del tubo como se indica en la
figura 4.4.

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
102
Figura 4.5. Posición del ensamble para la realización de la soldadura
sobre cabeza.
El empalme de los cordones debe realizarse con el encendido del
arco sobre el cordón ya depositado, para lograr continuidad y fusión
continua en el vértice de la unión.
La manipulación del porta electrodo debe garantizar el centrado del
baño a partir de la fusión simultánea de ambas placas.
Para evitar el derrame de material, el aporte debe hacerlo
directamente al baño fundido, próximo al vértice de la unión.
Cuando se aprecia la incorporación del metal al baño,
es
conveniente retirar ligeramente el porta electrodo para facilitar la
solidificación.

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
103

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
104

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
105

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
106

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
107

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
EJERCICIO 1.1
Realizar costuras de placas a tope con ranura cuadrada,
SIN APORTE, en posición plana, como se indica en la figura
1.1.
Figura 1.1. Soldadura de placas a tope con ranura en posición
plana.
OBJETIVO :
Obtener habilidad para lograr fusión simultanea de ambas placas
manteniendo el baño fundido en una posición centrada y uniforme,
garantizando penetración completa, en la medida que se realiza
el avance del porta electrodo.
108

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
109
MATERIALES NECESARIOS :
Placa de acero inoxidable ( E 304 ): Espesor 1.0 mm (100 x 250 )
Electrodo no consumible ( EW La ): Diámetro 1.6 mm
Paso 1
Ajustar la fuente de corriente, para garantizar una intensidad de 45
litros / min. Realizar conexión de
A y flujo de gas de 5-6
polaridad directa ( CD – ).
Paso 2
Comprobar afilado del electrodo no consumible. En caso de
deterioro o contaminación, realizar afilado correspondiente y
ajustar la distancia en el porta electrodo (sobresalir de 3-4 mm de
la tobera).
Paso 3
Limpiar con cepillo de acero inoxidable, las zonas de unión de
ambas placas garantizando la eliminación de restos de pintura,
grasa, u óxidos.
Paso 4
Realizar el punteado de las placas a una separación de 1 mm, como
se indica en la figura 1.2.
1 mm

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
110
Figura 1.2. Punteando de las placas, para realizar la costura.
Paso 5
Realizar costura de una sola pasada, siguiendo el esquema
mostrado en la figura 1.3, manteniendo uniformidad en el avance
del porta electrodo.
El movimiento de avance y lateral del porta electrodo debe
garantizar penetración completa del baño de fusión como se indica
en la figura 1.4(a).
Cuando el baño de fusión tiende a cerrarse, puede disminuir la
profundidad de penetración como se muestra en la figura 1.4 (b).
En este caso, acortar el movimiento lateral del porta electrodo, para
concentrar el calor del arco en los bordes de las placas hasta
restablecer el volumen de metal fundido.
Para garantizar una total penetración del baño fundido en ambas
placas, el baño fundido o "pileta líquida ", debe mantenerse en el
centro de la unión, siguiendo el movimiento del porta electrodo
indicado en la figura 1.5.
Cuando se aprecia un incremento en el volumen de metal fundido
y tendencia a desfondamiento (figura 1.6), aumentar el área a
cubrir, con el movimiento de rotación del porta electrodo y
adelantar el avance.
45 °

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
111
Figura 1.3. Realización de la costura de placas a tope con ranura
cuadrada, en posición plana.
(a)
Movimiento de
avance y
retroceso del
porta electrodo
Penetración
completa
Falta de fusión
(b)
Figura 1.4. (a) Penetración completa, (b) Falta de penetración.

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
Figura 1.5. Forma de conducir el porta electrodo para garantizar el
centrado del baño fundido.
Figura 1.6. Desfondamiento del cordón, por exceso de fusión de los
bordes de las placas.
EJERCICIO 1.2.
Realizar costuras de placas a tope con ranura cuadrada,
CON APORTE, en posición plana, como se indica en la figura
1.1.
OBJETIVO :
Obtener habilidad para realizar soldaduras con sanidad aceptada,
de placas a tope con ranura cuadrada en posición plana, utilizando
material de aporte.
MATERIALES NECESARIOS :
Placa de acero inoxidable ( E 304 ): Espesor 1.6 mm (100 x 250 ).
Electrodo no consumible ( EW La ): Diámetro 1.6 mm.
112
Desfondamiento
del cordón

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
Material de aporte ( ER 308 ) : Diámetro 1.2 mm.
Paso 1
Ajustar la fuente de corriente, para garantizar una intensidad de 70
litros / min. Realizar conexión de
A y flujo de gas de 5-6
polaridad directa ( CD – ).
Figura 1.7. Realización de la costura de placas a tope, con ranura
cuadrada en posición plana.
113
Paso 2
Comprobar afilado del electrodo no consumible. En caso de
deterioro o contaminación, realizar afilado correspondiente y
ajustar la distancia en el porta electrodo (sobresalir de 3-4 mm de
la tobera).
Paso 3
Limpiar con cepillo de acero inoxidable, las zonas de unión de
ambas placas, garantizando la eliminación de restos de pintura,
grasa, u óxidos.
Paso 4
Realizar el punteado de las placas a una separación de 1 mm, como
se indica en la figura 1.2.
Paso 5
Realizar la costura, siguiendo el esquema mostrado en la figura 1.7.
60 – 75 °
15 – 20 °

polaridad directa ( CD
).
MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
La costura debe realizarse evitando la falta de fusión de los bordes
de ambas placas, manteniendo concentricidad en el baño fundido.
El suministro del aporte debe realizarse siempre al baño fundido por
la parte anterior, de forma constante, acercando y alejando el
consumible, manteniéndolo siempre bajo protección.
El desplazamiento del porta electrodo debe asegurar, que el baño
fundido rellene totalmente la ranura en toda su longitud.
En los casos de empalme de cordones, resulta necesario limpiar el
extremo del cordón ya depositado, para eliminar poros, fisuras,
óxidos, etc.
Al finalizar la costura realizar relleno del carácter mediante las
técnicas ya orientadas.
EJERCICIO 1.3.
Realizar costuras de placas de mayor espesor (3 mm ) a tope
con ranura cuadrada,
CON APORTE, en posición plana,
como se indica en la figura 1.1.
OBJETIVO :
Obtener habilidad para realizar soldaduras con sanidad aceptada,
de placas a tope con ranura cuadrada en posición plana, utilizando
material de aporte.
MATERIALES NECESARIOS :
Placas de acero inoxidable ( E 304 ): Espesor 3.0 mm (100 x 250).
Electrodo no consumible ( EW La ): Diámetro 1.6 mm.
Material de aporte ( ER 308 ) : Diámetro 2.4 mm.
Paso 1
Ajustar la fuente de corriente, para garantizar una intensidad de
litros
/ min. Realizar conexión de
120 A y flujo de gas de 5-6
–
Paso 2
Comprobar afilado del electrodo no consumible. En caso de
deterioro o contaminación, realizar afilado correspondiente y
ajustar la distancia en el porta electrodo (sobresalir de 3-4 mm de
la tobera).
REALIZAR LAS COSTURA SIGUIENDO LOS PASOS 3, 4 Y 5
DEL EJERCICIO ANTERIOR.
En este caso, la separación entre placas debe ser de 2 mm.
114

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
EJERCICIO 2.1
Realizar costuras de placas a tope con ranura cuadrada,
SIN APORTE, en posición horizontal, como se indica en la
figura 2.1.
Figura 2.1. Soldadura de de placas a tope con ranura cuadrada, en
posición horizontal.
115

polaridad directa ( CD
).
MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
116
OBJETIVO :
Obtener habilidad para lograr fusión simultanea de ambas placas ,
manteniendo el baño fundido en una posición centrada y uniforme,
garantizando penetración completa, en la medida que se realiza
el avance del porta electrodo en posición horizontal.
MATERIALES NECESARIOS :
Placa de acero inoxidable ( E 304 ): Espesor 1.0 mm (100 x 250 )
Electrodo no consumible ( EW La ): Diámetro 1.6 mm
Paso 1
Ajustar la fuente de corriente, para garantizar una intensidad de 45
litros / min. Realizar conexión de
A y flujo de gas de 5-6
–
Paso 2
Comprobar afilado del electrodo no consumible. En caso de
deterioro o contaminación, realizar afilado correspondiente y
ajustar la distancia en el porta electrodo (sobresalir de 3-4 mm de
la tobera).
Paso 3
Limpiar con cepillo de acero inoxidable, las zonas de unión de
ambas placas garantizando la eliminación de restos de pintura,
grasa, u óxidos.
Paso 4
Realizar el punteado de las placas a una separación de 1 mm, como
se indica en la figura 2.2.
1 mm

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
117
Figura 2.2. Punteando de las placas, para realizar la costura.
Paso 5
Realizar costura de una sola pasada, siguiendo el esquema
mostrado en la figura 2.3, manteniendo uniformidad en el avance
del porta electrodo.
Figura 2.3. Realización de la soldadura de placas a tope con ranura
cuadradaza, en posición horizontal.
El movimiento de avance y lateral del porta electrodo debe
garantizar penetración completa del baño de fusión, como se indica
en la figura 2.4.

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
Figura 2.4. Profundidad de penetración aceptable, para soldaduras
de placas a tope
Para garantizar una total penetración del baño fundido en ambas
placas, el baño fundido o "pileta líquida ", debe mantenerse en el
centro de la unión, como se indica en la figura 2.5.
Figura 2.5. Forma de conducir el baño, para no provocar derrame
de metal y penetración completa.
EJERCICIO 2.2
Realizar costuras de placas a tope con ranura cuadrada,
CON APORTE, en posición plana, como se indica en la figura
2.1.
OBJETIVO:
118

polaridad directa ( CD
).
MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
119
Lograr habilidad para realizar soldaduras con sanidad aceptable, de
placas a tope con ranura cuadrada, en posición horizontal,
utilizando material de aporte.
MATERIALES NECESARIOS :
Placa de acero inoxidable ( E 304 ): Espesor 1.6 mm (100 x 250 ).
Electrodo no consumible ( EW La ): Diámetro 1.6 mm.
Material de aporte ( ER 308 ) : Diámetro 1.6 mm.
Paso 1
Ajustar la fuente de corriente, para garantizar una intensidad de 90
litros / min. Realizar conexión de
A y flujo de gas de 5-6
–
Paso 2
Comprobar afilado del electrodo no consumible. En caso de
deterioro o contaminación, realizar afilado correspondiente y
ajustar la distancia en el porta electrodo (sobresalir de 3-4 mm de
la tobera).
Paso 3
Limpiar con cepillo de acero inoxidable, las zonas de unión de
ambas placas, garantizando la eliminación de restos de pintura,
grasa, u óxidos.
Paso 4
Realizar el punteado de las placas a una separación de 1 mm, como
se indica en la figura 2.2.
Paso 5
Realizar costura de una sola pasada, siguiendo el esquema
mostrado en la figura 2.6, manteniendo uniformidad en el avance
del porta electrodo.

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
120
Figura 2.6. Realización de la costura de placas a tope, con ranura
cuadrada en posición horizontal.
EJERCICIO 2.3
Realizar costuras de placas de espesor considerable (2.5 mm
) a tope con ranura cuadrada, en posición plana, como se
indica en la figura 2.1.
OBJETIVO:
Lograr habilidad para realizar soldaduras con sanidad aceptable, de
placas a tope con ranura cuadrada, en posición horizontal,
utilizando material de aporte y espesor considerable ( 3.0 mm ).
MATERIALES NECESARIOS :
Placas de acero inoxidable ( E 304 ): Espesor: 3.0 mm (100 x 250).
Electrodo no consumible ( EW La ): Diámetro 1.6 mm.
Material de aporte ( ER 308 ) : Diámetro 2.4 mm.
Paso 1
Ajustar la fuente de corriente, para garantizar una intensidad de
130 A y flujo de gas de 7 litros / min. Realizar conexión de
polaridad directa ( CD – ).
PARA REALIZAR LA COSTURA SEGUIR LOS PASOS 2 , 3, 4, 5
CORRESPONDIENTES AL EJERCICIO ANTERIOR.
LA SEPARACION ENTRE PLACAS DEBE SER DE 2 MM.

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
EJERCICIO 3.1
Realizar costuras de placas a tope con ranura cuadrada,
SIN APORTE, en posición vertical, como se indica en la figura
3.1.
Figura 3.1. Soldadura de placas a tope con ranura cuadrada en
posición vertical.
OBJETIVO :
Obtener habilidad para lograr fusión simultanea de ambas placas
manteniendo el baño fundido en una posición centrada y uniforme,
121

polaridad directa ( CD
).
MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
122
garantizando penetración completa, en la medida que se realiza
el avance del porta electrodo en posición vertical ascendente.
MATERIALES NECESARIOS :
Placa de acero inoxidable ( E 304 ): Espesor 1.0 mm (100 x 250 )
Electrodo no consumible ( EW La ): Diámetro 1.6 mm
Paso 1
Ajustar la fuente de corriente, para garantizar una intensidad de 45
litros / min. Realizar conexión de
A y flujo de gas de 5-6
–
Paso 2
Comprobar afilado del electrodo no consumible. En caso de
deterioro o contaminación, realizar afilado correspondiente y
ajustar la distancia en el porta electrodo (sobresalir de 3-4 mm de
la tobera).
Paso 3
Limpiar con cepillo de acero inoxidable, las zonas de unión de
ambas placas garantizando la eliminación de restos de pintura,
grasa, u óxidos.
Paso 4
Realizar el punteado de las placas a una separación de 1 mm, como
se indica en la figura 3.2.
1 mm

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
123
Figura 3.2. Punteando de las placas, para realizar la costura.
Paso 5
Realizar costura de una sola pasada, siguiendo el esquema
mostrado en la figura 3.3, manteniendo uniformidad en el avance
del porta electrodo.
60 °

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
Figura 3.3. Realización de costura de placas a tope con ranura
cuadrada en posición vertical ascendente.
Para garantizar penetración completa, concentrar el arco hasta
fundir los bordes de ambas placas y observar que el baño cubra
todo el espesor. Seguidamente avanzar con el porta electrodo, cuyo
movimiento permita mantener la fusión total de los bordes de
ambas placas.
En el caso de que se incremente considerablemente el volumen del
baño fundido, aumentar el movimiento de avance con un mayor
radio de rotación del porta electrodo.
Cuando se presenta indicios de falta de fusión en algunas de las
caras, retroceder y concentrar el arco hasta lograr un baño o pileta
que cubra uniformemente los bordes de ambas placas.
Al finalizar, evite la formación del cráter, manipulando el porta
electrodo de acuerdo a las orientaciones indicadas en los ejercicios
anteriores.
EJERCICIO 3.2
Realizar costuras de placas a tope con ranura cuadrada,
CON APORTE, en posición vertical, como se indica en la
figura 3.1.
OBJETIVO:
Lograr habilidad para realizar soldaduras con sanidad aceptable, de
placas a tope con ranura cuadrada, en posición vertical ascendente,
utilizando material de aporte.
MATERIALES NECESARIOS :
Placa de acero inoxidable ( E 304 ): Espesor 1.6 mm (100 x 250 ).
Electrodo no consumible ( EW La ): Diámetro 1.6 mm.
Material de aporte ( ER 308 ) : Diámetro 1.6 mm.
Paso 1
Ajustar la fuente de corriente, para garantizar una intensidad de 90
litros / min. Realizar conexión de
A y flujo de gas de 5-6
polaridad directa ( CD – ).
Paso 2
Comprobar afilado del electrodo no consumible. En caso de
deterioro o contaminación, realizar afilado correspondiente y
ajustar la distancia en el porta electrodo (sobresalir de 3-4 mm de
la tobera).
124

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
125
Paso 3
Limpiar con cepillo de acero inoxidable, las zonas de unión de
ambas placas garantizando la eliminación de restos de pintura,
grasa, u óxidos.
Paso 4
Realizar el punteado de las placas a una separación de 1 mm, como
se indica en la figura 3.2.
Paso 5
Realizar la costura a partir de las indicaciones mostradas en la
figura 3.4.
60 °
20 °
60 °

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
Figura 3.4. Realización de la costura de placas a tope con ranura
cuadrada en posición vertical ascendente.
El consumible debe ser aportado de en la zona de la ranura, por la
parte anterior del baño, para evitar el derrame de metal.
Para evitar falta de fusión lateral, el avance del porta electrodo
debe realizarlo con avance y retroceso cubriendo los bordes de
ambas placas.
EJERCICIO 3.3
Realizar costuras de placas a tope( espesor 3 mm ) con
ranura cuadrada,
CON APORTE, en posición vertical, como
se indica en la figura 3.1.
OBJETIVO:
Lograr habilidad para realizar soldaduras con sanidad aceptable, de
placas a tope (espesor 3 mm) con ranura cuadrada, en posición
vertical ascendente, utilizando material de aporte.
MATERIALES NECESARIOS :
Placa de acero inoxidable ( E 304 ): Espesor 3.0 mm (100 x 250 ).
Electrodo no consumible ( EW La ): Diámetro 1.6 mm.
Material de aporte ( ER 308 ) : Diámetro 2.4 mm.
Paso 1
Ajustar la fuente de corriente, para garantizar una intensidad de
120 A y flujo de gas de 7 litros / min. Realizar conexión de
polaridad directa ( CD – ).
PARA LA REALIZACION DE LA SOLDADURA,
DEBEN
SEGUIRSE LAS INDICACIOES PRESENTADAS EN LOS PASOS 2
, 3, 4, 5, DEL EJERCICIO 3.2.
LA SEPARACION ENTRE PLACAS DEBE SER DE 2 MM
126

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
EJERCICIO 4.1
Realizar costuras de placas a tope con ranura cuadrada,
SIN APORTE, en posición sobre cabeza, como se indica en la
figura 4.1.
Figura 4.1. Soldadura de placas a tope en posición sobre cabeza.
OBJETIVO :
Obtener habilidad para lograr fusión simultanea de ambas placas
manteniendo el baño fundido en una posición centrada y sin
derrame, garantizando penetración completa, en la medida que
se realiza el avance del porta electrodo en posición sobre cabeza.
MATERIALES NECESARIOS :
Placa de acero inoxidable ( E 304 ): Espesor 1.0 mm (100 x 250 )
Electrodo no consumible ( EW La ): Diámetro 1.6 mm
Paso 1
Ajustar la fuente de corriente, para garantizar una intensidad de 45
litros / min. Realizar conexión de
127
A y flujo de gas de 5-6
polaridad directa ( CD – ).
Paso 2

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
Verificar el afilado del electrodo no consumible. En caso de
deterioro o contaminación, realizar afilado correspondiente y
ajustar la distancia en el porta electrodo (sobresalir de 3-4 mm de
la tobera).
Paso 3
Limpiar con cepillo de acero inoxidable, las zonas de unión de
ambas placas garantizando la eliminación de restos de pintura,
grasa, u óxidos.
Paso 4
Realizar el punteado de las placas a una separación de 1 mm, como
se indica en la figura 4.2.
1 mm
Figura 4.2. Punteando de las placas, para realizar la costura.
Paso 4
Colocar el ensamble una vez punteado en posición sobre cabeza
como se indica en la figura 4.1.
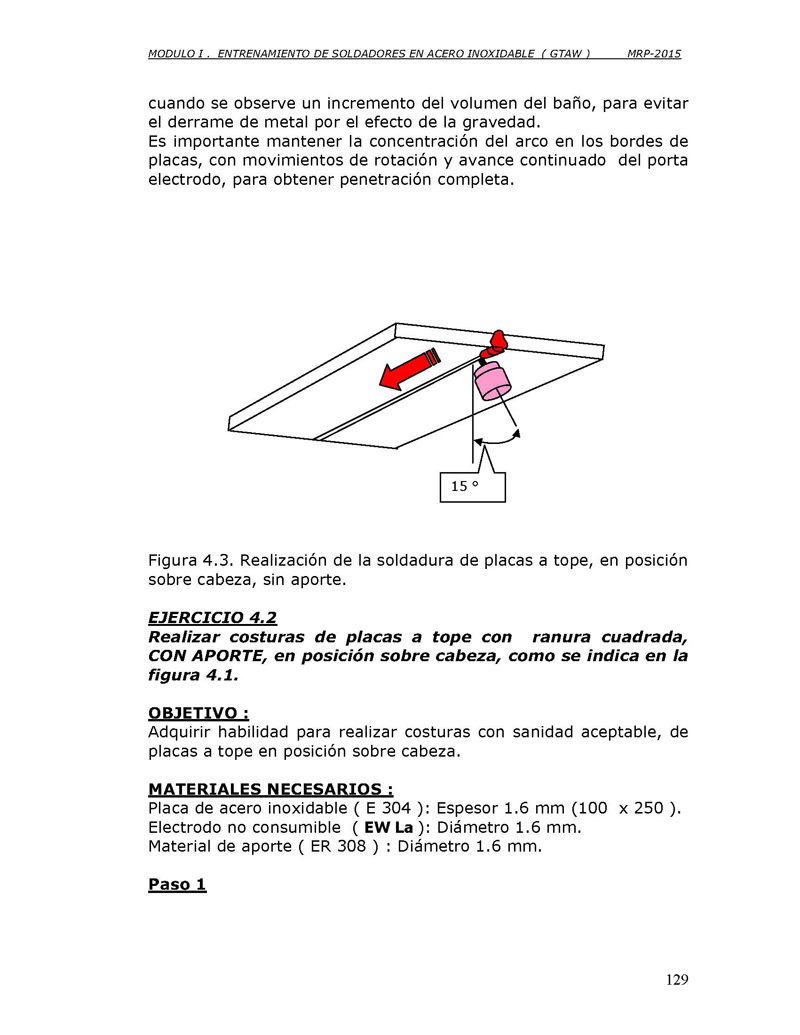
De acuerdo a lo mostrado en la figura 4.3, realizar la soldadura,
manteniendo una longitud de arco en el orden del diámetro del
electrodo ( 1.6 – 2 mm ) , retirando ligeramente el porta electrodo,
128
MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
cuando se observe un incremento del volumen del baño, para evitar
el derrame de metal por el efecto de la gravedad.
Es importante mantener la concentración del arco en los bordes de
placas, con movimientos de rotación y avance continuado del porta
electrodo, para obtener penetración completa.
15 °
Figura 4.3. Realización de la soldadura de placas a tope, en posición
sobre cabeza, sin aporte.
EJERCICIO 4.2
Realizar costuras de placas a tope con ranura cuadrada,
CON APORTE, en posición sobre cabeza, como se indica en la
figura 4.1.
OBJETIVO :
Adquirir habilidad para realizar costuras con sanidad aceptable, de
placas a tope en posición sobre cabeza.
MATERIALES NECESARIOS :
Placa de acero inoxidable ( E 304 ): Espesor 1.6 mm (100 x 250 ).
Electrodo no consumible ( EW La ): Diámetro 1.6 mm.
Material de aporte ( ER 308 ) : Diámetro 1.6 mm.
Paso 1
129

polaridad directa ( CD
).
MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
Ajustar la fuente de corriente, para garantizar una intensidad de 50
litros / min. Realizar conexión de
A y flujo de gas de 5-6
–
Seguir los pasos 2, 3 y4 , del ejercicio 4.1.
Paso 5
Realizar la soldadura como se indica en la figura 4.4, donde resulta
importante aportar el metal siempre en la parte anterior del baño y
lo más cercano posible a la ranura, para evitar el derrame de metal.
El metal debe ser aportado en pequeñas cantidades, de forma
continua alternado con el movimiento del porta electrodo.
ranura cuadrada,
CON APORTE, en posición sobre cabeza,
como se indica en la figura 4.1.
OBJETIVO :
Adquirir habilidad para realizar costuras con sanidad aceptable, de
placas a tope (espesor 2.3 mm ) en posición sobre cabeza .
MATERIALES NECESARIOS :
Placa de acero inoxidable ( E 304 ): Espesor 2.3 mm (100 x 250 ).
Electrodo no consumible ( EW La ): Diámetro 1.6 mm.
Material de aporte ( ER 308 ) : Diámetro 2.4 mm.
130
15-20 °
15 °
Figura 4.4. Realización de la soldadura de placas a tope en posición
sobre cabeza.
EJERCICIO 4.3
Realizar costuras de placas a tope (espesor 2.3 mm) con

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
131
Paso 1
Ajustar la fuente de corriente, para garantizar una intensidad de 60
A y flujo de gas de 7 litros / min. Realizar conexión de polaridad
directa ( CD – ).
SEGUIR LOS PASOS 2 , 3 , 4 Y 5 DEL EJERCICIO 4.2.
SEPARACION ENTRE PLACAS PARA EL PUNEADO 2 MM.
TENER EN CUENTA LO INDICADO SOBRE LOS EMPALMES DE CORDONES,
Y RELLENO DEL CRATER

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
132
TIG/GTAW
METAL BASE :
ACERO INOXIDABLE
REPORTE DEL
ENTRENAMIENTO
Nombre :
MODULO : 3
EJERCICIO 1.3.
Realizar costuras de placas de mayor espesor (3 mm ) a
tope con ranura cuadrada, CON APORTE, en posición plana,
como se indica en la figura 1.3.
Observaciones:
Nombre del instructor :
Aceptado :
No aceptado:
Figura 1.3
1
5
–
2
0
°
6
0
–
7
5
°

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
133

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
134

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
135

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
136

MODULO I . ENTRENAMIENTO DE SOLDADORES EN ACERO INOXIDABLE ( GTAW )
MRP-2015
137
BIBLIOGRAFIA
Gas Tungsten Arc Welding Hand BooK. : William Mnnick. ISBN :139781590705810
Gas Tungsten Arc Welding.GTAW. : Lincoln Fundation. ISBN : 0937390003
Indura Welding . Catalogo de Procesos y Productos . Indura.net
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |