
4.8 UTILIZACIÓN DE SUSTANCIAS PELIGROSAS
Tal y como se ha comentado, todo fluido de corte incluye en su formulación componentes químicos de mejora de sus propiedades comúnmente llamados aditivos.
Estos compuestos son elegidos a partir de un amplio abanico de posibilidades entre las que se encuentran algunos que, bien son sustancias que suponen algún riesgo para el medio ambiente o la salud e higiene laboral, o bien son precursoras de alguna sustancia que lo sea.
El usuario de un fluido de corte que contenga una o varias sustancias de estas características se enfrentará, por un lado, a aquellos posibles riesgos higiénicos asociados a su manipulación y al uso y, por otro, a la gestión de los residuos que se generen al final de la vida útil del producto.
4. Problemáticas Ambientales en el Sector del Mecanizado

4.8 UTILIZACIÓN DE SUSTANCIAS PELIGROSAS
Por otro lado, la mezcla de fluido de corte con materiales diversos utilizados en otras fases del proceso productivo, puede suponer un agravante en la problemática ambiental del sistema. La mezcla de fluidos desengrasantes clorados, productos inflamables o dotados de elementos de toxicidad contrastada, aumentará su peligrosidad requiriendo medios especiales para su control y tratamiento.
4. Problemáticas Ambientales en el Sector del Mecanizado

Tabla 1. Principales compuestos tóxicos contenidos en los fluidos de corte

Las diferentes problemáticas ambientales de los procesos de mecanizado suponen un impacto ambiental que se presenta de manera dispersa y por lo tanto resulta ser de difícil atenuación. La tabla adjunta sintetiza las problemáticas ambientales descritas anteriormente y aquellas medidas de mejora más recomendables segregadas por línea de actuación.
Tabla 2. Principales problemáticas ambientales del sector de mecanizado
4. Problemáticas Ambientales en el Sector del Mecanizado

4. Problemáticas Ambientales en el Sector del Mecanizado
Tabla 2. Principales problemáticas ambientales del sector de mecanizado

De entre todas las medidas de producción limpia descritas en la Tabla 2 se consideran como de especial interés las propuestas a continuación.
1. Mecanizado en seco
Durante el mecanizado en seco, se suprime completamente la utilización de fluido de corte. De esta manera se reducen en un 100% tanto el consumo como la producción de residuos de fluido de corte.
También mejora la calidad de los residuos metálicos generados, pues estos se presentan totalmente exentos de impregnación.
El mecanizado en seco supone una evolución tecnológica de herramientas y materiales, abriéndose cada día nuevas posibilidades de aplicación en diferentes procesos.
4. Problemáticas Ambientales en el Sector del Mecanizado
4.1. Medidas de producción limpia

2. Mecanizado con mínima cantidad de lubricante (MQL)
Esta técnica se basa en la aplicación del fluido de corte en la cantidad mínima necesaria para garantizar las condiciones de operación. El consumo de fluido de corte se reduce hasta en un 95% y los residuos metálicos obtenidos presentan únicamente una pequeña capa de fluido lubricante.
Para la aplicación del fluido de corte se necesitan dosificadores especiales y habitualmente, un servicio de aire comprimido como medio de impulsión del fluido.
Esta técnica puede ser considerada como un paso intermedio entre la lubricación clásica y el mecanizado en seco.
4. Problemáticas Ambientales en el Sector del Mecanizado
4.1. Medidas de producción limpia

4. Problemáticas Ambientales en el Sector del Mecanizado
4.1. Medidas de producción limpia
3. Unidades de mantenimiento del fluido de corte
La introducción en los procesos de sistemas de mantenimiento que eviten la permanencia en el baño de elementos ajenos al mismo como partículas, aceites, etc. prolonga la vida útil del fluido de corte. Además mejora la calidad del mismo, disminuyendo el riesgo de obtención de rechazos por mal acabado superficial.
Existen múltiples posibilidades técnicas que representan rendimientos e inversiones diferentes en cada caso.

4.1. Medidas de producción limpia
4. Implantación de un plan de control del fluido de corte
La medición, control y registro de aquellos parámetros definitorios del estado del fluido de corte, aportan información relevante para el diseño y articulación de un plan de mantenimiento de máximo rendimiento.
Los parámetros de control variarán en función de la naturaleza del fluido de corte.
Se estima en un 60% el porcentaje máximo de residuos de fluido de corte que pueden ser reducidos mediante la implantación de un plan de control.
Es vital contar con el apoyo del suministrador del fluido de corte para proceder a diseñar la secuencia de análisis más adecuada a la naturaleza físico-química del fluido.
4. Problemáticas Ambientales en el Sector del Mecanizado

5. Implantación de equipos auxiliares de separación
Las piezas y virutas son uno de los medios más habituales de despilfarro de fluido de corte. El fluido impregna la superficie de la viruta generada en el proceso y rellena los huecos de la estructura compleja de las piezas, de manera que es arrastrado fuera del sistema.
Mediante el uso de diferentes equipos auxiliares, el valor de los arrastres se puede reducir hasta en un 50%, facilitando a su vez las condiciones de manipulación de piezas y virutas.
Existe un abanico importante de posibilidades técnicas con diferentes costes económicos.
4. Problemáticas Ambientales en el Sector del Mecanizado
4.1. Medidas de producción limpia

6. Adecuación/reubicación del parque de almacenamiento
Es vital seleccionar el enclave idóneo para el parque de almacenamiento de piezas y virutas.
De esta manera, se reducen las necesidades de limpieza y los requerimientos de gestión de los subproductos generados en este proceso: aguas aceitosas, trapos y material adsorbente, etc.
Esta mejora requiere en gran medida un adecuado planteamiento logístico, e incluso alguna inversión poco importante si se detectan necesidades de adecuación tales como aplicar tratamientos superficiales, instalación de cubetos, etc.
4. Problemáticas Ambientales en el Sector del Mecanizado
4.1. Medidas de producción limpia

Características de la empresa
Una empresa se dedica al diseño, fabricación y mantenimiento de TRANSMISIONES. La empresa cuenta con una serie de maquinaria para conseguir los mecanizados requeridos para sus transmisiones, como tornos, centros de mecanizado, rectificadoras, talladoras y planificadoras. Cada una de estas máquinas cuenta con un depósito de aceite y otro de taladrina de diversas capacidades.
5. Caso Práctico
Residuos generados
Toda la maquinaria mencionada utiliza aceites, taladrina y grasa para su correcto funcionamiento, generando virutas metálicas, elementos todos ellos que hay que gestionar de manera adecuada.

Residuos generados/TALADRINAS/características
La taladrina utilizada , HOCUT 795 GE (HOUGHTON IBERICA, S.A), es un fluido semi-sintético exento de aceite mineral basado en ésteres sintéticos de alta lubricidad. Es un fluido de corte soluble, de fórmula libre de aceites minerales. Es apropiada para su utilización tanto en aguas blandas como en aguas duras.
La cantidad de taladrinas que se utilizan anualmente asciende a un total de 8250 L.
5. Caso Práctico

Residuos generados/TALADRINAS/modo de empleo
Las taladrinas se comercializan como concentrados que posteriormente son diluidos “in situ” con agua. Las emulsiones de taladrina para maquinaria se forman mezclando el producto con agua y agitando fuertemente. Para ello, se dispone de un mezclador que mezcla agua (95%) con taladrina (5%). Se utilizan bidones de 200 L (donde se añaden 10 L de taladrina) y se colocan a pie de máquina para ir rellenando los depósitos de las mismas semanalmente.
La taladrina se inyecta desde el depósito hasta la zona de contacto entre pieza y herramienta, y desde ahí escurre nuevamente al depósito.
Dilución “ in situ” de la taladrina.
Fotos propias del autor
5. Caso Práctico

Residuos generados/TALADRINAS/como residuo
La taladrina en su proceso tiene diferentes destinos:
Se evapora a causa de las temperaturas de mecanizado.
Se arrastra con las virutas y piezas.
Se pierde en salpicaduras y/o derrames.
Para su correcto mantenimiento se realizan cambios periódicos (anuales), ya que la taladrina va perdiendo con el paso del tiempo sus cualidades al acumularse aceites parásitos, partículas sólidas y bacterias, lo que afecta al resultado del mecanizado. Si la concentración de gérmenes, metales pesados etc. es elevada puede causar problemas de salud laboral.
5. Caso Práctico

Residuos generados/TALADRINAS/codificación
Las taladrinas agotadas tienen cualidades irritantes y ecotóxicas debido a que contienen metales pesados, biocidas, gérmenes nocivos, nitrosaminas, compuestos de boro y productos de descomposición de carácter maloliente y/o tóxico.
Por estas razones la normativa aplicable (Real Decreto 833/1988, de 20 de julio; ORDEN MAM/304/2002, de 8 de febrero, código LER) las califica como residuo tóxico.
5. Caso Práctico
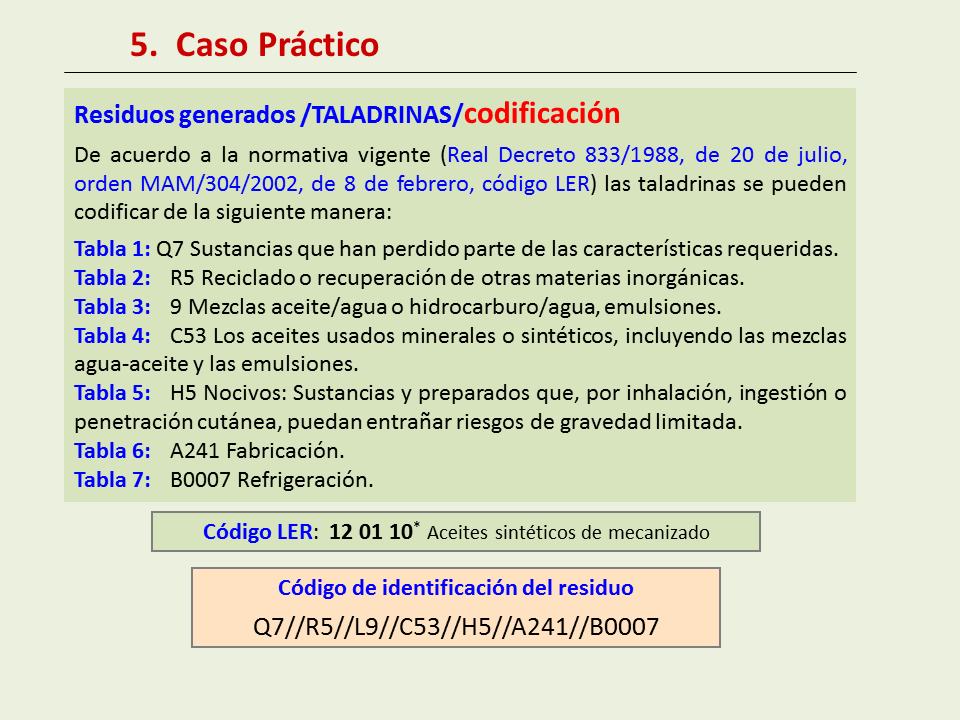
Residuos generados /TALADRINAS/codificación
De acuerdo a la normativa vigente (Real Decreto 833/1988, de 20 de julio, orden MAM/304/2002, de 8 de febrero, código LER) las taladrinas se pueden codificar de la siguiente manera:
Tabla 1: Q7 Sustancias que han perdido parte de las características requeridas.
Tabla 2: R5 Reciclado o recuperación de otras materias inorgánicas.
Tabla 3: 9 Mezclas aceite/agua o hidrocarburo/agua, emulsiones.
Tabla 4: C53 Los aceites usados minerales o sintéticos, incluyendo las mezclas agua-aceite y las emulsiones.
Tabla 5: H5 Nocivos: Sustancias y preparados que, por inhalación, ingestión o penetración cutánea, puedan entrañar riesgos de gravedad limitada.
Tabla 6: A241 Fabricación.
Tabla 7: B0007 Refrigeración.
Código de identificación del residuo
Q7//R5//L9//C53//H5//A241//B0007
Código LER: 12 01 10* Aceites sintéticos de mecanizado
5. Caso Práctico

Residuos generados /TALADRINAS/etiquetado
NOCIVO
Xn
10 cm
10 cm
5. Caso Práctico

Residuos generados /TALADRINAS/Gestión
Si las taladrinas agotadas se vierten al cauce normal sin ningún control, pueden ocasionar serios problemas de operación en una planta de tratamiento de aguas residuales, debido a los aceites y emulgentes que contienen. Además, la acumulación de metales pesados en los lodos contribuye a elevar el coste de los tratamientos de aguas. Además pueden causar una importante mortandad en la fauna piscícola debido a los numerosos componentes tóxicos que contienen, tales como nitritos y fenoles.
Las emulsiones aceitosas dificultan aún más el intercambio de oxígeno entre aire y atmósfera, contribuyendo a la desoxigenación de las aguas.
Por ello, se requiere de una correcta gestión, separándolas para su posterior tratamiento.
5. Caso Práctico

En la empresa se realizan cambios periódicos (anuales) de taladrina para cada máquina, ya que ésta pierde sus propiedades y se contamina (bacterias, virutas… etc) pudiendo dañar la pieza mecanizada.
Una vez realizada la extracción de los depósitos, la taladrina se vierte en bidones de plástico de 1000 L de capacidad para almacenarse posteriormente (una vez que el bidón este lleno) en una zona asignada a tal fin, en este caso, en los exteriores de la empresa.
5. Caso Práctico
Residuos generados /TALADRINAS/Gestión

Residuos generados /TALADRINAS/Gestión
Almacenamiento de taladrinas agotadas para su posterior gestión por empresa autorizada.
Fotos propias de los autores
Los bidones acumulados en un tiempo no superior a los 6 meses (Artículo 18 de la Ley 22/2011, de 28 de julio), se recogen por una empresa autorizada (BEFESA*). La propia empresa se encarga de llevar el residuo a los centros de tratamiento gestionados y validados por SIGAUS**.
5. Caso Práctico

Residuos generados /ACEITES/Características
En la empresa se utilizan varios tipos de aceite de corte, según las especificaciones de cada máquina.
También se utiliza aceite motor para los diferentes bancos de pruebas de las transmisiones fabricadas (fase final del producto). Los aceites empleados son:
Cosmolubric FD-5, aceite lubricante de media presión para cabezales.
Verkol Guías-68, lubricante para guías de máquina herramienta.
Hydrolubric HLPD 32 (tornos).
Hydrolubric HLPD 46 (rectificadoras).
La cantidad de aceite que se utiliza anualmente asciente a un total de 2420 L.
5. Caso Práctico

Residuos generados /ACEITES/codificación
Según la normativa (RD 833/1988, de 20 de julio; Orden MAM/304/2002, de 8 de febrero, código LER) los aceites se pueden codificar de la siguiente manera:
Tabla 1: Q7 Sustancias que han perdido parte de las características requeridas.
Tabla 2: R9 Recuperación, regeneración u otra reutilización de aceites.
Tabla 3: 8 Aceites y sustancias oleosas minerales.
Tabla 4: C53 Los aceites usados minerales o sintéticos, incluyendo las mezclas agua-aceite y las emulsiones.
Tabla 5: H5 Nocivos: Sustancias y preparados que, por inhalación, ingestión o penetración cutánea, puedan entrañar riesgos de gravedad limitada; H6 Tóxicos: Sustancias o preparados que, por inhalación, ingestión o penetración cutánea, puedan producir riesgos graves agudos o crónicos, incluso la muerte (incluyendo las sustancias o preparados muy tóxicos).
Tabla 6: A241 Fabricación (actividad metalúrgica de fabricación de transmisiones)
Tabla 7: B0019 Servicios generales (cambio de aceite de maquinaria e instalaciones en general)
Código de identificación del residuo
Q7//R9//L8//C53//H5//A241//B0019
Código LER: 1302 Residuos de aceites de motor, de transmisión mecánica y lubricantes
5. Caso Práctico

Residuos generados /ACEITES/codificación
Código LER: 1302 Residuos de aceites de motor, de transmisión mecánica y lubricantes.
En general, podemos elegir el código LER
13 02 08* Otros aceites de motor, de transmisión mecánica y lubricantes.
Para los aceites Hydrolubric HLPD 32 e Hydrolubric HLPD 46, que son aceites cuya composición cualitativa es una mezcla de aceites minerales parafínicos y un paquete de aditivos basados en azufre y fósforo tendríamos que elegir la codificación.
13 02 05* Aceites minerales no clorados de motor, de transmisión mecánica y lubricantes.
5. Caso Práctico
Código de identificación del residuo
Q7//R9//L8//C53//H5//A241//B0019
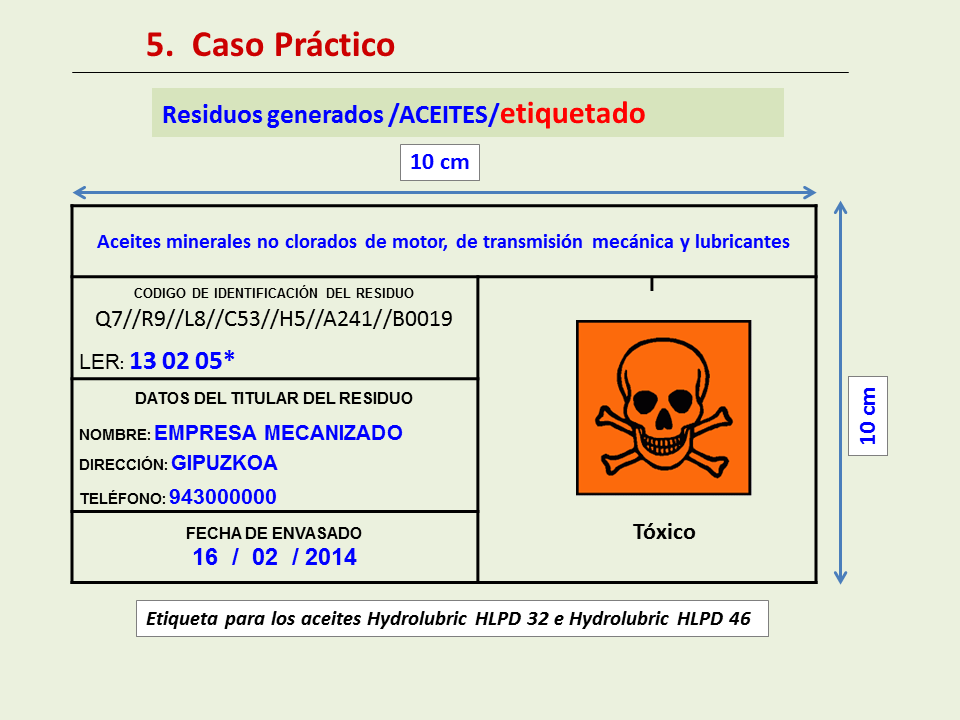
Residuos generados /ACEITES/etiquetado
10 cm
10 cm
Tóxico
T
Etiqueta para los aceites Hydrolubric HLPD 32 e Hydrolubric HLPD 46
5. Caso Práctico

Residuos generados /ACEITES/gestión
El reciclaje del aceite usado industrial se realiza a través del sistema SIGAUS*. Este sistema financia y controla todo el proceso, desde la recogida hasta la obtención de un producto final y consta de una amplia red de gestores autorizados en todas las comunidades autónomas.
Para entender la magnitud del proceso de reciclaje del aceite, sólo tenemos que comprobar que la producción anual en España alcanza las 200.000 toneladas. Generalmente el 75% del aceite usado es una base lubricante no deteriorada que se puede recuperar, siendo el resto productos de la degradación y agua.
5. Caso Práctico

Especificaciones del aceite usado
Aunque los parámetros exactos de estas especificaciones varían en función de cada gestor recogedor, las condiciones que, en general, tiene que reunir el aceite usado para que la recogida sea gratuita son:
Contenido de agua inferior al 8 %.
Contenido en sedimentos inferior al 2 %.
Punto de inflamación superior a una determinada temperatura (puede oscilar entre 70 a 120 oC).
Contenido de cloro inferior a 2000/3000 ppm.
Contenido en PCB inferior a 50 partes por millón.
5. Caso Práctico
Residuos generados /ACEITES/gestión

Residuos generados /VIRUTAS/Características
Las virutas son la parte sobrante del proceso de fabricación de piezas a partir del mecanizado de productos semielaborados. En función de varios factores como son el tipo de mecanizado (fresado, torneado, rectificado, taladrado, etc.), material de corte, velocidad, temperatura, etc., la viruta puede estar en formas variadas: lamina continua, discontinua, espiral, etc.
En cuanto a su composición no se trata tan sólo de la parte metálica propiamente dicha, sino que se lleva consigo adherida una parte de los líquidos empleados en el proceso ya mencionados: taladrina y aceite. Esto es lo que le confiere el carácter de residuo peligroso, RP.
5. Caso Práctico
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |