colada 2, 3 y las líneas de lingotes de 454 Kg. así como la elaboración de un estándar de producción para la lingotera circular que produce pailas de 680 kg.
2.3 Alcance
Debido a los requerimientos de la superintendencia Ingeniería Industrial y a las necesidades actuales de CVG ALCASA este trabajo solo contemplará la determinación del tiempo estándar y estándar de producción para las aleaciones preparadas en las mesas de colada 2, 3, la Línea de Lingotes de 454 Kg. y la lingotera circular de 680 kg.
2.4 Delimitaciones
El presente estudio se llevara a cabo en el área de Fundición I, específicamente en las mesas de colada 2, 3, la Línea de Lingotes de 454 Kg. y la lingotera circular de 680 kg. de esta manera la gerencia Fundición podrá contar con estándares nuevos y actualizados que permitan tener un indicador para evaluar el desempeño o rendimiento de los procesos y tomar las acciones correctivas.
2.5 Limitaciones
La inoperatividad de las mesas de colada 2 y 3, debido a las fallas que se presentan eventualmente en las bombas de agua o de aceite, la obstrucción de los platos de las mesas, los hornos fuera de rango, las altas temperaturas en los hornos de retención, congelación de material a través de los canales o desgasificadores, los parámetros del tablero de control fuera de rango constituyen las principales limitaciones para el desarrollo de este estudio. Así como también el horario de permanencia de los pasantes el cual es de 7:00 AM a 4:30 PM y el cambio de turno de los operarios.
2.6 Justificación
Los estándares servirán como herramienta para planificar y formular en forma eficiente los costos de las actividades realizadas en esta área, así como para la planificación de los requerimientos de mano de obra e insumos.
2.7 Importancia del Trabajo
La importancia de este estudio radica en la necesidad de disponer de una metodología para el desarrollo de los estándares de producción y una base de datos para la actualización periódica de dichos estándares.
2.8 Objetivos
2.8.1 Objetivo General
Elaborar y actualizar los estándares de producción del área de Fundición I de C.V.G ALCASA.
2.8.2 Objetivos Específicos
Determinar los tiempos estándares para la preparación de las aleaciones de la unidad de colada de la lingotera circular.
Determinar los estándares de producción para vaciado de lingotes de 680 kg.
actualizar los tiempos estándares para la preparación de las aleaciones en las mesas de colada 2, 3 y vaciado de lingotes de 454 kg.
actualizar los estándares de producción para las mesas de colada 2, 3 y de la línea de lingotes de 454 kg.
2.9 Metodología
La metodología empleada para determinar los estándares de producción para las unidades de colada II, III, Línea de Lingotes de 454Kg. y lingotera circular de 680kg. de la planta de fundición I se realizará en varias etapas:
Realizar un recorrido por las instalaciones de la planta fundición l.
Realizar entrevistas a las diferentes personas vinculadas con el proceso productivo de fundición l para obtener información de cada una de las operaciones desarrolladas, las aleaciones preparadas y las unidades operativas actualmente.
Realizar observaciones directas al proceso desarrollado en fundición I con la finalidad de verificar las condiciones de trabajo existentes y para registrar información útil para la separación de las actividades en elementos.
Preparar estudios de tiempos para las diversas unidades.
Aplicar el estudio de tiempo por cronómetro a las unidades de colada II, III, la Línea de Lingotes de 454 Kg. y la lingotera circular de 680 kg.
Analizar la información recabada.
Determinar el estándar de producción de la lingotera circular de 680 kg. de la planta de fundición I.
Actualizar los estándares de producción para las mesas de colada 2, 3, y la Línea de Lingotes de 454 Kg. de la planta de fundición I.
Elaborar el informe.
CAPITULO III
Marco teorico
3.1 Estándares
Un estándar es una cantidad permisible (requerida) de recursos por unidad de producto o servicios, necesaria para que se lleven a cabo las operaciones. El estándar se puede fijar en términos de cantidad, calidad, costo o cualquier otro atributo del producto principal. Su principal utilidad estriba en la determinación de las máximas oportunidades de reducción de costos, mediante una planeación óptima del uso de la mano de obra, materiales y equipos.
3.1.2 Fijación De Estándares
Para el establecimiento de estándares debe haber suficiente evidencia de que estos pueden lograrse, lo que no significa que los estándares pueden alcanzarse todo el tiempo y bajo cualquier condición, es decir los estándares que se fijan para una operación o proceso determinado se reflejan en "condiciones normales de operación".
3.1.3 Tipos De Estándares Básicos
Estándares de Materiales: Cantidad de material directo a utilizar para producir una unidad del producto.
Estándar de Producción: Cantidad de horas máquina para obtener una unidad de producto.
Estándares de Gastos: Cantidad física de recursos requeridos para operarla instalación, y necesarios para obtener una unidad de producto (mano de obra, mantenimiento, servicios industriales, etc.)
3.2 Estándar De Producción
3.2.1Definición de estándares de producción
Es el tiempo estándar requerido para procesar una tonelada métrica. Se calcula aplicando la siguiente expresión:

3.2.2 Utilización De Los Estándares De Producción
Suministrar información para la programación de la producción.
Facilitar la preparación y análisis del presupuesto.
Contribuir a la determinación, fijación y control de los costos de mano de obra.
Evaluar el desempeño de los trabajadores.
Evaluar del desempeño del sistema de producción.
Calcular de la eficiencia de mano de obra.
Permite la solución de diversos problemas de toma de decisiones en la producción.
3.3 Estudio De Tiempo
3.3.1 Definición del Estudio de Tiempo
Esta actividad implica la técnica de establecer un estándar de tiempo permisible para realizar una tarea determinada, con base en la medición del contenido de trabajo del método prescrito, con la debida consideración de la fatiga, las demoras personales y los retrasos inevitables.
3.3.2 ETAPAS DEL ESTUDIO DE TIEMPO
Obtener y registrar toda la información posible acerca de la tarea del operario y de las condiciones que puedan influir en la ejecución del trabajo.
Registrar una descripción completa del método, descomponiendo la operación en elementos.
Determinar el tamaño de la muestra.
Medir el tiempo con un instrumento apropiado, generalmente un cronometro y registrar el tiempo invertido por el operario en llevar a cabo cada elemento de la operación.
Determinar simultáneamente la velocidad de trabajo efectiva del operario por correlación con la idea que tenga el análisis de lo que de be ser el ritmo.
Convertir los tiempos observados en tiempos estándares, asignándole márgenes apropiados.
3.4 Ciclo de Trabajo
Es la sucesión de elementos necesarios para efectuar una tarea u obtener una unidad de producción. Comprende a veces elementos casuales.
3.5 TIEMPO ESTÁNDAR
3.5.1 Definición del Tiempo Estándar
Es el tiempo requerido para que un operario de tipo medio, plenamente calificado y adiestrado, trabajando bajo un ritmo normal, lleve a cabo la operación, este tiempo ha de incluir tiempo para todos los elementos de la operación y, además, para todos los suplementos necesarios. El tiempo estándar se calcula utilizando la siguiente expresión:

Cuando se realiza el estándar a máquinas no se toman en consideración las variables Fc y T, puesto que ellas son utilizadas sólo cuando se evalúan seres humanos.
3.5.2 Tiempo Promedio Seleccionado
Es la relación entre el total de lecturas de tiempo tomadas y el número de ciclos, en otras palabras va a ser la media aritmética del tiempo que dura cada elemento por el total de ciclos.

.
3.5.3 Calificación de la Actuación del Operario (Fc)
Antes de que el observador abandone el puesto de trabajo, tiene que haber dado una calificación justa del operario. Es costumbre aplicar una calificación a todo el estudio cuando se trata de ciclos cortos de trabajo repetitivo. Sin embargo, cuando los elementos son largos y comprenden movimientos manuales diversos, es más práctico evaluar la ejecución de cada elemento.
En el sistema de calificación de la actuación, o nivelación, el analista evalúa la eficiencia del operador en términos de su concepto de un operario "normal" que ejecuta el mismo elemento. Para hacer una buena labor de calificación de la actuación el analista de tiempos debe despojarse de todo prejuicio y apreciación personal, y de cualquier otro factor variable, y solamente tomar en consideración la cantidad de trabajo que haría el trabajador normal.
3.5.3.1 Concepto de la Actuación Normal del Trabajador
Se trata de un obrero adaptado a su trabajo y con suficiente experiencia para ejecutarlo de manera eficaz, con muy poca o ninguna supervisión, posee cualidades físicas y mentales coordinadas que le permiten pasar sin vacilación ni demora de un elemento a otro, según los principios de la economía del movimiento. Por su conocimiento y uso apropiado de todas las herramientas y equipo relacionado con su trabajo, mantiene un buen nivel de eficiencia, es cooperativo y trabaja a la mejor velocidad, adecuada a una ejecución continua.
3.5.3.2 Sistema Whestinghouse
Uno de los sistemas de calificación más antiguos y de los utilizados mas ampliamente para calificar la actuación de un trabajador, fue desarrollado por la Whestinghouse Electric Corporation. (Ver Anexo Nº 1)
El Sistema de Calificación Whestinghouse es uno de los más comúnmente utilizados. En este método se consideran cuatro factores para evaluar la actuación del operario:
1 Habilidad.
2 Esfuerzo.
3 Condiciones.
4 Consistencia.
1.- Habilidad: Es la pericia por parte del operario a seguir un método dado, se determina por su experiencia y aptitudes inherentes, como coordinación natural y ritmo de trabajo. Existen seis grados de habilidad: Extrema, Excelente, Buena, Regular, Aceptable, Deficiente.
2.- Esfuerzo: Se puede definir como la demostración de voluntad para trabajar con eficiencia, es representativa de la rapidez con la que se aplica la habilidad y puede ser aplicado en alto grado por el operario.
3.- Condiciones: Se refiere a las condiciones que afectan al operario y no a la operación. Los elementos que afectan las condiciones de trabajo son: Temperatura, ruido, luz y ventilación, las cuales se encuentran enumeradas en seis clases generales de condiciones con valores de +6 hasta -7%.
4.- Consistencia: Es el último de los factores que influye en la calificación de la actuación según Westinghouse. Los valores elementales de tiempo que se repiten constantemente indican, desde luego, consistencia perfecta.
3.5.4 Aplicación de Márgenes o Tolerancias (T)
El propósito fundamental de las tolerancias es agregar un tiempo suficiente al tiempo de producción normal que permita al operario de tipo medio cumplir con el estándar cuando trabaja a ritmo normal
Existen tres clases de interrupciones que se presentan ocasionalmente, que hay que compensar con tiempo adicional. La primera clase son demoras personales, la fatiga y los retrasos inevitables.
Retrasos Personales
En este renglón deberán situarse todas aquellas interrupciones en el trabajo necesarias para el bienestar y comodidad del empleado, esto comprenderá las idas a tomar agua y al sanitario, estudios detallados de producción han demostrado que un margen o tolerancia de 5 % por retrasos personales, o sea, aproximadamente de 24 min. En ocho horas, es apropiado para las condiciones de trabajo típicas de taller, el tiempo por retrasos personales dependerá de la clase de persona y de la clase de trabajo.
Retrasos Inevitables
Esta clase de demora se aplica a elementos de esfuerzo y comprende conceptos como: interrupciones por el supervisor, el despachador, el analista de tiempos, y de otras personas; irregularidades en los materiales, dificultad en mantener tolerancias y especificaciones y demoras por interferencia, en donde se realizan asignaciones en múltiples maquinas.
3.5.4.1 Método Sistemático para Asignar Tolerancias por Fatiga
Este método consiste en evaluar cuatro factores: condiciones de trabajo, repetitividad, esfuerzo y posición, cada uno de los cuales posee elementos que deben evaluarse en cuatro niveles (Ver Anexo Nº 2)
3.6 Establecimiento de Estándares de Tiempo
Se han empleados tres medios para determinar dichos estándares: estimaciones, registros históricos y medición del trabajo.
Las estimaciones como medio para establecer estándares se usaron más, en años anteriores que ahora. Debido a la creciente competencia con fabricantes extranjeros, se han desarrollados un esfuerzo mayor para establecer estándares basados más en hechos que en criterios o juicios. La experiencia ha demostrado que no es posible establecer estándares de producción consistentes y justos con el simple expediente de dar un vistazo a un trabajo y luego apreciar el tiempo requerido para efectuarlo. Los estándares quedaran en un 25 %, en promedio. Los errores compensatorios reducirán a veces esta cifra, pero por experiencia se sabe que en cierto lapso los valores estimados se apartan considerablemente de los obtenidos por medición.
En el método de los registros históricos, los estándares de producción se basan en los registros de trabajos semejantes realizados con anterioridad. En la práctica común, el trabajador marca una tarjeta cada vez que inicia un trabajo y repite la operación al terminarlo, esto registra el tiempo que el trabajador empleo en ejecutar ese trabajo, pero en qué tiempo debía haberlo efectuado. Como los operarios desean justificar toda su jornada, en algunos trabajos quedan incluidos los retrasos personales, los retrasos inevitables y los retrasos evitables en mayor grado de lo debido, no teniéndose la proporción adecuada del tiempo de retrasos.
Cualquiera de las técnicas de medición del trabajo: estudio de tiempo con cronometro, datos estandarizados, formulas de tiempo o estudios de muestreo del trabajo es un buen medio para establecer estándares justos de producción. Todos estos métodos se basan en hechos.
Los estándares de tiempo cuidadosamente establecidos posibilitan una mayor producción en una planta, incrementando así la eficiencia del equipo y del personal que la opera. Estándares deficientemente establecidos, aunque sirven más que no utilizar ninguno, ocasionarán inevitablemente costos mas elevados, dificultades con los trabajadores y aun una posible crisis de la empresa.
3.7 Técnicas de Medición del Trabajo.
La mejor forma de establecer los estándares de producción es utilizando las técnicas de:
Cronometrado.
Datos estandarizados.
Fórmulas de tiempo y
Muestreo del trabajo.
Todas estas técnicas consideran cada detalle del trabajo y su relación con el tiempo normal necesario para realizar el ciclo completo.
3.8 Técnicas de Cronometrado
3.8.1 Ventajas
Capacita al analista para observar el ciclo completo, dándole por este medio una oportunidad de sugerir e inicial el mejoramiento de métodos.
Es el único método que efectivamente mide y registra el tiempo real empleado por el operario.
Es más probable que comprenda aquellos elementos que ocurren menos de una vez por ciclo.
Proporciona rápidamente valores exactos para elementos controlados por maquina.
Es relativamente sencillo de aprender y explicar
3.8.2 Desventajas
Requiere la calificación o la evaluación de la actuación, o sea de la destreza y empeño del trabajador.
No obliga a llevar un registro detallado del método total que se empleo, incluyendo la distribución de equipo en el lugar de trabajo, los patrones de movimientos, la condición de los materiales, las herramientas, etc.
Puede no proporcionar una evaluación exacta de elementos no cíclicos.
Basa el estándar en una muestra pequeña, puesto que es determinado por un analista que estudia a un solo operario que usa un solo método.
Requiere que el trabajo sea realizado antes de establecer el estándar.
3.8.3 Tipos de Técnicas de Cronometrado
3.8.3.1 El Método Continuo
Consiste en dejar marchar el cronómetro durante y el estudio completo. El reloj se lee en los puntos terminales de cada elemento, mientras la aguja principal se mueve, mediante la pulsación de un botón que sirve para accionar una segunda aguja que nos indica el principio de otro elemento y el final del anterior.
Ventajas
1. Presenta un registro completo de la observación hecha.
2. Se registran todas las demoras y elementos extraños.
Desventajas:
1. Se necesita disponer de tiempo adicional para procesar los datos.
3.8.3.2 El Método Intermitente:
Consiste en leer el cronómetro en el punto final de cada elemento y devolverlo a cero.
Ventajas
1. Los valores se leen directamente por lo que no hay que estar perdiendo tiempo haciendo substracciones.
2. Los elementos que son realizados sin seguir el orden normal, pueden registrarse fácilmente sin requerir de notación especial.
3. No es necesario registrar las demoras.
Desventajas:
1. Se pierde tiempo de obturar la corona, por lo tanto se introduce un error acumulativo en el estudio.
2. Los elementos muy cortos son difíciles de medir.
3. No se tiene un registro completo del estudio debido a que las demoras y elementos extraños pueden bien no ser registrados.
4. El observador puede anticipar los valores de los elementos.
- Estimación Estadística del Numero de Ciclos a Estudiar
Existen varios métodos que permiten determinar el número de observaciones a realizar para obtener una muestra representativa en el cálculo de tiempo promedio para realizar las actividades.
Es posible determinar matemáticamente el numero de ciclos que deberán ser estudiados como objeto de asegurar la existencia de una muestra confiable y tal valor, moderado aplicando un buen criterio, dará al analista una útil guía para poder decidir la duración de la observación.
Para seleccionar el número satisfactorio de las lecturas a registrar, se hace uso del método estadístico: Estimación del tamaño de la muestra, utilizando la distribución "t de student", como modelo del comportamiento de la muestra y con un error de muestreo tolerable; previamente especificado desde el punto de vista de un intervalo y coeficiente de confianza, y determinando la desviación estándar se puede calcular el numero de observaciones para satisfacer el error de muestreo establecido.
Es de mencionar que cuando no se conoce la desviación estándar de la población, la desviación estándar de la muestra (S) se utiliza como estimador de la misma, por lo cual puede sustituirla en ecuaciones de intervalo de confianza y errores. Esta situación no presenta dificultades importantes, debido a que la desviación estándar de la muestra proporciona una aproximación al valor verdadero, además de esto por el teorema del limite central se sabe que cuando el tamaño de la muestra es > 30, la distribución de muestreo de la media será casi normal; no obstante, para muestras de 30 o menos observaciones (=30), la aproximación normal resulta inadecuada, por lo tanto, los cálculos se deben basar en la distribución "t de student", la cual es teóricamente correcta siempre que se utilice S.
La distribución t de student depende de un parámetro "los grados de libertad". Estos están dados por n-1, donde n es el tamaño de la muestra y n = 30 observaciones. En la distribución t, el intervalo de confianza permite determinar la exactitud, la cual, de acuerdo al uso final de los resultados, puede establecerse de (3-10) %. Según las exigencias que tenga el estudio, se debe especificar el coeficiente de confianza (I).
El procedimiento que se debe seguir para determinar el número de muestras representativas, siguiendo la distribución "t de student" es el siguiente:
Definir el coeficiente de confianza (C)
Definir el intervalo de confianza (I)

Realizar un número preliminar de muestras, inferior a 30 observaciones.
Calcular la desviación estándar de la muestra (S), mediante la siguiente formula:

Comparar Im con I.
Si Im = I Se acepta la muestra
Si Im > I Se rechaza la muestra
Recalcular la muestra utilizando la siguiente expresión:

CAPITULO IV
Marco metodológico
4.1 Tipo de Estudio.
El siguiente estudio esta desarrollado bajo un diseño experimental de tipo aplicado, pues esta orientado a mejorar el proceso desarrollado en Fundición I, a través del calculo de estándares de producción que permitan tener un indicador para evaluar el desempeño de los procesos y tomar acciones correctivas.
Según el nivel de profundidad y amplitud de las variables estudiadas, es descriptivo, porque describe, registra, analiza e interpreta las operaciones efectuadas en la planta de Fundición I, con el propósito de presentar estándares de producción adaptados a la realidad operativa de la planta.
Según el lugar donde se realiza la investigación, es de campo, debido a que se realiza observando las operaciones en su ambiente natural, permitiendo investigar los comportamientos, creencias, actitudes de los individuos o grupos de trabajo, tal como se presenta en la vida real.
Según la evaluación del objeto que estudia, evaluativo pues su objeto es valorar y enjuiciar el grado de logro de los objetivos de programas, a fin de corregir diferencias e introducir reajustes necesarios.
4.2 Población y Muestra
La población en estudio esta conformada por los diversos productos fabricados en el área de Fundición, entre ellos: cilindros, barras anódicas, planchones y lingotes. La muestra esta conformada por los cilindros que se obtienen de las mesas de colada 2 y 3; así como la línea de lingotes de 454 kg. y la lingotera circular de 680 kg.
4.3 Instrumentos para la recolección de información
Para la recolección de los datos se manejaron los siguientes instrumentos:
4.3.1 Entrevistas no estructuradas
Se realizaron entrevistas no estructuradas al personal que labora en el área de fundición I, poseedor de conocimientos, capacitado y con experiencia en las operaciones asignadas para desarrollar los estándares de producción. Con la aplicación de estas se logro obtener información precisa y detallada acerca de los procedimientos utilizados por el personal para desarrollar el trabajo.
4.3.2 Observaciones directas
Por medio de estas se logro confirmar la información recogida en la técnica anterior, visualizar y conocer la secuencia de las operaciones, rutinas o tareas desarrolladas en fundición I.
4.3.3 Revisión Bibliográfica
Es la recopilación y análisis de material bibliográfico contenido en los distintos informes de la empresa, textos, folletos, enciclopedias e intranet, entre otros, referente al tema de estudio.
4.4. Materiales
Lápiz y papel: para realizar anotaciones en las entrevistas y en las observaciones directas.
Tablero de apoyo con sujetador: para sujetar las hojas de anotaciones utilizadas para recabar la información en el área.
Computadora: para la redacción y elaboración del trabajo.
Unidad de almacenamiento de información USB.
Cronometro: para medir el tiempo en que se realizaron las actividades estudiadas.
Cámara fotográfica digital: para tomar las fotografías de las actividades realizadas por los operarios al momento de ejecutar su trabajo.
Planos de la Planta: Utilizados para reconocer el área donde se desarrolla el proceso, la ubicación de la misma.
4.5 Procedimiento
El procedimiento empleado para la determinación de los estándares de producción de las mesas de colada 2, 3, la línea de lingotes de 454 kg. Y la lingotera circular de 680 kg. De la planta de fundición I de C.V.G ALCASA se realizo en varias etapas:
Conocimiento del proceso que se lleva a cabo en fundición I, a través de visitas a esta área.
Recopilación de información mediante la aplicación de entrevistas a las diferentes personas vinculadas con el proceso productivo de fundición I para obtener información de cada una de las operaciones desarrolladas en esa área, las aleaciones preparadas y las unidades operativas.
Seguimiento de las operaciones a través de observaciones directas para verificar las condiciones de trabajo existentes y para registrar información útil para el cálculo de los estándares.
Actualización de los estándares de producción para las mesas de colada 2, 3 y la línea de lingotes de 454 kg. de la planta de fundición I.
Determinación del estándar de producción de la lingotera circular de 680 kg.

CAPITULO V
Situacion actual
Los estándares son una herramienta valiosa para las empresas pues les permite determinar las máximas oportunidades de reducción de costos, mediante una planeación óptima del uso de la mano de obra, materiales y equipos.
Actualmente la Superintendencia de ingeniería industrial es el ente encargado de generar los estándares de producción, de cada una de las áreas operativas que integran C.V.G ALCASA, estos estándares definen o estiman la cantidad de horas maquinas u horas hombres necesarias para obtener una unidad de producto; este valor le permitirá a la empresa: suministrar información para la programación de la producción, facilitar la preparación y análisis del presupuesto, contribuir a la determinación, fijación y control de los costos de mano de obra, planificar la fuerza laboral, evaluar el desempeño de los trabajadores, del sistema de producción y calcular la eficiencia de la mano de obra.
El área de fundición I posee estándares de producción de las mesas de colada 2, 3 y de la línea de lingotes de 454 kg. Basado en un estudio que data del año 2003, no ajustándose a la realidad operativa de la planta en la cual se han realizado modificaciones desde ese momento, algunas variaciones significativas son: la incorporación de los desgasificadores en línea a los canales de las mesas de colada 2 y 3, con el objeto de disminuir de manera significativa los gases y burbujas de la mezcla a colar; dando como resultado una superficie homogénea en el acabado de los cilindros. Con la incorporación de estos desgasificadores se logro eliminar el uso del cloro que se empleaba anteriormente, así como la disminución del tiempo en el proceso de colada.
Por otra parte se incorporo al proceso de producción un sistema de colada continua llamado lingotera circular, en donde se producen lingotes o pailas de 680 kg. Dicho sistema no posee un estándar de producción que permita determinar las máximas oportunidades de reducción de costos, mediante una planeación óptima del uso de la mano de obra, materiales y equipos.
La superintendencia de ingeniería industrial sumándose a los esfuerzos realizados por parte de la gerencia general de operaciones para incrementar la productividad y debido a que el área de fundición I posee estándares de producción desactualizados de las mesas de colada 2, 3 y las líneas de lingotes de 454 kg., ha considerado conveniente estimar nuevamente los estándares de producción para las estaciones antes mencionadas y determinar el estándar de producción para la lingotera circulas de 680 kg., cada uno de los estándares desarrollados serán sustentados, definiendo en estos los tiempos de cada una de las actividades involucradas en las operaciones, las ecuaciones utilizadas y las variables o parámetros considerados en el cálculo.
CAPITULO VI
Resultados
En este capitulo se presenta el procedimiento que debe seguirse para el calculo de los estándares de producción para las unidades de colada 2, 3, la línea de lingotes de 454 kg. y la lingotera circular de 680 kg. de la planta de Fundición I de C.V.G ALCASA.
Para la validación de las muestras correspondientes a los tiempos de operación, se utilizo un formato del programa Excel suministrado por la Superintendencia Ingeniería Industrial, basado en el método estadístico de la t de student, con un tamaño muestral igual a 15, Coeficiente de Confianza de 95 % y un error de 5 %. Éste determina si el número de muestras tomadas para el cálculo posterior de los estándares de producción son validas o por el contrario indica que el tamaño muestral debe ser recalculado. (Ver Anexo Nº 3).
Se aplico el método Whestinghouse para la asignación de las tolerancias, en este método se consideran cuatro factores para evaluar la actuación del operario: condiciones de trabajo, Repetitividad, Esfuerzo y posición de trabajo. Al igual que para la validación de las muestras se empleo un formato en el programa Excel con los factores a evaluar. (Ver Anexo Nº 4)
Otro formato útil que suministro la Superintendencia Ingeniería Industrial para la elaboración y actualización de los estándares de producción en el área de Fundición I, consta de cuatro ítems: operación, donde debe especificarse las actividades que forman parte de la operación que se describirá; límites de aplicación, que constituye el ámbito de aplicación de la practica, inicio y fin de la operación descrita; personal requerido, donde se especifica la cantidad mínima de personas requeridas por cargos o puestos de trabajos para ejecutar la operación que se describe y por ultimo se inicia el calculo del estándar de producción.
OPERACIÓN:
Incluye el trabajo necesario para cargar el horno, batir, escorificar, tomar muestra, adicionar aleantes, preparar la mesa de colada, colar, limpiar y subir mesa, extraer cilindros de la fosa, almacenar; escorificar el material vaciado en los moldes, desmoldar e identificar lingotes.
LÍMITES DE APLICACIÓN:
Cilindros pertenecientes a la serie de aleación 6063-8, S6063-1, 6063-6 de dimensiones promedios (5 1/8 " x 166 ", 6 " X 161 ", 6 1/8" x 154) preparados en la mesa n ° 2.
Cilindros pertenecientes a la serie de aleación 6063-6, 6005-1, de dimensiones promedios (7"x 230" y 8" x 230") preparados en la mesa n ° 3.
Lingotes de aleación 9900, 9970, 9979, 9984 preparados en la linea de moldes de 454 KG.
Lingotes de aleación 9970 preparados en la lingotera circular de 680 KG.
PERSONAL REQUERIDO:
1 Fundidor II.
1 Operador de Equipo Móvil Pesado.
1 Gruero.
ESTÁNDAR:
MESA N ° 2 (CILINDROS DE 5 1/8 ")
ACTIVIDADES TIEMPO (MIN)
Preparar horno (Fundir, Batir, Escorificar, Adicionar Aleantes) 64,133
Preparar Mesa. 71,400
Colar. 25,267
Limpiar y Subir Mesa. 13,968
Extraer Cilindros de la Fosa y Almacenar. 24,800
TIEMPO TOTAL DE COLAR (TC) (min.) 199,568
CONCESIONES:
Factor de Calificación de la Velocidad (Fc) 1 (Ver Anexo n °1)
Tolerancias (T) 0,23

ESTÁNDAR DE PRODUCCIÓN PARA CILINDROS DE 5 1/8 " (MESA Nº 2)

MESA N° 2 (CILINDROS DE 6 ")
ACTIVIDADES TIEMPO (MIN)
Preparar horno (Fundir, Batir, Escorificar, Adicionar Aleantes) 64,200
Preparar Mesa. 69,267
Colar. 29,067
Limpiar y Subir Mesa. 13,841
Extraer Cilindros de la Fosa y Almacenar. 25,400
TIEMPO TOTAL DE COLAR (TC) (min. 201,775

ESTÁNDAR DE PRODUCCIÓN PARA CILINDROS DE 6 " (MESA N° 2)

MESA N° 2 (CILINDROS DE 6 1/8 ")
ACTIVIDADES TIEMPO (MIN)
Preparar horno (Fundir, Batir, Escorificar, Adicionar Aleantes) 59,600
Preparar Mesa. 68,667
Colar. 28,133
Limpiar y Subir Mesa. 13,743
Extraer Cilindros de la Fosa y Almacenar. 24,333
TIEMPO TOTAL DE COLAR (TC) (min.) 194,477


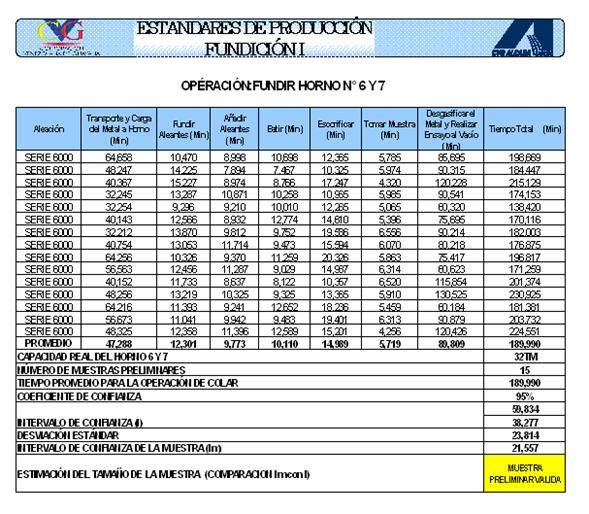
MESA N° 3 (CILINDROS DE 7 ")
ACTIVIDADES TIEMPO (MIN)
Preparar horno (Fundir, Batir, Escorificar, Adicionar Aleantes) 62,400
Preparar Mesa. 67,000
Colar. 48,933
Limpiar y Subir Mesa. 14,200
Extraer Cilindros de la Fosa y Almacenar. 25,467
TIEMPO TOTAL DE COLAR (TC) (min.) 218,000


MESA N° 3 (CILINDROS DE 8 ")
ACTIVIDADES TIEMPO (MIN)
Preparar horno (Fundir, Batir, Escorificar, Adicionar Aleantes) 61,200
Preparar Mesa. 65,867
Colar. 56,687
Limpiar y Subir Mesa. 15,333
Extraer Cilindros de la Fosa y Almacenar. 27,733
TIEMPO TOTAL DE COLAR (TC) (min.) 226,820

ESTÁNDAR DE PRODUCCIÓN PARA CILINDROS DE 8 " (MESA Nº 3)

LINEA DE LINGOTES DE 454 KG.
ACTIVIDADES TIEMPO (MIN)
Transportar el crisol a la línea de lingotes 12,181
Tiempo de Llenado del Molde 0,271
Desnatar 0,461
Retirar el crisol de la línea 3,883
Solidificación del metal 58,000
Desmoldar e identificar pailas 0.493
TIEMPO TOTAL DE COLAR (TC) (min.) 75,290

ESTÁNDAR DE PRODUCCIÓN PARA LINEA DE LINGOTES DE 454 KG.


LINGOTERA CIRCULAR DE 680 KG.
ACTIVIDADES TIEMP(MIN)
Preparar horno 69,800
Preparar moldes 36,067
Tiempo de Llenado del Molde 1,374
Desnatar 0,969
Solidificación del metal 18,067
Desmoldar e identificar pailas 0.657
TIEMPO TOTAL DE COLAR (TC) (min.) 126,934


Conclusiones
Los estándares de producción actualizados para las unidades de colada I, II, III, la línea de lingotes de 454 Kg. y el determinado para la lingotera circular de 680 Kg se ajustan a la realidad operativa de la planta.
Para la estimación de los estándares de producción se consideró el funcionamiento normal de la planta de fundición I.
Las variables que afectaron el estudio fueron: dimensiones y cantidad de los cilindros por colada, peso total por colada, velocidad de colada, carga total, tipo de aleación a preparar, diámetro, cantidad de cilindros, cantidad de lingotes por línea, peso por lingotes.
Recomendaciones
Revisar y actualizar periódicamente los estándares a través de la base de datos para mantenerlos así, ajustados a la realidad operativa de la planta.
Continuar el proceso de determinación de estándares de producción hasta cubrir todas las unidades existentes en el área de fundición y en la planta en general.
Bibliografía
Red Intranet perteneciente a C.V.G. ALCASA.
Rojas de Narváez Rosa; (1997). Orientaciones Prácticas para la Elaboración de Informes de Investigación. 2ª Edición ampliada y corregida. Puerto Ordaz: UNEXPO "Antonio José de Sucre", (pp.152 – 169).
NIEBEL, Benjamín W. (1990). Ingeniería Industrial: Métodos, Tiempos y Movimientos. México: Ediciones ALFAOMEGA.
DUERTO G. Ana K. (2.003). Estándares de Producción para las Unidades de Colada I, II, III, Horno de Homogeneizado Granco I y Linea de Lingotes de 454 kg de la planta de fundicion I de C.V.G Alcasa. Venezuela: UNEXPO.
Manual de Normas de procesos. Gerencia "Calidad y Proceso". Dpto. Calidad y proceso Fundición.
Anexos
ANEXO N° 1

FACTOR DE CALIFICACIÓN DE VELOCIDAD
ANEXO N° 2
MÉTODO SISTEMÁTICO PARA ASIGNAR TOLERANCIAS POR FATIGA

TOLERANCIAS POR FATIGA

CONDICIONES DE TRABAJO
Criterios de temperatura
La temperatura media probable de encontrar en la tarea diaria. (Las temperaturas dadas refieren a países de climas templados).
NIVEL 1. Temperatura controlada por medios mecánicos o eléctricos para el confort del personal, usualmente de 22 a 24 grados para personal inactivo o de oficina; 20 a 21 grados para trabajos de planta o normalmente activos.
NIVEL 2. Temperatura controlada por los requerimientos del trabajo, en donde el calor es generado por las máquinas u hornos o es requerido para el procesamiento de materiales. La temperatura varía de 24 a 29 grados en trabajos en áreas interiores y de 27 a 32 grados en exteriores donde se dispone de normal de aire.
NIVEL 3. Temperatura controlada por los requerimientos del trabajo, en donde el calor es generado por las máquinas u hornos o es requerido para el procesamiento de materiales. La temperatura varía de 18 grados o por sobre 27 para personal inactivo o de oficina. Por debajo de 4º o por sobre 32 grados en trabajos exteriores o donde se dispone de circulación normal de aire.
NIVEL 4. Temperatura por sobre 32º donde no se dispone de circulación normal de aire. Temperatura por sobre 35º o por debajo de 2º donde se dispone de circulación normal.
Criterios de ventilación
El suministro de oxígeno al sistema tiene un efecto considerable sobre la fatiga.
NIVEL 1. Operaciones normales en exteriores o en facilidades con aire acondicionado; con el aire libre de olores.
NIVEL 2. Facilidades normales de planta u oficina sin aire acondicionado donde pueden presentarse olores casualmente. El movimiento del aire es suplido normalmente por el movimiento del personal o de máquinas. No existe filtración del aire.
NIVEL 3. Áreas extremadamente pequeñas y cerradas donde el movimiento del aire es nulo. También, polvo proveniente del trabajo, sea cual sea el tipo de polvo. Humo limitado, bien sea extraño o generado por el operario.
NIVEL 4. Condiciones extremadamente tóxicas. Humo y polvo. Nieblas desagradables que tienden a ser nauseabundas y perturbadoras desde el punto de vista mental, aunque no son peligrosas para la salud. El movimiento del aire no remueve los efectos.
Criterios de humedad
La humedad influye en el confort del trabajador. La humedad alta usualmente causa movimientos que no forman parte de la operación, tales como falta de concentración debido a la transpiración, uso de pañuelos o movimientos con las manos para abanicarse. Estos movimientos usualmente no se realizan o no se miden cuando se realiza el estudio de tiempos.
NIVEL 1. Nivel de humedad normal y confortable, suplido por aire acondicionado o sistemas de calentamiento. No existe atmósfera seca o húmeda (Usualmente 40% a 55% de humedad relativa con 21 a 23º de temperatura).
NIVEL 2. Condiciones muy seca (Menos de 30% de humedad relativa). Alta humedad notoria al entrar a un sitio (60 a 85% de humedad relativa).
NIVEL 3. Humedad relativa muy alta; la ropa se humedece al cabo de cierto tiempo (por sobre 80% de humedad relativa).
NIVEL 4. Condiciones de gran humedad, tales como salas de vapor o exteriores bajo lluvia en donde debe usarse ropa especial.
Criterios de ruidos
El ruido causa fatiga a través del sistema nervioso.
NIVEL 1. Nivel normal de ruidos experimentados en la oficina promedio o planta industrial que produce productos livianos (variaciones entre 30 y 60 decibeles). Música intermitente puede ser escuchada y disfrutada fácilmente.
NIVEL 2. Áreas extremadamente quietas donde el ruido está casi ausente tal como una biblioteca (menos de 30 decibeles). También un área donde el ruido es constante pero bastante alto tal como una latonería, calle de una ciudad, etc. La música podría no oírse con placer.
NIVEL 3. Áreas normalmente quietas con sonidos intermitentes o ruidos desconcertantes. Ruidos secos y por sobre los 90 decibeles (prensa, ribeteadora, etc). También ruidos que no son intermitentes pero por sobre los 100 decibeles.
NIVEL 4. Ruidos de alta frecuencia intermitentes o constantes.
Criterios de iluminación
La iluminación influye directamente sobre la fatiga de los ojos, a menos que la iluminación sea tan pobre que implique la ejecución de movimientos extras de ciertas partes del cuerpo.
NIVEL 1. Luz suplida por tubos fluorescentes u otra iluminación indirecta distanciadas para producir de 20 a 50 pies-luz, suficientes para la mayoría de las aplicaciones industriales y de 50 a 100 para trabajos de oficina e inspección. La ausencia del deslumbramiento es aparente.
NIVEL 2. El deslumbramiento ocasional es una parte inherente al trabajo o donde se requiere iluminación especial.
NIVEL 3. El deslumbramiento continuo es una parte inherente al trabajo. También trabajos que requieren el cambio continuo de áreas iluminadas a áreas oscuras (menos de 5 pies-luz). Trabajos que requieren un efecto de persiana.
NIVEL 4. Trabajos en ausencia de luz o donde la visión es imposible debido a la obstrucción. Los ojos no se usan realmente. Ejm. Salón oscuro de fotografía, operario trabajando debajo de una máquina, etc).
REPETITIVIDAD
Criterios de duración
La fatiga varía consistentemente con la cantidad de tiempo requerido para completar el trabajo y la obtención de la impresión de realización de la tarea. Este es un factor psicológico que puede variar entre individuos, pero que varía de una tarea a otra.
NIVEL 1. Operación o sub-operación que puede ser completada en un (01) minutos o menos.
NIVEL 2. Operación o sub-operación que puede ser completada en quince (15) minutos o menos.
NIVEL 3. Operación o sub-operación que puede ser completada en una (01) hora o menos.
NIVEL 4. Operación o sub-operación que toma más de una (01) hora para completar.
Criterios de repetición del ciclo
La repetición del ciclo tiene gran efecto sobre la fatiga. Las operaciones del ciclo corto, pero que se repiten muchas veces durante el día crean una monotonía y efecto hipnótico que afecta adversamente a la productividad a medida que progresa el día.
NIVEL 1. Operaciones en las cuales el operario varía su patrón o puede programar su propio trabajo. Operaciones que varían de un día a otro o donde las sub-operaciones no pueden ser realizadas diariamente.
NIVEL 2. Operaciones con un patrón razonablemente fijo o las que se realizan bajo presión para su terminación. Las operaciones pueden variar de un ciclo a otro según la preferencia del operario, pero la tarea es regular.
NIVEL 3. Operaciones en donde la completación periódica está programada y es regular en ocurrencia o donde la completación de movimientos o patrones de planeación son hechos al menos 10 veces al día.
NIVEL 4. Operaciones en donde la completación de movimientos o patrones de planeación son hechos durante más de 10 veces al día. También operaciones pautadas por una máquina (la mayoría de las operaciones a destajo caen en esta categoría). Los operarios sufren de aburrimiento y falta de control.
Criterios de demanda física
Si bien el esfuerzo físico tiene un efecto real sobre la fatiga, si el esfuerzo es intermitente con descansos periódicos entre ciclos como parte de la tarea, este efecto disminuye. La tabla siguiente se aplica a diferentes situaciones.

Debe añadirse un nivel a cada uno de los anteriores, con un máximo de cuatro, si la tarea es realizada en posiciones de trabajos difíciles.
Criterios de demanda mental o visual
Este factor mide el grado de fatiga mental y visual obtenida a través de la concentración y coordinación de mente y vista. Depende del volumen y complejidad del trabajo, ciclo de aplicación y facultades mentales y visuales y de la intensidad de tal aplicación.
NIVEL 1. Solamente atención mental o visual ocasional, dado que la operación es prácticamente automática o la atención se requiere sólo a intervalos distantes.
NIVEL 2. Atención mental y visual frecuente, en donde el trabajo es intermitente o la operación comprende el esperar por alguna máquina o proceso para completar el ciclo, con alguna verificación.
NIVEL 3. Atención mental y visual continua por razones de seguridad o de calidad, usualmente operaciones repetitivas que requieren una atención o actividad constante.
NIVEL 4. Atención mental y visual concentradas en la distribución o ejecución de trabajos complejos que requieren gran precisión y gran calidad, o en coordinar un alto grado de destreza manual con atención visual concentrada por períodos largos de tiempo. También operaciones puramente de inspección en donde la verificación de la calidad es el objetivo principal
Criterios de posición
Las demandas físicas del cuerpo se consideran en la fatiga en cualquier momento, con excepción de los períodos de descanso. Las posiciones anormales de cualquier parte del cuerpo incrementan la fatiga, si no se produce el cambio de posición.
NIVEL 1. Posición: sentado o una combinación de sentarse, pararse y caminar, donde los cambios de posición no están distanciados más de 5 minutos. Los brazos y cabeza permanecen a la altura normal.
NIVEL 2. Parado o una combinación de pararse y caminar; el sentarse se permite sólo durante los períodos de descanso. También donde las manos y la cabeza permanecen en posiciones fuera de lo normal pero sólo por períodos menores de un (01) minuto.
NIVEL 3. Operaciones que requieren el pararse constantemente en la punta de los pies o donde el trabajo requiere extensión de brazos y piernas.
NIVEL 4 Operaciones donde el cuerpo permanece en posiciones extendidas o contraídas por largos períodos de tiempo, también donde la atención requiere de un cuerpo inmóvil.
ANEXO N° 3
FORMATO PARA VALIDAR LAS MUESTRAS
ANEXO N° 4
ASIGNACIÓN DE TOLERANCIAS PARA ESTÁNDAR DE COLADA DE LAS MESAS 2, 3, LINEA DE LINGOTES DE 454 KG. Y LINGOTERA CIRCULAR DE 680 KG.

Agradecimientos
A Dios por permitirme disfrutar de esta etapa de mi carrera y por los días que me ha concedido.
A mis padres, Nancy Tovar y Fernando Camacho por inculcar en mi y mis hermanos el sentido de superación, así como los valores infundidos para ser la persona que actualmente soy.
A todos mis hermanos que de alguna u otra manera estuvieron presentes en los momentos de satisfacción y sacrificio en el camino recorrido.
A mi Tutor Académico MSc. Ing. Iván Turmero por darme sus sabios consejos a través de toda mi carrera.
A mi Tutor Industrial Ing. José Flores por su colaboración y orientación en la realización de este trabajo.
A mis amistades que estuvieron presentes durante la elaboración y culminación del presente trabajo.
Camacho Tovar, José del V.
Dedicatoria
A dios todo poderoso por protegerme y acompañarme a donde quiera que vaya.
A los ángeles de mi guarda, por apartar toda piedra de tranca de mi camino.
En memoria de mi Abuela Justa Pastora Camacho, que siempre esta en nuestros corazones y que me protege desde el cielo.
Camacho Tovar, José del V.
UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA
"ANTONIO JOSÉ DE SUCRE"
VICE-RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL
PRÁCTICA PROFESIONAL
Tutor Académico: MSc. Ing. Iván Turmero.
Tutor Industrial: Ing. José Flores.
Fecha: Marzo 2009.
Autor:
Camacho Tovar, José del V.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |