Optimización del método de trabajo en Taller Central-Secciones Soldadura/Máquinas y Herramientas (página 3)
Para el cálculo de los beneficios de los escenarios 1 y 2 se toma en consideración el sueldo y el factor de beneficios por tipo nomina según el tabulador de CVG Venalum.
B= ((CAS*días laborales) + (CAS*días laborales*Factor de Beneficios de CVG Venalum))*N° de trabajadores.
Para el cálculo de los beneficios del escenario 3 se toma en consideración lo que se ahorraría la empresa en términos monetarios si se adicionaran soldadores a la sección y se dejaran de contratar estos servicios externos, ya que se realizarían los trabajos en el Departamento de Taller Central. (Ver Tabla 27) En la tabla 28 se puede visualizar la relación costo beneficio de los escenarios propuesto.
Tabla 28. Relación Costo-Beneficio

Fuente: Elaboración Propia, 2016.
El escenario 1 es menor que cero, es decir, 0.99 por lo tanto lo más recomendable es que este se rechace ya que lo que ocasionara es pérdidas para la empresa.
El escenario número 2 es el más apropiado para CVG Venalum, la relación B/C es mayor que 1, es decir 1.11, por lo que este escenario debe aceptarse ya que es el que generara ganancias para la empresa.
Mientras que el escenario 3, la relación B/C es igual a 1, es indiferente aceptar o no este escenario.
Conclusiones
Al término de la investigación referente a Optimizar el Método de Trabajo del Departamento Taller Central-Secciones Soldadura/Máquinas y Herramientas se concluye lo siguiente:
1. Al año el porcentaje de ausentismo por transporte en la sección máquinas y herramientas es de 72.92%. Se considera un índice relativamente bajo puesto que se encuentra por debajo del 100%, es decir, en el año 2015 hubo 350 ausencias en la sección.
2. Al año el porcentaje de ausentismo por transporte en la sección soldaduras es de 206.43%. Un índice elevado para la sección, es decir, en el año 2015 hubo 289 ausencias en la sección, sobrepasando el máximo de ausencias por año, lo que ocasiona retrasos en la elaboración de los trabajos.
3. El comportamiento de la sección máquinas y herramientas, en cuanto al cierre y cumplimiento de las ODT durante el año 2015, estuvo relativamente constante, en total se cerraron 397 ODT, de las cuales en el mes de junio fue que se cumplieron la mayor cantidad de estas, es decir, 45 ODT. Mientras que el mes de enero solo se cerraron 17.
4. El comportamiento de la sección soldadura, en cuanto al cierre y cumplimiento de las ODT durante el año 2015, estuvo relativamente constante, en total se cerraron 730 ODT, de las cuales en los meses de abril y agosto fue que se cumplieron la mayor cantidad de estas, es decir, 90 ODT. Mientras que el mes de noviembre solo se cerraron 28.
5. En la sección máquinas y herramientas la carga de trabajo fue de 76.96% para cada Operador/Técnico, es decir una carga de trabajo aceptable para los operadores.
6. El requerimiento total de personal para la sección máquinas y herramientas es de dieciséis (16) Operadores/Técnicos, es decir, 4 por cada grupo de trabajo, incluyendo el factor vacaciones.
7. La cantidad de personal de máquinas y herramientas que se encuentra trabajando actualmente (14 Operadores/Técnicos), es menor que la cantidad que ha sido determinada (16 Operadores/Técnicos).
8. En la sección soldadura la carga de trabajo fue de 234.98% para cada soldador.
9. En la sección soldadura es donde se reflejan cargas de trabajo mayores, esto es debido a la complejidad del cargo, es decir, por lo repetitivo del ciclo, esfuerzo visual y la posición de trabajo que demanda.
10. El requerimiento total de personal para la sección soldadura es de veintiséis (26) soldadores, es decir, 13 por cada turno de trabajo, incluyendo el factor vacaciones.
11. La cantidad de personal de la sección soldadura que se encuentra trabajando actualmente (7 soldadores), es menor que la cantidad que ha sido determinada (26 soldadores).
12. La ponderación para la evaluación de desempeño es de 110 puntos. En general, los Soldadores/Operadores se desempeñan eficazmente, ya que la puntuación obtenida por estos, están en un rango de 75 a 108 puntos.
13. Los gastos incurridos para la contratación de 26 soldadores para que laboren en turno rotativo, es de 86.252.072,32 Bs/año.
14. Pasar los soldadores a turno rotativo es el escenario más apropiado para CVG Venalum, la relación B/C es mayor que 1, es decir 1.11, por lo que este escenario debe aceptarse ya que es el que generara ganancias para la empresa.
Recomendaciones
De acuerdo a las conclusiones descriptas anteriormente, se recomienda lo siguiente:
1. Establecer un módulo en el Sistema Integral de Mantenimiento del Aluminio (SIMA) para registrar las emergencias que llegan en las secciones Soldadura/Máquinas y Herramientas.
2. Aumentar la contratación actual de personal en las secciones, ya que tomando en cuenta los resultados derivados del presente estudio se puede afirmar que existe una cantidad de personal menor a la requerida para realizar un trabajo eficaz, que garantice la ejecución de todas las actividades de mantenimiento a las áreas de producción de la empresa, así como los mantenimientos internos de Taller Central.
3. Establecer programas y planes para incentivar al personal con el fin de incrementar la motivación e involucrar a los trabajadores.
4. Invertir en Taller Central para la compra de materiales, equipos e insumos, así mantener y aumentar los mantenimientos aplicados a las distintas áreas de producción de CVG Venalum.
5. Con el estudio de tiempo realizado en soldadura se recomienda llevar estos a turno rotativo, para así disminuir la carga de trabajo y lograr la contratación del personal requerido, es decir, apertura tres turnos de trabajos para ajustar la cantidad de personal con los equipos existentes, además de eliminar el desfase de horario con respecto a la sección máquinas y herramientas.
Referencias
Anés, A. (2011). Estandarización de la Fuerza Laboral del Departamento de Mantenimiento de Sistemas Industriales de la Empresa CVG Venalum. Unexpo Puerto Ordaz. Recuperado el 18 de febrero de 2016 Baca, Guillermo. (1996). Ingeniería Económica. Cuarta Edición. Editorial Fondo Educativo Panamericano. Colombia.
Balestrini, Mirian. (1998). Como se elabora el proyecto de investigación. Servicio Editorial. Venezuela.
Blank L, Tarquín A. (1999). Ingeniería Económica. Cuarta Edición. Editorial Mc.Graw Hill. Estándar de tiempo. Recuperado el 18 de febrero del 2016, de http://es.m.wikipedia.org/wiki/Est%C3%A1ndar_de_tiempo Estrategica, P. (02 de 06 de 2009). planeacionestrategica.blogspot.es/. Recuperado el 5 de marzo de 2016 de http://planeacionestrategica.blogspot.es/1243897868/matriz-efe-efi/ Generalidades "tiempo estándar". Recuperado el 18 de febrero del 2016, de http://148.204.211.134/polilibros/Portal/Polilibros/P_terminados/ASPII/POLILI BRO/2%20PORTAL/PRACTICA%205/GENERALIDADES5.htm Gonzalez, C. (2007). Estandarización de la Fuerza Laboral al Departamento de Taller Eléctrico de la Empresa CVG Venalum C.A. Instituto Universitario Politécnico Santiago Mariño. Recuperado el 18 de febrero de 2016 Hernández Sampieri, Roberto. (1998). Metodología de la Investigación. Segunda Edición. Editorial Mc Graw-Hill. México Hurtado de Barrera, Jacqueline. (2015). El Proyecto de Investigación Compresión holística de la metodología y la investigación. Caracas, Venezuela: Quirón-Sypal. Octava Edición.
Industria Venezolana del Aluminio, C.A. (Página Web). Recuperado el 20 de febrero de 2016 de http://www.VENALUM.com.ve Ing. Fernando Burgos Vivas. Ingeniería de métodos. 6a Reimpresión de la 2a Edición. Valencia-Venezuela Universidad de Carabobo Piñango, Eleider. (2013). Actualización del Manual de Usuario, Modulo Correctivo del Sistema Integral de Mantenimiento De Aluminio "SIMA" de CVG Venalum. Recuperado el 20 de febrero de 2016 de http://venalumi/CIT/Default.htm Rojas de Narváez, Rosa. (1997). Orientaciones Prácticas para la Elaboración de Informes de Investigación. Segunda Edición. Ediciones UNEXPO. Venezuela.
Taylor, George. (1975). Ingeniería Económica. Sexta Reimpresión. Editorial LIMUSA, S.A. México Thuesen, Fabricky. (1986). Ingeniería Económica. Editorial Prentice-Hall Hispano Americana, S.A. México.
Turmero, I. (s.f.). Ingenieria de Métodos. Guayana, Bolívar, Venezuela. Recuperado el 18 de 2 de 2016 Vasquéz, L. (2006). Determinación de la Fuerza Laboral Estándar de Operaciones y Limpieza de Planta de los Departamentos Envarillado de Ánodos y recuperación de Baño Electrolíto en la Empresa CVG Venalum. Unexpo Puerto Ordaz. Guayana: Recuperado el 18 de 2 de 2016
Apéndices Apéndice 1. Fabricar Eje Excéntrico
















INTRODUCCIÓN
PLAN DE CAPACITACIÓN El objetivo de este documento es presentar un Plan de Capacitación al personal de Soldadura/Máquinas y Herramientas a ejecutarse en el año 2016. Este Plan de Capacitación tiene como finalidad de generar conocimientos, habilidades, responsabilidades y desarrollar destrezas para que los Soldadores/Operadores de Máquinas y Herramientas ejecuten sus actividades con la mayor precisión posible. Además de garantizar la disponibilidad de los equipos con el uso adecuado y la aplicación de los mantenimientos que les corresponden, con el fin de mantener la operatividad de los procesos industriales.
JUSTIFICACIÓN
El recurso más importante en cualquier organización lo forma el personal implicado en las actividades laborales. Un personal motivado y trabajando en equipo, son los pilares fundamentales en los que las organizaciones exitosas sustentan sus logros.
En la mayoría de organizaciones de nuestro País, la motivación y el trabajo no son aportes significativos para la fuerza laboral. Tales premisas conducen a enfocar el tema de la capacitación como uno de los elementos vertebrales para mantener, modificar o cambiar las actitudes y comportamientos de las personas dentro de las organizaciones.
En tal sentido se plantea el presente Plan de Capacitación en el área de Taller Central-Secciones Soldadura/Máquinas y Herramientas para mejorar la calidad de los mantenimientos aplicados a las distintas áreas de CVG Venalum.
ALCANCE El presente plan de capacitación es de aplicación para los soldadores y operadores que trabajan en el Departamento de Taller Central-Secciones Soldadura/Máquinas y Herramientas.
OBJETIVOS General Reforzar los conocimientos al personal de Taller Central-Secciones Soldadura/Máquinas y Herramientas en CVG Venalum Específicos
1. Preparar al personal para la ejecución eficiente de sus responsabilidades.
2. Brindar oportunidades de desarrollo personal en los cargos actuales.
3. Modificar actitudes para contribuir a crear un clima de trabajo satisfactorio e incrementar la motivación del trabajador.
4. Proveer conocimientos y desarrollar habilidades que cubran la totalidad de requerimientos.
5. Actualizar y ampliar los conocimientos requeridos en áreas especializadas de actividad.
6. Ayudar en la preparación de personal calificado, acorde con los planes, objetivos y requerimientos de la Empresa.
ESTRATEGIAS Charlas para soldadores sobre: AWS, Calderería, Lectura e Interpretación de planos mecánicos, Electricidad Básica en Soldadura.
Charlas para operadores sobre: Mecánica Básica, Electricidad Básica, Metrología, Control Numérico, Lectura e Interpretación de planos mecánicos. Desarrollo de trabajos prácticos que se realizan cotidianamente.
Presentación de casos exclusivos de su área. Realización de Talleres.
TIPOS, MODALIDADES Y NIVELES DE CAPACITACIÓN
Tipos de Capacitación Aplicables Capacitación Preventiva: Esta tiene por objeto la preparación del personal para enfrentar con éxito la adopción de nuevas metodología de trabajo, nueva tecnología o la utilización de nuevos equipos, llevándose a cabo en estrecha relación al proceso de desarrollo empresarial.
Capacitación Correctiva: Su fuente original de información es la Evaluación de Desempeño realizada normal mente en la empresa, pero también los estudios de diagnóstico de necesidades dirigidos a identificarlos y determinar cuáles son factibles de solución a través de acciones de capacitación.
Capacitación para el Desarrollo de Carrera: Se orientan a facilitar que los colaboradores puedan ocupar una serie de nuevas o diferentes posiciones en la empresa, que impliquen mayores exigencias y responsabilidades.
Modalidades de Capacitación Los tipos de capacitación enunciados pueden desarrollarse a través de las siguientes modalidades:
Actualización: Se orienta a proporcionar conocimientos y experiencias derivados de recientes avances científico – tecnológicos en una determinada actividad.
Especialización: Se orienta a la profundización y dominio de conocimientos y experiencias o al desarrollo de habilidades, respecto a un área determinada de actividad.
Perfeccionamiento: Se propone completar, ampliar o desarrollar el nivel de conocimientos y experiencias, a fin de potenciar el desempeño de funciones técnicas, profesionales, directivas o de gestión.
Complementación: Su propósito es reforzar la formación de un colaborador que maneja solo parte de los conocimientos o habilidades demandados por su puesto y requiere alcanzar el nivel que este exige.
Niveles de Capacitación Tanto en los tipos como en las modalidades, la capacitación puede darse en los siguientes niveles:
Nivel Básico: Se orienta a personal que se inicia en el desempeño de una ocupación o área específica en la Empresa. Tiene por objeto proporcionar información, conocimientos y habilidades esenciales requeridos para el desempeño en la ocupación.
Nivel Intermedio: Se orienta al personal que requiere profundizar conocimientos y experiencias en una ocupación determinada o en un aspecto de ella. Su objeto es ampliar conocimientos y perfeccionar habilidades con relación a las exigencias de especialización y mejor desempeño en la ocupación.
Nivel Avanzado: Se orienta a personal que requiere obtener una visión integral y profunda sobre un área de actividad o un campo relacionado con esta. Su objeto es preparar cuadros ocupacionales para el desempeño de tareas de mayor exigencia y responsabilidad dentro de la empresa.
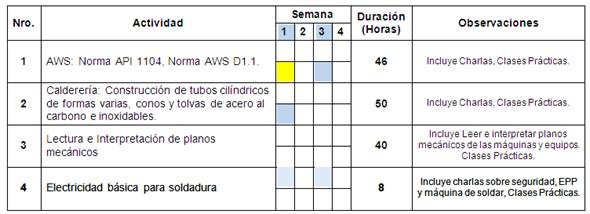
TEMAS DE CAPACITACIÓN Soldadura Certificación CWI avalada por American Welding Society (AWS): es un formato reconocido internacionalmente, representa una garantía de ser un profesional calificado cumpliendo estándares internacionales. Este contempla la revisión de las normas API 1104 y AWS D1.1 y clases prácticas. Duración 40 horas más el examen de certificación que tendrá una duración de 6 horas.
Calderería: Tiene una duración de 50 horas. El objetivo de este curso es la aplicación de técnicas que permiten:
Construir tubos cilíndricos de formas varias a partir de chapas, organizando el proceso de trabajo y ensamblando los diferentes elementos.
Construir conos y tolvas de acero al carbono e inoxidables, trazando, desarrollando y cortando mediante oxicorte, arco-plasma o cizalla, así como conformando y ensamblando, mediante soldadura al arco eléctrico y tornillos. Construir depósitos de acero al carbono e inoxidables, con todos sus componentes y accesorios, aplicando las técnicas de trazado, corte, conformado y ensamblado en el taller de calderería.
Lectura e Interpretación de Planos Mecánicos: Lograr que los soldadores sean capaces de leer e interpretar planos mecánicos de las máquinas y equipos, aplicando correctamente las normas y procedimientos de trabajo. La duración del mismo será de 40 horas (Académicas) aproximadamente.
Electricidad Básica para la Soldadora: el objeto de este curso es conocer los principios básicos para realizar una soldadura en forma correcta y utilizar las normas de seguridad y buenas prácticas para realizar una soldadura. Básico (8 Horas):
Seguridad en los trabajos de soldadura: Shock eléctrico, Gases Contaminantes, Chispas, Radiación.
Elementos de Protección Personal Conocimiento de la máquina de soldar.
Principales variables que intervienen en la soldadura: Intensidad de Corriente, Angulo del electrodo, Velocidad de avance, Longitud de arco.
Cuidados previos antes de comenzar a soldar. Preparación de las piezas. Elección del electrodo. Cuidados en el almacenamiento.
Polaridad directa/inversa Postura de cuerpo y brazos.
Máquinas y Herramientas Mecánica Básica: Con este curso los participantes estarán en condiciones de identificar componentes mecánicos comunes en máquinas y equipos, detectar, analizar y solucionar fallas típicas en componentes mecánicos. Además de utilizar y manipular correctamente herramientas e instrumentos. Tiene una duración de 32 Horas.
Electricidad Básica: Con este curso aprenderás desde lo más básico de la electricidad, hasta convertirte en todo un electricista.
Módulo 1: electricidad básica, Naturaleza de la electricidad, Variables eléctricas, Leyes que rigen la electricidad, Mediciones Eléctricas, Corriente alterna vs Corriente continua.
Módulo 2: Instalaciones eléctricas Residenciales, Tipos de conductores, equipos materiales y herramientas, Simbología.
Metrología: El curso, con una duración de 35 horas, permitirá al operador conocer las técnicas de medida y mantenimiento de los instrumentos de medida típicos en fabricación, como los pies de rey, micrómetros de exteriores, vidrios de planitud o rugosímetros. Al término del curso, podrá interpretar un certificado de calibración o una ficha de verificación.
Control Numérico: El objetivo del curso de Control Numérico es disponer de una serie de conceptos básicos sobre mecanizado, así como conocer dicho lenguaje para poder efectuar un programa de mecanizado. Todo ello por supuesto sin olvidar los conocimientos sobre orígenes, puntos de referencia, y especialmente el control de las herramientas de corte, aspectos tan importantes o más que los citados anteriormente. Duración 150 horas.
Lectura e Interpretación de Planos Mecánicos: Lograr que los operadores sean capaces de leer e interpretar planos mecánicos de las máquinas y equipos, aplicando correctamente las normas y procedimientos de trabajo. La duración del mismo será de 40 horas (Académicas) aproximadamente.
RECURSOS Humano: Conformado por los soldadores, operadores, facilitadores, expositores especializados en la materia.
Materiales: Infraestructura: Las actividades de capacitación se desarrollaran en ambientes adecuados proporcionados por la gerencia de la empresa.
Mobiliario, Equipo y Otros: está conformado por carpetas y mesas de trabajo, pizarra, lápices, papel, equipo multimedia, video beam, y ventilación adecuada.
Documento Técnico-Educativo: entre ellos tenemos: certificados, encuestas de evaluación, material de estudio y otros.
FINANCIAMIENTO El monto de inversión de este plan de capacitación, será financiada con ingresos propios de la empresa.
PLAN DE ACTIVIDADES SOLDADURA
Empresa: CVG Venalum | Sección: Soldadura | ||
Unidad Organizativa: Taller Central-Secciones Soldadura/Máquinas y Herramientas | Año: 2016 | ||
Objetivo: Reforzar los conocimientos al personal de Taller Central-Secciones Soldadura/Máquinas y Herramientas en CVG Venalum | |||
PLAN DE ACTIVIDADES MÁQUINAS Y HERRIMIENTAS
Empresa: CVG Venalum Sección: Máquinas y Herramientas Unidad Organizativa: Taller Central-Secciones Soldadura/Máquinas y Herramientas Año: 2016 Objetivo: Reforzar los conocimientos al personal de Taller Central-Secciones Soldadura/Máquinas y Herramientas en CVG Venalum

ANEXOS Anexo 1. Tabla de Sistema Westinghouse, material Ing. de Métodos.

136 Anexo 2. Tablas de Definiciones Operacionales de los Factores de Fatiga, material Ing. de Métodos






Anexo 3. Tabla de concesiones por Fatiga, material Ing. de Métodos.

Anexo 4. Descripción de Cargo Operador de Máquinas y Herramientas Especializados



Anexo 5. Descripción de Cargo Soldador Mayor



Anexo 6. Tabulador de Salarios CVG Venalum |
|

Anexo 7. Costos Asociados al Salario CVG Venalum




Sanabria De Paz, Rosnielys Del Carmen Trabajo de Grado presentado ante el Departamento de Ingeniería Industrial de la UNEXPO Vice-Rectorado Puerto Ordaz, como requisito para optar al título de Ingeniero Industrial.
Tutor Académico MSc. Ing. Iván J. Turmero Astros Tutor Industrial Ing. Ángel Contreras CIUDAD GUAYANA, JUNIO DE 2016 SANABRIA DE PAZ, ROSNIELYS DEL CARMEN "OPTIMIZACIÓN DEL MÉTODO DE TRABAJO EN EL DEPARTAMENTO TALLER CENTRAL-SECCIONES SOLDADURA/MÁQUINAS Y HERRAMIENTAS DE LA GERENCIA DE MANTENIMIENTO INDUSTRIAL EN CVG VENALUM" Págs. 170 TRABAJO DE GRADO Universidad Nacional Experimental Politécnica "Antonio José de Sucre". Vice- Rectorado Puerto Ordaz.
Departamento de Ingeniería Industrial.
Tutor Académico: MSc. Ing. Iván J. Turmero A.
Tutor Industrial: Ing. Ángel Contreras. Ciudad Guayana, Junio de 2016 Capítulos: I. El Problema. II. Generalidades de la Empresa. III. Marco Teórico.
IV. Diseño Metodológico. V. Situación Actual VI. Análisis de Resultados. VII. Situación Propuesta. Conclusiones. Recomendaciones. Referencias. Apéndices. Anexos. ACTA DE APROBACIÓN Quienes suscriben, miembros del Jurado designado por el Comité de Trabajo de Grado del Departamento de Ingeniería Industrial de la Universidad Nacional Experimental Politécnica "Antonio José de Sucre", Vice-rectorado Puerto Ordaz, para evaluar el Trabajo de Grado presentado por la Bachiller:
SANABRIA DE PAZ ROSNIELYS DEL CARMEN, portador de la Cédula de Identidad Nº: 20.223.780, Titulado: "OPTIMIZACIÓN DEL MÉTODO DE TRABAJO EN EL DEPARTAMENTO TALLER CENTRAL- SECCIONES SOLDADURA/MÁQUINAS Y HERRAMIENTAS DE LA GERENCIA DE MANTENIMIENTO INDUSTRIAL EN CVG VENALUM", trabajo que se presenta para cumplir con los requisitos de aprobación de la asignatura Trabajo de Grado. Consideramos que éste cumple con los requisitos exigidos para tal efecto y por lo tanto lo declaramos:
APROBADO. En fe de lo cual firmamos conforme.
En Puerto Ordaz a los días del mes de de 2016
Jurado Evaluador Ing. Alí Martínez.
Jurado Evaluador Ing. María Bermúdez.
Tutor Académico MSc. Ing. Iván J. Turmero Astros.
Tutor Industrial Ing. Ángel Contreras
Dedicatoria
A Dios por ser mi luz y mi guía, Padre Soberano y creador de todas las cosas. A Jesucristo su hijo, por darme la oportunidad de finalizar esta etapa, venciendo los obstáculos. A mi abuela Nieves de De Paz, por su amor incondicional, sus enseñanzas de vida y ser mi ejemplo a seguir de lucha constante. A mi madre Rosa De Paz, porque sin ella no lo hubiese logrado, por enseñarme a luchar por lo que quiero, venciendo las adversidades que se presenten en el camino. A mis Hermanas, porque son mi razón de ser, cada día aprendo de ellas a ser mejor persona y hermana. A mis tías, Nilza De Paz, Neurelys De Paz, y mi tío Nilo De Paz por siempre estar allí para mí brindándome su amor y apoyo. A Edgardo Hernández, por estar allí en el desarrollo de mi carrera profesional y alentarme a seguir adelante. v
Agradecimientos
Agradezco a Dios Todopoderoso por ser mi sustento en todo momento y por guiarme durante la elaboración de este trabajo, ayudándome a culminar esta meta.
A Rosa De Paz, por ser madre y padre para mí y nunca rendirse, por brindarme su amor y apoyo incondicional con dedicación y constancia, estar conmigo siempre y alentarme a cumplir mis sueños y metas.
A mi abuela, Nieves de De Paz, por sus enseñanzas y valores, motivándome a seguir adelante.
A mis hermanas, Rosleidys Sanabria y Rosangela Suárez, por los momentos compartidos y por apoyarme siempre.
A Edgardo Hernández, por ser parte fundamental en mi vida, por su apoyo y alentarme siempre a cumplir mis metas.
A mi Familia (Tías, Tíos, Primos y Primas), mis Padrinos (Marbel Reyes y Pedro Ambrosino), y Libardo Aray por motivarme a cumplir mis sueños y metas, brindándome su amor, comprensión y tolerancia.
A mis Amigos (Yoxeberl Piamo, Leoner Díaz, Wessley Vargas, Ezequiel Meza, Denaida Resplandor, Duannys Muñoz, Nohemi Torres) por brindarme su ayuda siempre y hacerme crecer como persona.
A mi Tutor Académico MSc. Ing. Iván Turmero, a mi Tutor Industrial Ing. Ángel Contreras, y la TSU. Silenia Salazar por orientarme y brindarme las herramientas necesarias para la culminación de este trabajo.
A la UNEXPO por ser mi segundo hogar, mi casa de estudios y ofrecerme una excelente educación.
A CVG Venalum y los Analistas de la Gerencia de Ingeniería Industrial, por su ayuda y colaboración en la realización de este trabajo.

UNIVERSIDAD NACIONAL EXPERIMENTAL POLITÉCNICA. "ANTONIO JOSÉ DE SUCRE".
VICERRECTORADO PUERTO ORDAZ.
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL.
TRABAJO DE GRADO.
OPTIMIZACIÓN DEL MÉTODO DE TRABAJO EN EL DEPARTAMENTO TALLER CENTRAL-SECCIONES SOLDADURA/MÁQUINAS Y HERRAMIENTAS DE LA GERENCIA DE MANTENIMIENTO INDUSTRIAL EN CVG VENALUM
Tutor Industrial: Ing. Ángel Contreras.
Tutor Académico: MSc. Ing. Iván Turmero.
Fecha: Junio 2016.
Autora:
Rosnielys Sanabria.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |