Diseño plan de mejoras para el proceso de muestras de materia prima – Helados Cali (página 2)
Los pasillos transversales, perpendiculares al principal, deben permitir el fácil acceso a los casilleros, bastidores o pilas independientes de grandes artículos ? Punto de recepción en su extremo del pasillo principal y punto de distribución en el otro.
Conocimiento de los factores que modifican la disposición del área de almacenamiento ? La distancia entre las tres áreas de almacén.
La dificultad en el transporte. Los artículos que necesitan aparatos, mano de obra o cuidados especiales para su transporte deben moverse lo menos posibles.
La necesidad de emplear aparatos especiales para la entrega.
La frecuencia de las solicitudes.
Pasos para la planeación del área de almacenamiento
1. Hágase un plano del piso considerando el ancho y largo de las columnas y la distancia entre una y otra, así como el ancho de las puertas y el espacio que ocupan las escaleras, elevadores y oficinas 2. Diséñense la estantería de acuerdo con el número y dimensiones de las tarimas, envases o artículos.
3. Diséñense las tarimas en función de los artículos o sus envases. Las más comunes, las estándar, son de 1.20×1.20 m.
4. Diséñense las divisiones, cajas metálicas y cajones para partes pequeñas y defínase su colocación en las estanterías.
5. Selecciónese el tipo de estanterías entre los fabricantes locales 6. Estúdiense y selecciónese los medios de transporte.
Principios básicos que se deben seguir en el área de almacenamiento ? Primera entrada, primera salida ? Colocar los artículos de mayor demanda más a la mano, cerca de las puertas de recepción y entrega.
Reducir las distancias que recorran los artículos así como el personal ? Reducir movimientos y maniobras ? Prohibir la entrada al área de almacenamiento a personal extraño a él.
Controlar las salidas de mercancía del área de almacenamiento a través de documentación autorizada.
Llevar registros de existencias al día ? Eliminar el papeleo superfluo ? Reducir el desperdicio de espacio, diseñando la estantería con divisiones a la medida de lo que se almacena ? El área ocupada por los pasillos respectos de la totalidad del área de almacenamiento, debe representar un porcentaje tan bajo como lo permitan las condiciones de operación.
Área de Entrega La mercancía que ha sido tomada del área de almacenamiento y llevada al área de entrega debe:
Ser trasladada con el medio mecánico más adecuado ? Ser acompañada de un documento de salida, una nota de remisión, una factura, o una factura de remisión.
Ser revisada en calidad y cantidad, mediante el cotejo de la mercancía con el documento de salida ? Los materiales para envoltura y empaque deben haberse surtido del almacén de material auxiliar, con suficiente anticipación y cantidad.
Las mesas, básculas y las herramientas de fleje, de engomado, y útiles necesarios deberán tener un área ordenada que facilite las maniobras de manejo de los productos y de empaque.
Distribución en Planta La distribución en planta es un fundamento de la industria. Determina la eficiencia y, en algunos casos, la supervivencia de una empresa.
La distribución en planta es el proceso de ordenación física de los elementos industriales de modo que constituyan un sistema productivo capaz de alcanzar los objetivos fijados de la forma más adecuada y eficiente posible. Esta ordenación, ya practicada o en proyecto, incluye tanto los espacios necesarios para el movimiento del material, almacenamiento, trabajadores indirectos y todas las otras actividades o servicios, como el equipo de trabajo y el personal de taller.
Objetivos de la distribución en planta De manera general, la misión de la distribución en planta es hallar una ordenación de las áreas de trabajo y del equipo, que sea la más económica para el trabajo, al mismo tiempo que la más segura y satisfactoria para los empleados.
Más específicamente, las ventajas de una buena distribución en planta se traducen en reducción del coste de fabricación, como resultado de los siguientes puntos:
Reducción del riesgo para la salud y aumento de la seguridad de los trabajadores.
Elevación de la moral y la satisfacción del obrero.
Incremento de la producción.
Disminución de los retrasos en la producción.
Ahorro de área ocupada.
Reducción del manejo de materiales.
Una mayor utilización de la maquinaria, de la mano de obra y de los servicios.
Reducción del material en proceso.
Acortamiento del tiempo de fabricación.
Reducción del trabajo administrativo y del trabajo indirecto en general.
Logro de una supervisión más fácil y mejor.
Disminución de la congestión y confusión.
Disminución del riesgo para el material o su calidad.
Mayor facilidad de ajuste a los cambios de condiciones.
CAPITULO IV
Diseño metodológico
A continuación se presenta el tipo de investigación realizada, la definición de la población y muestra, el procesamiento de la información, las técnicas e instrumentos de recolección de información, asimismo se detallaran como se procesó la información para la realización de la investigación.
Tipo de Investigación Esta investigación fue del tipo evaluativa y proyectiva.
Se considera del tipo evaluativa ya que, se evaluaron los aspectos principales que intervienen en el problema, además se consideró también proyectiva debido a que, se diseñaron acciones con la finalidad de dar soluciones y mejorar a los procesos. Jacqueline Hurtado de Barrera 2008, plantea que "consiste en la elaboración de una propuesta, un plan, un programa o un modelo, como solución a un problema o necesidad de tipo práctico, ya sea de un grupo social, o de una institución, o de una región geográfica, en un área particular del conocimiento". (p.241).
Diseño de investigación Esta investigación fue considerada de campo ya que la información utilizada se obtuvo directamente de la realidad. La investigación de campo se apoya en una investigación evaluativa, ya que nos encontramos en contacto directo con la problemática en estudio para detectar e indagar sobre todos los sucesos o dificultades que se presentan en el proceso de toma de muestra de materia prima de la empresa. Carlos Sabino señala "los datos de interés se recogen en forma directa de la realidad, mediante el trabajo concreto del investigador y su equipo" (p.71).
Es del tipo no experimental debido a que no se alterara ni cambiara ninguna variable para la obtención de resultados. Para lo cual Hernández y otros (1991) dice lo siguiente "es aquella que se realiza sin manipular deliberadamente las variables. Es la investigación en donde no se modifican intencionalmente la (s) variable (s) independiente (s)". (p.56)
Unidades de Análisis A continuación se describe cual es la población y la muestra que se tomó para este trabajo de investigación.
Población En la medida que se entiende por población o universo de estudio la totalidad de un conjunto de elementos, seres u objetos que se pretende que reúna las mismas características y en igual proporción. Para Obtener información del trabajo se tomó como población las actividades que realiza la Gerencia de Aseguramiento de la Calidad de la empresa.
Muestra Las muestras se obtuvieron con la intención de inferir propiedades de la totalidad de la población, para lo cual fue representativa de la misma. Para cumplir esta característica la inclusión de sujetos en la muestra debió seguir una técnica de muestreo. Para efectos de este trabajo de investigación se tomó como muestra las actividades realizadas en el área de toma de muestras de materia prima de aseguramiento de calidad.
Técnicas y/o instrumentos de recolección de datos. Una vez definido el tipo de estudio, el siguiente paso consistió en concretar los instrumentos a utilizar para garantizar la recolección de datos e información necesaria para llevar a cabo la investigación.
Entrevistas no Estructuradas Se realizaron entrevistas no estructuradas al Gerente de Aseguramiento de la Calidad, al supervisor de Materia Prima y al coordinador de laboratorio. Con la aplicación de estas se logro obtener información precisa y detallada del tema en estudio.
Observaciones Directas Por medio de estas se confirmo la información recogida en la técnica anterior, visualizar y conocer la secuencia de las operaciones, rutinas o tareas desarrolladas en el Área de almacén, de laboratorio y de la planta por el supervisor de materia prima.
Observación Cualitativa-Cuantitativa Se realizó con el fin de indagar y detallar el área de trabajo, conocer la cantidad de equipos en cada área, así como el personal que participa en tales actividades.
Revisión de registros y documentos Se realizó esta actividad para conocer los documentos que se manejarían, si es suficiente y si al momento de recibir una materia prima cumple con las normas internas de la empresa y las que exigen las normas venezolanas Covenin, o si es necesario elaborar procedimientos o cambiar documentación existente.
Revisión Bibliográfica Es la recopilación y análisis de material bibliográfico contenido en los distintos informes de la empresa, textos, folletos, enciclopedias e intranet, entre otros, referente al tema de estudio.
Consultas Académicas e Industriales Se realizaron consultas tanto al tutor académico como al industrial, con el fin de establecer los parámetros del estudio a realizado, se obtuvo orientación sobre los pasos a seguir para atacar el problema y contar con asesoría especializada para aclarar dudas referentes al trabajo de investigación.
Procedimiento metodológico Para la ejecución de la investigación y cumplir con los objetivos, se realizaron los siguientes pasos:
1. Entrevista con la Gerente de Aseguramiento de la Calidad (tutor Industrial) para conocer las necesidades del área de materia prima y definir los objetivos del tema a desarrollar.
2. Se revisó la documentación y los registros existentes y concernientes al área de materia prima.
3. Orientación sobre el proceso y actividades realizadas por parte del supervisor de materia prima.
4. Se realizó recorrido en el área de los almacenes de la empresa.
5. Se levantaron las instrucciones de trabajo y modificación de documentos existentes sobre la toma de muestras de materiales y empaques.
6. Se elaboró una distribución de planta de cómo se encuentra organizado el almacén actualmente y si cumple con las normas Covenin 187-92, 823-88, 2248-87, 2249-93, 2250-2000, 1800-80.
7. Se codificaron de los datos históricos de las materias primas que no poseen fichas técnicas.
8. Se elaboraron gráficos de control y con el apoyo de las normas Covenin 1917-88, 1481-01, 1996-90, 1480-98, 1397-97, 30-1997, 69- 2000, 2953-2000, 234-95, 1483-2001, 1479-98, 497-83 y normas Codex 177-91, 200-95, 67-81 se definieron los límites aceptables de cada materia prima.
9. Se elaboraron las fichas técnicas de los materiales faltantes bajo un formato suministrado por la empresa.
Para Calcular el tiempo Estándar 10. Se tomaron los tiempos de cada uno de los elementos del proceso 11. Se registraron los tiempos tomados.
12. Se calculó el tiempo promedio seleccionado de la actividad a la cual se realiza el estudio.
13. Suposición un coeficiente de Confianza.
14. Se determinó el Intervalo de Confianza.
15. Se calculó un intervalo de la Muestra y se comparó con el Intervalo de Confianza.
16. Calificación del operario para hallar el CV 17. Se calculó del Tiempo Normal.
18. Se asignaron las tolerancias (fatiga y necesidades personales).
19. Se normalizaron las tolerancias.
20. Se calculó el Tiempo Estándar.
Para calcular la eficiencia del trabajador 21. Se determinaron los elementos que intervienen en la actividad.
22. Se definió el Intervalo de Confianza con el que se va a trabajar.
23. Se determinó la observación experimental a través de un previo estudio.
24. Se proyectó el estudio (tamaño de la muestra).
25. Se elaboró un Plan de acción donde se indicaron las estrategias necesarias para lograr las mejoras planteadas.
CAPITULO V
Situación actual
En el siguiente capítulo se presenta la situación actual en la que se encuentra el área de toma de muestra de materia prima de la empresa para eso nos apoyaremos de un diagrama causa efecto y una matriz FODA.
Diagnóstico del área de toma de muestras de materia prima de la Gerencia de Aseguramiento de la Calidad. Esta área es responsabilidad de un solo operario quien ejerce el cargo de supervisor de calidad de materias primas y empaques, el cual tiene como función principal tomar las muestras de todas las materias primas, envases y empaques que entran a la empresa y se necesitan para el proceso productivo, sin embargo, este operario tiene otras responsabilidades como son: velar por la buena manipulación y almacenamiento de las materia prima, elaboración de informes de observaciones y liberaciones extraordinarias, la autorización de pagos, la supervisión de la preparación de mezclas de estabilizantes, entre otras.
Adicionalmente, se presentan otro tipo de irregularidades en esta área las cuales son las siguientes:
Procedimientos La organización maneja todo un sistema de gestión de calidad, pero por la cantidad de procesos e instrucciones que necesitan cambios no se garantiza la actualización y establecimiento al día de cada uno de ellos, una de las deficiencias de esta área es que los procedimientos que posee no se encuentran actualizados, debido a que no se muestra la interacción que tiene el área de toma de muestras de materias primas con el área de almacén y compras, además de que no posee las instrucciones de trabajo de cómo tomar muestras de materiales sólidos, envases, empaques, entre otros. Ni de qué tipo de inspección este debe realizar, esto a su vez causa en el operario la incertidumbre de si se encuentra haciendo bien su trabajo, y deficiencias en el área en caso de cambio en el personal.
Fichas Técnicas Actualmente la organización posee un laboratorio donde se realizan las pruebas organolépticas, fisicoquímicas y microbiológicas a la mayoría de las materias primas que se reciben, además de esto el supervisor de calidad de materias primas de envases y empaques realiza la pruebas de calidad y dimensionamiento de los envases y empaques destinados al producto terminado, sin embargo, no cuentan con las fichas técnicas de las materias primas que les ayude a manejar un estándar de calidad propio de la organización y que a su vez facilite aceptar o rechazar las materias primas, en principio la organización estableció estos parámetros, contactó al proveedor pero no realizó la documentación necesaria para mantener los estándares de calidad precisos para la elaboración de sus productos, Hoy en día los responsables de este tipo de pruebas se apoyan con los certificados de calidad enviados por el proveedor y de esa forma aceptan o rechaza las materias primas.
Almacen La organización cuenta con tres almacenes donde se recepciona materia primas los cuales dos de ellos estan ubicados fuera de la empresa y uno de ellos mas alejado que el otro; almacen 1, esta ubicado dentro de la planta cuenta con planta baja y primer piso su funcion principal es recibir las materias primas provenientes de los otros dos almacenes los cuales estan destinados a su utilizacion inmediata en el proceso de productivo, almacen 2, esta ubicado fuera de la empresa su funcion es recibir todas las materias primas, quimicos y suministros que necesita la empresa, almacen 3, esta ubicado fuera de empresa pero este se encuentra en una parte mucho mas alejada que el almacen 2 y su funcion es recibir todos los envases y empaques que se necesitan para la produccion de sus productos.
La ubicación de los almacenes fuera de la empresa dificulta el proceso de toma de muestra de materias primas, esto debido a que el operario debe trasladarse a cada uno de ellos para obtener las muestras, lo cual significa un esfuerzo considerable y perdidas de tiempo en el traslado a causa de que este debe esperar que el vehiculo de almacen se encuentre disponible para trasladarse hasta el sitio.
Sin embargo, para efectos de este estudio se escogio el almacen principal que en este caso es el almacén 2, ya que allí se recibe la materia prima primordial y más importante en el proceso productivo. Este almacén mide aproximadamente 1200 m² de superficie posee 2 baños, una oficina, deposito de implementos de seguridad, un comedor, el área de mezcla de estabilizante, 8 racks y un estante de suministros además de equipos disponible tiene un montacargas, un camión, 5 pallets, 1 pallets automático en esta área se presentan una serie de irregularidades que afectan de manera significativa tanto la gestión de almacén como la toma de muestras de materias primas llevado a cabo por el supervisor de calidad de materias primas y empaques. A continuación se presenta una descripción de todas estas irregularidades acompañadas de la distribución de planta del almacén para mostrarlas.
Ubicación del material La distribución del material no cumple con las características ideales de almacenamiento pues el material presenta lo siguiente:
? No hay separación entre los pasillos donde está ubicado el material ? Las materias primas no se encuentran identificadas.
? Las áreas no están definidas y las materias primas no están ordenadas. (Ver figura 2) ? No hay cuidado entre la separación de material rechazado y material en buen estado.
? Por la cantidad de materias primas y suministros que se recibe en este almacén en ciertas ocasiones muchos de ellos obstaculizan el paso. (Ver figura 3)

Figura 2. Fotos de Almacén 2 ubicación del material.
Fuente. Fotografía Propia

Figura 3. Fotos de Almacén 2 ubicación del material Fuente. Fotografía Propia.
Demarcación y señalización en el área El área no se encuentra con ningún tipo de demarcación no hay área de carga y descarga, recepción, toma de muestra, señalamiento de la materias primas por tipo, la demarcación del paso peatonal y vehicular (montacargas), además no cuenta con la señalización suficiente ni la cantidad necesaria de extintores que requiere esta área. (Ver figura 4)

Figura 4. Fotos de Almacén 2 demarcación Fuente. Fotografía Propia.
Métodos y condiciones de almacenamiento Al llegar el material es almacenado en paletas de madera de 15 cm de altura con un máximo sacos o cajas por paleta dependiendo de los kg que posee el saco y que generalmente no debe exceder los 1000 kg, pero este almacenamiento no se realiza en forma adecuada debido a que, el material no se separa por lotes y luego de estar paletizado es colocado de forma inadecuada una paleta sobre otra, situación la cual es una forma insegura ya que se corre el riesgo de que se caiga y cause algún accidente al igual que provoca la ruptura del material y un control sobre las pruebas realizadas por el supervisor de calidad de materias primas. (Ver figura 5)

Figura 5. Fotos de Almacén 2 mal almacenamiento Fuente. Fotografía Propia.
Normas Covenin para almacen. Las normas Venezolanas Covenin son necesarias para cualquier establecimiento u organización, ya que éstas regulan las condiciones bajo las cuales deben funcionar y las normas que son obligatorias cumplir, para efectos del almacén 2 de la empresa Helados Cali, se realizó una lista de verificación para conocer el cumplimiento con las siguientes normas:
Covenin 187-92 Colores símbolos y dimensiones para señales de seguridad. Covenin 823-88 Sistemas de detección alarma y extinción de incendio. Covenin 2248-87 Manejo de Materiales y equipos.
Covenin 2249-93 Iluminancias en tareas y áreas de trabajo. Covenin 2250-2000 Ventilación de los lugares de trabajo.
Covenin 1800-80 Manual para evaluación del sistema de control de Calidad de empresas de alimentos.
Distribución de planta de almacén 2 A continuación se realizó una distribución de planta de cómo se encuentra actualmente distribuido el almacén, allí se puede visualizar que el material no se encuentra organizado de manera correcta, las esencias se encuentra muy cerca de otros materiales y los estabilizantes están colocados en distintas áreas el pasillo no está muy bien definidos, entre otras irregularidades antes nombradas. En esta distribución no se señala la oficina, comedor y depósito de implementos de seguridad ya que, no es objeto de estudio, además de esto es importante recalcar que esta vista de planta varía continuamente debido a que depende de la cantidad de materia prima que se recibe pero generalmente se presenta esta situación, ya que el material no tiene un lugar definido de ubicación. (Ver figura 6)

Figura.& Distribuci6n de planta actual de almacen 2.
Fuente. Elaboraci6n propia.
51 Diagrama Causa-efecto y análisis FODA Finalmente, para examinar minuciosamente esta problemática se aplicara dos de los instrumentos eficaces para el análisis de las diferentes causas que ocasionan este problema como lo son: el Diagrama causa-efecto, ya que, facilita los estudios posteriores de evaluación del grado de aporte de cada una de las causas, y el análisis FODA donde se dará a conocer cuales son las fortalezas, oportunidades, debilidades y amenazas de la empresa helados Cali para que en el capitulo siguiente se puedan mostrar las estrategias necesarias para lograr la mejora que necesita esta área de aseguramiento de la calidad. (Ver tabla 1) Tabla 1. Matriz FODA aplicada a la empresa Helados Cali
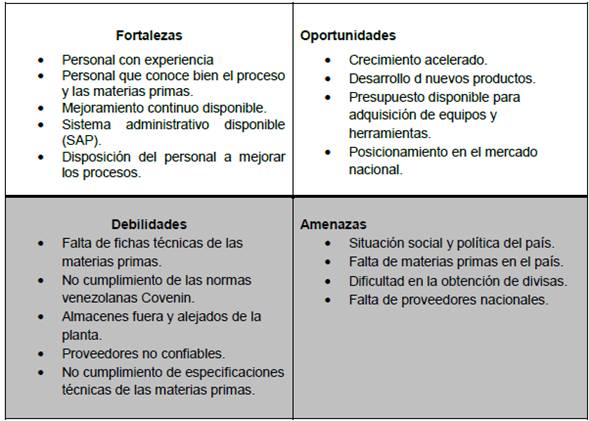
Fuente. Elaboración propia 52

Figura 7. Diagrama Causa Efecto de la empresa Helados Cali Fuente. Elaboración propia.
53 Diagrama Causa Efecto El proceso de recolección de materia prima se lleva a cabo por un supervisor quien tiene como función tomar la cantidad de muestras necesarias tanto microbiológicas como físico químicas de los materiales (ingredientes de helados, empaques y envases) recibidos en los 3 almacenes existentes, entre los problemas que encontramos en esta área luego de la elaboración del diagrama causa efecto están. (Ver figura 7) Personal En cuanto al personal, se presenta que al supervisor de calidad de materia prima y empaque no tiene tiempo suficiente para cumplir de la forma más adecuada la toma de muestras de materia prima, pues para la recolección de muestras esta área depende de la influencia de otras áreas para la efectiva recolección de sus muestras como es el caso del analista de compras quien gestiona toda la documentación y negociación con el proveedor, el coordinador de almacén quien gestiona la descarga, la supervisa e informa al supervisor de materias primas para la toma de muestras efectivas y además traslada a este a cada uno de los almacenes, otra causa que se presenta es la mala manipulación de la materia prima en el área de producción que acarrea retrabajo al supervisor de calidad de materia prima y empaques debido a que debe acercarse al lugar a indagar la causa de esta anomalía.
Almacén La organización tiene tres almacenes de los cuales dos de ellos se encuentran ubicados fuera de la empresa y uno un poco más lejos que otro, donde se reciben en uno todas las materias primas y en el otro todos los envases y empaques, a la supervisora de calidad de materia prima y empaque tarda tiempo en trasladarse a estos almacenes debido a la ubicación que tienen, además de esto en el área de los almacenes se presentan otro tipo de problemas como lo son la falta de personal y equipos disponible que trae como consecuencia la falta de supervisión en algunas descargas y la mala organización de la materia prima (por lote), por otra parte, el tamaño de los almacenes parece no ser suficiente para la cantidad de materia prima que se recibe en la empresa y esto crea desorden en esta área lo que también perjudica el control y toma de muestras de la materia prima.
Documentos La documentación disponible en esta área no es suficiente y no se encuentra actualizada, pues las fichas técnicas de las materias primas y empaques que son la guía del supervisor de materias primas para la evaluación sensorial que debe realizar en el momento no se encuentran disponibles, además de esto los procedimientos donde se estandariza el proceso de toma de muestra de materias primas no se encuentran actualizados ni divulgados a las partes involucradas lo que trae como consecuencia la incertidumbre, malos entendidos e ineficiencia en el trabajo, no se llenan los formatos de forma adecuada, no se cumplen las normas Covenin en cuanto a la toma de muestras por falta de tiempo y colaboración en los almacenes, los certificados no vienen de forma correcta (falta firma, lote, sello, fecha de fabricación y vencimiento, entre otros), además de esto el área no tiene instrucciones de trabajo que detallen la forma correcta de tomar las muestras de materiales y empaques, por otra parte se presenta también que existen materiales a los que no se le realizan pruebas como lo son: aceites, esencias, colorantes y químicos, esta situación a generado en ciertas ocasiones fallas en el proceso que afectan al producto terminado.
Materiales La utilización de materiales inadecuados tanto para esterilizar los instrumentos como para tomar las muestras traen como consecuencia retrasos en la toma de muestra de materia prima, en vez de un mechero usa yesquero, en vez de una mesa rodante usa una caja de plástico, además que tiene una sola pala de acero inoxidable con la que toma todo tipo de muestras y cuando llega un material que tiene una textura muy fuerte no es el mas idóneo para este tipo de material, sin embargo es el que se utiliza por lo tanto se pierde mucho tiempo en tomar muestras de este tipo de material.
CAPITULO VI
Análisis Y Resultados
Diseño y elaboración de los procedimientos Procedimientos. Están constituidos por un conjunto de actividades que conforman el proceso, este se considera así debido a que, en cada una de estas actividades participan más de un cargo o una gerencia e incluso algún ente externo (Distribuidores, proveedores).
Para documentar estos procedimientos se recurrió a la aplicación de entrevista no estructuradas al responsable de la actividad y de esta manera se recabo la información necesaria bajo un formato facilitado por la empresa, donde se detalló cada uno de los pasos a seguir para llevar a cabo esta actividad.
A continuación se detallan todas las partes que comprende el formato donde fue vaciada dicha información:
Encabezado
Gerencia: nombre general de la gerencia a la cual pertenece el documento.
Departamento: área específica de la gerencia a la cual pertenece.
Proceso: identificación de gestión de la Gerencia específicamente el Departamento que se describe.
Actividad: nombre de la tarea específica que se está describiendo.
Revisado por: revisión del dueño del proceso
Aprobado por: aprobación de la Gerencia General de la empresa.
Cuerpo ? Objetivo: se define la razón de ser y lo que se busca alcanzar con la ejecución de ese proceso en la empresa.
Alcance: delimita lo que abarca en este proceso cuál es su punto de partida y hasta donde culmina su ejecución.
Responsabilidad y/o autoridad: se define la tarea asignada y el compromiso de los participantes, derivado de cada una de las actividades descritas en el proceso.
Normativa legal y vigente: describe las normas obligatorias que demanda el país para la ejecución de las actividades que se realizan en las empresas, las cuales dependen de que tipo son y que comprenden o abarcan.
Normas y políticas internas de la empresa: describen y establecen las pautas que deben cumplirse en todo momento para garantizar la ejecución exitosa de los procesos. Estas son establecidas por los responsables de las actividades o por el dueño del proceso.
Recursos: Describen los materiales y equipos utilizados para la ejecución de las actividades.
Descripción de las actividades: Detalla el nombre de cada una de las actividades presentes en el procedimiento.
Formato
Proveedor: se coloca responsable de entregar algún documento para ejecución de ese paso
Entradas: se coloca el nombre del documento que está entrando
Descripción de las actividades: explica paso por paso el desenvolvimiento de la actividad que conforman el proceso.
Responsable: es el encargado de desarrollar ese pasó.
Salidas: es la documentación que se genera como resultado del paso que se está ejecutando la cual va dirigido a otro responsable de la actividad.
Clientes: señala el cargo de la persona a quien va dirigida la salida.
Documentos soportes: son todos aquellos documentos que sirven de apoyo para el desarrollo de las actividades.
Distribución de Copias: señala los entes que recibirán una copia del procedimiento.
Medición del proceso: muestra los indicadores que se utilizan para arrojan el porcentaje de efectividad de la ejecución del proceso.
Registros Generados: indica los formatos o documentos derivados de la gestión del proceso. (Ver apéndice n° 2 en cd anexo). Instructivos Se caracterizan por presentar el desarrollo del paso a paso de cada una de las actividades ejecutadas por un solo cargo, esta se completó bajo el contexto de entrevista no estructurada realizada al responsable de la actividad.
Propósito: se describe el objetivo con el que fue creado el procedimiento.
Responsables: indica la función que cumple cada uno de los participantes directos e indirectos de la de la instrucción.
Recursos: describe los materiales y equipos que se utilizan en esta instrucción.
Descripción: indica el paso a paso que se lleva a cabo para alcanzar el objetivo propuesto.
Documentos de referencia: contiene todos los documentos necesarios para cumplir con la instrucción de trabajo.
Distribución: señala la ubicación del documento.
Registros: indica los formularios generados en la respectiva instrucción, además señala el tipo de archivo que es y su responsable. (Ver apéndices n° 3, 4, 5, 6, 7, 8, 9 en cd anexo) ESTUDIO DE TIEMPO Cálculo del tiempo estándar Se calcula el tiempo estándar del proceso de toma de muestra de la materia prima, en la empresa Helados CALI, CA.
Identificación de los Elementos Con el fin de mejorar el tiempo de ejecución del proceso de toma de muestra de la materia prima, en la empresa Helados CALI, es necesario realizar un estudio de tiempos identificando así todos los elementos que pertenecen al ciclo.
Dicho proceso está conformado por distintos elementos, los cuales fueron divididos para facilitar su registro. Estos elementos comprenden las siguientes operaciones:
Elemento uno (E1): Se dirige de la oficina al almacén ? Elemento dos (E2): Verifica la documentación y autoriza la descarga.
Elemento tres (E3): Se coloca los implementos de seguridad y prepara los instrumentos con los que toma la muestra.
Elemento cuatro (E4): Toma la muestra (desde que abre el primer saco hasta que lo cierra).
Elemento cinco (E5): Codifica muestra y elabora hoja de recepción y entrega al laboratorio.
Registro de las Lecturas Es preciso conocer el número de observaciones que se van a tomar para poder realizar los cálculos antes mencionados, para ello, se estableció un número de lecturas de n = 15. Éste registro se basó en el cronometraje por medio de la observación de vuelta cero.
Los datos obtenidos se puede observar en el apéndice n° 2, donde se pueden apreciar los siguientes elementos:
T: Tiempo de duración particular del elemento.
L: Lectura acumulada del cronómetro.
Min: Tiempo L expresado en minutos.
CÁLCULO DE TIEMPO ESTÁNDAR
Determinación Estadística del Tamaño de la Muestra Para determinar estadísticamente el tamaño de la muestra se deben seguir los siguientes pasos:
Definir el coeficiente de confianza (c): En este caso se utilizó un intervalo de confianza de c=95%.
Definir el intervalo de confianza (I) Para definir el intervalo de confianza, se debe utilizar la siguiente fórmula:

Donde X es el TPS (tiempo promedio seleccionado), tc es la distribución t de Student, S es la desviación estándar muestreal y n el tamaño de la muestra.
Distribución t Student (tc): para determinar tc es necesario conocer los grados de libertad (v) y el nivel de confianza (1 – a):
V= n – 1, Donde n=20 V= 15 – 1 = 14 C= 1- a = 0,95 Por medio de la tabla de distribución t Student (ver anexo n° 1 en cd anexo), el valor de tc es igual a 1,761.
Desviación estándar S:

Tiempo promedio seleccionado (TPS)(Ver apéndice n°1 en cd anexo):

Cálculo del intervalo de confianza (I)

Cálculo del Intervalo de la Muestra (Im)

Comparar Im con I Si Im = I se acepta el tamaño de la muestra, en caso contrario que Im = I se rechaza el tamaño de la muestra y se debe realizar un recalculo de la misma en la búsqueda de las lecturas adicionales a realizar.
0.6372 = 0.6373 lo que significa que Im = I; por ende se acepta el tamaño de la muestra n=15 que garantiza la confiabilidad de los datos.
CÁLCULO DEL TIEMPO ESTÁNDAR DEL PROCESO Para calcular el tiempo estándar del proceso de toma de muestra de la materia prima, en la empresa Helados CALI, CA. Se debe seguir los siguientes pasos:
1) Cálculo de la calificación de la velocidad ( ): Mediante la aplicación del método Westinghouse (Ver anexo n° 2 en cd anexo), se calificó de manera cuantitativa y cualitativa las características del operario, en cuanto a cuatro factores: habilidad, esfuerzo, condiciones y consistencia.
La habilidad se cataloga como excelente ya que el operario demuestra experiencia para realizar la toma de la muestra de la materia prima, tomando en cuenta cada uno de los elementos de ésta como la preparación de los implementos de seguridad, preparación de los instrumentos con los que se toma la muestra, tomar la muestra, entre otros.
Se establece que el esfuerzo es excelente debido a que el proceso posee un alto grado de exigencia física para el operario.
Las condiciones de trabajo son regulares puesto que en el almacén no existe suficiente ventilación, las cuales afectan al operario.
La consistencia se considera aceptable ya que todas las actividades se realizan seguidamente.
En la siguiente tabla se presentan los factores antes descritos, así como también la clase, el rango y el porcentaje que éste representa.

Tabla 8. Calificacion de la velocidad (cv) Fuente. Creacion propia.
Cv= 1 ± c = 1 + 0.19 = 1.19 Este valor (cv=1.19) significa que el operario se desempeña con una eficiencia del 19% por encima del promedio, el cual se debe a la habilidad y el esfuerzo que este realiza.
Calculo del tiempo normal (TN): TN = TPS* Cv TN= 1.1785 * 1.19= 1.4024 El valor obtenido indica el tiempo que requiere el operario para realizar sus operaciones cuando trabaja a una velocidad estándar y sin ninguna demora, ya sea por razones personales o demoras inevitables.
Cálculo de las tolerancias: Para realizar el cálculo de las tolerancias concedidas por fatiga, se utilizó el método sistemático (ver anexos n° 3, 4, 5, 6, 7, 8 en cd anexo). A continuación se presenta el diagnóstico realizado:
a.- Condiciones de trabajo:
Temperatura: Grado 3 puesto que es para trabajos interiores con circulación de aire, con temperatura que oscila entre 32°C y 34,5°C.
Condiciones ambientales: Grado 2, puesto que son de ambientes de planta o de oficina sin aire acondicionado y ocasionalmente pueden presentarse malos olores o mala ventilación.
Humedad: Grado 2, poses un ambiente seco. Humedad relativa del 30%.
Nivel de ruido: Grado 1, ruido de 30 a 60 decibeles. Característico en oficinas o en ambientes poco ruidosos.
Iluminación: Grado 2, ambientes que requieren iluminación especial o por debajo del estándar. Resplandores ocasionales.
b.- Repetitividad y esfuerzo aplicado: ? Duración del trabajo: Grado 4, puesto que la operación se puede completar en más de una hora.
Repetición del ciclo: Grado 2, operaciones de un patrón fijo razonable. La tarea es regular, aunque las operaciones pueden variar de un ciclo a otro.
Esfuerzo físico: Grado 1, esfuerzo manual aplicado entre 40% y 70% del tiempo para pesos de 2,5kg a 12.5 kg.
Esfuerzo mental o visual: Grado 3, atención mental y visual continúas debido a razones de calidad o de seguridad. Generalmente ocurre en operaciones repetitivas que requieren un estado constante de alerta o de actividad de parte del trabajador.
c.- Posición de trabajo: Parado, sentado, moviéndose, altura de trabajo: Grado 2, ejecución del trabajo parado o combinado con el caminar y donde se permite que el trabajador se siente sólo en pausas programadas para descansar.
Tabla 9. Factores de fatiga


Fuente. Creacion propia Con el puntaje obtenido de 240 puntos, se ubica en la tabla de concesiones por fatiga (ver anexo n°9 en cd anexo), en la calse C3, entre los rangos 234-240, porcentaje de concesion de 13 % y una jornada de trabajo de 480 minutos, con estos datos se determino que los minutos concedidos por fatiga son 55,22

Dicho valor concuerda con el obtenido por la tabla de concesiones por minutos.
Cálculo de la jornada efectiva de trabajo (JET): Como ya se mencionó anteriormente, la jornada de trabajo es discontinua siendo de 8 horas diarias (480 minutos al día), teniendo el operario un tiempo de preparación inicial de 15 minutos y un tiempo de preparación final de 10 minutos. Como la jornada de trabajo es discontinua, no se toma en cuenta el tiempo del almuerzo. El tiempo empleado para necesidades personales (NP) es igual a 20 minutos. Con toda esta información, se puede calcular la jornada efectiva de trabajo.

Por lo que la sumatoria de las tolerancias es igual a 0.2741 minutos.
Cálculo del tiempo estándar (TE)


El tiempo estándar del proceso de carga de mercancía en la empresa es de minutos. Al compararse este valor con el tiempo normal, se puede decir que es razonable.
ANÁLISIS DE LOS VALORES Después de haber realizado el estudio de tiempos en el proceso de toma de muestra de materia prima de la empresa HELADOS CALI, C.A. se obtuvieron los siguientes resultados:
1) A través de las medidas de tiempo recolectadas en el proceso de toma de muestra de materia prima, se obtuvo un tiempo promedio seleccionado de 1.1785 minutos, representando la media del ciclo.
2) El tiempo normal de la actividad es de 1.4024 minutos. Éste tiempo es el que requiere el operario de tipo promedio para realizar el proceso de toma de muestra de la materia prima a una velocidad estándar, sin ninguna demora por razones personales, fatiga o circunstancias inevitables.
3) La calificación de la velocidad realizada por los investigadores de manera objetiva al operario resultó de 1,19; lo cual indica que el operario se desempeña en el área de trabajo con un 19% de eficiencia por encima del promedio.
4) Se asignaron tolerancias por concepto de fatiga haciendo uso del método sistemático así como también se tomaron en cuenta las necesidades personales y la jornada efectiva de trabajo; dando como resultado un total de tolerancias normalizadas de 0.2741 minutos.
5) El tiempo estándar del proceso de toma de muestra de la materia prima es de 1.6765 minutos. Éste es el tiempo requerido para que un operario de tipo promedio, trabajando a un ritmo normal, lleve a cabo la operación, previamente calificado y adiestrado por la empresa. En comparación con el tiempo normal se puede decir que es adecuado tomando en cuenta las características intrínsecas del proceso.
A continuacion se muestra cumplimiento y no cumpimiento de las normas covenin en el almacen 2.
Tabla 2. Verificacion de Norma Covenin 1800-80 Manual para evaluaccion del sistema control de calidad de las empresas de alimentos

Fuente. Elaboracion propia

Grafico 1. Cumplimiento de la norma Covenin 1800-80 Fuente. Elaboración propia.
En el grafico 1 se obtuvieron como resultados que la Norma Covenin 1800-80 correspondiente a los almacenes el orden, identificacion de materias primas, sistema de rotacion de las materias primas se cumple de manera incompleta correspondiendo a un 50% de funciones incompletas, 25% que se cumplen a cabalidad como el embalaje y su ubicación del almacen excepto de contaminaciones, y el otro 25% que no se cumple como es el caso de la capacidad y demarcacion de los almacenes.
Tabla 3.Verificación de norma covenin 187-92 Colores simbolos y dimensiones para señales de seguridad

Fuente. Elaboracion propia

Grafico 2. Cumplimiento de la norma Covenin 187-92 Fuente. Elaboración propia.
En el Grafico 2 se muestra que para la norma Covenin 187-92 que describe las señales de seguridad en los almacenes se cumple un 50% de forma incompleta correspondiente a las señales de advertencia e información y el otro 50% no se cumple como lo son las señales de obligación y de prohibición.
Tabla 4. Verificación de norma Covenin 823-8 Sistemas de detección de alarma y extensión de incendio

Fuente. Elaboración propia

Grafico 3. Resultados de cumplimiento de normas Covenin 823-88 Fuente. Elaboración propia.
En el grafico 3 correspondiente a la norma Covenin 823-88 de los sistemas de detección de fuego un 60% no se cumple como lo son un sistema fijo de propulsión propia, sistema de rociadores y un sistema de detección de fuego, y un 20% si, el cual es la presencia de extintores mas no son suficientes para todo el almacén en caso de una emergencia representando esa ausencia un 20%.
Tabla 5. Verificación de Norma Covenin 2248-87 Manejo de materiales y equipos

Fuente. Elaboración propia

Grafico 4. Resultados de cumplimiento de las normas Covenin 2248-87 Fuente. Elaboración propia.
El Grafico 4 muestra el cumplimiento de la norma Covenin 2248-87 donde el 50% de las preguntas corresponden al manejo ineficiente de los equipos mecánicos, el 33% al buen estado y manejo de los equipos manuales el 17% corresponde al mal manejo ocasional que se le dan a los materiales con los equipos mecánicos.
Tabla 6. Verificación de normas Covenin 2249-93 iluminancias en tareas y áreas de trabajo

Fuente. Elaboración propia

Grafico 5. Cumplimiento de la norma Covenin 2249-93 Fuente.
Elaboración propia El Grafico 5 muestra un 60% de cumplimiento de la norma 2249-93, ya que existen varios tipos de iluminación que son aprovechadas como es la natural y la artificial el 40% que no se cumple corresponde a que no existe un sistema de detección de iluminación de emergencia.
Tabla 7. Verificación de la norma Covenin 2250-2000 Ventilación en lugares de trabajo

Grafico 6. Cumplimiento de la norma Covenin 2250-2000 Fuente. Elaboración propia.
El grafico 6 muestra que para la norma 2250-2000 se un cumple un 25% el cual corresponde a la existencia de ventanas de ventilación el 50% de no cumplimento se refiere a que no hay un distribuidor de aire en todo el lugar y el otro 25% se refiere a que existe de forma incompleta un distribuidor de aire local como es el caso de las ventanas de ventilación.
Propuesta Distribución de Planta Esta distribución de planta se propone de modo que pueda cumplirse de mejor forma con las Normas Covenin previamente analizadas, realizando una organización de las materias primas por áreas.

Figura 8. Propuesta de la distribución de planta del almacén II Fuente. Creación propia
EL PRESENTE TEXTO ES SOLO UNA SELECCION DEL TRABAJO ORIGINAL.
PARA CONSULTAR LA MONOGRAFIA COMPLETA SELECCIONAR LA OPCION DESCARGAR DEL MENU SUPERIOR.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |