Análisis operacional del proceso de fabricación de estoperas en la empresa industrias de gomas Orinoco (página 2)
La empresa Industrias de Goma Orinoco I.G.O. C.A. se dedica a la fabricación de estoperas para distribuir nacionalmente. Para su elaboración la empresa cuenta con un almacén en donde se ubican la materia prima y herramientas utilizadas (laminas de acero, laminas de cauchos y moldes metálicos). El procedimiento que realiza el operador es el siguiente: toma la lamina de acero del almacén y la traslada a la zona de corte donde es medida y cortada y verificada que cumpla con dimensiones requeridas, una vez cortada la lamina son enviadas al torno para ser transformadas en piezas circulares dependiendo del diámetro requerido, son verificadas que cumplan con las especificaciones del diseño y procede a realizar un dobles en sus bordes de 5mm luego se traslada al área de pintado donde se procede aplicar el fondo a las piezas con el fin de evitar la corrosión, se espera un tiempo de secado de 10 minutos y se verifica el acabado para luego aplicar la pega a la pieza y esperar otros 10 minutos a que esta seque para ser enviada a la zona de vulcanizado. Las láminas de caucho son tomadas del almacén, cortadas y verificadas para ser enviadas a la zona de vulcanización en donde es unida a la pieza de acero. Los moldes metálicos son tomados del almacén y verificado para ver que el estado de la pieza para ser enviadas a la zona de vulcanización donde se procede a introducir las piezas de acero con el caucho a los moldes de acero para ser enviados a la prensa vulcanizadora en donde es calentado a una temperatura que va desde los 180 a 360ºC por 10 minutos antes de ser sacado el molde de la prensa, para luego desmontar la estopera del molde esperando 10 minutos a que la estopera se enfrié para ser limpiada y pueda ser colocado el resorte en el diámetro interno como medida de seguridad se verifica y es enviada al almacén temporal en donde se espera completar el pedido solicitado para ser embaladas con plástico e introducidas en sus cajas para su distribución.
4.3 Técnica del interrogatorio aplicada a la empresa.
Operaciones
1.- ¿Qué propósito tiene la operación?
La operación consiste en la fabricación de bienes (estoperas), para luego almacenamiento y comenzar la función de distribución de estos vienes a los clientes de la empresa.
2.- ¿Es necesario el resultado que se obtiene con la operación? si es así, ¿A qué se debe que sea Necesario?
Si es necesario, pues la empresa se dedica a la fabricación y distribución de los bienes (estoperas), que realiza para todos sus clientes.
3.- ¿El propósito de la operación puede lograse de otra manera?
Si, en estos momentos debido al poco personal existen problemas con la organización del almacén, ya que solucionando esto podrían disminuir el tiempo en preparar los bienes para ser entregados.
4.- ¿La operación se efectúa para responder a las necesidades de todos los clientes?
Si la operación (fabricación de estoperas) se realiza para satisfacer por igual a toda su clientela.
5.- ¿La operación se efectúa por proceso monótono?
Si, el trabajo es repetitivo, siempre se realiza el mismo procedimiento para la fabricación de las para la fabricación de las estoperas que se van a distribuir a los diferentes clientes.
6.- ¿Se facilitaría la ejecución, si se añadiera otra operación al proceso?
No, debido a que las operaciones existen son las mínimas necesarias para la ejecución.
7.- ¿Qué etapa de la operación mejoraría? ¿Por qué?
Si se colocara un sistema en el área de almacén para el registro de los bienes fabricados, se lograría una mejor entrega del mismo.
Condiciones exigidas por la inspección
1.- ¿Qué condiciones de inspección debe llevar esta operación?
Verificación del estado de la presa, limpieza de la pieza (remover residuos), empaquetado, y colocación de una etiqueta especificando pieza, modelo, cantidad y precio.
2.- ¿todos los interesados conocen esas especificaciones?
Si, debido a que los clientes reciben un producto empaquetado y conocen las condiciones del mismo.
3.- ¿Qué condiciones se exigen en las operaciones anteriores o posteriores?
En las anteriores que la nota de venta concuerde con lo que se está empaquetando y en las posteriores que todo quede registrado en el sistema de la empresa (ventas).
4.- ¿Si se modifican las condiciones exigidas a esta operación? ¿Son más fáciles efectuarla?
No, porque estas inspecciones y registros en la fabricación son normas que se deben cumplir para mantener todo los papeles y permisos ante los entes reguladores.
5.- ¿Son realmente necesarias las normas de tolerancia, variación, acabado y demás?
Si, son necesarias porque los bienes (estoperas), se deben entregar en perfecto estado, las estoperas que no cumplan con las especificaciones de los clientes sean devueltas.
6.- ¿Se necesitan todas las normas para todos los clientes?
Si, dado a que el compromiso de la empresa es con todos sus clientes por igual, no deberían existir preferencias.
7.- ¿Cuáles son las principales causas de que se rechace una pieza?
Que este mal elaborada, o que no cumpla con los debidos especificaciones que el cliente requiere.
Manipulación de materiales
1.- ¿Se invierte mucho tiempo en llevar y traer el material del puesto de trabajo en proporción con el tiempo invertido en manipularlo en dicho puesto?
No, los tiempos en recorrer las distancias hasta los puestos donde se realizan las operaciones no son tan largos, comparados con el tiempo que lleva hacer la operación.
2.- ¿Deberían utilizarse carretillas de mano o eléctricas?
No se requiere ninguna de ellas dado que el material puede ser transportado por el operador fácilmente.
3.- ¿En qué lugar de la zona de trabajo deberían colocarse los materiales que llegan o que salen?
Los bienes que fabrica la empresa se colocan en la zona de descarga y luego son llevados al almacén. Los bienes que salen de la empresa, pasan por un proceso de embalaje, luego son trasladados al almacén y de ahí son entregados a los clientes.
4.- ¿se puede despachar el material desde un punto central con un transportador?
No se puede, debido a que el despacho desde el almacén se realiza con el vendedor desde sus manos a la mano de los clientes.
5.- ¿Podría el operario inspeccionar su propio trabajo?
De hecho así se realiza, cada empleado está a cargo del trabajo que realiza, no hay un supervisor que supervise lo que cada uno realiza.
6.- ¿Esta el almacén en un lugar cómodo?
Si, el almacén de la empresa se encuentra en un lugar cómodo. Aunque necesita una mejor distribución del espacio para mejor aprovechamiento y funcionamiento.
7.- ¿Es fácil el despacho de las estoperas?
Si, debido a que la empresa trabaja por pedidos una vez listo, es entregado a nuestros clientes.
Análisis del proceso
1.- ¿La operación que se realiza puede combinarse con otra? ¿No se puede eliminar?
La operación que se analiza es el proceso de vulcanizado y no se puede combinar con otra, ni mucho menos eliminarse.
2.- ¿la sucesión de operaciones es la mejor posible? ¿O mejorarías si se le modificara el orden?
La sucesión de operaciones es la adecuada.
3.- ¿se podrá descomponer la operación para añadir sus diversos elementos a otras operaciones?
Ya la operación se encuentra descompuesta en varias operaciones, las cuales son, inspección, vulcanización, registro y almacenaje.
4.- ¿Podría efectuarse la misma en otro departamento para evitar costos?
Si la operación de registro se podría efectuar en el área de inspección por el mismo personal que inspecciona.
Materiales
1.- ¿El material que se utiliza es el adecuado?
Si, el cual se le compra a otra empresa que lo distribuye (Materia prima: caucho).
2.- ¿No podría remplazarse por otro más barato que igualmente sirviera?
No, debido a que sería un riesgo porque podría bajar la calidad del producto.
3.- ¿El material se compra ya acondicionado para el uso?
No, porque uno adquiere el caucho para luego realizar las diferentes operaciones (vulcanizado) para luego su entrega a los clientes.
4.- ¿El material es entregado limpio?
Si, las laminas de caucho son entregadas por los proveedores en perfecto estado.
5.- ¿el proveedor de materiales lo somete a operaciones que son necesarias para el proceso estudiado?
En I.G.O C.A (industrias de goma Orinoco), no se posee información de los procesos a los que son sometidas la materia prima a utilizar para la fabricación del producto.
6.- ¿la materia prima es entregada en perfecto estado?
Si, la calidad de la misma por los proveedores es de excelente calidad y confiable.
7.- ¿se altera el material con el almacenamiento?
No, las propiedades del material (laminas de caucho) no se alteran con su almacenamiento.
Condiciones de trabajo
1.- ¿la luz es uniforme y suficiente en todo momento?
Si, existe mucha iluminación.
2.- ¿se ha eliminado todo el resplandor de todo el lugar de trabajo?
Si, no hay resplandor que pueda causar molestia.
3.- ¿se proporciona en todo momento la temperatura más agradable? Y en caso contrario ¿no se podrían utilizar ventiladores?
El clima de la ciudad a ciertas horas es muy caluroso. Sería conveniente que exista más ventilación que elimine el vapor que se acumula.
4.- ¿se justificaría la instalación de aparatos de aire acondicionado?
El área de vulcanizado es un espacio bastante abierto, sería muy costoso colocar un equipo de aire acondicionado.
5.- ¿Se pueden reducir los niveles de ruido?
No existe en la labor que se realiza en la empresa que pueda afectar a los trabajadores.
6.- ¿Se puede proporcionar una silla?
Si, y sería ideal crear una zona para que los trabajadores puedan estar en su tiempo de descanso.
7.- ¿Se han colocado grifos de agua fresca en lugares cercanos del trabajo?
No hay grifos, pero si poseen un termo con agua fresca cerca del lugar de trabajo.
8.- ¿Se han tenido en cuenta debidamente los factores de seguridad?
Bueno podría decirse que si, aunque se observo que no poseían extintores.
9.- ¿El piso es liso seguro, pero no resbaladizo?
Si es seguro, cumple con esas características.
10.- ¿Su ropa es adecuada para prevenir riesgos?
No, utilizan su ropa de diario.
Distribución de planta y equipo
1.- ¿Se tiene el espacio necesario para movilizar el material?
Si, el espacio es suficiente para manipular bien el material.
2.- ¿Las áreas de almacenamiento están bien distribuidas?
No, debido a que las áreas no están debidamente organizadas.
3.- ¿Es la tarea aburrida monótona para los trabajadores?
No es aburrida, debido a que tienen que estar pendiente de las operaciones que se realizan pero la actividad como tal es muy repetitiva.
4.- ¿Puede hacerse la operación más interesante?
No observamos cómo hacerla más interesante.
5.- ¿Puede el operario realizar la inspección de su propio puesto de trabajo?
De hecho así se realiza, ya que no hay nadie que se encargue de la inspección.
6.- ¿El mantenimiento de los equipos es el adecuado?
Si, debido a que lo realiza personal capacitado.
Diseño de la pieza y/o parte
1.- ¿Cuáles son las dimensiones de la pieza?
Las dimensiones de la pieza que estamos estudiando es de 55mm*100mm*10mm.
2.- ¿Cuál es la temperatura a la cual se utiliza la prensa vulcanizadora?
La temperatura a la cual se calienta la prensa va desde 180ºC hasta 360ºC.
3.- ¿Cómo se procede a la limpieza de la pieza?
Luego de desmontarla de la prensa se deja enfriar y posterior se comienza a limpiar.
4.- ¿Existen distintos diseños de pieza?
El diseño de la pieza varía según las especificaciones del cliente una vez tenida las medidas se procede a dibujar la pieza.
Preparación y herramental
1.- ¿Las herramientas utilizadas son las adecuadas?
Si las herramientas que son utilizados en el proceso son las adecuadas.
2.- ¿La distribución de las mesas de trabajo son las correctas?
Si, los mesones están colocados en el centro del área de trabajo para felicitar el mismo.
3.- ¿Cómo se reponen los materiales utilizados?
Una vez que estos cumplen con su vida útil son reemplazados por materiales nuevos.
4.4 Preguntas de la O.I.T.
PROPÓSITO
¿Qué se hace?
Se traslada el material hasta la prensa (se vulcaniza) y luego hasta su almacenamiento temporal.
¿Por qué se hace?
Porque es necesario llevar el material para que pueda ser procesado (vulcanizado) y luego para su almacenamiento temporal.
¿Qué otra cosa podría hacerse?
Nada
¿Qué debería hacerse?
Mejorar la distribución de los espacios para ahorrar tiempo en los traslados.
LUGAR
¿Dónde se hace?
En todo un galpón.
¿Por qué se hace allí?
Porque es el sitio donde se lleva acabo todo el proceso.
¿En qué otro lugar podría hacerse?
No es conveniente ningún otro lugar, pero se recomienda reorganizar la disposición que presenta actualmente.
¿Dónde debería hacerse?
En el galpón.
SUCESIÓN
¿Cuándo se hace?
Al inicio del proceso cuando se necesita trasladar el material a la prensa vulcanizadora para su debido procedimiento y luego que la estopera está lista para ser almacenado temporalmente.
¿Por qué se hace entonces?
Porque es necesario trasladar el material (lamina de caucho) para la prensa para que pueda ser procesado y luego para su respectivo almacenamiento.
¿Cuándo podría hacerse?
Solo se puede hacer en el momento que llega la materia prima (lamina de caucho) a la empresa.
¿Cuándo debería hacerse?
Al inicio y al final como se está haciendo hasta ahora.
PERSONA
¿Quién lo hace?
El operario de la prensa asignado para la actividad.
¿Por qué lo hace esa persona?
Porque es la persona capacitada para desarrollar la actividad.
¿Qué otra persona podría hacerlo?
Cualquiera otra persona que tenga la destreza y capacidad para ejecutar la actividad.
¿Quién debería hacerlo?
El personal encargado de la actividad.
MEDIOS (prensa vulcanizadora)
¿Cómo se hace?
Se introduce el material en el molde, se coloca en la prensa vulcanizadora en donde es calentado a una temperatura que va desde los 180 a 360ºC.
¿Por qué se hace de ese modo?
Porque es la manera como se hace lleva a cabo el proceso.
¿De qué otro modo podría hacerse?
Se podría hacer de manera automática, pero la empresa no ah implementado nueva tecnología.
¿Cómo debería hacerse?
De la manera como se está implementando hasta los momentos.
4.5 Análisis operacional.
Los nueve enfoques primarios del análisis de la operación
1.- propósito de la operación.
La operación se basa en introducir la goma dentro del molde después es llevado a la prensa vulcanizadora, y por último se procede con el proceso de vulcanizado.
2.- diseño de la pieza y/o parte.
El diseño de la pieza se hace mediante las exigencias del cliente, una vez el, les indique las medidas se procede a dibujar la pieza con las medidas correspondientes.
3.- tolerancias y especificaciones.
El cumplimiento de las especificaciones en el proceso que realiza la empresa es de vital importancia para poder llevar a cabo los requerimientos de cada cliente y la satisfacción del mismo.
4.- material.
La empresa compra la materia prima (laminas de caucho), para fabricar sus debidos productos (estoperas).
5.- análisis del proceso.
Es un proceso mediante el cual se calienta el caucho en una prensa vulcanizadora a una temperatura de 180°c hasta 360°c. una vez realizado este proceso se obtiene la estopera.
6.- preparación y herramental.
Para la elaboración del proceso el operador primeramente revisa la prensa para ver si está en condiciones optimas para la realización del proceso, luego prepara la materia prima y las demás herramientas a utilizar, todos los coloca de manera ordenada sobre su mesa de trabajo para no tener ningún inconveniente a la hora de realizar las tareas.
7.- condiciones de trabajo.
Las condiciones de trabajo en el área de vulcanizado son las siguientes:
Temperatura: Esta no es la más recomendada para realizar la operación (vulcanizado) de una manera más cómoda.
Ventilación: no existe un sistema adecuado de ventilación. Lo cual hace que la temperatura a horas específicas sea intolerable para los trabajadores.
Equipo de protección para el personal: no hay un uniforme de trabajo especial para los trabajadores y no hay suficientes extintores de incendio.
8.- manejo de los materiales.
Los materiales se transportan manualmente por los operadores recorriendo trayectos de un área a otra.
9.- distribución de la planta y equipo.
Aunque la distribución actual del espacio físico del área de vulcanizado no es la mejor, existen las zonas específicas para realizar cada operación sin entorpecer la labor de la que la precede. Por lo que se recomienda realizar una nueva distribución que mejore esta deficiencia.
CAPITULO V.
Situación propuesta
- Nuevo método de trabajo.
Descripción del método propuesto
El proceso que se propone está basado en unas características fundamentales, mejorar el proceso de una manera significativa utilizando o invirtiendo la menor cantidad de recursos, esto previo acuerdo con el dueño de Industrias de Goma Orinoco IGO. CA. Es por esto que plantearemos un modelo que cumpla con este requisito.
Modelo propuesto
Este nuevo método de trabajo brinda una solución a corto plazo el cual esta basado en la realización de una nueva reubicación tanto de la materia prima de sus antiguas áreas asignadas como espacio para almacenamiento como del área designada para los cortes todo esto con la finalidad de reducir las distancias realizadas por el operario.
Dos de los materiales a reubicar son las láminas de acero y las láminas de cauchos, la primera al ser ubicado más cerca del área de torneado junto con el área de corte se logra un ahorro del 83% de la distancia recorrida en el método actualmente utilizado en la empresa, igual que las laminas de cauchos que fueron enviadas a la mesa de trabajo ubicada en el área de vulcanizado en el cual se logra un ahorro del 100% en los traslados ya que su finalidad era ser enviadas al área de vulcanizado para realizar las estoperas.
- Diagrama de procesos propuesto de la fabricación de estoperas de dimensiones 55mm x 100mm x 10mm de la empresa Industrias de Gomas Orinoco I.G.O. C.A
Diagrama: Proceso
Proceso: Fabricación de estoperas de dimensiones 55mm x 100mm x 10mm.
Inicio: Almacén de materiales
Fin: Almacén temporal de estoperas
Fecha: 08.02.17
Método: Propuesto
Seguimiento: Al operario.
Figura 1. Diagrama de proceso propuesto


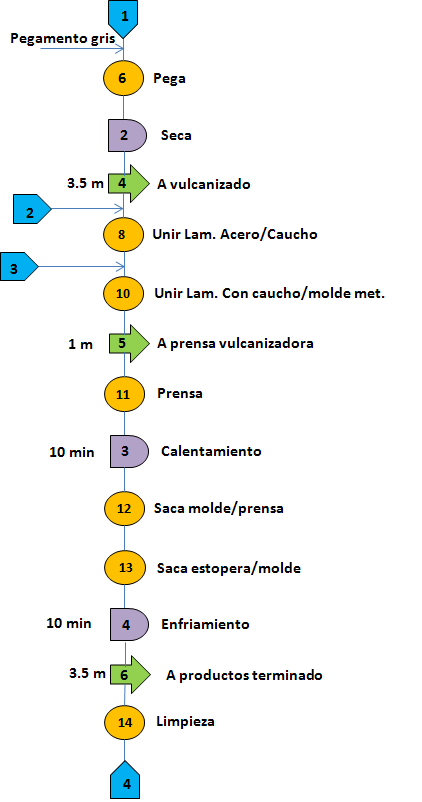


Tabla 1. Resumen del diagrama de proceso



5.3 Diagrama flujo/recorrido propuesto de la fabricación de estoperas de dimensiones 55mm x 100mm x 10mm de la empresa Industrias de Gomas Orinoco I.G.O. C.A

Sin escala
Tabla 2. Leyenda del plano de la empresa I.G.O.

- Análisis general de las fallas o propuestas.
Estos diagramas representan el modelo propuesto que cumple con las exigencias de la empresa, se debe de tener en cuenta que este no se diseño con la finalidad de reducir operaciones ni tiempos por efectos de demoras, ya que la empresa cuenta con un personal mínimo para la fabricación del producto y las operaciones con las que se contaban son las mínimas necesarias para cumplir con el proceso de fabricación de esteperas. Este modelo se basa en la reubicación de la materia prima utilizada con la finalidad de reducir los traslados de los materiales empleados para cumplir con esta operación y así como reducir los tiempos en realizar las mismas.
Con este modelo se logró un ahorro significativo en el recorrido que se hacía anteriormente, para la laminas de acero que antes era de 15 m después de someterse a todos los procesos para ser transformados en discos de aceros se logro reducir a 13 m, al igual que las laminas de cauchos que se logro reducir de 3.5 m a 0 m al ser reubicadas directamente en el área de vulcanizado en donde son utiliza antes de ser introducida en la prensa.
Con todo este análisis y este estudio podemos afirmar que genero un ahorro total en los traslados, es decir, si hay una reducción en los traslados totales que se realizan para completar toda la operación necesaria para la empresa. Los valores obtenidos fueron los Siguientes: Antes se recorrían 28 metros, Ahora se redujo a tan solo 22.5 metros.
Conclusiones
Por medio del análisis y discusión de los resultados de la práctica se obtuvieron las siguientes conclusiones:
1. Al aplicar las herramientas la ingeniería de métodos se logro reconocer los factores que afectan el método actual, con el propósito de establecer un nuevo método de trabajo para optimizar el proceso.
2. La técnica del interrogatorio, las preguntas O.I.T. y los enfoques primarios fueron los medios que se usaron para poder analizar, detallar toda la información importante que permitiera identificar, simplificar y en el mejor de los casos eliminar cada uno de los factores que origina el problema.
3. El área almacenamiento está dispuesta de forma inadecuada, ya que está muy equidistantes, lo que genera traslados excesivos. La mala distribución del espacio genera que las áreas dispuestas para el almacenamiento sean insuficientes, obligando a improvisar la ubicación del material en sitios no adecuados, lo que entorpece la realización de las actividades.
4. Con implementar un sistema de ventilación (ventiladores de techo), en la empresa I.G.O. se podrá brindar un mejor ambiente de trabajo y de esta manera obtener más rendimiento por parte de sus trabajadores.
5. Al establecer una comparación entre el método actual y el método propuesto, se pudo concluir con solo hacer del almacén de láminas de acero se logra un ahorro del 83% de la distancia recorrida en el método actualmente utilizado en la empresa sin afectar la secuencia de las operaciones principales y la calidad del producto.
Recomendaciones
Después de haber realizado este trabajo de investigación y aplicando el estudio de métodos podemos plantear las siguientes recomendaciones:
1. Planificar proyectos que permitan reciclar el material de desecho (viruta) de los moldes, buscando obtener mayores ganancias para la empresa.
2. Mejorar las políticas de higiene y seguridad para resguardar la vida del personal que labora en la empresa.
3. Realizar planes de mantenimiento preventivo a las máquinas.
4. Actualizar documentos informativos, diagramas de procesos y otros documentos de la empresa.
5. Emplear más personal capacitado para cubrir con la demanda.
6. Utilizar las redes sociales para promocionar sus productos, ser más conocida y de esta manera aumentar su clientela.
7. Hacer una mejor distribución de las áreas de trabajo de la empresa, con la finalidad de reducir los traslados innecesarios por parte del operario.
8. Creación de una nueva entrada exclusiva para la recepción del material, dispuesta de manera tal que ésta brinde un acceso directo al área de almacén.
9. Implementar un sistema de ventilación (ventiladores de techo), ya que la empresa posee una altura adecuada para la implantación del mismo.
Bibliografía
Bernal R, Victoria (1999): Estandarización de tiempos en el área de fabricación de gomas automotrices y estudio del ocio de las maquinas torneadoras. (Entrenamiento Industrial) UNEXPO Puerto Ordaz.
Custodio R, Henry de la T. (2001): Diseño de una máquina para producir cordones de goma de sección circular de diámetros 1/8"-1/4". (Entrenamiento Industrial II.) UNEXPO Puerto Ordaz.
Custodio, Henry (2001): Diseño de un equipo semiautomático para el mezclado de nitrilo. (Trabajo de Grado) UNEXPO Puerto Ordaz.
Durán, Freddy Alonso (2007): INGENÍERIA DE MÉTODOS, Globalización: Técnicas para el manejo eficiente de recursos en organizaciones fabriles, de servicios y hospitalarias. Guayaquil. Ecuador.
Kanawaty, George (1996): Introducción al estudio del trabajo. Ginebra. Suiza
Meyers, Ferd E. (2000): Estudio de tiempos y movimientos para la manufactura ágil. México: Pearson Educación.
Niebel B., Freivalds A. (2009): Ingeniería de métodos: Métodos, estándares y diseño del trabajo. Ciudad de México: Mc Graw Hill.
Rojas de Narváez, Rosa (1997): Orientaciones prácticas para la elaboración de informes de investigación. UNEXPO Puerto Ordaz.
Turmero, Iván (2017). Estudio de ingeniería de métodos. Material de apoyo y clases recibidas en la UNEXPO, Puerto Ordaz entre Octubre de 2016 y Marzo de 2017. Venezuela.
Anexos

Materia prima del molde.

Molde de la estopera 55mm x 100mm x 10mm

Moldes de estoperas.

Refuerzos metálicos de las estoperas.

Estoperas recién salidas de la prensa.

Estopera recién salida de la prensa.

Prensa vulcanizadora.

República Bolivariana de Venezuela
Ministerio del Poder Popular para la Educación Universitaria, Ciencia y Tecnología
Universidad Nacional Experimental Politécnica
"Antonio José de Sucre"
Vicerrectorado Puerto Ordaz
Departamento de Ingeniería Industrial
INGENIERÍA DE MÉTODOS
CIUDAD GUAYANA, FEBRERO DE 2017
Asesor Académico:
MSc. Ing. Iván J. Turmero Astros
Autor:
Baeza, Ana.
Cova, Omar.
Leonice, Rosiris.
Parra, Juan.
Salazar, Higmerly.
Zambrano, Jessika.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |