Estandarización de consumo de aluminio líquido con alto porcentaje de hierro en los ánodos envarillados (página 3)
Figura 3.5.2.5 Micro estructura aumentada a lOOOx de una fundición gris
Fuente: Laboratorio analítico CVG. ALCASA
La resistencia a la tracción de las fundiciones grísea ordinarias suele variar entre 10 y 20 Kg./mm2 y su dureza 120 a 180 Brinell, su contenido de carbono puede variar de 3 a 3,75% y los contenidos de silicio de 1,25 a 2,50%.
3.5.3 Tamaño y distribución de las hojuelas de grafito
Los tamaños de las hojuelas de grafito generalmente se determinan por medio de comparación de los tamaños estándar preparados conjuntamente por la AFS (American Foundrymen's Society) y la ASTM (American Society for Testing Materials). La forma en que las hojuelas de grafito están ordenadas en la microestructura de hierro fundido gris generalmente se indica como uno o más tipos preparados conjuntamente por la AFS y la ASTM. Existen cinco tipos de hojuelas.
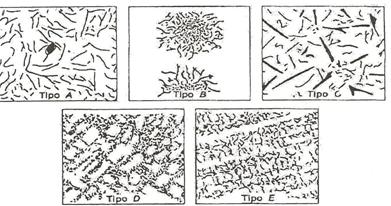
Figura 3.5.2.6 Tipos de hojuelas de grafito
Fuente: Laboratorio analítico CVG. ALCASA
Tipos de hojuelas de grafito. Tipo A: distribución uniforme, orientación al azar; tipo B: agrupamientos en roseta, orientación al azar tipo C: tamaños sobrepuestos de hojuela, orientación al azar; tipo D: segregación interdendrítica, orientación al azar; tipo E; segregación interdendrítica, orientación preferida. (Preparada conjuntamente por la ASTM y te AFS).
Las hojuelas tipo D y E resultan de la grafitización de una estructura eutéctica normal. Tales tipos aparecen en hierros de alta pureza o en hierros comerciales enfriados rápidamente durante la solidificación. Aunque el tamaño de hojuela grafitica es pequeño, la conformación interdendritica y el alto contenido de carbono debilitan el material; por lo tanto las hojuelas de tipo D y E son indeseables en hierros grises. El tipo de hojuela deseable en hierro gris se representa mediante el tipo de distribución uniforme y orientada al azar A, lo cual resulta de una estructura eutectica completamente separada. La conformación de rosetas tipo B es común solo en las regiones intermedias de un hierro fundido
vaciado en un molde frío. Esta región se llama atruchada o manchada y consiste en una mezcla de hierro gris y blanco. Las pocas hojuelas de grafito grande tipo C siempre indican que el hierro es hipereutéctico en contenido de carbono.
3.5.4 Fundición atruchada o moteada
Es una estructura dúplex solidificada, con una capa de fundición blanca en la superficie, soportadas por un núcleo de fundición gris, estas fundiciones son de características y microestructuras intermedias entre las fundiciones blancas y grises, las cuales poseen buena resistencia al desgaste y a la abrasión.
3.5.5 Fundiciones obtenidas en coquilla
Las fundiciones obtenidas en coquilla son generalmente blancas o atruchadas. Para la producción de piezas de fundición y acero o piezas pesadas de materiales no ferrosos, las coquillas se realizan de hierro fundido, para aumentar la resistencia del molde y eliminar el choque térmico del metal líquido, durante el vaciado el molde se recubre con un revestimiento especial.
Las piezas obtenidas en los moldes metálicos tienen una estructura de grano fino y propiedades elevadas, pero debido al enfriamiento rápido en las capas superficiales de las piezas surgen tensiones.
3.5.6 Influencia de la velocidad de enfriamiento
La velocidad de enfriamiento depende del espesor de la pieza y de la clase de moldeo empleado, este otro factor también ejerce una influencia decisiva en la calidad y microestructura de las fundiciones. Los enfriamientos lentos favorecen la formación de grafito, y por lo tanto, la formación de fundiciones grises.
Esta influencia es tan marcada que con una misma composición al variarse la velocidad de enfriamiento se obtienen diferentes calidades de distintas durezas y microestructuras. La velocidad de enfriamiento que suele variar principalmente con el espesor de las piezas, también se modifica con la naturaleza de los moldes.
Los pequeños espesores se enfrían mucho más rápido que los grandes; un molde metálico, enfría más rápidamente que un molde de arena. En los moldes metálicos el enfriamiento de la fundición será más rápido o menos, según el espesor del molde. En algunos casos, para alcanzar mayores velocidades de enfriamiento, los moldes metálicos son refrigerados con agua.
3.5.7 Influencia de los elementos de aleantes en la fundición gris usada en los procesos para colar ánodos y cátodos
Influencia del carbono: El proceso de grafitización, se facilita si el contenido de carbono es elevado, la matriz depende de la composición y la
velocidad de enfriamiento, pudiendo ser ferritica, si existe completa grafitización o perlifica, si se impide el proceso de obtener laminas de grafito. El carbono puede existir en dos formas en las fundiciones, como grafito libre en forma de láminas o combinado con hierro, formando cementita. El tamaño y el número de láminas de grafito presente, gobernaran en una gran parte, las propiedades mecánicas de la misma. Dichas laminas de grafito, actúan como discontinuada en la matriz, es decir, actúan como centro de concentración de tensiones, por ese motivo, las fundiciones grises poseen muy baja ductilidad. La fundición gris, es la más blanda, menor resistencia mecánica siendo esta la requerida en una buena unión, yoke – ánodo o barra cátodo y su posterior rotura en la prensa de cabos.
Influencia del silicio: Aumenta la fluidez y retarda la solidificación de la aleación fundida, desplaza hacia la izquierda la composición eutectica aproximada, es el grafitizante más efectivo, ya que se descompone la cementita en grafito, para formar laminas de grafito primario, al aumentar el silicio disminuye la extensión del campo austenitico y la transformación eutectoide se verifica en un intervalo mas amplio, aumentando la transformación en grafito y las laminas serán más gruesas. La formación de grafito, esta influenciado por la rata de enfriamiento. La presencia del silicio disminuye la contracción del hierro fundido, se requiere un cuidadoso control del contenido del silicio, para garantizar la obtención del tipo de fundición requerida.
Influencia del manganeso: Impide el proceso de grafitización estabilizando carburos al encontrarse en la proporción justa, se usa en la fundición para balancear el contenido de azufre, ya que se combina este para formar el MnS, el cual existe en forma globular, distribuido
desordenadamente a través de la microestructura, sin afectar las propiedades mecánicas.
El contenido del manganeso necesario, es calculado mediante la ecuación: %Mn=l,7*%S+0,3. El manganeso libre, aumenta la dureza y la resistencia de la ferrita, estabiliza la perlita y disminuye el tamaño de grano. Este MnS, se va en su gran mayoría en la escoria.
Influencia del azufre. Tiene el defecto opuesto al silicio, es decir, promueve la formación de cementita, inhibiendo la grafítización. Se presenta en forma de sulfuro de hierro, causando una debilidad excesiva, ya que se segregan los contomos, dificulta la difusión y aumenta considerablemente la dureza, fragilidad y contracción.
El azufre presenta en el análisis químico, una combinación, por lo general, con hierro o manganeso, para formar sulfures, sabiendo que su afinidad es mas grande por el manganeso. En consecuencia, se combina con hierro, solo cuando la fundición no tiene manganeso o este se encuentre en cantidades insuficientes para absorber todo el azufre en forma de MnS.
Influencia del fósforo: Se combina con el hierro formando ferrofósforo, FesP, forma un eutectico con la cementita, disminuye la tenacidad y su contenido debe controlarse, para obtener colabilidad al aumentar la fluidez y amplia el intervalo de solidificación eutectica, debido a la steadita de bajo punto dé fusión. Manteniendo los contenidos de carbono, silicio, azufre, manganeso, fósforo, dentro de Líos limites adecuados, la única variable que debe controlarse para obtener una fundición gris ferritica es la velocidad de enfriamiento.
3.5.8 Formación de Grafito
La aparición del grafito en vez de cementita en las aleaciones hierro carbono es debida a la inestabilidad del carburo de hierro en determinadas circunstancia y condiciones, que hacen imposible su existencia y favorecen en cambio la formación de grafito. Las condiciones que favorecen la formación de grafito, son:
a) Un elevado porcentaje de silicio.
b) Un enfriamiento relativamente lento.
c) La presencia de núcleos de cristalización en la fase liquida, ejerce gran influencia en la formación del grafito. El manganeso, azufre, cromo, favorecen la formación de cementita.
d) La máxima temperatura alcanzada por la aleación durante la fusión y la temperatura de colada, también influyen en la cantidad, tamaño y distribución de las láminas de grafito. En algunos casos, el grafito se forma directamente y en otros se forma al desdoblarse la cementita en grafito y hierro, según la reacción. Fe3 C___3Fe + C
En los procesos de enfriamiento correspondiente al diagrama estable, la separación del grafito puede realizarse en zonas y a temperaturas semejantes, en general, a las de aparición de cementita en el diagrama metaestable.
En las aleaciones hipereutecticas se forma grafito durante la solidificación según la línea C – D (Grafito Primario) luego se puede formar grafito a la temperatura eutectica (1145 °c), a esta temperatura eutectica, de acuerdo con el diagrama estable, se forma: Austenita saturada + Grafito, en proporciones eutecticas, en vez de formarse austenita saturada y cementita (ledeburita) como ocurría en las aleaciones que se solidifican de acuerdo con el diagrama metaestable. Al continuar el enfriamiento, el grafito también se puede precipitar, según la línea e9 – s" y finalmente a la temperatura eutectoide, la puede transformar en ferrita + grafito.
En la práctica casi nunca se transforma todo el carbono en grafito, y es muy frecuente que durante el enfriamiento se forme grafito "al realizarse una parte de las transformaciones, de acuerdo con el diagrama estable y luego se forme la cementita al realizarse otra parte de las transformaciones, según el diagrama metaestable. La cantidad de grafito o cementita que se forma en cada caso, de la influencia que ejercen los factores que favorecen la formación del grafito o que favorecen la formación de la cementita.
Es interesante señalar, que, en general, en las fundiciones grises del proceso de enfriamiento que sigue la solidificación, suele obtenerse primero grafito en las zona de temperaturas elevadas superiores a 900°c y luego suele formarse en la mayorías de los casos, la cementita a baja temperatura, en una zona de transformación próxima a la que corresponde a la formación de perlita en el diagrama metaestable.
El grafito se forma más fácilmente a temperaturas elevadas, que a bajas temperaturas y en las fundiciones hipereuteticas, se realiza más fácilmente la
formación de grafito, cuando parte de aleación, está todavía fundida. Que cuando toda ella está en estado sólido.
En las aleaciones hipereutecticas, el carbón se deposita más fácilmente en forma de grafito proeutéctico, que en forma de grafito ecléctico, también es más fácil la formación de grafito eutectico que la formación de grafito proeirtetico y finalmente, él grafito proeutético, se forma más fácilmente que el eutectoide.
3.5.9 Micro-constituyente del hierro fundido
Los micro-constituyente que normalmente están presentes en el hierro fundido son los siguientes:
Grafito: Unos de los tres estados alotrópicos en que se encuentra el carbono libre en la naturaleza, siendo los otro dos el Diamante y el Carbono amorfo, se presenta en forma de laminillas en las fundiciones grises. La proporción de grafito en la pieza fundida, depende del procedimiento adoptado para la colada, de la velocidad de enfriamiento y de la composición química del metal, factores .que introducen las variaciones en las propiedades mecánicas de la pieza fundida.
Ferrita: Es hierro puro y su estructura se presenta bajo el microscopio, en forma de granos cristalino irreciu'ares, los cuales están separados entre sí por las líneas delgadas. Se trata de un constituyente blando, dócil y magnético.
Perlita: Mezcla eutectoide compuesta por 0,8 % C, la mezcla esta formada por una serie de láminas paralelas, de muy pequeño espesor de ferrita Cementita. Se observa un fondo o matriz blanca de ferrita, la cual constituye la mayor parte de mezcla eutectoide (86,5%) conteniendo laminas delgadas de Cementita (13,5%).
Cementita: Es un carburo de hierro (FesC), contiene por tanto, 6,67 % de carbono en peso, es un compuesto intersticial típico, duro y frágil, cuya resistencia a la fracción es pequeña, presenta una resistencia a la comprensión, elevada, ofreciendo mayor dureza.
Austenita: El hierro disuelve carbono, siendo la solubilidad máxima de este, en aquel de un 2% a 1129°c y la solución sólida intersticial así formada, se denomina Austenita. Ledeburita: Mezcla eutectica de la Austenita y la Cementita, la cual contiene un 4,3% C, T=1129°c.
Solución Intersticial: Se obtiene cuando los átomos del soluto tienen un radio atómico pequeño y se intercalan en los espacios interatómicos de la red del disolvente, formados por átomos de mayor tamaño. Dada la pequeñez de los espacios disponibles en la red, se comprende que solo será posible formarlas con soluto, cuyos átomo tengan un radio atómico muy pequeño, inferiores a IA° (Angstrom). Los átomos que cumplen con esta condición son; hidrogeno (0,46), boro (0,97), carbono (0,77), nitrógeno (0.71), y oxigeno (0.60).
3.5.10 Procedimiento de reconstrucción de hornos de inducción
Una vez que el personal de Envarillado ha decidido sacar un homo de servicio, por considerar que el refractario se encuentra en estado inadecuado de operación, le participa a la sección de Refractario para que programe la demolición y reconstrucción de dicho homo. Luego este personal procede a la ejecución del trabajo de acuerdo al siguiente procedimiento:
a-. Demolición y Limpieza.
Esta operación es ejecutada por tres hombres, utilizando plogas neumáticas y barras metálicas para la demolición, y mangueras de aire para limpieza.
b-. Instalación del revestimiento refractario.
La función del revestimiento es soportar el choque físico y las diferencias de temperaturas del metal fundido durante un tiempo razonable (tiempo en que el homo esta en operación), la instalación del revestimiento es realizada en las siguientes etapas:
Primera etapa. (Revestimiento de respaldo)
Aplicación de 100 Kg de Minro-sil S-14 alrededor del serpentín para lograr el aislamiento térmico de este.
Construcción del piso circular con 35 ladrillos refractarios de 9" x 2 X 4 1/2.
Segunda etapa. (Revestimiento de servicio)
Aplicación de una capa de silicio de 7% en el piso del homo, a base minro sil 100 L.
Colocación de la formaleta de acero (molde cilindrico) en el centro del homo, para revestir las paredes.
Aplicación del revestimiento de servicio con 950 kg de minro sil 1001 para revestir la bobina hasta la línea de baño.
Finalmente se colocan 40 ladrillos refractarios, tipo arco alrededor de la boca del homo y parte superior del mismo encima del nivel del baño.
3.5.11 Materiales refractarios que componen el revestimiento del horno refractario
3.5.11.1 Refractario minro -Sil S-14.
Aglomerante hidráulico, refractario de silicio que se utiliza para recubrir las bobinas de los hornos no anucleados en la fundición de hierro y metales no ferros, cumple funciones de protección y aislamiento térmico.
En las especificaciones técnicas:
Máxima temperatura de servicio recomendado es 1425°c (2600°F)
2,24 kgs/dm3 (140 Ibs/dm3) de material requerido.
CAPITULO IV
Metodología de investigación
4.1 TIPO DE ESTUDIO
Según el nivel de profundidad y amplitud de las variables estudiadas, es Descriptivo, Según lo que explica Arias (1997): " la investigación descriptiva consiste en la caracterización de un hecho, fenómeno o grupo con el fin de establecer su estructura o comportamiento" (pag.25). Esta describe, registra, analiza e interpreta las operaciones efectuadas en Envarillado II y III, con el propósito de presentar un consumo de aluminio liquido con alto porcentaje de hierro en los ánodos de Envarillado II y III, a la hora de pintar los ánodos.
Con toda la intención se pretende reflexionar y analizar descriptivamente, los datos de interés y analizar la inherencia de las variables de estudio que permiten determinar aspectos de una manera particular de forma objetiva y así poder diagnosticar y hacer sugerencias para mejorar la situación estudiada.
Según el lugar donde se realizo la investigación, es de Campo, Arias (1997) en relación al diseño investigacional considera que:"… en el estudio de campo el investigador vive y comparte la experiencia del hecho o situación objeto de estudio… la observación directa da un carácter de veracidad comprobable…"(pag.36) es así que esta investigación esta esencialmente
configurada en base a la experiencia vivencias del autor en el escenario de la situación tratada, actuando como observador – participante.
Según el propósito, esta investigación es de tipo Investigación Aplicada, Ary, Jacob y Razarieh (1990), la definieron como "aquella que tiene como fin principal resolver un problema en un periodo de tiempo corto" (pag.24). Es así que esta investigación esta esencialmente orientada a la estandarización del consumo de aluminio liquido con alto porcentaje de hierro en los ánodos envarillado de 1140 mm y 1400 mm.
4.2 POBLACIÓN Y MUESTRA
De acuerdo con los objetivos del presente estudio es necesario que se definan claramente las características de la población que será objeto de estudio. Por ello se estableció la unidad de análisis y de limitación de población de estudio.
La población constituye la audiencia a quien va dirigido el objetivo investigacional. En el proceso de investigación según González, Pérez y Soto (1983) se define como "un conjunto finito o infinito de personas u objeto que presentan características comunes" (pag.22).
La población en estudio está conformada en Envarillado II y III en CVG ALCASA. La muestra en envarillado II fue conformada por mil quinientos veinte uno (1521) ánodos y en envarillado III fue de mil novecientos sesenta y cinco (1965) ánodos, para hacer un total de tres mil cuatrocientos ochenta y seis (3486) ánodos que fueron pintados con cinco (5) crisoles de envarillados II y cinco (5) crisoles de envarillados III desde el 07 de julio hasta el 09 de agosto del 2008.
4.3 TÉCNICAS E INSTRUMENTOS UTILIZADOS PARA LA
RECOLECCIÓN DE DATOS
Para la recolección de datos, se adoptaron ciertas técnicas:
Entrevistas no estructuradas, para facilitar la obtención de información, opiniones, referencias y conocimientos técnicos, se realizaron entrevistas no estructuradas donde se entrevistaron a los supervisores y operarios, obteniendo como resultado la información actualizada, precisa y detallada de envarillado II y III de CVG ALCASA.
4.3.1 Fuentes primarias
Es el tipo de investigación recopilada por el investigador a través de relatos, Apuntes, donde se tomó notas de algunos aspectos relevantes sobre el proceso; transmitidos por los participantes que laboran en Envarillado II y III.
4.3.2 Fuentes secundarias
Referencia Bibliográfica, estos comprenden la revisión bibliográfica realizada con el objeto de obtener los conceptos básicos que sirvieron de fundamento teórico para el desarrollo de este estudio.
4.3.3 Entrevistas no estructuradas
Para facilitar la obtención de información, opiniones y conocimientos técnicos, se realizaron entrevistas no estructuradas al personal que realiza las operaciones en las distintas áreas que se encuentran en envarillado II y III, como también al ingeniero de producción.
4.3.4 Observaciones
Las observaciones fueron de tipo directas en varios equipos con el fin de confirmar la información recolectada en las entrevistas realizadas en Envarillado II y III.
4.3.5 Recursos físicos
Hoja o formatos: Utilizado en la recolección de datos durante la observación directa de las actividades de traslado del crisol y el proceso de pintado de ánodos de envarillado II y III.
Microsoft Excel: Utilizado para elaborar hojas de cálculo, y formatos entre otros.
Microsoft Word: Utilizado para la trascripción de la información necesaria en el estudio.
Memoria 1 GB: Utilizada para almacenar toda la información concerniente al proyecto realizado.
Calculadora.
Cámara fotográfica.
Cronometro.
Lápiz y/o bolígrafo.
4.3.6 Equipos de protección personal
Los equipos mencionados son suministrados por CVG ALCASA:
Botas de Seguridad.
Lentes de seguridad claro.
Protectores Respiratorios.
Pantalón y chaqueta de Blue jeans.
Casco
Protectores auditivos
4.3.7 Recurso humano
Un (1) Asesor Académico: Ing. Industrial.
Un (1) Asesor Industrial: Ing. Industrial.
4.4 PROCEDIMIENTOS
La metodología empleada para la elaboración de este estudio de Estándares de aluminio de consumo en Envarillado II y III de Servicios a Reducción consistió en lo siguiente:
Realización de recorridos por las áreas a estudiar. Este recorrido se efectuó con el propósito de conocer los procesos que se llevan a cabo en esas áreas, así como el aluminio liquido usados para la producción de ánodos envarillados.
Identificación de la meta a conseguir con este estudio y sus posibles maneras de emprenderlo.
Definición y formulación del problema de la investigación.
Formulación de los objetivos generales y específicos de la investigación. El objetivo general como el fin último de la investigación; los objetivos específicos consiste en los pasos o fines parciales que deben cumplirse para lograr el objetivo general, el cual debe estar en concordancia con los requerimientos en la formulación del problema.
Realización de la planificación del proceso de investigación, este se baso en la elaboración del plan de seguimiento, estrategias y estructuras de la investigación y el informe que permitieron, de esta manera, describir y resumir los pasos a ser llevado a cabo en el proceso.
Revisión y análisis de las fuentes de información para formular el marco teórico; para esto se realizo la revisión de material bibliográfico acerca de los procesos en investigación y sus características, así como también, la teoría de las técnicas aplicadas.
Revisión de información de la empresa, manuales, practicas operativas y estándares actuales para estar al tanto del deber ser de las operaciones y compararlas con lo observado.
Selección de los instrumentos de recolección de datos para conseguir la información, estos fueron las entrevistas no estructuradas y la medición del estudio de tiempo por medio de la observación directa, estos instrumentos fueron seleccionados dadas las características de las operaciones y todos aquellos elementos relacionados con las actividades que permitieron obtener una visión panorámica y precisa.
Recolección de información sobre las operaciones de producción, a través del personal involucrado con las máquinas a usar, y la documentación existente (libros de registros).
Elaboración de tablas en Excel para manejar los datos obtenidos de las actividades de producción y así calcular los estándares del aluminio liquido.
Realización de cálculos para obtener el tamaño de la muestra de manera que se pueda inferir con respecto a los estándares de consumo de aluminio liquido en Envarillado II y III de Servicio a Reducción.
Elaboración de informe.
4.5 PROCEDIMIENTOS PARA LA ESTANDARIZACIÓN DEL CONSUMO DEL ALUMINIO LÍQUIDO
Para realizar la estandarización del consumo de aluminio líquido en Envarillado II y III de Servicio a Reducción, se establecieron una serie de pasos basado en un estudio estadístico con el fin de determinar el estándar del mismo con respecto a los ánodos rociados.
4.5.1 Realizar recorrido por las áreas a estudiar
Este recorrido se realizo con el propósito de conocer los procesos que se llevan a cabo en la aéreas de Envarillado II y III de Servicio a Reducción, así como los equipos y personal que intervienen en el proceso productivo.
4.5.2 Recopilar Información Sobre Las Actividades Que Se Realizan En Las Áreas De Envarillado II Y III.
En el caso de las actividades que se realizan para rociar los ánodos envarillados con el aluminio liquido con alto porcentaje de hierro en el área a estudiar, se encuentran los equipos:
Transportador terrestre
Transporte aéreo
Horno de inducción
Torre de enfriamiento
Grúa de admisión
Prensa de anillo
Prensa de cabos
Limpiadora de cabos
Rociadora de aluminio
Mesa de colada
Carga y descarga
Estación de grafito
Calentador de huecos
Calentador de barras
Colector de polvo
Enderezadora de barra
Específicamente con los equipos que trabaje son la rociadora (es donde se introduce el aluminio liquido con alto porcentaje de hierro) y tractores.
4.5.3 Revisar las actividades a estudiar
Todas las actividades de producción a estudiar para estandarizar el aluminio líquido fueron revisadas conjuntamente con el Ingeniero de Producción, con la finalidad de que el personal de operaciones estuviera enterado de las actividades a realizar para recopilar la información.
4.5.4 Establecer el factor de conversión del aluminio líquido con alto porcentaje en hierro.
La utilización del factor de conversión correspondiente al aluminio será en Kg por ánodos (por ejemplo 5 kg de metal por 1 ánodo envarillado) aproximadamente para estandarizar.
4.5.5 establecer el tamaño de la muestra
Para ello se estableció un nivel de confianza en 95% y el error máximo en un 5%. El tamaño de la muestra se determino después de obtener una muestra piloto que arrojara la desviación estándar posible de la población. De esa manara obtener el numero de observaciones necesarias para estimar una media población &µ con un límite de para el error de estimación de magnitud B = 5%.
Tamaño de la muestra para estimar &µ con un límite para el error de estimación B:

4.5.6 Estandarizar las cantidades obtenidas del metal usado
Se realiza promediando las cantidades con un margen de error establecido anteriormente. Las cantidades de metal están regidas hasta hora por las normas establecidas en las prácticas operativas de la empresa para cargar el horno, pintar de grafito las puntas de yugo y pintar los ánodos con aluminio liquido. Estas cantidades deben de tener como cantidad de medida Kg de material sobre ánodos envarillados según las normas establecidas por la empresa.
CAPITULO V
Situación actual
El siguiente capítulo comprende todo lo relacionado con las descripción y procesos del área estudiada en Envarillados II y III de CVG ALCASA.
5.1 DESCRIPCIÓN DE LA SITUACIÓN ACTUAL
En el Departamento de Envarillado II y III se realiza la unión del bloque de carbón con una varilla de aluminio mediante una fundición gris para formar el ánodo, el cual junto a los cátodos y un medio electrolítico constituye los tres (3) elementos básicos de una celda para la reducción de Aluminio.
La Planta de Envarillados II y III, están adscritas a la Gerencia de Reducción, tiene como objetivo principal suministrar oportunamente ánodos envarillados a las áreas de celdas de Reducción. Actualmente, envarillados II y III posee un volumen de producción de 10.100 ánodos al mes en cada una de ellas, trabajando dos (2) turnos diario de 8 Hrs. Un turno a la semana es dedicado al mantenimiento preventivo, trabajando por debajo de su capacidad instalada de 28.000 ánodos envarillados, por razones relacionadas con la falta de insumo y otros problemas derivados de la falla de los equipos, ausentismo laboral, entre otros.
5.1.1 Proceso Que Intervienen En El desarrollo De Envarillado Y Rociado De Ánodos
En el proceso de envarillado se utiliza cuatro elementos principales, el bloque de carbón de tres orificios, la varilla de aluminio con un yugo de tres puntas y la fundición gris para ensamblar los dos anteriores y el rociado de aluminio a los ánodos.

Figura 5.1.1.1 Proceso de envarillado
Fuente: Manual de Inducción de CVG. ALCASA
Ánodos cocidos de carbón: es un bloque compacto de aproximadamente 900 Kg. Con tres (3) orificios, cocido; constituidos por tres partículas de agregado seco las cuales se mantienen juntas mediante una mezcla de polvo fino de Coque de Petróleo Calcinado y Brea de Alquitrán.
Varilla: es una barra de aluminio de forma transversal cuadrada que va unida al yugo, a través de una junta bimetálica.
Yugo: es la parte inferior que va unida a la varilla, para ser introducida en los ánodos. Consta de tres (3) puntas equidistantes de un mismo diámetro.
Fundición gris: utilizada para el envarillado de ánodos, es una fundición gris laminar de matriz ferrítica y debe de reunir las condiciones físicas y químicas necesarias para que se produzca una buena unión, entre el yugo y el carbón anódico.
La fundición gris posee la siguiente composición química:
Elementos | Si | Mn | P | C | S |
% Min | 2.50 | 0.60 | 0.60 | 2.80 | — |
% Max | 3.50 | 0.70 | 0.80 | 3.20 | 0.20 |
Tabla 5.1.1.1 Composición química de la fundición gris
Para lograr esta composición química se mezcla tres (3) ferroaleantes (ferrosilicio, silicomanganeso y ferrofosforo), arrabio sólido, grafito carburizante, y además se utiliza el material de reciclo que se recupera de los ánodos ya usado (chatarra ferrosa, fundición gris desprendida).
Arrabio sólido: es un hierro que es alto en carbono que se obtiene en los hornos eléctricos de reducción.
Chatarra ferrosa: es un material metálico de desecho (Puntas de yugo, barras anódicas dañadas) utilizados como aporte de hierro en la fundición.
En el proceso de ensamble de ánodos también se usa grafito líquido para impregnar las puntas del yugo y aluminio liquido para pintar el ánodo ya ensamblado.
Grafito: carbono elemental que cristaliza en el sistema hexagonal, posee estructura laminada estratificada y exfoliación perfecta, brillo metálico o mate; opaco, de color gris de acero
Rociadora de Aluminio: utilizado para pintar los ánodos de carbón con aluminio líquido con alto porcentaje de hierro después de haberlos envarillados esto les permite alargar su vida útil dentro de las celdas electrolíticas.
5.1.2 Equipos Que Intervienen En El Proceso De Rociado De Ánodos Con Aluminio Liquido
Para realizar este proceso de rociado con el aluminio líquido a los ánodos se tiene que cumplir una serie de operaciones en la estación de rociado que se encuentran en Envarillados II y III:
Crisol con su tapa
Sistema gas/aire para el quemador de la tapa
Sistema rociador de aluminio
Sistema giratorio del transportador de barras
Grúa puente de 20TM
5.2 DESCRIPCIÓN DEL PROCESO
El proceso de consumo del aluminio empieza cuando en envarillados II y III solicitan aluminio líquido a las líneas I y II de celdas I y a las línea III y IV de celdas II y III respectivamente, en estas dos áreas se trabaja con dos medidas de ánodos una de 1140mm que es utilizada en envarillado II y una de 1400mm que son utilizados en envarillado III; una vez solicitado el aluminio a estas líneas el mismo es obtenido de las celdas electrolíticas y el metal es vaciado al crisol de celdas, una vez que el aluminio líquido este en el crisol este es pesado con la grúa donde le indica la cantidad de metal que se le envía a las áreas de envarillados.
El crisol de celdas es llevado a fundición en un montacargas luego que llega a fundición también es pesado en la balanza de de la misma, el monta carga deja en las áreas de fundición el crisol con el aluminio liquido, dependiendo de los operadores que estén en el lugar con la grúa hacen la descarga de aluminio del crisol de celdas al crisol de envarillado, estos dos crisoles son de forma y tamaño muy distinto por tal motivo se hace el cambio del metal de un crisol al otro ya que el crisol de envarillado es utilizado en la rociadora. Se espera que el montacargas de envarillado llegue a fundición para así ser trasladado el crisol con el respectivo metal hasta los Envarillado II o III, sin ser pesado, para así empezar el proceso de rociado de los ánodos de carbón.
Los ánodos de carbón son rociado con el aluminio líquido para así alargar la vida útil del ánodo de carbón, luego estos son trasladados a las líneas e introducidos a las celdas electrolíticas, este rociado o pintado de aluminio es para alargar la vida del ánodo de carbón en las celdas.
CAPITULO VI
Análisis y resultados
En este capítulo se exponen la presentación y discusión de los resultados obtenidos que permitieron la determinación de la cantidad de aluminio liquido que se enviaron a las áreas de Envarillado II y III durante el estudio dentro de la planta CVG. ALCASA.
6.1 ANALIZAR LA INFORMACIÓN DEL PROCESO DE PINTADO DE LOS ÁNODOS
En la estación de rociado de aluminio de Envarillado II o III, los ánodos ya ensamblados son llevados a una mesa giratoria que está diseñada para rotar el ánodo a una velocidad de 5 a 20 RPM en un tiempo de 40 Seg.
De esta forma, el ánodo es rociado con aluminio fundido a una temperatura entre 815ºC y 840ºC en la parte superior y las cuatro caras laterales. La mesa giratoria esta sincronizada con la estación de rociado, de forma tal que al estar el ánodo en posición correcta, comience el rociado y al completar el siglo es descargado de forma automática.
La operación del sistema de rociado puede dividirse en tres parte:
a) Llenado del crisol con aluminio fundido.
b) Encendido de los quemadores del crisol y la batea.
c) Rociado de aluminio
REALIZAR LA RECOLECCIÓN DE DATOS REALES PARA LA ESTANDARIZACIÓN DEL CONSUMO DE ALUMINIO
Mediante los datos establecidos por observaciones directas en el turno de 7 am a 3 pm, durante los meses estudiados se arrojo que los Kg. de aluminio líquido que se enviaban en los crisoles de las celdas a las áreas de envarillados II o III no correspondía con los Kg. de aluminio del crisol de los envarillados, ya que, durante el estudio o seguimiento que se le efectuó a el metal que se enviaba en los crisoles de envarillados fueron pesados y los pesos del metal no coincidían con los estipulados en los libros en donde se establecen los datos.
Los crisoles de envarillados II y III durante el estudio fueron pesados vacíos y llenos para que precisamente se observara con mayor seguridad la cantidad de metal líquido que es enviado a dichas áreas, ya que en los libros en donde se registran los pesos de metal que envían de las celdas a los envarillados definen la cantidad de kg de aluminio que les envían.
En las siguientes tablas se muestran los pesos de los crisoles de celdas y de los crisoles de envarillados: (ver tablas 6.2.1 Y 6.2.2).

Tabla 6.2.1 Cantidad de metal que se envía en los crisoles de celdas a los crisoles de Envarillado II

Tabla 6.2.2 Cantidad de metal que se envía en los crisoles de celdas a los crisoles de Envarillado III
Se observo que durante el trasegado de metal del crisol de celdas al crisol de envarillado, quedaba una cierta cantidad de aluminio en el crisol de celdas y este metal era vaciado en los moldes de fundición.
6.3 EVALUAR Y ANALIZAR LA CANTIDAD DE ÁNODOS PINTADOS CON LOS CRISOLES DE ENVARILLADO II Y III
De acuerdo con los análisis que se realizaron en las áreas trabajadas se tomaron en cuenta el numero de ánodos que fueron rociados (aluminio liquido) con los crisoles en observación; para así determinar la producción que se genero durante el estudio en las áreas de Envarillado II y III de CVG ALCASA.
En Envarillado II se detecto que de cinco (5) crisoles en estudio fueron rociados mil quinientos veinte uno (1521), y en Envarillado III al igual que en el área anteriormente nombrada se trabajo con cinco (5) crisoles en donde se observo que se rociaron mil novecientos sesenta y cinco (1965) ánodos.
En las siguientes tablas se aprecia las cantidades de ánodos que fueron rociadas con los crisoles que estuvieron en observación durante el estudio: (ver tablas 6.3.1 y 6.3.2).

Tabla 6.3.1 Cantidad de ánodos que fueron pintados (rociados) con el aluminio liquido enviado de la línea III a Envarillado II

Tabla 6.3.2 Cantidad de ánodos que fueron pintados (rociados) con el aluminio liquido enviado de las líneas III y IV a Envarillado III
6.4 MEDIR LA CANTIDAD DE METAL QUE SE PIERDE DURANTE EL PROCESO DE PINTADO DE LOS ÁNODOS EN EL ÁREA DE ROCIADO
Conforme con los resultados obtenidos por el estudio se tiene que durante el pintado de ánodos con el aluminio líquido en el área de rociado se crea cierta estiva (escoria), esta se traslada a fundición pasando por la balanza para el pesaje de dicha escoria.
A esta área se le hace mantenimiento semanalmente, en donde se segrega todo el metal que va dejando al rociar cada ánodo de carbón con el aluminio liquido que envían de las celdas en los crisoles para los Envarillados. Se tomaron los datos de los pesos de las bandejas en donde se traslada la estiva (escoria) durante cuatro (4) semanas, la cual arrojaron unos pesos y donde se puede observar la cantidad de aluminio ya convertido en solido que se envía de los Envarillados II y III a fundición.

Tabla 6.4.1 Peso de la estiva (escoria) que se traslada de los Envarillados II y III a Fundición
6.5 DETERMINAR EL RECORRIDO DEL ALUMINIO LÍQUIDO DESDE LAS LÍNEAS A FUNDICIÓN Y DE FUNDICIÓN A LAS ÁREAS DE ENVARILLADOS, PARA DETECTAR LAS POSIBLES DEMORAS EN EL PROCESO
El recorrido que hace el aluminio que es solicitado de los Envarillados II y III, empieza cuando este es llevado de las líneas a de celdas hasta fundición esta operación es rápida, ya que, apena salen de las celdas electrolíticas se pesan en la grúa y se lleva de inmediato a fundición, una vez ya en fundición se percibo una demora bastante considerables en cuanto al cambio de crisoles se refiere, ya que, no se encontraba el crisol de envarillado o no estaban los operarios para hacer el respectivo cambio. Otra demora que se pudo observar era la llegada del montacargas a buscar el crisol para así trasladar este a envarillado.

Tabla Nº 6.5.1 Traslados.
Estas demoras fueron tomadas en consideración según lo que ocurría durante el estudio, es decir, en un turno de trabajo continuo y luego fueron promediadas a un día de trabajo. Los tiempos mantenimiento correctivo y preventivo son un promedio de tiempo según análisis del personal que labora en esta área, en una jornada diaria de trabajo de los equipos.
Conclusiones
De acuerdo a los análisis realizados y resultados obtenidos se concluye lo siguiente:
1. Los estándares de consumo de aluminio para los Envarillados no se ajustan a la realidad operativa.
2. Para la estimación de los estándares de consumo se considero el funcionamiento normal de la planta de los Envarillados II y III.
3. Al realizar la toma de muestra y la revisión completa de los libros y reportes de la balanza de crisoles, con el propósito de conocer el peso del Aluminio que es enviado a los Envarillados se determino irregularidades en el pesaje, causadas por la forma arbitraria de los operadores teniendo como consecuencia que en algunos casos la producción de ánodos rociados no sea mayor, problema este que repercute enormemente en el proceso.
4. Es importante señalar que durante el seguimiento del crisol que sale de las líneas se pudo observar que hay cierto retraso en el cambio del crisol de celdas al crisol de Envarillado. Obedece a la disponibilidad de los grueros del área de fundición y a los retrasos de los montacargas de Envarillado.
5. La aplicación de los estándares es de gran importancia para saber y controlar el número de producción de ánodos pintados con el aluminio en Kg enviados a estas áreas en estudio. Además proporciona un patrón de referencia para futuras auditorias.
Recomendaciones
Las siguientes recomendaciones pretenden brindar una visión de posibles medidas a tomar en consideración después de las conclusiones obtenidas a fin de optimizar el proceso:
1. Se recomienda pesar los crisoles de los envarillados antes de hacer el trasegado y luego de la misma para así obtener un control más preciso del metal liquido que entra a estas áreas.
2. En cuanto a la actividad de traslado y cambiado de los crisoles, se pide que en el intervalo del trasegado de los crisoles de celdas a los crisoles de envarillados esto no dure tanto tiempo, ya que, se trabaja con un aleación que al enfriarse se solidifica y se adherir a las paredes de los crisoles y esto puede generar pérdida de consumo del aluminio y tiempo, y en cuanto a las grúas no deben tardar tanto tiempo en recoger los crisoles que van hacia los envarillados ya que ocasiona también la misma perdida de metal.
3. Realizar el posible reemplazo de los equipos que tengan su vida útil cumplida a fin de garantizar el desempeño efectivo de las actividades.
4. Notificar y detallar eficazmente en los libros de reporte, a fin de contar con información suficiente y veraz, de manera tal que estudios como este tengan menos limitaciones.
Bibliografía
Rojas de Narváez, Rosa (1997). Orientaciones practicas para la elaboración de Informes de Investigación. Unexpo
Sin tutor. Guías y practicas operativas de envarillados II y III. Biblioteca C.V.G Alcasa.
Scheffer, Mendenhall y Ott (1986) elementos de muestreo. México. Grupo Editorial Iberoamericano, S.A
Anexos:
LISTA DE ANEXOS
Anexo 1. Estación rociadora de aluminio crisol 139
Anexo 2. Panel de control de crisol en la estación de rociadora de aluminio 140
Anexo 3. Crisol de envarillado y crisol de celdas (cambio de metal de un crisol a otro). 141
Anexo 4. Crisol de celdas (vaciando el metal que fue pedido para envarillado a los moldes de fundición).. 141
Anexo 5. Estación de rociado de ánodos en envarillado (crisol).. 142
Anexo 6. Descarga de metal de las celdas a un crisol. 142
Anexo 7. Informe de reporte diario de ánodos (envarillados). 143
Anexo 8. Peso printomatic de la balanza de crisoles. 143

Anexo 1. Estación rociadora de aluminio crisol.

Anexo 2.Panel de control de crisol en la estación de rociadora de aluminio.

Anexo 3.Crisol de envarillado y crisol de celdas (cambio de metal de un crisol a otro).

Anexo 4.Crisol de celdas (vaciando el metal que fue pedido para envarillado a los moldes de fundición).

Anexo 5.Estación de rociado de ánodos en envarillado (crisol).

Anexo 6.Descarga de metal de las celdas a un crisol.

Anexo 7. Informe de reporte diario de ánodos (envarillados).

Anexo8. Peso printomatic de la balanza de crisoles.
Dedicatoria
A Dios todopoderoso, por darme la fuerza, constancia y dedicación.
A mi madre Carmen Suarez y a mi padrastro Juan Brito, por tanto amor y preocupación para con mi formación tanto profesional como espiritual.
A mis hermanos Joneil Antonio, Daylis Del Carmen, Kervins Antonio, por su cariño y atención absoluta y muy especialmente a mi hermana Neyva Aurora que ha sido como una madre para mí, por su apoyo, comprensión y cariño incondicional.
A mi ángel Raúl Comes, por ser en tan corto tiempo un ser muy especial en mi vida aunque estés ausente siempre te recordaré.
JIMÉNEZ SUAREZ, NINOSKA LISBETH
Agradecimientos
A Dios por la familia que poseo, los amigos, las personas que me rodean brindándole salud y fuerza, por darme la alegría de compartir con ellos mi vida para así lograr parte de mis metas.
A mi madre, por ser lo más importantes en mi vida y los que más quiero, sin su apoyo y su cariño no hubiese podido lograrlo, por brindarme la oportunidad de ser yo misma y buscar mi destino según la formación que ella me brindado.
A mis hermanos, porque los quiero mucho por brindarme su cariño y atención, siempre puedo contar con ellos y viceversa.
A mi Ángel Raúl Comes por enseñarme que no existen obstáculos que nos impidan alcanzar nuestras metas, que la vida es una sola y hay que vivirla a plenitud sin importar las limitaciones.
A mi tutor industrial Ing. José Bastardo y al Ing. Miguel Figueroa, por la oportunidad y asesoría brindada durante mi estadía en la empresa.
A mi tutor académico MSc. Ing. Iván Turmero, por el apoyo, la comprensión y la amistad.
A C.V.G Alcasa, por brindarme la oportunidad de usar sus instalaciones y su experiencia para la elaboración del presente estudio y darme el trato como a uno más de sus trabajadores.
A todo el personal obrero de Envarillado II Y III, por la amabilidad, cariño y respecto manifestado mientras realizaba mi trabajo.
A todos muchas gracias que Dios los bendiga.
JIMÉNEZ SUAREZ, NINOSKA LISBETH
(Enero 2009), Estandarización De Consumo De Aluminio Líquido Con Alto Porcentaje De Hierro En Los Ánodos Envarillados De 1140 Mm Y 1400mm De CVG Alcasa. Informe de Práctica Profesional, Departamento de Ingeniería Industrial. Vice-Rectorado Puerto Ordaz. UNEXPO. Tutor Académico (UNEXPO): MSc. Ing. Iván Turmero. Tutor Industrial (CVG ALCASA): Ing. José Bastardo.
Autor:
Jiménez Suarez, Ninoska Lisbeth.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |