Determinación del tiempo estándar y análisis de demoras que afectan el suministro de mineral fino (página 2)
Es de mencionar que cuando se conoce la desviación estándar de la población (o), la desviación estándar de muestra (S) se utiliza como estimadora de la misma, por lo cual puede sustituirla en ecuaciones de intervalos de confianza y errores. Esta situación no presenta dificultades importantes, debido a que la desviación estándar de la muestra proporciona una aproximación al valor verdadero. Además de esto por el teorema del límite central se sabe que cuando el tamaño de la muestra es mayor a 30, la distribución de muestreo de la media será casi normal; no obstante, para muestra de 30 o menos observaciones (menor a 30), la aproximación normal resulta inadecuada, por lo tanto, los cálculos se deben basa en la distribución "t de Student", la cual es la teóricamente correcta siempre que se utilice S.
La distribución t de Student depende de un parámetro "los grados de libertad", estos están dados por n-1, donde n es el tamaño de la muestra y n menor a 30 observaciones. En la distribución t, el intervalo de confianza permite determinar la exactitud, la cual, de acuerdo al uso final de los resultados, puede establecerse del (3-10) %. Esta se denota con la letra (I).
El procedimiento que se debe seguir para determinar el número de muestras representativas, siguiendo la distribución "t de Student" es el que le sigue a continuación, según las exigencias que tenga el estudio, se debe especificar el nivel de confianza (C) que conducirá a ciertos intervalos de confianza (I).


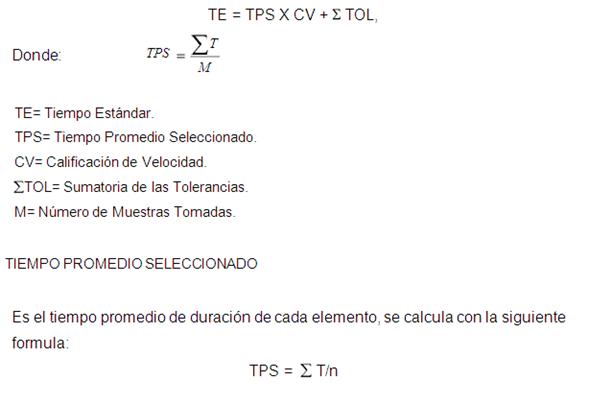
TIEMPO ESTÁNDAR
El tiempo estándar para una operación dada en el tiempo requerido para que un operario de tipo medio, previamente calificado y adiestrado, y trabajando a un ritmo normal, lleve a cabo la operación. También se puede definir como el tiempo necesario para completar un ciclo de una operación, cuando esta se ejecuta con cierto método y a cierta velocidad de trabajo arbitraria la cual incluye estipulaciones por retrasos que estén fuera de control del operador.
Es una estimación de tiempo para operaciones individuales y de máquinas, a partir de las cuales, se pueden deducir el tiempo total de manufactura.
Fórmulas:
CALIFICACIÓN DE LA VELOCIDAD
El principio de la calificación de la actuación de un operario es el saber ajustar el tiempo medio para cada elemento aceptable efectuando durante el estudio al tiempo que hubiera requerido un operario normal para ejecutar el mismo trabajo. Para hacer una buena labor de calificación de actuación el analista de tiempos debe despojarse de todo prejuicio y apreciación personal, y de cualquier otro factor variable, y solamente tomar en consideración la cantidad de trabajo que haría el trabajador normal.
Para estimar la calificación existen diversos métodos, dentro de los cuales se destacan:
Método Westinghouse Método Objetivo
Método Subjetivo
El factor de calificación se aplica solo a elementos de esfuerzo normal, a las máquinas se les califica con 1.
Cuando la calificación de la velocidad es uno (1) quiere decir que esta en un rango normal.
TIEMPO EFECTIVO
Son los tiempos que están contemplados dentro de la jornada normal de trabajo, que normalmente son de ocho (8) horas por día.
TIEMPO NORMAL
Es el tiempo real en el cual un operario o máquina realiza sus tareas asignadas. El tiempo de realización de una actividad o una velocidad normal o a un ritmo de trabajo preestablecido, pero sin considerar suplemento o tolerancias.
TN = TPS CV
TOLERANCIA
Es un período de tiempo que se encuentra fuera de control, tanto del operario como de la máquina, debido a una diversidad de factores; como por ejemplo, falla de equipo, necesidades personales, efecto de fatiga, piezas defectuosas, suspensión de flujos de materiales, entre otros. Conviene indicar que estos factores se hallan tabulados.
ASIGNACIÓN DE TOLERANCIA
En la cantidad de tiempo que se debe agregar al tiempo normal; con el objetivo de incluir las necesidades personales, así como también reponer la fatiga y otros factores que estén fuera de control del operario y que de igual forma consumen tiempo. El porcentaje de tolerancia se asigna sobre la base del tiempo productivo.
DEMORAS
Se considera como la magnitud y frecuencia de los retrasos, estos varían con el tipo de actividad y condiciones que lo rodean.
Es conveniente que las tolerancias se inclinen a las condiciones reales de la actividad.
En la determinación del tiempo estándar sólo se consideran las demoras inevitables; ya que las otras demoras registradas pueden corregirse.
Demoras Evitables
Son todas aquellas demoras que de una u otra forma afectan al proceso, y no son propias de este en sí.
Demoras Inevitables
En ellas se incluyen todas las demoras propias del proceso, las cuales no pueden ser desviadas o pasadas por alto. Puesto que tienen que hacerse para continuar la operación.
CICLOO DE TRABAJO
Es la sucesión de elementos necesarios para efectuar una tarea u obtener una unidad de producción. Comprende a veces elementos casuales.
ESTÁNDARES
Son las cantidades de recursos permisibles para fabricar una unidad de producto o para prestar una unidad de servicio. Su principal actividad estriba en la Planificación de la Utilización de la mano de obra, materiales y máquinas, para lograr un mejor control de costos.
Los estándares se pueden presentar a diferentes niveles dentro de la organización, entre los cuales se encuentran:
Estándar Individual del Puesto.
Estándares Departamentales
Estándares de Planta.
El propósito que se persigue los estándares consiste en servir de base para evaluar el desempeño contra una marca o meta prefijada. Un estándar es una medida de cumplimiento a la que se debe llegar en determinada actividad. Al fijar los estándares es de vital importancia la determinación de una relación equitativa entre el volumen de los bienes producidos y la mano de obra y los materiales requeridos por el proceso.
Lo ideal es que el establecimiento de los estándares vaya precedido de un análisis de métodos para determinar "la mejor manera"; y entonces estará basado en los métodos que conforman esa mejor manera.
Los estánOdares pueden desarrollarse por métodos estadísticos basados en el consumo del pasado, y también mediante dos métodos basados en la observación directa y en la factorización de los problemas aparentemente controlables. El primero de estos métodos, es el estudio de tiempos y movimientos, y el segundo se denomina muestreo del trabajo.
ESTÁNDARES DE MATERIALES.
En busca de una mayor rentabilidad el incremento de la productividad, la dirección puede contar con herramientas muy poderosas, en forma de estándares y de presupuestos que representen lo que ha de alcanzarse. Las expectativas de lo que específicamente, habrá de realizarse en el presente y en el futuro, a menudo sólo se basan en la experiencia o desempeño del pasado. Aun cuando el estudio de los consumos del pasado es buen punto de partida, las expectativas no deben limitarse a ser de una manera extensión de las experiencias pasadas.
Cuando los estándares de materiales se refieren a su uso o consumo, deberán basarse en los requerimientos mínimos más una tolerancia para desperdicios o desechos. En la fabricación de los productos, los requerimientos mínimos de los materiales vienen anotados en los listados de materiales, o si los que están disponibles son demasiado obsoletos se recomienda que de inmediato, se solicite al área de ingeniería que formule y entregue lo más pronto posible listados de materiales que estén al día.
ESTÁNDAR DE CONSUMO FÍSICO DE MATERIALES.
El consumo físico de un material es la cantidad de unidades de un artículo (material o repuesto) determinado, que son retirados del almacén o pedidos a los proveedores por cargos directos, en un período de tiempo dado. Mientras que el estándar físico de consumo es la especificación predeterminada de la cantidad de material que debe utilizarse en la producción, en cierto período de tiempo.
ESTÁNDAR DE CONSUMO MONETARIO DE MATERIALES
El consumo monetario es la cantidad en unidades monetarias (bolívares, dólares, etc.) o costo de un artículo determinado, que es retirado del almacén o es pedido por cargo directo a los proveedores, en un período de tiempo dado. Se calcula multiplicando el consumo físico del artículo en un período dado por el precio pagado en la última orden de compra.
Mientras, que el estándar monetario o costo estándar es la cantidad en unidades monetarias o costo que se espera incurrir por consumo de algún material en determinado proceso de producción en condiciones normales. Se calcula multiplicando el estándar físico por el precio pagado en la última orden de compra.
ESTABLECIMIENTO DE ESTÁNDARES.
Por definición los estándares son simples criterios del desempeño. Son los puntos escogidos de todo un programa de planeación de los cuales deben realizarse mediciones del desempeño con objeto de advertir a los administradores acerca del funcionamiento de las cosas sin que tengan que estar pendiente de cada paso de la ejecución de los planes.
MEDICIÓN DEL DESEMPEÑO CONTRA ESTÁNDARES ESTABLECIDOS Si los estándares se determinan como es debido y si se cuentan con los medios para comprobar con exactitud lo que están haciendo los subordinados, la evolución del desempeño real o esperado puede efectuarse con bastante facilidad. Pero existen varias actividades para las cuales resulta muy difícil elaborar estándares precisos, y hay otras difíciles de medir.
POBLOACIÓN
Es el término aplicado a conjuntos o colecciones de objetos, reales o conceptuales y principalmente a conjunto de números, mediciones y observaciones.
MUESTRA
Es un conjunto de observaciones de tamaño n de una población finita N, elegida de forma tal que cada subconjunto de n de los N elementos de la población tenga la misma probabilidad de ser elegido.
CAPÌTULO IV
Marco metodològico
TIPO DE ESTUDIO
El estudio a desarrollar debe comprender tres facetas para cumplir con las expectativas de lo requerido por el Departamento de Ingeniería Industrial de
C.V.G. Ferrominera Orinoco.
La primera de ella es que el estudio sea de tipo Descriptivo puesto que se realizará una explicación detallada todas y cada una de las actividades involucradas en el proceso de suministro de mineral fino a Orinoco Iron, considerando dentro de estas, las diferentes herramientas y materiales utilizados, además del número de operarios requeridos para ello.
Se considera de Campo ya que el estudio requiere de una fase de muestreo y la misma debe efectuarse en el área de ferrocarril, específicamente en la locomotora que realiza la ruta Ferrominera Orinoco – Orinoco Iron. De igual forma se tomarán los tiempos correspondientes a las actividades involucradas en el proceso, por lo que es indispensable la observación directa del proceso en el área de trabajo; debido a que esto importante para el análisis de las demoras que allí se generan.
Además, el estudio es de Aplicación debido a que se establecerán planes de acción o proyectos de mejora, orientados a la búsqueda de soluciones para optimizar el proceso y manejo de actividades involucradas en el suministro de mineral fino a Orinoco Iron.
POBLACIÓN
La población determinada para la optimización del proceso de suministro de mineral fino a Orinoco Iron se representa por los trenes denominados "Locomotoras de trabajo" que pasan por las rutas Orinoco Iron – Ferrominera Orinoco.
MUESTRA
Se tomará como muestra únicamente la locomotora que realiza la ruta Orino Iron – Ferrominera Orino, la cual está acoplada a vagones, cabe destacar que esta locomotora es de 2000 Hp y con vagones tipo tolva de 90 toneladas de capacidad.
RECURSOS
Para cumplir con los objetivos planteados, se utilizarán los siguientes medios:
Biblioteca: Sirve de apoyo bibliográfico para sentar bases teóricas en el estudio.
Internet: Esta importante herramienta nos mantiene actualizados con lo último en adelantos tecnológicos que sean inherentes al proceso en estudio.
Entrevistas: Es importante usas este medio para establecer una comunicación permanente con el supervisor, los técnicos y las personas que laboran en la Gerencia de Ferrocarril, así se puede recabar más información y lograr un ambiente de trabajo óptimo, identificando cada una de las actividades que ellos realizan, traduciéndose en una toma de muestra más efectiva .
Prácticas de Trabajo Seguro: Este medio se usará para lograr identificar las diferencias entre la manera como realizan las actividades el personal del tren con respecto al deber ser de dichas actividades, recogiendo información ya sea verbal o escrita.
Cronómetro: Debido a que se realizará el muestreo del tiempo invertido para realizar las actividades del proceso de suministro de mineral fino como base para desarrollar este estudio, el cronómetro es una herramienta vital para la toma de los datos en cada una de las etapas.
Documentos escritos de los trabajos ejecutados en la Ruta Orinoco Iron – Ferrominera Orinoco Puerto Ordaz: Esta información recabada en estudios anteriores hechos por el Departamento de Ingeniería Industrial, así como también en actividades propias realizadas por la gerencia de Ferrocarril que han sido documentadas servirán de apoyo bibliográfico para el presente estudio.
Paquetes computarizados: Se utilizaran programas bajo el ambiente de Windows, tales como: Word, Excel, PowerPoint, Autocad 2006.
Lápiz y papel: También se utilizaron estos instrumentos para tomar las muestras y realizar las entrevistas informales al personal encargado de línea de servicio durante las jordanas de trabajo.
PROCEDIMIENTO
Para alcanzar con los objetivos planteados en este trabajo de investigación se realizarán las siguientes acciones:
RecoOpilación de la Información del Proceso de Suministro de Mineral Fino a Orinoco Iron:
Será necesario buscar la información referente a las actividades y maniobras realizadas en el proceso de suministro del mineral, para esto se tomará como fuente de apoyo todos aquellos documentos o formatos disponibles para la obtención de los datos que sean necesarios.
Descripción del Proceso de Suministro de Mineral Fino a Orinoco Iron: En esta fase se describirá y analizará cada una de las actividades que se llevan a cabo en la ruta Orino Iron – Ferrominera Orinoco, para lo cual se considerarán aspectos tales como: materiales, herramientas, tiempo invertido, así como el personal requerido para realizar cada actividad o maniobra requerida.
Comparar las Prácticas de Trabajo Seguro con la gestión actual del Proceso de Suministro del Mineral Fino a Orinoco Iron
Para saber si la ejecución actual del proceso de suministro de mineral fino es apropiada, será necesario compararla con las prácticas de trabajo seguro (PTS) establecidas por el manual de funcionamiento y manejo de locomotoras, a fin de poder evaluar si se cumple o no con lo establecido. Esto es importante, ya que permitirá lograr tener una noción acertada de lo que actualmente realizan los operarios al momento realizar el proceso de carga, traslado, descarga y traslado vacío del mineral.
Analizar condiciones de Seguridad Industrial en el área de trabajo
Es importante resaltar la seguridad de los trabajadores sobre todos los aspectos, por lo que se deben analizar las condiciones físicas del lugar donde laboran, detectando de esta manera posibles riesgos y actos inseguros que puedan entorpecer el buen ritmo del proceso de mantenimiento y que puedan traer como consecuenOcia accidentes no deseados. La detección de condiciones inseguras en el trabajo, ayudará a establecer un plan de acción que permita reducir dichos riesgos, para así poder facilitar el buen desenvolvimiento del mantenimiento en este aspecto.
Realizar el proceso de muestreo
Para llevar a cabo el estudio será necesario realizar un cálculo previo del número de muestras requeridas para la estandarización, las cuales se dividen en los turnos de trabajo a fin de lograr una mayor exactitud en el proceso de muestreo.
Identificar las Demoras
Es importante analizar todas las demoras observadas durante el proceso de muestreo, ya sean evitables ó inevitables, por cada elemento observado en el área estudiada, las cuales influyen en el tiempo total efectivo del proceso.
Analizar las causas de las demoras
Luego de identificar las demoras presentes en el proceso de suministro de mineral fino a Orinoco Iron se analizarán las causas que la originan, para así poder identificar la raíz de cada una de ellas, considerando aspectos como: mano de obra, condiciones de trabajo, materiales involucrados en el proceso, agentes externos, clima, entre otros.
Calcular el tiempo estándar a cada una de las actividades correspondientes al Suministro de Mineral Fino a Orinoco Iron
Luego de rOecolectar las muestras se analizarán los datos reflejados. Para proceder a descomponer el proceso en varios elementos correspondientes a las actividades ejecutadas en el mismo, para luego calcular el tiempo estándar requerido para cada una de estas actividades.
Estandarizar el Tiempo de Ciclo del Proceso de Suministro de Mineral Fino a Orinoco Iron
Luego de haberse obtenido el tiempo estándar de cada elemento presente en el ciclo de suministro de mineral fino a Orinoco Iron, se procederá a realizar los cálculos concernientes al tiempo de ciclo del proceso de suministro de mineral, lo cual equivale a la sumatoria de los tiempos estándar por actividad.
Establecer un Plan de Mejora
El trasfondo de este estudio se basa en la estandarización del tiempo de suministro de mineral fino a Orinoco Iron, por lo que una vez realizado todos los cálculos pertinentes y considerado todos los riesgos, demoras y condiciones de trabajo que influyen en la ejecución del mismo, es necesario establecer un plan de mejora que contemple planes de acción, basados en la búsqueda de la reducción de las demoras observadas en dicho proceso y, por ende, de las pérdidas involucrados a este, a fin de garantizar un servicio más óptimo y efectivo, evitando así los retrasos o interrupciones en la continuidad del proceso.
CAPÍTULO V
Situación actual
Actualmente el desarrollo del proceso de suministro de mineral fino a Orinoco Iron, es afectado por una serie de demoras, las cuales afectan la fluidez del mismo, debido a esto el departamento de Ingeniería conjuntamente con el departamento de Operaciones Ferroviarias requiere actualizar los estándares de tiempo del ciclo basándose en el factor tiempo como variable a optimizar.
Con el propósito de observar las causas de las demoras presentes y reducir los tiempos de duración de estas, evitando la existencia de tiempos de ocio para el personal de C.V.G Ferrominera Orinoco y el personal de Orinoco Iron, ya que ellos intervienen en el desarrollo de todas las etapas del proceso.
A continuación se presentan de forma descrita cada una de las etapas que conforman el proceso de siministro de mineral fino a Orinoco Iron:
1.- CARGA EN EL PANEL 8:
El proceso de suministro de mineral fino a Orinoco Iron, empieza en C.V.G Ferrominera Orinoco con la carga de cada una de las tolvas que conforman el corte del tren, mediante silos de carga que a su vez son alimentados por cintas transportadoras desde el área de PMH, una vez cargada la última tolva se procede a realizar la maniobra de salida de C.V.G Ferrominera Orinoco, la cual consiste en sacar el tren del Panel 8, hacer prueba de
frenos, traOOslado desde la doble línea de SIDOR hasta el Km. 2,8. al terminar la maniobra de salida el conductor de la locomotora notifica a despacho sobre las descripciones de la locomotora (número), cantidad de tolvas que están siendo transportadas, hora en que inició y termino la carga y el número de correlativo de la planilla que a este le ha sido entregada con anterioridad. Para que así de orden de salida hasta Orinoco Iron.
2.- TRANSPORTE CARGADO DE C.V.G FERROMINERA ORINOCO HASTA ORINOCO IRON:
El transporte cargado consiste en trasladar el mineral desde el kilómetro 2,8 hasta el kilómetro 11,5 donde se realiza la maniobra de entrada a Orinoco Iron que consiste en empujar la locomotora hasta la fosa de descarga, cuando la locomotora se encuentra en posición de descarga el personal de Orinoco Iron recibe la planilla con las descripciones del mineral (hora en que se realizó la carga, cantidad) que el conductor de la locomotora le entrega y estos a su vez dan orden para iniciar la descarga del mineral.
3.- DESCARGA DEL MINERAL FINO:
La descarga del mineral la realiza el personal de Orinoco Iron realizando la apertura de cada una de las tolvas hasta que quedan totalmente vacías, al finalizar la descarga del mineral se realiza la limpieza de la fosa, que consiste en retirar el mineral que queda en los rieles para así evitar un descarrilamiento; una vez retirado el mineral se procede a realizar la maniobra de salida de Orinoco Iron que consiste en sacar la locomotora de la fosa hasta el kilómetro 11,5; y se le notifica a despacho para que este de orden de salida al conductor de la locomotora hasta C.V.G Ferrominera Orinoco.
4.- TRANO SPORTE VACÍO DESDE ORINOCO IRON HASTA C.V.G FERROMINERA ORINOCO:
Este empieza en el kilómetro 11,5 una vez dada la orden de salida por parte de despacho, antes de llegar al kilómetro 2,8 el operador de la locomotora debe notificar a despacho de su entrada a C.V.G Ferrominera Orinoco para que este autorice la entrada de la locomotora al patio vacío de FMO.
Al recibir la autorización, realizan una maniobra de entrada al patio de Puerto Ordaz, donde se da inicio a un nuevo ciclo del proceso.
Las etapas llamadas "Maniobras" que realiza el personal de C.V.G Ferrominera Orinoco, se refieren a los movimientos hechos con la locomotora donde exista tráfico o congestión de vagones en vías férreas donde se necesite operar durante la ruta. En estas etapas se puede desacoplar y/o acoplar la locomotora con los vagones las veces que se necesite para conseguir resolver la situación y se presentan mayormente en los patios de trenes. Su tiempo de duración es variado y dependerá de la destreza del operario y los trenistas de la tripulación del tren que allí se encuentren.
DIAGARAMA DE PROCESO:
Todas las actividades mencionadas anteriormente se han representado mediante el siguiente diagrama de proceso, el cual está basado en el seguimiento hecho a las locomotoras de trabajo usadas en C.V.G Ferrominera Orinoco.
Carga del Mineral Fino en el Panel 8

CAPÍTULO VI
Análisis y resultados
MUESTREO REALIZADO
Cada una de las etapas del proceso de suministro de mineral fino a Orinco Iron deben ser estudiadas por separado para poder realizar su estandarización. De esta manera se deben presentar los datos de cada elemento recogidos a través del muestreo con análisis particulares referentes a los tiempos invertidos en realizar dichas fases.
Lo que permite realizar estudios específicos al momento de resolver cualquier tipo de situaciones presentes en jornadas laborales.
Los tiempos tomados durante el período de muestreo fueron realizados en el 2° turno el cual es de 7:00 a.m a 3:00 p.m desde el 29/10/2007 hasta el 12/12/2007. Los datos de estas muestras son tomados de las planillas (sábanas) corroboradas con las planillas de carga (correlativo) pertenecientes a jornadas donde no se logró hacer el muestreo personalmente.
DETERMINACIÓN DEL TIEMPO ESTÁNDAR
Para realizar, el cálculo del Tiempo Estándar del proceso de suministro de mineral fino a Orinoco Iron, se tuvo que dividir este proceso en varios elementos de trabajo que lo componen.
CÁLCUOLO DEL TAMAÑO DE LA MUESTRA
El cálculo del tamaño de la muestra consiste en determinar el número de observaciones que deben efectuarse para cada elemento dando un nivel de confianza y un margen de exactitud predeterminada. El muestreo estuvo conformado por 41 muestras en total y se procedió a verificar si el preliminar tomado satisface los requerimientos de error del muestreo a partir de un nivel de confianza de 90% y un intervalo de confianza de 10%. Con este nivel de confianza e intervalo de confianza y n-1 grado de libertad, se obtiene de las Tablas Estadísticas de Distribución de Student un tc.
Cálculos Estadísticos

Así tenemoOs:
Tabla Nº1 Datos del Muestreo del Proceso

Esta tabla resume los cálculos realizados para el muestreo de los tiempos de ejecución de cada una de la actividades que están involucradas en el proceso de suministro de mineral fino a Orinoco Iron, como se puede observar no se requieren muestras adicionales, ya que el valor del intervalo de confianza de la muestra (Im) es menor al intervalo de confianza (I), razón por la cual, se puede dar continuidad
al análisis de los resultados obtenidos, las demoras y el posterior establecimiento del estándar del proceso completo.
ANÁLISIS DE DEMORAS
Durante todo el muestreo y análisis del proceso de suministro de mineral fino a Orinoco Iron estuvieron presentes demoras (evitables o inevitables), las cuales interrumpen y evitan que se lleve de forma continua dicho proceso, estas variaban en cuanto al tiempo de duración y por que eran causadas, ya que, no siempre se cuenta con la misma tripulación, la demora no se presenta en el mismo sitio o simplemente no se da en el mismo turno de trabajo. Debido a esto, se denotaron las aquellas demoras que de una u otra forma se pueden realizar recomendaciones para su posterior reducción y/o posible eliminación.
Las demoras que se observaron durante el muestreo fueron clasificadas como evitables o inevitables.
DEMORAS EVITABLES
Este tipo de demora son aquellas que requieren de atención inmediata de parte de quienes tienen el proceso de manejo de las Briquetas Orinoco Iron bajo su responsabilidad; no son parte del proceso sin embargo ocurren con frecuencia en los diferentes turnos y es prioridad su pronta solución.
DEMORAS INEVITABLES
Este tipo de demora son aquellas que forman parte del proceso como tal, es decir, son inherentes a los elementos y su sucesión, por lo que sólo se puede recomendar la disminución del tiempo de duración. Estas pueden ser ocasionadas por el operario ó por la máquina que se use en el proceso, en este caso las locomotoras de la ruta de Briquetas Orinoco iron
Demoras que están presentes en el elemento Carga Panel 8:
En el grafico Nº 1 se observan las demoras que afectaron la carga del fino Orinoco Iron, entre las cuales están:
Asignación de tripulación a las locomotoras obtuvo un tiempo promedio de duración de 12 minutos, esta ocurre al momento de distribuir el personal en grupos para cumplir con la jornada de trabajo, esta demora se presentó 11 veces durante el muestreo, siendo esta una demora inevitable.
Charla de seguridad esta se da por políticas de seguridad de la empresa, se realiza los días lunes y miércoles con el fin de disminuir los riesgos de accidentes durante el desarrollo de actividades de trabajo, tiene un promedio de duración de 27 minutos, clasificándose como una demora inevitable que perturba el proceso, durante el muestreo se pudo observar esta demora en 8 oportunidades.
Falta de mineral en los silos deteniendo la carga por un tiempo promedio de 24 minutos, esperando a que estos sean nuevamente cargados, para continuar con la carga, esta es una demora evitable, y se observó durante el muestreo en 5 oportunidades.
Al momento de realizar la maniobra de entrada al panel 8 se observaron las demoras descritas a continuación: Carga del fino SIDOR con una duración promedio de 73 minutos siendo esta una demora inevitable, debido a que SIDOR es uno de los principales clientes de C.V.G. Ferrominera Orinoco y trasladan mayor cantidad de mineral, impidiendo la fluidez del proceso de carga del mineral fino a Orinoco Iron. Esta demora es inevitable. Además de Traslados a la locomotora con una duración promedio de 33 minutos esta se presenta cuando hay que trasladar la tripulación al sitio donde este ubicada la locomotora, durante el muestreo se trasladó la tripulación al
Panel 8 y a la fosa de Orinoco Iron con una frecuencia de 6 veces. Esta es una demora inevitable.
Gráfico 1 Demoras presentes en el elemento Carga

Demoras que están presentes en Transporte Cargado desde C.V.G Ferrominera Orinoco a Orinoco Iron:
El grafico Nº 2 muestra las demoras presente en el transporte cargado a Orinoco Iron, entre las cuales están:
Servicios de locomotora, esta demora se presenta cuando hay que esperar que realicen el servicio de cabina a la locomotora (agua, servilletas y limpieza en general) con un tiempo de duración promedio de 24 minutos, siendo una demora evitable.
Espera por la entrega de la planilla por parte de PMH con un tiempo promedio de duración de 38 minutos y una frecuencia de 5 veces durante el muestreo. Esta demora es evitable.
Fallas de Maquina, durante la maniobra de salida se C.V.G Ferrominera Orinoco se presentaron fallas que perturbaron el proceso de suministro de mineral fino a Orinoco Iron, al momento de cargar los frenos con un tiempo de duración de 15 y 17 minutos, en otra oportunidad la manguera del dinámico tuvo que ser cambiada porque estaba dañada esta demora duró 26 mO inutos. Por otra parte también sucedió que la locomotora se quedo sin fuerza (potencia) en ese momento se cambio de maquina ya que fue imposible movilizarla su tiempo de duración fue de 18 minutos, otra falla que presento la locomotora fue que la computadora prendió una luz roja y se fue en emergencia, deteniendo el tren cargado por completo y duró 32 minutos.
Señal roja, esto ocurre cuando algún suiche automático presenta fallas y mantenimiento de vías hace reparación del mismo, en ese momento no se pueden realizar maniobras de entrada o salida del patio vacío de C.V.G Ferrominera Orinoco, tiene un tiempo promedio de duración de 91 minutos.
En la maniobra de salida de FMO se observaron las siguientes demoras: Orden de despacho para salir con una duración promedio de 15 min. y una frecuencia de 3 veces durante el muestreo y se presenta debido al tiempo que se espera que despacho de la orden para salir, esto debido a alguna maniobra que se este ejecutando en los patio de FFCC y que no permite la salida del mismo. Esta demora es evitable. También se observó la demora, Dando paso a tren, se presenta cuando se espera el paso de otro tren, bien sea de línea principal o de despacho nacional, tiene un tiempo promedio de duración de 47 minutos, y se repitió durante el muestreo en 6 oportunidades. Esta demora es inevitable.
Gráfico 2 Demoras presentes en el Transporte Cargado

Demoras para el elemento de Descarga:
La maniobra de entrada a Orinoco Iron normalmente se realiza en 30 minutos, debido que hay que empujar el tren hasta la fosa para luego alarlo realizando así la descarga del mineral, en el grafico Nº 3 se describen las demoras presentes en la Descarga del mineral fino en Orinoco Iron, entre las cuales están:
Fosa llena con una duración promedio de 34 min. y se presentó con una frecuencia de 12 veces durante el muestreo, esto se debe principalmente cuando se realizan descargas con un corte superior a 28 vagones lo cual representa 2.250 t, siendo la capacidad de la fosa 2.500 t, otra causa es cuando se descarga un corte y hay otro tren en espera para descargar, entonces tiene que esperar por el desalojo de la fosa, además se presenta cuando existe algún problema mecánico en el sistema de descarga de la fosa. Esta demora es inevitable.
Espera del personal de Orinoco Iron esta demora ocurre, cuando no se presenta el personal de orinoco iron a descargar el corte al momento de estar el tren ubicado frente a la fosa, se presentó en 7 oportunidades durante el muestreo con un tiempo de duración promedio de 23 minutos. Siendo esta una demora evitable.
Gráfico N° 3 Demoras Descarga

Demoras presentes en el transporte vacío de Orinoco Iron a C.V.G Ferrominera Orinoco:
El grafico Nº 4 muestra las demoras presentes en el transporte vacío de Orinoco Iron hasta C.V.G Ferrominera Orinoco, entre las cuales están:

Limpieza de la fosa, esto ocurre una vez terminada la descarga, el personal de Orinoco Iron procede a desalojar el mineral que se acumula en los rieles durante la descarga esto incide en un 74% dentro del proceso de suministro del mineral y se presentó 6 veces durante el muestreo con un tiempo de duración promedio de 28 minutos; la espera por limpieza de la fosa es una demora inevitable.
La maniobra de salida de Orinoco Iron se realiza en un tiempo promedio de 29 minutos, la demora que evita que el ciclo se realice con fluidez es Dando paso a otro tren, esta demora se presenta cuando se espera por el paso del tren de fino SIDO OR o el transporte de la pella SIDOR con un tiempo promedio de duración de 10 minutos y una ocurrencia de 9 veces durante el muestreo. Esta demora es inevitable. Por otra parte la maniobra de entrada a Ferrominera Orinoco se realiza en un promedio de 12 minutos, debido a que una vez que el tren llega al patio vacío de FMO, este se debe dejar en la doble línea de SIDOR o e la línea N° 1 de llegada.
CÁLCULO DEL TIEMPO ESTÁNDAR DE LOS ELEMENTOS DEL PROCESO DE SUMINISTRO DE MINERAL FINO A ORINOCO IRON
En la determinación del tiempo estándar de cada elemento del proceso, se consideraron los siguientes aspectos:
CALIFICACIÓN DE LA VELOCIDAD DEL OPERARIO
Este cálculo sirve para determinar el desempeño del operario, donde entre varios métodos se utilizó el método Westinghouse. Debido a que se toma en cuenta la habilidad, las condiciones de trabajo, y la consistencia del operador bajo ciertas condiciones de trabajo que lo afectan.
Según este sistema de calificación o nivelación, existen seis grados o clases de habilidad asignables a operarios y que representan una evaluación de pericia aceptable. Tales grados son: deficiente, aceptable, regular, buena, excelente y extrema (u óptima).
La calificación de la habilidad se traduce luego a su valor en porcentaje equivalente. Este porcentaje se combina luego algebraicamente con las calificaciones de esfuerzo, condiciones y consistencia, para llegar a la nivelación final, o factor de calificación de la actuación del operario en cada elemento del proceso de suministro del mineral fino a Orinoco Iron.
Calificación de Velocidad en el elemento Carga

Calificación de Velocidad en el elemento Transporte Cargado

Calificación de Velocidad en el elemento Descarga

Calificación de Velocidad en el elemento Transporte Vacío


TIEMPO PROMEDIO SELECCIONADO POR ELEMENTO (TPS)
El tiempo promedio seleccionado (TPS) es el promedio de las lecturas de cada elemento para el conjunto de ciclos.

ESTIMACIÓN DE LAS TOLERANCIAS
Dicha estimación consiste en asignar un margen apropiado tomando en cuenta al operario, la naturaleza del trabajo y el medio ambiente. La tolerancia es un porcentaje de asignación para contrarrestar los factores ocasionados por fatiga y van a permitir realizar con mayor comodidad el trabajo.
Para esto,Ose calculan los siguientes factores:
Demoras Inevitables
Demoras Evitables
Tiempo Real
Las tolerancias halladas fueron las otorgadas para necesidades personales, donde la empresa tiene como política un valor de 5% del tiempo normal. Por otra parte, tolerancias fijas como almuerzo, merienda, entre otras no son incluidas puesto que el personal trabaja el turno corrido y por ende, realiza estas actividades dentro del tren, de manera tal que no se detiene el proceso; a cambio de esto la empresa paga una comisión al personal como retribución de este tiempo no cedido.
Así mismo, los tiempos de preparación no cuentan debido a que los trenes están ya listos al inicio del turno; esto es posible ya que dicho tren se encuentra operando de manera continua desde el turno anterior y solo se detiene para el cambio de guardia o relevo de personal.
Entonces tenemos:
 Tolerancia por Política de la Empresa 5% TN
Tolerancia por Política de la Empresa 5% TN
TN TPS Cv (Tiempo Normal)
CÁLCULO DEL TIEMPO NORMAL PARA CADA ELEMENTO
En la siguiente tabla se muestran los cálculos realizados para el tiempo normal de cada elemento del ciclo de suministro de mieral fino a Orinoco Iron.

Tiempo Estándar de los Elementos
Luego de haber realizado los cálculos correspondientes a la sumatoria tolerancias y los TPS de los elementos se calcula el tiempo estándar de cada elemento.
Mediante la siguiente ecuación:

Tiempo de las Maniobras
Los tiempos que son utilizados para la realización de las maniobras entre los elementos del proceso son mostradas a continuación. Estos tiempos son para un promedio de 30 vagones tipo tolva.

TIEMPO ESTÁNDAR DEL CICLO
Este tiempo es la sumatoria del tiempo estándar de cada elemento en que se compone la operación, incluyendo el tiempo en que se realizan las maniobras entre los elementos del proceso.


Tiempo Real del Ciclo
El tiempo real es igual a la sumatoria del tiempo estándar más los tiempos de las demoras presentes en las actividades al proceso.

De esta manera se observa el tiempo real del ciclo:
TR Ciclo = 5.79 horas + 8.25 horas (Demoras)= 14.04 horas.
Conclusiones
1. El tiempo estándar del ciclo de suministro de mineral fino a Orinoco Iron es de 5.79 horas.
2. El tiempo real del ciclo de suministro de mineral fino a Orinoco Iron es de 14.04 horas.
3. Las demoras inevitables afectan el proceso de suministro de mineral fino a Orinoco Iron en 70% y las demoras evitables 30%.
4. Las demoras inevitables presentes en el suministro de mineral fino a Orinoco Iron durante el muestreo son:
a. Charla de seguridad, esta charla se realiza dos veces por semana, tiene una duración de 15 minutos, y tiene como objetivo informar sobre los riesgos en las operaciones diarias en ferrocarril. Esta por lo general se extiende 2,4 h en promedio debido a que se discuten temas que no se basan en lo planificado.
b. Carga de fino de SIDOR, con una duración promedio de 2.3 h.
c. Asignación a la tripulación, esto se realiza con el fin de distribuir el personal equitativamente para realizar la jornada de trabajo de manera eficiente, su tiempo de duración promedio es de 12 minutos.
d. Dando paso a tren, esto ocurre cuando existe otro tren en la vía y hay que esperar que este realice su maniobra para luego continuar, el tiempo promedio de esta demora es de 47 minutos. También se pudo notar que ocurre una vez realizada la maniobra de salida de Orinoco Iron hasta C.V.G Ferrominera Orinoco.
e. Traslados hasta la locomotora, esto sucede cuando al iniciarse la jornada de trabajo el personal debe ser trasladado hasta el lugar donde se encuentre la locomotora esto ocurre en un tiempo promedio de 33 minutos.
f. Luz Roja, esto ocurre cuando algún suiche automatico presenta fallas y mantenimiento de vías hace reparación del mismo, en ese momento no se pueden realizar maniobras de entrada o salida del patio vacío de C.V.G Ferrominera Orinoco, tiene un tiempo promedio de duración de 91 minutos.
g. Fosa llena, esta se presenta cuando hay que esperar que el mineral de la fosa sea desalojado, para continuar con la descarga esto sucede en un tiempo promedio de 34 minutos.
h. Limpieza de la fosa, esto ocurre una vez terminada la descarga para eliminar el mineral que se acumula en los rieles del tren cuando el tren se está descargando, tiene un tiempo de duración de 34 minutos.
5. Durante el muestreo las demoras evitables presente en el suministro de mineral fino a Orinoco Iron fueron:
a. Tiempo de espera por planilla de PMH, esto ocurre cuando el tren ya ha sido cargado y se tiene que esperar a que despacho entregue la planilla con las descripciones de la carga, la locomotora y la tripulación al operador de la maquina, debido a que el personal de Orinoco Iron una vez realizada la descarga debe firmar que estuvo conforme con las descripciones de la carga descritas en la planilla esta demora ocurre en un tiempo promedio de 38 minutos.
b. Falta de mineral en los silos, esto sucede cuando se va a realizar la carga y no hay mineral suficiente en los silos, debido a que otro tren a cargado, la espera para que los silos sean nuevamente cargados tiene un tiempo de 24 minutos.
c. Falla de maquina, esto se presento cuando la locomotora presento problemas al momento de cargar los frenos con un tiempo de duración de 15 y 17 minutos, en otra oportunidad la manguera del dinamico tuvo que ser cambiada porque estaba dañada esta demora duró 26 minutos. Por otra parte tambien sucedió que la locomotora se quedo sin fuerza (potencia) en ese momento se cambio de maquina ya que fue imposible movillizarla su tiempo de duración fue de 18 minutos, otra falla que presento la locomotora fue que la computadora prendió una luz roja y se fue en emergencia, deteniendo el tren cargado por completo y duró 32 minutos.
d. Servicio de Maquina, esto sucede cuando se tiene que esperar que la cabina sea limpiada y coloquen agua y servilletas necesarias para la tipulación, esta actividad dura 24 minutos.
e. Llegada del personal de Orinoco Iron, esto sucede debido a que el personal de Orinoco Iron es el encargado de realizar la descarga del mineral, el tiempo promedio de las esperas observadas es de 23 minutos.
f. Orden de Despacho, esto ocurre cuando una vez realizadas las maniobras de entrada o salida se espera que despacho de la orden de salida de C.V.G Ferrominera Orinoco hasta Orinoco Iron, tomando un tiempo de 15 minutos.
Recomendaciones
En base a los resultados obtenidos durante el estudio se recomienda lo siguiente:
1. Informar a las Gerencias de PMH y FFCC sobre el estándar, el tiempo real calculado y las demoras evitables presentes en el ciclo con el fin de minimizar la duración de estas en el proceso.
2. Tomar medidas que impidan el retardo de la entrega de planillas de despacho a los operadores de las locomotoras.
3. Establecer un horario para realizar el servicio (agua, servilletas, limpieza) de maquina, para reducir el tiempo de demoras causadas por este factor.
4. Realizar mantenimientos preventivos a todos los equipos que se utilicen en el proceso de suministro de mineral fino Orinoco Iron.
5. Establecer comunicación con Orinoco Iron al momento de salir de C.V.G Ferrominera Orinoco, para evitar la espera por el personal de Orinoco Iron que realiza la descarga del tren.
6. Las charlas de seguridad deben dictarse en el tiempo establecido para ello; al igual que la asignación del personal, permitiendo así la fluidez del proceso.
Bibliografía
NIEBEL, Benjamín W. Ingeniería Industrial. Métodos, tiempos y movimientos. 1.996.9° edición. Ediciones Alfa omega. México.
HAMDY, Taha. Investigación de operaciones. 5ª Edición. Ediciones Alfaomega.
http://earth.google.es/
http://www.gestiopolis.com/canales/gerencial/articulos/no%2010/tiemposymovimie ntos.htm
http://www.elprisma.com/apuntes/curso.asp?id=4354 http://www.maestrosdelweb.com/editorial/estandares/
Anexos
TIEMPO ESTÁNDAR DEL CICLO


Vista aérea de la Planta

Locomotora de Trabajo usada en el proceso de suministro de mineral fino a Orinoco Iron

Plano de la Gerencia de Ferrocarril en C.V.G Ferrominera Orinoco




Dedicatoria
A Dios, por guiarme en todos los momentos de mi vida por el buen camino y llenarme de buena salud y entendimiento para lograr satisfactoriamente algunas de las metas que me he propuesto hasta ahora.
A mis padres Tanny y Roger, por el apoyo que me han brindado durante todo el desarrollo de mi vida.
A mis hermanos Javier y Fabiola, por estar siempre conmigo y ayudarme siempre que los necesito.
A mis familiares, por estar presentes en todos los momentos que han sido importantes y especiales para mi.
Agradecimientos
A mis padres, todo lo que soy se lo debo a ustedes, mami eres lo máximo gracias por ser como eres y apoyarme siempre incondicionalmente, a mis hermanos por estar a mi lado en todo momento.
A mi tutor académico Ing. Iván Turmero, por su orientación y ayuda durante la realización de este trabajo.
A mi tutor Industrial, Ing. Thais Coll, por la orientación, apoyo y disposición en todo momento durante la elaboración de este trabajo.
A la UNEXPO, por hacer posible el desarrollo de mi carrera y formación como profesional, y CVG Ferrominera Orinoco C.A, por darme la oportunidad de desarrollar mi práctica profesional satisfactoriamente.
A todo el personal del Departamento de Ingeniería Industrial y el Departamento De Operaciones Ferroviarias por su cooperación en todo momento durante mi estadía en la empresa.
A mis Amigos, Nurdy Rivero, Editza Colmenares, Francia García, Thaemy Quero, Marval Liomar, por haber compartido muchos momentos y estar siempre de mi lado.
A todos muchísimas gracias…….
REPÚBLICA BOLIVARIANA DE VENEZUELA UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA "ANTONIO JOSÉ DE SUCRE"
VICE-RECTORADO DE PUERTO ORDAZ DEPARTAMENTO DE INGENIERIA INDUSTRIAL PRÁCTICA PUERTO ORDAZ, MARZO DE 2008
Trabajo presentado ante el Departamento de Ingeniería Industrial de la UNEXPO Vicerrectorado Puerto Ordaz como requisito de la aprobación de la PRÁCTICA PROFESIONAL.
Tutor Académico Ing. Iván Turmero
Tutor IndustrialIng, Thais Coll
Autor:
Anny C. Malavé Balbás
V- 17.632.117
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |