Estudio de tiempos, preparadora y cizalla, Skin Pass (página 2)
Calculadora e instrumentos de medir, según el trabajo a estudiar.
Etapas del Estudio de Tiempos
Tiempo estándar
Es una función de la cantidad de tiempo necesario para desarrollar una unidad de trabajo, usando un método o equipos dados, bajo ciertas condiciones de trabajo, ejecutado por un obrero que posea una cantidad de habilidad específica y una aptitud promedio para el trabajo. Es el tiempo requerido para que el operario de tipo medio, plenamente calificado y adiestrado, trabajando a un ritmo normal, lleve a cabo la operación. Se determina sumando el tiempo asignado a todos los elementos comprendidos en estándares de tiempo. El tiempo estándar tiene los siguientes propósitos:
Base para el pago de incentivos.
Denominador común para la comparación de diversos métodos.
Medio para asegurar una distribución de espacio disponible.
Medio para determinar la capacidad de la planta.
Base para la compra de equipos nuevos.
Base para equilibrar la fuerza laboral con el trabajo disponible.
Mejoramiento del control de la producción.
Control exacto y determinación del costo de la mano de obra.
Base para primas y bonificaciones.
Base para el control presupuestal.
Simplificaciones de los problemas d dirección de la empresa.
Una vez elegido el trabajo que se va a analizar, el estudio de tiempos suele constar de las etapas siguientes:
a. Obtener y registrar la información: obtener y registrar toda la información posible acerca de la tarea, del operario y de las condiciones que puedan influir en la ejecución del trabajo.
b. Comprobar el método: antes de emprender el estudio es importante comprobar el método empleado por el operario. Se debe realizar una descripción completa del método utilizado y luego compararlo con lo que se especifica en la hoja de instrucciones, para verificar si se están utilizando los mejores métodos y movimientos.
c. Descomponer la operación en elementos: después de comprobar que el método que se utiliza es adecuado o el mejor en las circunstancias existentes, se debe descomponer la operación en elementos. Se debe tomar en cuenta que el ciclo de trabajo empieza al comienzo del primer elemento de la operación o actividad y continúa hasta el mismo punto en una repetición de la operación o actividad.
d. Determinar el tamaño de la muestra: se trata de determinar el número de observaciones que deben efectuarse para cada elemento, dado un nivel de confianza y un margen de exactitud predeterminados. Es importante que las observaciones se hagan durante cierto número de ciclos, a fin de tener la seguridad de que podrán observarse varias veces los elementos causales.
e. Realizar cierto número de observaciones basadas en un método estadístico: las observaciones a realizarse deben estar basadas en un método estadístico que permita determinar la validez del estudio.
f. Medir el tiempo de cada elemento: utilizar un instrumento apropiado, generalmente un cronómetro, y registrar el tiempo invertido por el operario o la máquina en llevar a cabo cada elemento de la operación.
Existen dos procedimientos principales para tornar el tiempo con cronómetro:
Cronometraje Acumulativo: el reloj funciona de modo ininterrumpido durante todo el estudio; se pone en marcha al principio del primer elemento y no se lo detiene hasta acabar el estudio. Al final de cada elemento se apunta la hora que marca el cronómetro, y los tiempos de cada elemento se obtienen haciendo las respectivas restas después de terminar el estudio. Con este procedimiento se tiene la seguridad de registrar todo el tiempo en que el trabajo está sometido a observación.
Cronometraje con vuelta a cero: los tiempos se toman directamente; al acabar cada elemento se hace volver el segundero a cero y se pone de nuevo en marcha inmediatamente para cronometrar el elemento siguiente.
Determinar la velocidad de trabajo efectiva del operario (Cv): se debe disponer de algún medio para evaluar el ritmo de trabajo del operario en estudio y situarlo con relación al ritmo normal. De esta manera se tiene que valorar el ritmo de trabajo; es justipreciarlo no por correlación con la idea que se tiene que es el ritmo tipo. La valoración tiene como fin determinar, a partir del tiempo que invierte realmente el operario observado, cuál es el tiempo tipo que el trabajador calificado medio puede mantener, por consiguiente lo que debe determinar el analista es la velocidad con que el operario ejecuta el trabajo en relación con su propia idea de velocidad normal. La calificación se realiza durante la observación de los tiempos elementales, el analista debe evaluar la velocidad, la destreza, la carencia de falsos movimientos, el ritmo, etc. la coordinación y efectividad deben ajustarse a los resultados o a la actuación normal.
g. La calificación son los procedimientos que se utilizan para ajustar los valores de tiempos observados en forma tal que corresponda con los tiempos requeridos para que el operario normal, ejecute una tarea.
Métodos par la determinación de la calificación de la velocidad:
a. Westinghouse (más utilizado): consiste en evaluar de manera visual y objetiva como es la actitud y aptitud del operario en la realización de sus actividades mediante cuatro factores, descritos a continuación determinando así la categoría, la clase y la puntuación respectiva, el valor total corresponderá a la suma algebraica de dichos factores.
Habilidad: pericia en seguir un método, se determina por su experiencia y sus aptitudes inherentes como coordinación natural y ritmo de trabajo, aumenta con el tiempo.
Esfuerzo: demostración de la voluntad para trabajar con eficiencia, rapidez con la que se aplica la habilidad, está bajo control del operario.
Condiciones: aquellas que afectan al operario, los elementos incluidos en este aspecto son: ruido, temperatura, ventilación e iluminación.
Consistencia: se evalúa mientras se realiza un estudio, al final, los valores elementales que se repiten constantemente tendrán una consistencia perfecta.
La evaluación de todos estos factores tiene dos componentes, uno cualitativo y otro cuantitativo.
b. Westinghouse modificado.
c. Calificación sistemática.
d. Calificación por velocidad.
e. Calificación objetiva.
h. Convertir los tiempos observados en tiempo normal: el tiempo normal es el requerido por un operario normal para realizar la operación cuando trabaja con una velocidad estándar, sin ninguna demora por razones personales o circunstancias inevitables:
TN = TPS * Cv
TPS: tiempo promedio seleccionado
Cv: calificación de velocidad del operario
TPS = åT
n
Determinar los suplementos que se añadirán al tiempo básico de la operación (tolerancias)
La determinación de los suplementos quizás es la parte del estudio del trabajo más sujeta a controversia, debido a que es sumamente difícil calcular con precisión los suplementos requeridos para determinada tarea, por lo que se debe procurar evaluar de manera objetiva los suplementos que pueden aplicarse uniformemente a los diversos elementos de trabajo o a las diversas operaciones.
De acuerdo al modelo básico para el cálculo de los suplementos se tiene que los suplementos por descanso (destinados a reponerse de la fatiga) son la única parte esencial del tiempo que se añade al tiempo básico. Los demás suplementos, como por contingencias, por razones de política de la empresa y especiales, solamente se aplican bajo ciertas condiciones. (Ver Figura 3.1)

Figura 8. Suplementos de tiempos básicos por operación (tolerancias)
Los suplementos por descanso son los que se añaden al tiempo básico, para dar al trabajador la posibilidad de reponerse de los efectos fisiológicos y psicológicos causados por la ejecución de una actividad en determinadas condiciones y para que pueda atender a sus necesidades personales. Su cuantía depende de la naturaleza del trabajo. Los suplementos por fatiga se añaden elemento por elemento a los tiempos básicos, de modo que se calcula por separado el total de trabajo de cada elemento, y los respectivos tiempos se combinan para hallar el tiempo tipo de toda la tarea u operación. Se entiende por fatiga el cansancio físico y/o mental, real o imaginario, que reduce la capacidad de trabajo de quien lo siente.
El contenido de trabajo de una tarea u operación es el tiempo básico más el suplemento por descanso, más un suplemento por trabajo adicional, o sea la parte del suplemento por contingencia que representa trabajo.

Propósito: agregar un tiempo suficiente al tiempo de producción normal que permita al operario de tipo medio cumplir con el estándar a ritmo normal; se expresa como un multiplicador, de modo que el tiempo normal, que consiste en elementos de trabajo productivo, se pueda ajustar fácilmente al tiempo de margen.
Si las tolerancias son demasiadas altas, los costos de producción se incrementan indebidamente y si los márgenes fueran demasiados bajos, resultarán estándares muy estrechos que causarán difíciles relaciones laborales y el fracaso eventual del sistema.
Se le debe asignar una tolerancia o margen al trabajador para que el estándar resultante sea justo y fácilmente manejable por la actuación del operario medio a un ritmo normal y continuo.

Método sistemático para asignar las tolerancias: evaluar la forma objetiva y a través de la observación directa, el comportamiento de las actividades ejecutadas por el operario, mediante un conjunto de factores los cuales poseen una puntuación según el nivel (evaluación cualitativa y cuantitativa). La sumatoria total de esos valores determina el rango y la clase en (%) a que pertenece, según la jornada de trabajo que aplique, para asignarle un (%) del tiempo total que permita contrarrestar la fatiga.
Asignación de tolerancias: los suplementos son variables porque dependen del comportamiento y características del trabajo, mientras que las fijas ya están permanentemente definidas bien sea por la empresa, gobierno o contrato colectivo.
Las categorías contingencia, política de la empresa, y especiales generalmente se expresa en porcentajes del tiempo normal.
Normalización de las tolerancias: deducir de la jornada de trabajo, los tiempos por conceptos de suplementos o márgenes fijos de forma tal que se obtenga la jornada efectiva de trabajo, y luego se determina cual es el porcentaje que representa las tolerancias por fatiga y necesidades personales (por regla de tres)

Procedimiento Estadístico para la determinación del tamaño de la muestra
Los métodos estadísticos pueden servir de guía para determinar el número de ciclos a estudiar. Se sabe que los promedios de las muestras (X) tomados de una distribución normal de observaciones, están normalmente distribuidos con respecto a la media de la población (?).
Determinar el nivel de confianza (c)
Determinar los intervalos de confianza (I)

Cronometraje
Continuo: sus ventajas son, que los elementos regulares y extraños se siguen etapa por etapa, y hay mayor exactitud. Sus desventajas es que existe restas sucesivas que prolongan el estudio.
Vuelta a Cero: entre sus ventajas se cuenta que, se obtienen directamente el tiempo de cada elemento, y comprueba la estabilidad del operario. En sus desventajas se cuenta con que existe pérdida de tiempo por la reacción mental, y no se registran elementos extraños.
DIAGRAMA DE PARETO.
El Diagrama de Pareto es una gráfica en donde se organizan diversas clasificaciones de datos por orden descendente, de izquierda a derecha por medio de barras sencillas después de haber reunido los datos para calificar las causas. De modo que se pueda asignar un orden de prioridades.
Para la correcta identificación de los "Pocos Vitales", es necesario que los datos recolectados para elaborar el diagrama de pareto este en cantidad adecuada, sean verdaderos y en un periodo de tiempo determinado.
Según este concepto, si se tiene un problema con muchas causas, se puede decir que el 20% de las causas resuelven el 80% del problema y el 80% de las causas solo resuelven el 20% del problema.
Por lo tanto, el Análisis de Pareto es una técnica que separa los "pocos vitales" de los "muchos triviales". Una gráfica de Pareto es utilizada para separar gráficamente los aspectos significativos de un problema desde los triviales de manera que un equipo sepa dónde dirigir sus esfuerzos para mejorar. Reducir los problemas más significativos (las barras más largas en una Gráfica Pareto) servirá más para una mejora general que reducir los más pequeños. Con frecuencia, un aspecto tendrá el 80% de los problemas. En el resto de los casos, entre 2 y 3 aspectos serán responsables por el 80% de los problemas.
DIAGRAMAS DE ESPINA DE PESCADO O CAUSA – EFECTO
El diagrama Causa-Efecto es un vehículo para ordenar, de forma muy concentrada, todas las causas que supuestamente pueden contribuir a un determinado efecto. Nos Permite, por tanto, lograr un conocimiento común de un problema complejo, sin ser nunca sustitutivo de los datos. Es importante ser conscientes de que los diagramas de causa-efecto presentan y organizan teorías. Sólo cuando estas teorías son contrastadas con datos podemos probar las causas de los fenómenos observables.
Errores comunes son construir el diagrama antes de analizar globalmente los síntomas, limitar las teorías propuestas enmascarando involuntariamente la causa raíz, o cometer errores tanto en la relación causal como en el orden de las teorías, suponiendo un gasto de tiempo importante.
CAPÍTULO IV
Marco metodológico
Tipo de Investigación
El tipo de investigación realizada es descriptiva, de campo, evaluativo y aplicada:
Descriptivo, ya que permite describir analizar e interpretar las distintas actividades y procedimientos actuales que se realiza en la planta Skin Pass indicando la realidad del problema, para así obtener un correcto diagnostico.
De Campo, ya que el estudio se realizo directamente en el área de trabajo puesto que se aplicaron métodos y técnicas que permitieron la recolección de datos e información directamente relacionada con el proceso.
Evaluativo, Ya que el objetivo principal es diagnosticar y evaluar la problemática actual de la pérdida de tiempo para reparar una bobina.
Aplicada, Porque su objetivo es lograr la creación de un nuevo método para el mejoramiento del proceso antes descrito así como su optimización.
Diseño de la Investigación
El diseño del presente informe es no experimental de campo, ya que la información necesaria fue desarrollada en la misma área de estudio, contando con la colaboración del personal operario de la planta encargados específicamente de la línea Skin Pass.
Población y Muestra
La población se realiza en laminación en caliente específicamente la línea Skin Pass. Las muestras son las espiras de las bobinas que son reparadas en el Skin Pass.
Técnicas e Instrumentos de recolección de datos
Revisión De Documentos, Manuales, Intranet e Internet.
Esta relacionado con la revisión de documentos de la empresa, como los procedimientos y el control de la documentación interna, intranet para la información de la organización y el Internet para la documentación sobre los procesos de inventario y almacenamiento.
Observación Directa
Esta técnica permitió determinar la secuencia de las actividades, rutinas, personal requerido, los materiales, equipos, herramientas.
Entrevistas
Se procedió a realizar entrevistas no estructuradas a la muestra en estudio al personal que labora en la línea Skin Pass con la finalidad de obtener una información mas precisa y detallada sobre los procedimientos empleados por el personal que labora en estas áreas.
Materiales o Recursos
Lápiz y papel: recopilar los datos necesarios y útiles para este estudio, provenientes tanto de la observación directa, como de otras fuentes suministradas por la empresa.
Equipos de protección: utilizados para evitar los riesgos en el momento de realizar las visitas al área de trabajo, entre ellas se pueden mencionar los pantalones, camisas manga larga, lentes, botas de seguridad, protector auditivo y casco de seguridad.
Cámara fotográfica digital: utilizada para la tomar de fotografías de los equipos y procesos en cuestión, con el fin de ilustrar las operaciones descritas en la línea Skin Pass y de esta manera poder visualizar de manera más detallada la ejecución de las mismas.
Formatos: utilizados para vaciar la información concerniente a los tiempos tomados en las operaciones ejecutadas en la línea.
Computador IBM y HP: empleada para la trascripción de la información necesaria en el estudio.
Cronómetro: para tomar los tiempos en las partes operativas de la línea Skin Pass.
Procedimiento Utilizado
Para la realización de esta investigación se siguió el siguiente procedimiento:
Conocimiento del funcionamiento de la línea Skin Pass en general.
Recolectar toda la información de la línea Skin Pass.
Comprender las diferentes actividades que realiza la línea Skin Pass.
Elegir las diferentes actividades a estudiar para la elaboración del estudio de tiempo de la línea Skin Pass.
Realizar entrevistas no-estructuradas al personal que labora en el Skin Pass.
Diagnosticar e identificar las actividades de la línea como las entradas y salidas del proceso actual.
Elaboración de un formato de estudio de tiempo para precisar las demoras en el descarte de espiras en las bobinas que se ejecuta en la línea Skin Pass.
Identificar las oportunidades de mejora que se presentan en la línea debido a las perdidas del material embobinado que llega al Skin Pass.
Establecimiento de Conclusiones y Recomendaciones.
Elaboración de informe final.
CAPÍTULO V
Situacion actual
SELECCIÓN DEL SEGUIMIENTO.
En la línea Skin Pass se llevo a cabo un seguimiento al operario que se encontraba tanto en la estación preparadora como el operador de la propia línea, para poder visualizar o determinar las causas que originan demoras al hacer descarte del material embobinado. En la preparadora se encuentra un operador que se encarga de recibir las bobinas y es informado por sistema si viene con comentarios ingresando el número de la identificación de la bobina, es decir, saber si la bobina viene defectuosa, cuantos metros tienen que descartar para luego ser trasladada a la línea. El otro seguimiento que se le hizo fue al operador principal de la línea, que es el encargado de recibir las bobinas que vienen de preparadora para ser laminadas.
SITUACION ACTUAL DE LA LÍNEA SKIN PASS
La línea Skin Pass se encuentra en el sector de productos planos de laminación en caliente. Skin Pass se encarga de garantizar valores de planeza mas exigentes, llevando a cabo su proceso de manera eficiente y eficaz, pero esta línea requiere de un soporte técnico que evite demoras en
el descarte de material de la bobinas en la cizalla 2 de la línea de manera que no atrase el proceso.
Todo el proceso se lleva a cabo de la siguiente manera: Las bobinas son transportadas hasta la viga de entrada por una grúa puente, el operador verifica el numero por el cual esta identificado la bobina para buscarlo en el sistema y cerciorarse si la bobina viene con comentarios, es decir, si presenta defectos, y realizarle el respectivo descarte bien sea por bordes doblados, bordes rotos o variación de espesor que son los comentarios frecuentes que llegan las bobinas a la estación preparadora. La bobina es trasladada hacia unos rodillos de preparación para realizar el corte de fleje que trae la bobina. Algunos operadores que se encuentran en la estación preparadora no retiran los flejes de los rodillos en el instante, lo dejan acumular y lo llevan hasta la cuba; otros lo retiran y lo van acumulando en un costado de la cabina esperando que se acumulen alrededor de 20 flejes o mas para luego ser llevados a la cuba; mientras que otros retiran el fleje dejando acumular alrededor de 5 ó 6 flejes y lo van a depositar a la cuba, indicando las practicas operativas que lo mínimo que se puede dejar acumular en flejes es de 4 ó 5 flejes. Algunas bobinas llegan con las espiras sueltas a la preparadora, es decir vienen sin flejes por lo que el operador al momento del descarte de material tiene que operar con precaución de manera que no se forme un sobrelazo en la bobina. Todos los descarte caen en la cuba (container donde se van depositando los desechos), llámese desechos, a los cortes que se le hacen a la bobina y los flejes, una vez es llenada la cuba un operador notifica al trabajador que opera la grúa puente para que proceda a retirarlo y vaciarlo en un camión 350.
Todas las bobinas que presentan defectos y que llegan a la viga de entrada son las del código 378 (variación de espesor) que normalmente le hacen descarte de 6 metros, 146 (bordes doblados) y 151 (bordes rotos) que son descartadas en la preparadora por la cizalla.
Las prácticas operativas indican que si una bobina no presenta ningún tipo de defecto se procede a realizarle 3 ó 4 cortes lo que equivale más o menos a 1 espira tomando en cuenta el tiempo que tardan en hacerle los descartes. La gran mayoría de las bobinas llegan con comentarios de descarte de 6 metros, por lo que el operador normalmente le hace 6 cortes de aproximadamente 1 metro. Otros operadores indicaban que procedían hacerle los cortes de la lámina hasta quitar la tiza, dicha marca de tiza es la identificación de la bobina, con la finalidad de evitar que se marquen los cilindros de apoyo de la línea, por lo que habitualmente llegaban a realizar más de 4 cortes cuando la bobina llegaba sin comentarios. Caso contrario ocurría cuando la bobina llegaba con comentarios de descarte de 6 metros pero no lograban descartar la marca de tiza que había en la lámina llegando hacerse hasta 7 u 8 cortes. Es importante acotar que la marca de la tiza de la lámina en la parte superior se marca de manera que abarque más o menos 1 espira de la lámina para que pueda ser descartada por completo. Algunos operadores no realizan los descartes correspondientes en la preparadora cuando una bobina llegaba con comentarios de cortes de 10 metros o más, el operador procedía a realizarle 2 ó 3 cortes de aproximadamente ¼ de espira y lo envían a la cizalla 2 para que el laminador principal se encargara de descartar el resto. Otros operadores indicaban que no procedían a realizarle descarte de más 10 metros en la preparadora debido a que la bobina comienza a soltarse las espiras formándose un pliegue en la parte inferior de la bobina entre los dos rodillos que no permite que continúe el proceso de preparación y mandan a descartar el material en la cizalla de línea.
Una vez realizado los cortes respectivos en la preparadora y el corte de fleje se posiciona en los rodillos de preparación para luego ser trasladada a la zona intermedia en la espera de ser enviada a la secuencia de emboque, es decir, traslada la bobina al mandril desenrollador; una vez se incorpora la bobina al mandril, comienza a ejecutarse el tiempo de enhebrado que se
encuentra en la propia línea donde la lamina comienza a desenrollarse para ser procesado en la línea. Es importante mencionar que el laminador principal es notificado por el operador de la estación preparadora cuando no realiza los descartes correspondientes, de manera que, el laminador principal se encargue de descartar el material defectuoso en la cizalla 2 o cizalla de línea lo que produce muchas demoras, llegando a veces a descartar 18 espiras o mas de 40 metros de descarte. Cuando ocurre este tipo de acontecimiento se procede hacer un rollo del material defectuoso. Algunas bobinas presentan defectos al final del enrollado con diámetro interno que en la viga de entrada no pueden ser descartadas por lo que tiene que pasar obligatoriamente a la cizalla de línea para descartar el defecto y hacer un rollo. Esta cizalla se encuentra en la línea con el propósito de hacer cortes muy pequeños bien sea porque la lamina al inicio se doblo por una mala operación o porque la bobina al inicio venia levantada y no podía posicionarse bien en la cizalla doblándose el skin por lo que correspondía realizarle un corte; de igual manera se hace el descarte al final de la lamina porque la gran mayoría de las bobinas presenta la forma de una cola de pescado que tiene que ser descartada.
Todo este proceso del Skin Pass se llevo un estudio de todos los tiempos presentes en la línea, es decir, de todos los elementos que forman parte del proceso.
DIAGRAMA DE PROCESO SITUACIÓN ACTUAL.



Fuente: Elaboración propia.
CAPÍTULO VI
Análisis y resultados
En el periodo en que se realizó la pasantía, en la Gerencia de Laminación en Caliente, específicamente en el área de Skin Pass se ejecutó un estudio para el cálculo de tiempo efectivo y las demoras ocasionadas en la línea debido a las actividades en cuanto al descarte de material tanto en la preparadora como en la cizalla de línea que fueron ejecutadas por diferentes personal, específicamente por cuadrillas, que se encuentran operando en la línea, las cuales fueron seleccionadas previamente donde ocurrieron demoras que diariamente ocurren en la línea. Dichas actividades son las siguientes:
Tiempo en la viga de entrada, la cual consta de un carro transportador que traslada la bobina hacia los rodillos de preparación.
Cortes de flejes en los rodillos de preparación por el brazo abridor.
Tiempo en el retiro de flejes.
Tiempos en el descarte de material en la cizallas preparadora de la bobina defectuosa.
Tiempo en el descarte de material en la cizalla de línea.
Los datos precisos para llevar a cabo el cumplimiento de los objetivos se obtuvieron mediante la observación directa. Para este estudio se utilizo un cronometro aplicando lecturas de tiempo continuo siguiendo el horario normal.
El estudio aplicado en las diferentes actividades arrojo como resultado la recolección de datos e información que permitieron analizar las actividades de manera que se pueden determinar los tiempos aplicados en la línea, la finalidad del análisis es la identificación de las causas de las demoras aplicadas en la cizalla de línea y en la estación preparadora para elaborar recomendaciones para que no ocurran demoras en la línea.
Para la realización de este estudio se utilizaron 3 tipos de tratamientos de la información que permitieron representar los resultados:
Diagrama de Gantt: para el desglose de las actividades en la ejecución de las demoras presentes en la línea con sus respectivos tiempos.
Gráficos. Para percibir el porcentaje que ocupan las demoras inevitables y evitables y el tiempo real de la ejecución de las actividades programadas de las demoras presentes en la línea.
Análisis FODA: El estudio se hará por las cuadrillas presentes en la línea que influyen notablemente en la ejecución de las actividades presentes en el Skin pass.
Cuadro de tiempos: para la recopilación de tiempos, permitiendo la elaboración de conclusiones y recomendaciones acorde con los resultados.
Representación del estudio de tiempo de las demoras causadas en la estación preparadora y en la cizalla de línea.
6.1.1 Representación del Estudio de Tiempo de la viga de entrada la cual consta de un carro transportador para el traslado de la bobina.
En la zona de laminación en caliente, específicamente el Skin Pass, a viga de entrada se encarga de hacer el traslado de la bobina para llevar a cabo el descarte de material defectuoso que tiene la bobina antes de pasar a la propia línea.
La estación preparadora consta de:
Carro transportador: su función es cargar la bobina trasladarla, la descarga en los rodillos de preparación y luego retorna a su posición inicial.
Rodillo de Preparación: consta de dos rodillos para posicionar la bobina para el corte de fleje la entrada de la lámina a la cizalla.
Cizalla de Preparación: se encuentra ubicada en la misma estación del rodillo de preparación y se encarga de descartar material defectuoso.
 Para llevar a cabo este estudio se hará un seguimiento de 20 bobinas que pasan en la estación preparadora así como también la línea Skin Pass donde se encuentra ubicada la cizalla. (Ver Figura Nº 6.1 y 6.2)
Para llevar a cabo este estudio se hará un seguimiento de 20 bobinas que pasan en la estación preparadora así como también la línea Skin Pass donde se encuentra ubicada la cizalla. (Ver Figura Nº 6.1 y 6.2)


Figura 9. Identificación de la Estación Preparadora.
Fuente: Elaboración propia.


Figura 10. Identificación de la línea Skin Pass.
Fuente: Información suministrada por la Gerencia de laminación en Caliente.
Para mostrar el desglose de las actividades en elementos de ejecución y las demoras presentadas, con sus respectivos tiempos; se utilizó un Diagrama de Gantt que se muestra a continuación (Ver Figura Nº 6.3)

Figura 11. Diagrama Gantt.
Fuente: Elaboración propia.
NOTA: Para la carga, traslado, descarga de la bobina en la estación preparadora y retorno de la viga de entrada los tiempos que tardan para cada actividad están expresados en segundos, lo cual implica que para la elaboración del diagrama Gantt los tiempos expresados fueron en minutos por lo que la actividad que lleva a cabo en la viga de entrada son tomados como ceros. Para la carga de la bobina su tiempo es de 13 segundos, traslado 12 segundos, descarga 8 segundos, retorno de la viga 14 segundos lo que la actividad como tal en la viga de entrada tiene un tiempo de 47 segundos aproximadamente.
Elementos de la Actividad.
Viga de Entrada: se encarga de hacer el traslado de la bobina por un carro transportador hasta los rodillos de preparación. La estación preparadora trabaja de forma manual. El tiempo de traslado ya esta establecido por lo que normalmente tarda alrededor de 46 sg en carga, traslado hasta los rodillos de preparación, descarga y retorno de la viga.
Rodillos de preparación: consta de dos rodillos que se encargan de posicionar a la bobina para hacerle el respectivo corte de fleje que trae la bobina. El corte del fleje no se puede ejecutar hasta que el carro que traslada la bobina vuelve a su posición inicial. Una vez el carro llega a su posición inicial para hacer el traslado de otra bobina, se procede a subir el brazo abridor de bobina de la preparadora para cortar el fleje de la bobina y luego baja para empezar a realizar los cortes en la cizalla, tomando un tiempo para saber cuanto es lo que tardan en hacer el corte del mismo. El preparador que se encuentra en la cabina procede hacer el retiro del fleje que se van acumulando en los rodillos de preparación.
Cizalla 1: se encarga de hacer los respectivos cortes de la bobina cuando vienen con defectos ubicada en la preparadora. Cada corte que realice la cizalla va a depender directamente del operador de acuerdo a la información suministrada por el sistema del defecto que tiene la bobina. Una vez realizado los cortes respectivo se traslada la bobina a la zona intermedia para continuar con la siguiente secuencia que es el emboque.
Secuencia de Emboque: La Bobina se embocará en el mandril desenrollador girando en el sentido a la laminación, para garantizar el apriete de las espiras internas de la bobina. El traslado normalmente se hace de forma automatizada y si presenta cualquier tipo de falla en el emboque el operador lo realiza de forma manual. Una vez empieza a desenrollarse la bobina comienza la otra secuencia que es la de enhebrado.
Secuencia de enhebrado: el operador se encarga de controlar y ejecutar todo el proceso completo para garantizar la planeza del material, de igual manera debe controlar la desaceleración de la banda con el fin de evitar roturas de banda.
Cizalla de línea o cizalla 2: al igual que en la cizalla preparadora, se encarga de hacer el descarte del material que no se le hace en la estación preparadora lo que muchas veces ocasiona demoras en la línea.
Factores de Intervención en el Tiempo de Ejecución de la Actividad.
Los factores que intervinieron en las actividades se encuentran divididos en dos partes, factores presentados en el proceso de inicio de cada actividad y desvíos presentados en la actividad.
Inicio de Actividad
El proceso se llevaba a cabo de manera eficaz siempre y cuando tuvieran material para pasar en la línea.
Desviaciones de la Actividad
Las bobinas deben tener un tiempo de enfriamiento de 72 horas para que puedan ser procesadas en el Skin Pass con una temperatura no mayor de 55 °C.
Mantenimiento de la grúa puente por lo que atrasaba el proceso por no llegar material a la línea.
Falta de material que no son enviados a la línea provenientes del laminador en caliente.
Parada de la línea por mantenimiento.
Falla mecánica y/o eléctrica en la línea que tenían que reparar la cuadrilla, en caso de que no estaban en manos de ellos repararlo llamaban a personal especializado en el caso, solucionando el problema existente.
Tiempo de Ejecución completo de la Actividad en la viga de entrada y estación preparadora.
Los resultados que se presentan a continuación se calcularon el tiempo total, el tempo promedio, tiempo normal necesidades personales, demoras inevitables, evitables, coeficiente de fatiga, cada uno de estos cálculos sumados determinan en tiempo estándar para cada unas de las actividades.
Así mismo fue calculado el tiempo promedio con demoras para las mismas y comparando el tiempo estándar con el tiempo actual se puede saber cual actividad esta causando las demoras para cada unas de las líneas y también se utiliza tanto el diagrama de pareto como el diagrama causa-efecto o espina de pescado de Ishikawa para determinar la frecuencia y cuales son las causas raíces de las demoras en cada una de las actividades que afectan el ciclo de producción de esta línea.
Procedimientos Estadísticos
Se procede a determinar el número de observaciones a realizar en la recolección de datos, dichos datos se obtienen por medio de los ciclos observados y registrados con el fin de tener una información con mayor confiabilidad.
Para la realización de este proyecto de investigación se tomaron un total de 5 observaciones para cada caso presentado en la estación preparadora sin considerar la cantidad de lecturas adicionales que podrían arrojar este procedimiento. Seguidamente se procedió a determinar un nivel de confianza (Nc) de 90% y por lo tanto tener una precisión de un 10%.
A continuación se muestran un grupo de datos relevantes para el calculo estadístico "t student".


A continuación se presenta Tablas con los tiempos y con todas las identificaciones de las bobinas que pasaron en la Estación Preparadora.
Tabla 1. Representación de los tiempos cumpliendo con las prácticas operativas y retirando fleje de los rodillos de preparación. (Tiempo Perfecto). (Ver tabla 1)
Bobinas | N° de Cotes | N° de Espiras | Tiempo (Minutos) | Observaciones | |
1 | 4 | (1/2) | 3:54 | Sin comentarios. Descarto hasta quitar tiza de la lámina. | |
2 | 2 | (1/2) | 3:03 | Sin comentarios. Descarto hasta quitar tiza de la lámina | |
3 | 1 | (1/4) | 2:51 | Sin defectos. Descarto solo punta de la lamina | |
4 | 1 | (1/4) | 2:01 | Solamente descartar punta de la bobina. | |
5 | 3 | (1/2) | 3:00 | Sin comentarios. Descarto hasta quitar la tiza de la bobina. | |
Fuente: Elaboración propia.
Determinación de la Desviación Estándar (S).
Determinamos la desviación estándar de todas las operaciones registradas en el para el estudio de tiempo, y a través de la siguiente fórmula:

Im £ I ] 0,7956 = 0,7956 min.
Como Im = I se acepta el tamaño de la muestra, por lo que es innecesario realizar nuevas lecturas.
Tabla 2. Identificación de los tiempo cumpliendo con las practicas operativas pero no retiran flejes acumulándolo en los rodillos de preparación. (Ver tabla 2).

Fuente: Elaboración propia.
Determinación de la Desviación Estándar (S).
Determinamos la desviación estándar de todas las operaciones registradas en el para el estudio de tiempo, y a través de la siguiente fórmula:


Im £ I ] 0,5755 = 0,5755 min.
Como Im = I se acepta el tamaño de la muestra, por lo que es innecesario realizar nuevas lecturas.
Tabla 3. Identificación de los tiempo Incumpliendo con las practicas operativas pero retiran flejes de los rodillos de preparación. (Ver tabla 3).

Fuente: Elaboración propia.
Determinación de la Desviación Estándar (S).
Determinamos la desviación estándar de todas las operaciones registradas en el para el estudio de tiempo, y a través de la siguiente fórmula:


Como Im = I se acepta el tamaño de la muestra, por lo que es innecesario realizar nuevas lecturas.
Tabla 4. Identificación de los tiempos descartando material de 6 metros en adelante y retirando fleje de los rodillos de preparación. (Ver tabla 4).

Fuente: Elaboración propia.
Determinación de la Desviación Estándar (S).
Determinamos la desviación estándar de todas las operaciones registradas en el para el estudio de tiempo, y a través de la siguiente fórmula:

Por tanto, S = 0.3338

Como Im = I se acepta el tamaño de la muestra, por lo que es innecesario realizar nuevas lecturas.
Tabla 5: Identificación de los tiempos con demoras producidas en la preparadora por mal manejo de control, falla mecánica y/o eléctrica.

Fuente: Elaboración propia.
Determinación de la Desviación Estándar (S).
Determinamos la desviación estándar de todas las operaciones registradas en el para el estudio de tiempo, y a través de la siguiente fórmula:

Por tanto, S = 0.9799

Como Im = I se acepta el tamaño de la muestra, por lo que es innecesario realizar nuevas lecturas.
Determinación del Tiempo Estándar.
Cálculo del Factor de Calificación del Operario (Ver Anexo 3)

Fuente: Factor de calificación del operario. La calificación es igual a:

Este valor indica que el operario trabaja a 3% superior a la eficiencia del operario promedio.
A continuación se presenta un formato de tabla resumida con la identificación de los tiempos ejecutados de los casos presentados con anterioridad en la
viga de entrada y estación preparadora con tiempos totales, tiempos promedios, demoras evitables e inevitables, necesidades personales, factor fatiga, el tiempo estándar y el tiempo actual que se presenta en la preparadora. (Ver tabla 6)

Fuente: Elaboración propia.
A continuación se presenta un gráfico con la identificación de los tiempos Estándar ejecutados en la viga de entrada y estación preparadora

Gráfico 1. Tiempos Estándar aplicados en cada caso.
Fuente: Elaboración propia.
Resultados:
Los resultados expresan que a pesar de descartar más de 6 metros el tiempo Estándar es inferior cuando se incumplen las prácticas operativas llamado como tiempo imperfecto, a diferencia de cuando ocurren demoras por fallas mecánicas y/o eléctricas que el tiempo es superior a las anteriores.
En el siguiente grafico se hará referencia a todos los datos registrados anteriormente pero aplicando tiempo Estándar y tiempo Actual.

Gráfico 2. Tiempos Estándar vs. Tiempo Actual
Fuente: Elaboración propia.
Resultados:
Los resultados muestran que el tiempo actual con demoras es superior al tiempo estándar cuando se realiza descarte de más de 6 metros retirando los flejes de los rodillos. A diferencia cuando ocurren demoras por fallas mecánicas y/o eléctricas o mala operación que su tiempo actual es inferior al Estándar, lo que quiere decir que los operarios que están en la línea al presentar una falla operan de manera rápida y eficiente al tiempo establecido.
Representación del Promedio de las demoras en la viga de entrada y la estación preparadora.
El tiempo de ejecución de la actividad en la viga de entrada y estación preparadora se determino en 4.22 minutos tomando en cuenta todos los elementos que forman parte de la estación preparadora y los descarte de material de las bobinas en la cizalla que llegan con o sin comentarios y los operadores que retiran los flejes de los rodillos de preparación y los que no llevan a cabo el retiro del mismo. La ejecución de la actividad se realiza de forma manual por un operador. Durante este tiempo en el que se desarrolló la actividad se verifico una demora general en la preparadora de 2.03 minutos lo que representa un 48.10% del tiempo de ejecución de la actividad, la demoras que se aplicaron fueron durante el proceso debido a mala operación durante el descarte, dentro de las cuales se encuentra el tiempo de demora por tolerancia equivalente a 1.37minutos representando un 67.48% de la demora general. Las demoras evitables las cuales fueron determinadas en 1.03 minutos o 50.73% y las demoras inevitables que son donde se considera por falta material en la viga que es enviada por la grúa puente fue de 0.30 minutos lo que representa un 14.77%. (Ver tabla 7)

Gráfico 3. Demoras generales en forma detallada en la estación preparadora.
Fuente: Elaboración propia.
6.1.2 Representación del estudio de tiempo en la Cizalla de Línea.
Tabla 7. Tiempos ejecutados en la línea Skin Pass y en la Cizalla de línea. (Ver tabla 7).
Fase del ciclo Nº de bobinas | Tiempo de Emboque | Tiempo de descarte en Cizalla | Nº de Cortes y Espiras | Tiempo de Enhebrado | Códigos | OBSERVACIONES | |||
1 | 1.05 | 3.19 | Operación en automático. Sin descarte en la cizalla | ||||||
2 | 1.00 | 3.21 | Operación en automático. Sin descarte en la cizalla | ||||||
3 | 1.10 | 4.04 | Operación en automático. Sin descarte en la cizalla | ||||||
4 | 1.09 | 3.53 | Operación en automático. Sin descarte en la cizalla | ||||||
5 | 1.07 | 3.40 | Operación en automático. Sin descarte en la cizalla | ||||||
6 | 1.10 | 3.34 | Operación en manual. Lámina sin descarte en la cizalla | ||||||
7 | 1.11 | 3.48 | Operación en manual. Lámina sin descarte en la cizalla | ||||||
8 | 1.12 | 3.40 | Operación en manual. Lámina sin descarte en la cizalla | ||||||
9 | 1.14 | 3.27 | Operación en manual. Lámina sin descarte en la cizalla | ||||||
10 | 1.11 | 3.32 | Operación en manual. Lámina sin descarte en la cizalla | ||||||
11 | 1.21 | 2.04 | 2 cortes | 6.04 | Se hizo un corte luego se regreso la bobina porque la punta estaba levantada y no entraba en la cizalla para proceder hacerle otro corte mas | ||||
12 | 1.48 | 1.17 | 6 cortes | 7.00 | Descartar al inicio 6 metros que en la preparadora no descartaron. Se le hizo otro corte porque se encalla. | ||||
13 | 1.04 | 1.32 | 4 cortes | 8.30 | 146 | Descartar bordes doblados al inicio. En la línea la punta de la bobina se encallo y se le hizo dos cortes más. | |||
14 | 1.00 | 5.25 | 1 rollo 18 espiras | 15.55 | 146 | Defecto de bobina con bordes doblados. Se saco un rollo. Luego se marco el cilindro. Pasaron un esmeril con una lija (material que se adhiere al cilindro) | |||
15 | 1.00 | 1.08 | 1 corte (18 espiras) | 14.35 | 151 | Bordes rotos al inicio. Se procedió a realizar un rollo para descartar el material. | |||
16 | 3.22 | 12seg | 1 corte al inicio | 4.34 | Demora en el emboque por no salir bobina en el mandril enrollador. Se formo un pliegue en la punta de la lámina en las bridas por venir en mala posición. | ||||
17 | 1.24 | 10seg | 1 corte al inicio | 4.16 | Se doblo la punta de la lámina | ||||
18 | 1.39 | 15seg | 1 corte al inicio | 8.37 | Dificultad para embocar bobina en automático por espira floja en la bobina y se paso a manual. Descarte solo en la punta. | ||||
19 | 2.04 | 10seg | 1 corte al inicio | 3.09 | Punta doblada. Se hizo un corte se doblo punta en la línea. | ||||
20 | 2.00 | 10seg | 1 corte | 3.00 | Retraso en el carro al trasladar bobina | ||||
Fuente: Elaboración propia.
Determinación de la Desviación Estándar (S) en la Secuencia de Emboque.
Determinamos la desviación estándar de todas las operaciones registradas en el para el estudio de tiempo, y a través de la siguiente fórmula:


Como Im = I se acepta el tamaño de la muestra, por lo que es innecesario realizar nuevas lecturas.


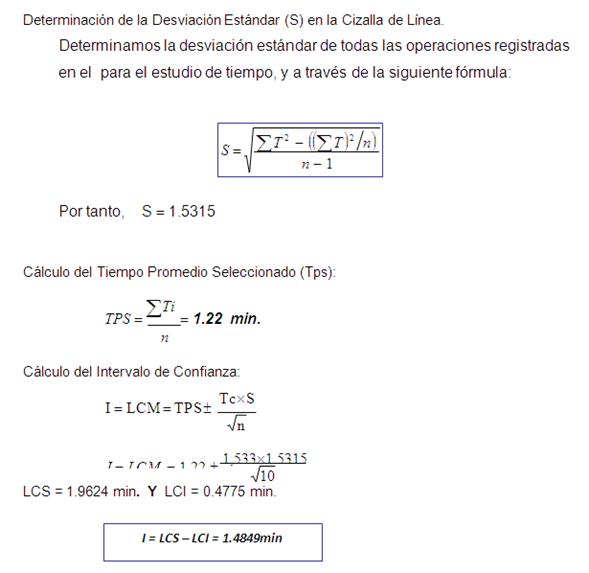


Tabla 8. Tiempo total y tiempo promedio en emboque, enhebrado y cizalla de línea
Actividades | Tiempo total | Tiempo Promedio |
Tiempo de Emboque | 28.11 | 1.41 |
Tiempo de Enhebrado | 111.58 | 5.58 |
Tiempo en Cizalla de línea | 12.23 | 1.22 |
Fuente: Elaboración propia.
Identificación de los tiempos de Emboque
Tabla 9: Emboque Manual y Automático.
Actividades | Tiempo Total | Tiempo Promedio | Tiempo Normal | Demoras Inevitables | Necesidades Personales | Coeficiente de Fatiga | Tiempo Estándar | ||
Emboque (Automático) | 5.31 | 1.06 | 1.09 | 0 | 0.05 | 0.09 | 1.23 | ||
Emboque (Manual) | 5.58 | 1.11 | 1.14 | 0 | 0.06 | 0.04 | 1.24 | ||
Fuente: Elaboración propia

Gráfico 4. Tiempo de Emboque (Manual y Automático)
Fuente: Elaboración propia.
Resultados:
El tiempo estándar del emboque manual como en automático la diferencia es muy pequeña, lo que indica que si el emboque automático falla la demora en el emboque producida puede ser mínima.
Tabla 10. Tiempo de Emboque Con Demoras
Actividades | Tiempo Total | Tiempo Promedio | Tiempo Normal | Demoras Inevitables | Demoras Evitables | Necesidades Personales | Coeficiente de Fatiga | Tiempo Estándar | Tiempo Actual | |
Emboque | 7.01 | 2.34 | 2.41 | 0 | 1.02 | 0.12 | 0.91 | 3.44 | 3.36 | |
Fuente: Elaboración propia.

Gráfico 5. Tiempos estándar y normal en Emboque Manual, Automático y con demoras.
Fuente: Elaboración propia.
Resultados:
En referencia a los datos obtenidos en el emboque, se observa que el tiempo estándar del emboque manual y automático la diferencia es mínima al igual que el tiempo normal, mientras que las demoras que se producen en el emboque se observa que los tiempos son superiores al manual y automático, estas demoras son ocasionadas por falla en el emboque.
Tabla 11. Tiempo de Emboque total.
Actividades | Tiempo Total | Tiempo Promedio | Tiempo Normal | Demoras Inevitables | Necesidades Personales | Coeficiente de Fatiga | Tiempo Estándar | |
Emboque Total | 28.11 | 1.41 | 1.45 | 0 | 0.07 | 0.53 | 2:05 | |
Fuente: Elaboración propia.

Gráfico 6. Tiempo estándar vs. Tiempo actual en la Secuencia de Emboque.
Fuente: Elaboración propia.
Resultados:
Los datos registrados en esta tabla para las actividades del tiempo estándar en el emboque muestran un tiempo de retardo en su actividad debido a fallas en el manejo automático o por espera de la salida de la bobina que esta siendo procesada en el mandril enrollador. El resultado muestra que el tiempo actual presenta demoras es de 1.36 minutos.
Identificación de los tiempos de Enhebrado
Tabla 12. Enhebrado Manual y Automático
Fuente: Elaboración propia.

Gráfico 7. Tiempo Estándar de Enhebrado Manual y Automático.
Fuente: Tiempos calculados en el enhebrado manual y automático.
Resultados:
En esta gráfica se puede observar que el tiempo estándar del enhebrado manual es inferior al automático, lo que quiere decir que los operarios trabajan en un tiempo óptimo en manual que e automático.
Tabla 13. Tiempos de Enhebrados con Demoras
Actividades | Tiempo Total | Tiempo Promedio | Tiempo Normal | Demoras Inevitables | Demora Evitables | Necesidades Personales | Coeficiente de Fatiga | Tiempo Estándar | Tiempo Actual | |
Enhebrado | 59.29 | 8.47 | 9.12 | 2.03 | 0.58 | 0.46 | 0.70 | 12.31 | 11.08 | |
Fuente: Elaboración propia.

Gráfico 8. Tiempo Estándar: manual, automático y Demoras en la secuencia de Enhebrado
Fuente: Elaboración propia.
Resultados:
De acuerdo a los resultados obtenidos se puede observar que el tiempo normal en el enhebrado automático y manual la diferencia es mínima con relación a la otra teniendo un tiempo estándar del proceso de enhebrado automático superior al enhebrado manual, mostrando que el proceso en automático tarda mas que el automático.
Tabla 14. Tiempo de Enhebrado Total
Actividades | Tiempo Total | Tiempo Promedio | Tiempo Normal | Demoras Inevitables | Necesidades Personales | Coeficiente de Fatiga | Tiempo Estándar | |
Enhebrado Total | 111.58 | 5.58 | 6.14 | 0 | 0.07 | 0.47 | 7.05 | |
Fuente: Elaboración propia.

Gráfica 9. Tiempo estándar vs. Tiempo actual en la secuencia de enhebrado.
Fuente: Elaboración propia.
Resultados:
El resultado muestra que el tiempo actual con demoras se encuentra mayor al tiempo estándar. En referencia a los datos obtenidos en el Enhebrado, se observa que el mayor impacto de tiempo en demora se registró en un tiempo de 4:03 minutos.
Identificación de los tiempos en la Cizalla de Línea.
Tabla 15. Cizalla de Línea con Descartes en rollos y corte al inicio y final
Actividades | Tiempo Total | Tiempo Promedio | Tiempo Normal | Demoras Inevitables | Demoras Evitables | Necesidades Personales | Coeficiente de Fatiga | Tiempo Estándar | Tiempo Actual | |
Descarte en Cizalla | 11.26 | 2.25 | 2.32 | 1.10 | 0.38 | 0.12 | 0.26 | 4.20 | 4.13 | |
Corte Inicio y Fin (cola de pescado) en Segundos | 0.57 | 0.11 | 0.11 | 0 | 0.23 | 0.55 | 0.02 | 1.08 | 0.34 | |
Fuente: Elaboración propia.

Gráfico 10. Tiempo Estándar y normal: Descarte de material, Descarte Inicio y fin de la cizalla de línea.
Fuente: Elaboración propia.
Resultados:
En referencia a los datos obtenidos en la cizalla, se observa que el tiempo estándar en el descarte de material defectuoso es superior al tiempo que se realiza cuando se descarta al inicio y fin de la lámina comúnmente llamado cola de pescado.
Tabla 16. Tiempo total en la Cizalla de Línea.
Actividades | Tiempo Total | Tiempo Promedio | Tiempo Normal | Demoras Inevitables | Demoras Evitables | Necesidades Personales | Coeficiente de Fatiga | Tiempo Estándar | Tiempo Actual | |
Cizalla de Línea | 12.23 | 1.22 | 1.26 | 0 | 4.03 | 0.06 | 0.77 | 2.09 | 5.25 | |
Fuente: Elaboración propia.

Gráfico 11. Tiempo Estándar vs. Tiempo actual en la cizalla de línea.
Fuente: Elaboración propia.
Resultados:
Los datos registrados en esta tabla del tiempo estándar en la Cizalla de línea, demuestran una demora de 3.19 minutos y para la actividad completa en la cizalla desde su tiempo de emboque hasta el descarte de la cizalla y finalizando el tiempo de enhebrado presentan una demora excesiva en la línea.
Formato de Estudio De Tiempos (ver Apéndice 1).
Tabla 17. Tiempos Totales de la línea Skin Pass


Representación del Estudio de Tiempo, por medio de un Análisis
F.O.D.A. de las Actividades en el área de Skin Pass de laminación en caliente.
A continuación se presenta un análisis F.O.D.A., donde se presentan las características más relevantes que definen al personal que ejecuta las actividades en la línea, que se lleva a cabo en el Skin Pass.
Identificación de las fortalezas y debilidades internas.
Fortalezas
Las cuadrillas presentes en la línea son personas calificadas, gente joven, con gran preocupación y perseverancia para la realización de sus actividades.
Maneja tecnología moderna en sus sistemas de información.
Cuenta con un personal que presenta destrezas en cuanto al liderazgo y creación en sus actividades.
Personal con conocimientos amplios en el desarrollo de las actividades en la línea.
Debilidades
Falta de personal de una cuadrilla por lo que genera demoras en la línea debido a que un operador tiene que llevar a cabo el trabajo de la persona que no asistió y realizar la tarea que esta ejecutando.
Excesiva carga laboral en algunos cargos.
Oportunidades
Capacitación del personal.
Aprovechamiento de las experiencias de su personal para ser compartidas a nuevos trabajadores.
Amenazas
Al realizar mantenimientos las cuadrillas quedan muy expuestas a elementos hidráulicos y eléctricos exponiéndose a altos riesgos.

Figura 12. Análisis FODA del Personal del Skin Pass.
Representación del Estudio de Tiempo, por medio de un Diagrama de relación Causa-Efecto, como columna vertebral el cumplimiento de las Actividades en descarte de material en la preparadora y cizalla de línea.
Con el objeto de mostrar de manera clara y eficaz las actividades críticas y de esta forma poder visualizar todas las causas reales y potenciales de los problemas que fueron planteados, y poder comprender el problema, visualizar las razones, motivos o factores principales y secundarios, identificar posibles soluciones, tomar decisiones y, organizar planes de acción, se mostrará un Diagrama Causa-Efecto con características que fueron comunes para la ejecución de las actividades de mantenimiento planteadas. (Ver figura 6.4)

Figura 13. Diagrama Relación Causa-Efecto.
Fuente: Elaboración propia.
Conclusiones
Una vez realizado el estudio tiempo en el área de Skin Pass de Laminación en Caliente en cuanto al proceso que se lleva a cabo en la viga de entrada, estación preparadora y en la cizalla de línea, se llegan a las siguientes conclusiones:
Las demoras registradas en la línea de la viga de entrada y la estación preparadora se debe mas que nada por problemas relacionados con la parada de la grúa puente, bien sea por falla mecánica o por falta de personal que conduzca la grúa, o porque no envían materiales para laminar en la línea.
El personal que labora en esta línea no estima que el material este en disposición óptima para ser laminado, es decir, las bobinas deben tener un tiempo de enfriamiento de 72 horas para que puedan ser procedas con la temperatura no mayor de 55°C.
Otra falla de tiempo en demora en la estación preparadora es por el mal manejo de control que realiza el operador o por alguna falla mecánica producida en la preparadora al momento de hacer descarte de material en la cizalla o por alguna pieza dañada, de ello se debe que se registren demoras en el tiempo actual con referencia al tiempo estándar. Efectivamente, tal situación afecta al ciclo productivo, en la medida que detiene las otras actividades del ciclo general de la misma línea.
Otra falla de tiempo en demora es la conocida Cizalla de Línea del Skin Pass, como consecuencia de la actividad de descarte de material, donde se pudo determinar que se producen grandes demoras, debido principalmente a que no es descartado todo el material en la estación preparadora cuando llegan con comentarios de mas de 10 metros de descarte.
Las bobinas que presentan defectos en su diámetro interno que no pueden ser descartados en la preparadora se descarta el material en la cizalla de línea; de igual forma se descarta material al inicio y fin de la lámina debido a que puede llegar a la línea con la punta levantada produciendo un Skin o al final de la lámina presentando características como cola de pescado que tiene que ser descartado.
Recomendaciones
A fin de mejorar el problema de retardos o demoras en el tiempo que se registra en las distintas actividades analizadas, se formulan las siguientes recomendaciones:
1. Mejorar el sistema de mantenimiento de las distintas unidades y equipos que son funcionales para realizar el trabajo, ya que con ello, se disminuyen la frecuencia de pérdidas en el tiempo, además de garantizar la calidad y rendimiento de las tareas del personal.
2. Evaluar aquellas actividades que registran demoras a fin de establecer procedimientos estratégicos como el establecimiento de planes de contingencia.
3. Verificar a través de inspecciones más específicas, que el personal ejecute las actividades de acuerdo a lo establecido en las prácticas operativas al descartar material laminado cuando no presentan ningún tipo de defectos ni comentarios.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |