Metalurgia. Procesamiento de Minerales. Como realizar una evaluación técnica en circuito industriales de Molienda y Clasificación (página 2)
nción de distribución utilizar, maneras de
determinar el F80, P80, carga circulante, D50, eficiencia de
clasificación y balance de materiales en el circuito
EVALUACIÓN DE CIRCUITOS INDUSTRIALES DE
MOLIENDA–CLASIFICACIÓN Para realizar la
evaluación de un circuito de molienda y
clasificación, se procede de la siguiente manera: (el
orden no es riguroso) 1. Determinar el circuito a evaluar, luego
graficar el Flowsheet; indicar todos los equipos que conforman
dicho circuito, como molinos, ciclones, bombas y equipos
auxiliares, en dicho grafico indicar el sentido de los flujos y
puntos de adición de agua 2. Determinar y fijar
previamente los puntos de muestreo; alimentos y descargas de los
molinos, entradas y salidas de los ciclones (feed, overflow y
underflow). Si ocurre un cambio de dilución en un
producto, se debe muestrear antes y después del ingreso de
agua a fin de establecer la variación del porcentaje de
sólidos de la pulpa 3. Fijados los puntos de muestreo
realizar cortes cuidadosos en cada punto considerando que luego
del muestreo se debe realizar el análisis
granulométrico, y la determinación de las
gravedades especificas de la muestra, puede ser por el
método de la fiola 4. Para realizar el análisis
granulométrico, la muestra debe ser homogenizada y
cuarteada, dicho análisis granulométrico, debe
realizarse por lo menos con 8 mallas de una serie conocida, lo
importante es conocer la abertura de la malla en micrones 5. En
cada corte del muestreo medir las densidades en los diferentes
puntos para determinar el % de sólidos para el balance de
flujos. También el % de sólidos puede ser
determinada pesando la cantidad de pulpa que fue extraída,
filtrando y secando, pesando el sólido seco se determina
dicho valor, dividiendo el peso seco con el peso de la pulpa
inicial, con dicho dato determinar la densidad y comparar 6.
Durante la realización del muestreo tomar los amperajes de
los molinos y bombas en operación, también es
necesario conocer las características del motor
eléctrico tales como: voltaje, cos Ø, HP y Amperaje
nominal 7. Es necesario obtener las características de los
molinos; diámetro, longitud y RPM normal. Medir la altura
de bolas o barras para determinar el % de bolas o barras ocupada
en el interior del molino. De misma manera obtener
información de los ciclones tales como: diámetro
del ciclón, ápex y vóltex, presión de
entrada PSI 8. Una vez obtenidos estos datos proceder ha realizar
los cálculos respectivos utilizando los modelos
matemáticos que muestran posteriormente A.
EVALUACIÓN EN LOS MOLINOS Las muestras obtenidas de la
alimentación y producto de los molinos, filtrar y secar,
mediante cuarteos sucesivos obtener muestras de 500 a 800 gramos.
Cuando en la muestra contiene partículas mayores de
½” tomar muestras de 5 a 8 kilos dependiendo del
tamaño máximo, esto sobre todo ocurre en la
alimentación fresca al circuito. También dicha
muestra hacer secar para determinar el % de humedad; con dichas
muestras realizar el análisis granulométrico con
las mallas disponibles Obtenidos los pesos de las muestras en las
diferentes mallas, elaborar una tabla que contenga como dato:
malla, abertura en micrones, % peso y % peso acumulado pasante
Ac(-). Con esta data se calcula el F80 y P80; graficando en papel
semilogaritmico, los valores de las aberturas y el Ac(-), si se
desea determinar en forma analítica se debe recurrir a la
interpolación o extrapolación según sea el
caso Otro método es ajustando dichas datos a una
función conocida como son de Gates Gaudin Schumann y Rosin
Rammler, que a continuación se muestra
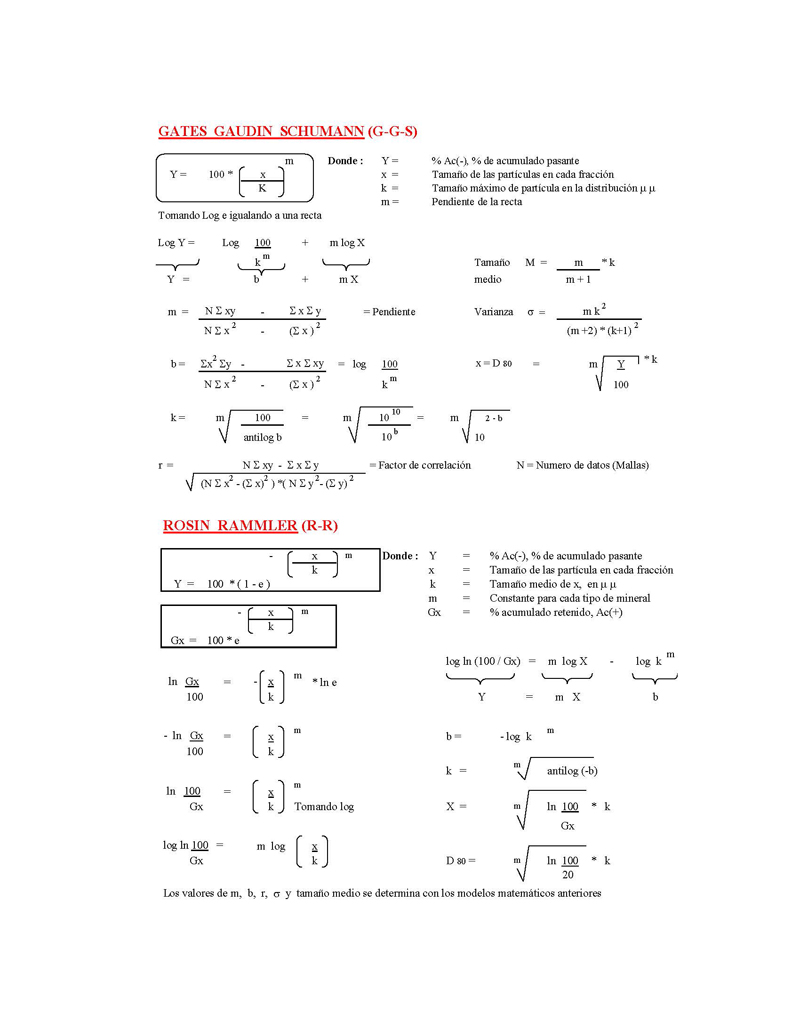
– 2 2 r = 2 2 2 2 – k = – x GATES GAUDIN SCHUMANN (G-G-S) m Donde
: Y= % Ac(-), % de acumulado pasante Y= 100 * x K x = k =
Tamaño de las partículas en cada fracción
Tamaño máximo de partícula en la
distribución µ µ Tomando Log e igualando a una
recta m= Pendiente de la recta Log Y = Log 100 + m log X k m
Tamaño M = m *k Y = b + mX medio m+1 m = N S xy S x S y =
Pendiente Varianza s = mk N S x 2 – (S x ) 2 (m +2) * (k+1) 2 b=
Sx Sy – 2 N S x – S x S xy 2 (S x ) = log 100 m k x = D 80 = m Y
100 *k k= m 100 = m 10 10 = m 2-b antilog b 10 b 10 N S xy – S x
S y (N S x – (S x) ) *( N S y – (S y) ROSIN RAMMLER (R-R) =
Factor de correlación N = Numero de datos (Mallas) Y = 100
* ( 1 – e ) x k m Donde : Y x m = = = % Ac(-), % de acumulado
pasante Tamaño de las partícula en cada
fracción Tamaño medio de x, en µ µ
Constante para cada tipo de mineral – x m Gx = % acumulado
retenido, Ac(+) k Gx = 100 * e log ln (100 / Gx) = m log X log k
m ln Gx = – x m * ln e 100 k Y = m X b – ln Gx = x m b= – log k m
100 k k = m antilog (-b) ln 100 = x m Gx k Tomando log X = m ln
100 * k Gx log ln 100 = m log Gx k D 80 = m ln 100 * k 20 Los
valores de m, b, r, s y tamaño medio se determina con los
modelos matemáticos anteriores
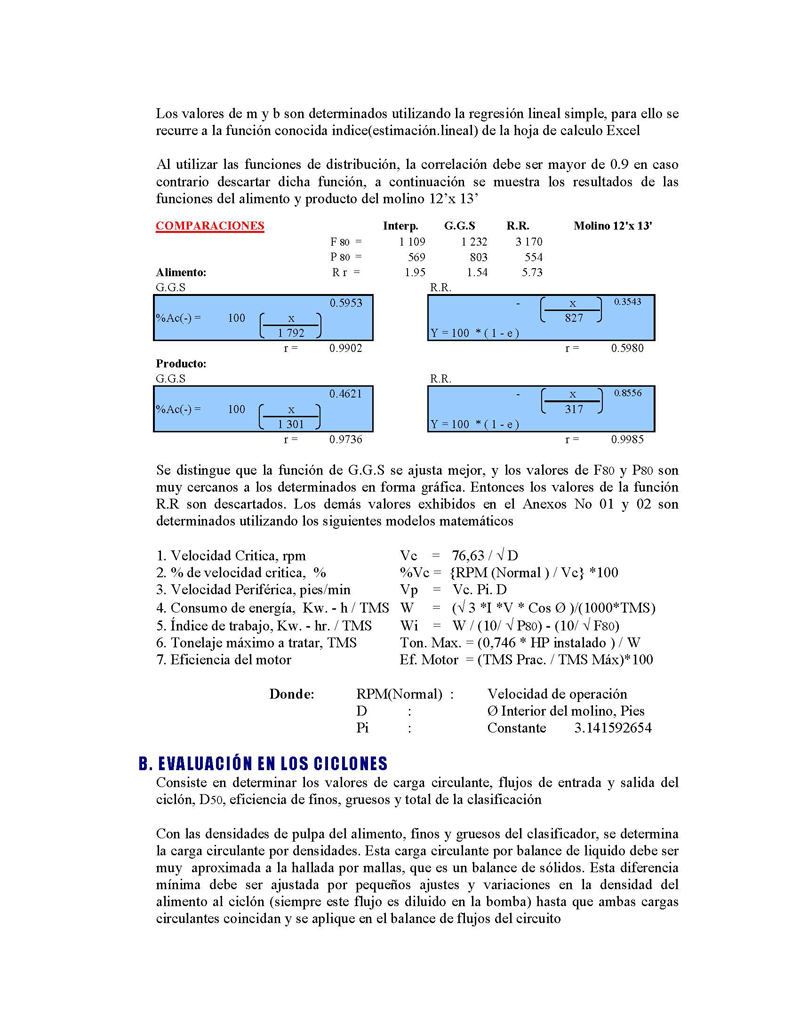
: Los valores de m y b son determinados utilizando la
regresión lineal simple, para ello se recurre a la
función conocida indice(estimación.lineal) de la
hoja de calculo Excel Al utilizar las funciones de
distribución, la correlación debe ser mayor de 0.9
en caso contrario descartar dicha función, a
continuación se muestra los resultados de las funciones
del alimento y producto del molino 12’x 13’
COMPARACIONES F 80 = P 80 = Interp. 1 109 569 G.G.S 1 232 803
R.R. 3 170 554 Molino 12'x 13' Alimento: Rr = 1.95 1.54 5.73
G.G.S R.R. 0.5953 – x 0.3543 %Ac(-) = 100 x 1 792 Y = 100 * ( 1 –
e ) 827 r= 0.9902 r= 0.5980 Producto: G.G.S R.R. 0.4621 – x
0.8556 %Ac(-) = 100 x 1 301 Y = 100 * ( 1 – e ) 317 r= 0.9736 r=
0.9985 Se distingue que la función de G.G.S se ajusta
mejor, y los valores de F80 y P80 son muy cercanos a los
determinados en forma gráfica. Entonces los valores de la
función R.R son descartados. Los demás valores
exhibidos en el Anexos No 01 y 02 son determinados utilizando los
siguientes modelos matemáticos 1. Velocidad Critica, rpm
2. % de velocidad critica, % 3. Velocidad Periférica,
pies/min 4. Consumo de energía, Kw. – h / TMS 5.
Índice de trabajo, Kw. – hr. / TMS 6. Tonelaje
máximo a tratar, TMS 7. Eficiencia del motor Vc = 76,63 /
v D %Vc = {RPM (Normal ) / Vc} *100 Vp = Vc. Pi. D W = (v 3 *I *V
* Cos Ø )/(1000*TMS) Wi = W / (10/ v P80) – (10/ v F80)
Ton. Max. = (0,746 * HP instalado ) / W Ef. Motor = (TMS Prac. /
TMS Máx)*100 Donde: RPM(Normal) : Velocidad de
operación D : Ø Interior del molino, Pies Pi
Constante 3.141592654 B. EVALUACIÓN EN LOS CICLONES
Consiste en determinar los valores de carga circulante, flujos de
entrada y salida del ciclón, D50, eficiencia de finos,
gruesos y total de la clasificación Con las densidades de
pulpa del alimento, finos y gruesos del clasificador, se
determina la carga circulante por densidades. Esta carga
circulante por balance de liquido debe ser muy aproximada a la
hallada por mallas, que es un balance de sólidos. Esta
diferencia mínima debe ser ajustada por pequeños
ajustes y variaciones en la densidad del alimento al
ciclón (siempre este flujo es diluido en la bomba) hasta
que ambas cargas circulantes coincidan y se aplique en el balance
de flujos del circuito

Yf Yg 3 Jr@ mínimo es un ajuste estadístico de
datos para que en todas las mallas se obtenga la misma carga
circulante. Se debe dar prioridad a un buen muestreo y
análisis granulométrico; no al ajuste de datos que
cubre errores de muestreo y procedimiento. Si por ejemplo la
carga circulante por mallas es 160% y el Jr mínimo indica
una diferencia de +/- 10 a 20% el trabajo será aceptado,
caso contrario debe ser rechazado y comenzar un nuevo muestreo,
los resultados de los cálculos se muestra en el anexo No
05 Para calcular el valor de D50 simple (Utilizar valores sin
corregir), determinar el %Eo y %Eu; % de partición del
overflow y underflow. Para ello se puede emplear varios
métodos que emplean % en peso, % acumulado, o relacionando
carga circulante & D50, lo importante es que deben arrojar
valores muy cercanos, en caso contrario eliminar el mas disperso.
Estos valores se muestran en el anexo No 03. El D50 calculado es
determinado utilizando la función de Rosin Rammler, ver
anexo No 04 Conociendo el D50, se determina las eficiencias de
finos, gruesos y total, graficando las curvas respectivas y
cortando el valor del D50 se obtiene los valores de Ya, Yf y Yg,
tal como se muestra a continuación (Utilizar el valor de
D50 simple) Ya : 50.00 % Yf : 72.97 % Yg : 35.72 % EFICIENCIA DE
FINOS (Ef) : Ef = Yf*(Ya-Yg) / Ya*(Yf-Yg) Ef = 0.5596 EFICIENCIA
DE GRUESOS (Eg) : Eg = (100-Yg)*(Ya-Yf) / (100-Ya)*(Yg-Yf) Eg =
0.7927 DONDE : Ya % Acumulado pasante del alimento (feed) al
ciclón, para una abertura igual al D50 % Acumulado pasante
del overflow (finos) del ciclón, para una abertura igual
al D50 % Acumulado pasante del underflow (gruesos) del
ciclón, para una abertura igual al D50 EFICIENCIA TOTAL DE
CLASIFICACIÓN ( Et ) = Ef * Eg * 100 Et = 44.36 % C.
BALANCE DE MATERIALES EN EL CIRCUITO El balance de materiales
consiste en rellenar la siguiente tabla D.p m-200 G.e TMS/h %Sol
M /h TH2O/h G.P.M La gravedad especifica (G.e) es determinada en
laboratorio por el método de la fiola, como se muestra es
diferente en los distintos puntos, sobretodo en el ciclón
Para las toneladas por hora (TMS/h) de sólido, si se
conoce la carga circulante, y se sabe que la carga circulante es
igual Underfow/Overflow en peso y que el equilibrio del peso de
rebose es igual al alimento fresco (determinado en la balanza de
la faja), teniendo estas igualdades se completa este dato en
todos los puntos del circuito Porcentaje de sólidos y
densidad de pulpa son datos, con estos y el peso de
sólidos se calcula M3/h y TH2O/h, el agua que se agrega en
la entrada, descarga de los molinos, y en el cajón de la
bomba se determina por diferencia de TH2O/h en la salida y
entrada de dicho punto. La densidad de alimentación al
ciclón fue ajustada teniendo en cuenta la carga circulante
promedio por balance líquido y sólido, los
resultados se muestra en la primera tabla del Anexo No 03, y en
el gráfico del Anexo No 06

==> ==> . Al final se dispone de un circuito balanceado de
flujos muy útil para determinar la capacidad de bombeo de
pulpas y datos tan importantes como el que al dividir el peso de
agua en las arenas entre el peso de agua en el alimento al
ciclón se determina el Bypass o cortocircuito que viene ha
ser la fracción de partículas del alimento que por
su tamaño deberían pasar al rebose pero fueron
arrastradas hacia las arenas por acción del agua. Para la
realización del balance se utiliza los siguientes modelos
matemáticos ==> % S (Mol. Primario) = 100 – % H20 faja
06 Donde: % S = % de sólidos ==> % S = Ge * ( Dp – 1 )
* 100 Dp ( Ge – 1) Dp = Densidad de pulpa, Kg/lt G.e = Gravedad
especifica ==> TM H2O / h = TMS/h * (100 – %S) / % S TM H2O /
h = Toneladas de agua por hora TMS/h = Toneladas secas del
mineral por hora 3 ==> Q (m /h) = (TMS/h + TMH2O /h) / D.p 3
==> Q(m /h) = (TMS/h / G.e ) + TMH20/h 3 ==> Q (GPM) =
4.4033 * Q(m /h) (100 – %S) = % de agua en el punto dado Q =
Caudal de la pulpa m3 /h TMS/h + TMH2O /h = Peso de la pulpa
(TMS/h / G.e ) = Volumen de sólido, m3/h TMH20/h = Volumen
del agua, m3/h ==> TMH20 / h = (100 – % S) = D
(Dilución de pulpa) ==> Dilución = Liquido /
Sólido TMS / h %S Carga Circulante Cc: Despejando se tiene
==> Cc Mallas = ==> Cc Dilución = (f – o) / (u – f )
(Do – Df) / (Df – Du) ==> Df = ( Do + Cc*Du ) / (Cc +1) TMH20
/ h = Df * TMS/ h 3 ==> Q(m /h) = (TMS/h / G.e ) + TMH20/h Df,
Do, Du = Dilución en el alimento, Overflow y underflow Dp,
se calcula con: 3 ==> D p = (TMS/h + TMH20) / Q (m /h) % S =
100 * Peso mineral /( Peso mineral + Peso H20) ==> Dp = 100 .
Ge ==> Dp = Peso pulpa = TMS + TMH20 100 Ge – %S (Ge -1)
Volumen Pulpa TMS/Ge + TMH20 Los datos disponibles deben ser
utilizados para mejorar la eficiencia del proceso en: Aumentar la
capacidad de la planta para una granulometría dada Reducir
el tamaño de partículas para una capacidad
determinada Reducir el consumo de energía de los molinos
El objetivo en las plantas de procesamiento de minerales es
conseguir los niveles óptimos operacionales,
principalmente en los circuitos de molienda y
clasificación. Para hallar estos niveles óptimos
existen dos alternativas, la primera es realizar una
campaña experimental en la misma planta, eventualmente
este método producirá una mejor performance, sin
embargo durante la campaña (que dura un periodo corto o
largo de tiempo), la producción de la planta
sufrirá perdidas cuando la combinación de las
condiciones sean malas. La segunda alternativa esta basado en la
simulación con modelos matemáticos que reflejan en
gran medida los efectos de las condiciones operacionales

CONCLUSIONES La evaluación técnica nos permite
obtener datos de un circuito en operación, realizando
calculas numéricos con esta data determinamos los niveles
de eficiencia de las principales variables que afectan al
proceso, de los equipos que se encuentran involucrados, nos hace
ver en que condiciones están operando. Al analizar los
resultados obtenidos determinamos si estos son los adecuados. Si
no son los adecuados seleccionamos las variables de mayor
influencia para su posterior optimización utilizando una
técnica adecuada ? En un circuito de molienda –
clasificación, generalmente estandarizar las variables de
operación significa tener las densidades de pulpa
estables. Para ello la alimentación del mineral debe ser
constante(con características físicas y
químicas similares), la dosis de agua adecuada
según el requerimiento normal, el equipo en buen estado y
el renuevo de bolas en cantidad y calidad adecuada. Pero las
características del mineral alimentado al circuito no
simple son constantes, esto hace que los demás
parámetros varíen ? La eficiencia de la molienda
– clasificación depende en gran medida de: La
distribución de tamaño en la alimentación,
Volumen de carga moledora y su distribución en
tamaño, Cambios en las características del mineral,
Distribución de tamaño de los productos del molino
y Eficiencia de la clasificación ? La clasificación
es una operación primordial, principalmente cuando el
producto tiene especificaciones estrictas de tamaño. El
objetivo de la operación de clasificación en el
circuito cerrado es hacer más eficiente el proceso de
molienda y asegurar que el producto de la operación este
bajo un determinado tamaño recirculando hacia el molino
las partículas de mayor tamaño BIBLIOGRAFÍA
1. ATRES HIDALGO FERNANDO y SOTO FLORES JOE. Curso Taller
Técnicas Matemáticas Aplicadas al Balance de
Materia. Arequipa 1998. 2. LYNCH A. J. Circuitos de
Trituración y Molienda de Minerales. Universidad
Queensland, Brisbane Quid. Australia. Editorial Rocas y Minerales
1980 Arturo Soria 166 Madrid – 33. 3. G. KELLY ERROL. J.
SPOTTISWOOD DAVID. Introducción al Procesamiento de
Minerales. Editorial Noruega Limusa. 1992. 4. SEPULVEDA E. JAIME,
GUTIERREZ R. LEONEL. Dimensionamiento y Optimización de
Plantas Concentradoras mediante Técnicas de
Modelación Matemática. Centro de
Investigación Minera Metalúrgica. Chile 1992. 5.
MANZANEDA CABALA JOSE. Procesamiento de Minerales. Nueva
Edición Ediciones UNI. Lima – Perú
2001.

%AcumuladoPasanteAc(-) µ (1) ANEXO No 01 MOLINO DE BARRAS
NORBERG 13' x 20' 8" Diámetro, pies Longitud, pies RPM
Normal Lift Angle, (°) % de humedad Alimento, TMH/hr HP,
Motor Voltaje del motor, voltios Factor de potencia, Cos Ø
Amperaje, Motor nominal 13.0 20.8 13.0 25.0 3.5 167.0 1500.0
4150.0 0.8 140.00 Velocidad critica Velocidad periférica,
pies/min % Velocidad Critica Radio de reducción Consumo de
Energía, Kw-h/TMS Índice de trabajo, Kw-h/TMS
Tonelaje máximo tratar Eficiencia del motor
eléctrico % Nivel de barras Amperaje, práctico
21.25 868.00 61.36 13.96 4.10 19.80 272.70 59.10 30.00 115.00
TABLA N° 01 Mesh Micrones Mid-Size (1) ALIMENTO % Peso %
Ac(-) % Ac(-) g 1.05 25400 21997 0.00 100.00 100.00 0.742 19050
15554 16.01 83.99 60.51 (2) PRODUCTO 0.525 0.371 3 12700 9500
6700 10984 7978 5641 16.79 18.33 8.61 67.20 48.87 40.26 52.12
46.83 41.18 % Peso % Ac(-) % Ac(-)g 4 6 8 10 14 20 28 35 48 65
100 150 200 270 400 4750 3350 2360 1700 1180 850 600 425 300 212
150 106 75 53 38 3989 2812 2003 1416 1001 714 505 357 252 178 126
89 63 45 32 9.49 5.16 2.35 2.63 1.71 1.33 1.36 1.33 0.16 2.66
1.39 1.24 1.08 1.12 0.78 30.77 25.61 23.26 20.63 18.92 17.59
16.23 14.90 14.74 12.08 10.69 9.45 8.37 7.25 6.47 36.28 31.90
28.04 24.85 21.72 19.25 16.93 14.92 13.12 11.54 10.16 8.94 7.87
6.93 6.13 0.00 1.26 2.04 7.66 10.60 9.84 9.52 8.14 8.22 9.08 5.24
4.32 3.58 3.64 2.58 100.00 98.74 96.70 89.04 78.44 68.60 59.08
50.94 42.72 33.64 28.40 24.08 20.50 16.86 14.28 100.00 119.49
101.74 87.51 74.01 63.66 54.25 46.31 39.46 33.65 28.71 24.48
20.88 17.81 15.28 -400 27 6.47 14.28 TMS/hr 161.16 F80 17 437 40
659 P80 1 249 1 398 GRAFICO No 01: DISTRIBUCIÓN POR
TAMAÑO ALIMENTO Y PRODUCTO 100 80 60 40 20 0 10 100 1000
10000 100000 Tamaño de Partícula, Micrones ALIMENTO
(2) PRODUCTO

%AcumuladoPasanteAc(-) µ ANEXO No 02 MOLINO DE BOLAS
NORBERG 12' x 13' Diámetro, pies Longitud, pies RPM Normal
Lift Angle, (°) Alimento, TMH/hr HP, Motor Voltaje del motor,
voltios Factor de potencia, Cos Ø Amperaje, Motor nominal
12.0 13.0 16.1 25.0 247.7 1500.0 4160.0 1.0 140.00 Velocidad
critica Velocidad periférica, pies/min % Velocidad Critica
Radio de reducción Consumo de Energía, Kw-h/TMS
Índice de trabajo, Kw-h/TMS Tonelaje máximo tratar
Eficiencia del motor eléctrico % Nivel de barras Amperaje,
práctico 22.12 833.95 72.78 1.95 2.82 23.75 396.61 62.46
30.00 100.00 TABLA N° 02 Mesh Micrones Mid-Size (1) ALIMENTO
% Peso % Ac(-) % Ac(-) g (2) PRODUCTO % Peso % Ac(-) % Ac(-)g 4
4750 3989 0.00 100.00 100.00 6 8 10 14 20 28 35 48 65 100 150 200
270 400 3350 2360 1700 1180 850 600 425 300 212 150 106 75 53 38
2812 2003 1416 1001 714 505 357 252 178 126 89 63 45 29 1.07 2.07
5.87 9.03 9.87 10.10 9.90 4.87 16.10 8.23 5.20 3.40 2.73 1.63
98.93 96.87 91.00 81.97 72.10 62.00 52.10 47.23 31.13 22.90 17.70
14.30 11.57 9.93 145.11 117.79 96.90 77.97 64.14 52.13 42.45
34.50 28.06 22.84 18.57 15.12 12.29 10.08 0.00 0.24 0.95 3.71
5.65 8.01 9.03 11.73 11.96 10.36 6.78 7.39 4.01 3.11 100.00 99.76
98.81 95.10 89.45 81.44 72.41 60.68 48.72 38.36 31.58 24.19 20.18
17.07 100.00 131.69 113.17 95.60 82.15 69.93 59.63 50.77 43.24
36.85 31.39 26.75 22.78 19.54 -400 9.93 17.07 TMS/hr 247.72 F80 1
109 1 232 P80 569 803 GRAFICO No 02: DISTRIBUCIÓN POR
TAMAÑO ALIMENTO Y PRODUCTO 100 80 60 40 20 0 10 100 1000
10000 Tamaño de Partícula, Micrones (1) ALIMENTO
(2) PRODUCTO

Ac(-)AcumuladoPasante 1 2 µ 4 ANEXO No 03 BALANCE y D50 DE
LOS CICLONES PRIMARIOS D20 3 DESCRIPCIÓN Densidad G.e %
TMS/h TH2O/h Dilución M /h G.P.M pulpa Sólidos
Sólidos Sólidos Agua Pulpa Pulpa Alimento 13'x
20'8" Kg/lt 2.85 96.50 161.16 5.85 —- 62.39 274.72 H2O Agregada
—- —- —- —- 26.26 —- 26.26 115.64 Descarga 13'x20'8"
2.180 2.85 83.39 161.16 32.11 —- 88.65 390.36 H2O Agregada —-
—- —- —- 20.77 —- 20.77 91.45 2A Desc. 13'x20' + H20 3
Descarga 12' x 13' 4 Alimento ciclón * H2O B. Ash 4A
Alimento ciclón (r) 5 Underflow ciclón 1.956 2.130
2.030 2.040 1.940 2.320 2.85 3.50 3.12 —- 3.12 3.50 75.30 74.27
74.67 —- 71.33 79.66 161.16 247.72 408.87 —- 408.87 247.72
52.87 85.81 138.68 25.69 164.38 63.27 —- —- —- —- 0.402
0.255 109.42 481.81 156.59 689.50 269.73 1187.71 25.69 113.13
295.43 1300.85 134.05 590.25 H2O agregada —- —- —- —-
22.54 —- 22.54 99.25 6 Overflow ciclón 1.680 2.93 61.45
161.16 101.11 0.627 156.11 687.39 Total de agua agregada = 95.26
3 m /h Cc. Dilución = Cc. Mallas = 1.54 1.537 Prom. TABLA
N° 03 MALLA Abert Abert (4) Alimento (M) (5) Underflow (6)
Overflow C. Circ TYLER Prom % Peso % Ac(-) % Peso % Ac(-) % Peso
% Ac(-) U/O 4750 3989 0.00 100.00 0.00 100.00 6 8 3350 2360 2812
2003 0.35 1.05 99.65 98.60 1.07 2.07 98.93 96.87 10 1700 1416
3.22 95.38 5.87 91.00 0.00 100.00 1.055 14 20 28 35 48 65 100 150
200 270 400 1180 850 600 425 300 212 150 106 75 53 38 1001 714
505 357 252 178 126 89 63 45 32 5.26 6.35 7.68 8.78 6.40 15.25
8.99 6.61 4.94 4.52 2.98 90.12 83.77 76.09 67.31 60.91 45.66
36.67 30.06 25.12 20.60 17.62 9.03 9.87 10.10 9.90 4.87 16.10
8.23 5.20 3.40 2.73 1.63 81.97 72.10 62.00 52.10 47.23 31.13
22.90 17.70 14.30 11.57 9.93 0.32 1.27 4.40 7.27 3.47 14.40 9.37
8.40 7.17 7.23 5.10 99.68 98.41 94.01 86.74 83.27 68.87 59.50
51.10 43.93 36.70 31.60 1.173 1.254 1.272 1.277 1.635 1.598 1.658
1.702 1.738 1.782 1.819 -400 17.62 9.93 31.60 Total 100.00 100.0
100.00 Prom. 1.537 Grafico No 03 DISTRIBUCIÓN DEL
ALIMENTO, UNDERFLOW Y OVERFLOW 100 80 60 40 20 0 10 100 Micrones
1000 10000 (4) Alimento (M) COMPARACIÓN DE D50 (5)
Underflow D50 Micrones Plitt (6) Overflow Método
Método R.R D50 & Cc 99.91 = D50 Experimental (Real) 1
106.43 2 99.37 Prom. 100.70 102.17 G.G.S 184.0 R.R 151.0 130.18 =
D50 c Corregido 133.83 = D50 cc Calculado

%Eficiencia = H2 F b – – ANEXO No 04 CALCULO DE LA CURVA
PARTICIÓN, D50 y EFICIENCIA TABLA N° 05 No Malla
Abertura Hidrociclón D-20" Proporción a Eficiencia
Eficiencia Eficiencia Eficiencia X (um) Alimento Underflow
Overflow Descarga Real Real Corregida Calculada f u o Pp. Eo (x)
Eu (x) Ec Ecc 1 4 4750 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 6 8
10 14 20 28 35 48 65 100 150 200 270 400 -400 3350 2360 1700 1180
850 600 425 300 212 150 106 75 53 38 27 0.35 1.05 3.22 5.26 6.35
7.68 8.78 6.40 15.25 8.99 6.61 4.94 4.52 2.98 17.62 1.07 2.07
5.87 9.03 9.87 10.10 9.90 4.87 16.10 8.23 5.20 3.40 2.73 1.63
9.93 0.00 0.00 0.00 0.32 1.27 4.40 7.27 3.47 14.40 9.37 8.40 7.17
7.23 5.10 31.60 0.328 0.508 0.549 0.567 0.591 0.575 0.574 2.098
0.500 0.334 0.559 0.592 0.603 0.612 0.645 0.00 0.00 0.00 2.63
8.18 24.32 35.26 -59.52 47.21 69.38 55.99 59.29 63.56 66.48 63.62
189.81 122.59 113.47 106.96 96.77 81.91 70.23 47.36 65.75 57.04
49.00 42.87 37.66 34.14 35.11 194.94 123.88 114.24 107.36 96.59
80.87 68.53 44.36 63.80 54.59 46.08 39.60 34.10 30.38 31.41 99.10
97.82 95.71 92.06 87.55 81.61 74.82 67.40 59.81 52.38 45.30 38.80
32.92 27.93 23.39 100.00 100.00 100.00 0.642 Constante de
corrección de Eficiencia: Constante 0.054 = Const U/O =
1.651 U/F = 0.623 Cálculo del By-pass " P "= O en
underflow P = %Sf ( 1 – %Su) x U 0.4081 O/F = 0.377 %Sf = 71.33
H2O en Alimentación. %Su ( 1 – %Sf) %Su = 79.66 %So =
61.45 Interpolando 99.91 = D50 130.18 = D50 c Experimental (Real)
Corregido F= O= 427.26 161.16 133.83 = D50 cc Calculado 130.18 U=
266.10 CALCULO DE LA CURVA PARTICIÓN Resultado de la
regresión MODELO DE PLITT: R Cuadrado No de Observaciones
0.8306 10 Ec = 1 – exp [ -0.6931 (x / d50) ^ m ] Linealizando :
Constante Coeficiente X -1.2662 0.5954 = b =m Intersección
eje Pendiente d50(calculado) 133.83 um (Plitt) Log
(-Ln((100-Ec)/100)/0.6931) =m Log ( x ) – m Log (d50) m 0.5954
TABLA N° 05A Y = m X + b = – m log (d 50) d 50 = antilog
(-b/m) Malla Abertura Y X Gráfico No 5 X (um) Y = log
(-ln..Log (abert) CURVA DE PARTICION DEL HIDROCICLON D-20" 4 4750
– 3.6767 100 6 8 10 14 20 28 35 48 65 100 150 200 270 3350 2360
1700 1180 850 600 425 300 212 150 106 75 53 – – 0.6879 0.3778
0.2222 -0.0728 0.1661 0.0565 -0.0500 -0.1381 -0.2206 3.5250
3.3729 3.2304 3.0719 2.9294 2.7782 2.6284 2.4771 2.3263 2.1761
2.0253 1.8751 1.7243 90 80 70 60 50 40 30 20 10 0 Eficiencia Real
Eu (x) Eficiencia Corregida Ec Eficiencia Calculada Ecc d50(real)
= 99.91 Um d50(corregido) = 130.18 Um d50(calculado) = 133.83 Um
400 -400 38 -0.2820 – 1.5798 10 100 Abertura Um (X) 1000
10000

Jr ANEXO No 05 REAJUSTE DE DATOS POR MINIMOS Y CUADRADOS Jr(@)
CALCULO DE LA CARGA CIRCULANTE CON DATOS REALES Malla Abert (4)
Alimento (M) (5) Underflow (6) Overflow C. Circ Tyler µ %
Peso % Ac(-) % Peso % Ac(-) % Peso % Ac(-) U/O 4 6 8 10 14 20 28
35 48 65 100 150 200 270 400 3989 2812 2003 1416 1001 714 505 357
252 178 126 89 63 45 32 0.00 0.35 1.05 3.22 5.26 6.35 7.68 8.78
6.40 15.25 8.99 6.61 4.94 4.52 2.98 100.00 99.65 98.60 95.38
90.12 83.77 76.09 67.31 60.91 45.66 36.67 30.06 25.12 20.60 17.62
0.00 1.07 2.07 5.87 9.03 9.87 10.10 9.90 4.87 16.10 8.23 5.20
3.40 2.73 1.63 100.00 98.93 96.87 91.00 81.97 72.10 62.00 52.10
47.23 31.13 22.90 17.70 14.30 11.57 9.93 0.00 0.00 0.00 0.00 0.32
1.27 4.40 7.27 3.47 14.40 9.37 8.40 7.17 7.23 5.10 100.00 100.00
100.00 100.00 99.68 98.41 94.01 86.74 83.27 68.87 59.50 51.10
43.93 36.70 31.60 0.000 0.488 0.808 1.055 1.173 1.254 1.272 1.277
1.635 1.598 1.658 1.702 1.738 1.782 1.819 -400 17.62 9.93 31.60
TOTAL 100.00 100.00 100.00 1.651 CALCULO DE LA CARGA CIRCULANTE
CON DATOS CORREGIDOS Malla Abert (4) Alimento (M) (5) Underflow
(6) Overflow C. Circ Tyler µ % Peso % Ac(-) % Peso % Ac(-)
% Peso % Ac(-) U/O 4 3989 0.00 100.00 0.00 100.00 0.00 100.00 0 6
8 10 2812 2003 1416 0.56 1.20 3.50 99.44 98.24 94.74 0.94 1.97
5.69 99.06 -0.08 97.09 -0.06 91.40 -0.11 100.08 100.14 100.24
1.65 1.65 1.65 14 20 28 35 48 1001 714 505 357 252 5.58 6.53 7.86
8.86 5.05 89.16 82.63 74.78 65.91 60.86 8.84 9.76 9.99 9.85 5.71
82.56 72.81 62.82 52.97 47.27 0.20 1.20 4.33 7.24 3.98 100.04
98.84 94.51 87.27 83.29 1.65 1.65 1.65 1.65 1.65 65 178 15.39
45.47 16.02 31.25 14.35 68.94 1.65 100 150 200 270 400 126 89 63
45 32 8.78 6.48 4.86 4.46 2.95 36.70 30.22 25.36 20.89 17.94 8.37
5.28 3.45 2.77 1.65 22.88 17.60 14.15 11.38 9.73 9.45 8.45 7.20
7.25 5.11 59.49 51.04 43.84 36.59 31.48 1.65 1.65 1.65 1.65 1.65
-400 TOTAL 17.94 100.0 9.73 100.0 31.48 100.0 4.6 RELACIÓN
ENTRE r y Jr 4.3 4.0 3.7 3.4 1.40 1.45 1.50 1.55 1.60 1.65 1.70
1.75 1.80 1.85 1.90 1.95 2.00 r

1 4 I : I 2 ANEXO No 06 BALANCE DE MATERIALES EN LA
SECCIÓN MOLIENDA (*) Dos ciclones en operación
Balanza Faja 6 6. Overflow ciclón 4. Alimento
ciclón (r) Calculado 1. Alimento fresco 1.680 2.93 61.45
101.11 43.93 161.16 156.11 687.39 1.940 3.12 71.33 164.38 25.12
408.87 295.43 1300.8 Faja 7 — 2.85 96.50 5.85 8.37 161.16 62.39
274.72 Ciclones D20 6 5. Underflow ciclón Kreps (*) Agua
116 G.P.M 2.320 3.50 79.66 63.27 D 50 : 102.17 µµ
Según Plitt 14.30 247.72 134.05 590.25 %Cc : 1.5371 99.91
= D50 5 Agua 99 G.P.M E.f.: 55.96 130.18 = D50 c 133.83 = D50 cc
E.g.: 79.27 Rr : 13.96 Rr : F 80 : P 80 : 2.16 1 232
µµ 569 µµ E.T.: 44.36 Molino de Barras F
80 : P 80 : 17 437 µµ 1 249 µµ 115.00 Amp
: 100.00 Amp 13'x 20'8" W : 4.10 Kw-h/TMS W : 2.82 Kw-h/TMS Wi :
19.80 Wi : 23.75 Molino E.f.: Eficiencia finos D.p G.e. % Sol TH2
O/h m-200 TMS/h M3/h G.P.M de Bolas 12'x 13' Agua E.g.:
Eficiencia gruesos E.T.: Eficiencia total MINERAL PULPA 113 G.P.M
2.180 20.50 2.85 83.39 32.11 161.16 88.65 390.36 2 . Descarga Bar
mill 3 B:1 B: 2A Ash Agua 91 G.P.M (*) muestreo con bomba ash
2.130 3.50 74.27 85.81 2.030 3.12 74.67 138.68 1.956 2.85 75.30
52.87 Bomba Wilfley 5k 24.19 247.72 156.59 689.50 3. Descarga
Ball mill 25.12 408.87 269.73 1187.7 4A. Alimento ciclón
(Muestreo) 20.50 161.16 109.42 481.81 2A. Descarga Bar mill + H 2
0 Al ingreso del cajón de la bomba
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |