
Patrones para alambres, brocas y láminas
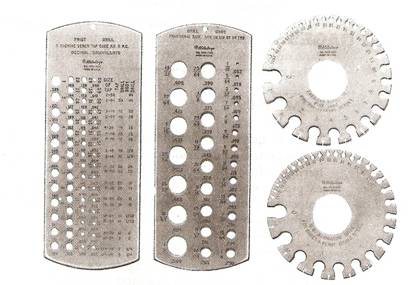
Los patrones para brocas (Fig. 6.19) sirven para determinar el
tamaño de éstas al introducirlas en un agujero cuyo
tamaño está marcado a un lado o para tener en
posición vertical el juego de
brocas.
El cuerpo del patrón tiene grabadas indicaciones sobre
el tamaño de broca recomendable para un tamaño de
rosca determinado. Esta característica permite elegir
adecuadamente la broca adecuada.
La figura 6.20 muestra patrones
para determinar el calibre de alambres o láminas; existen
para metales suaves,
como cobre y
aluminio, y
para acero. Cada
ranura tiene su valor decimal
equivalente marcado a un lado.

Cuentahílos
Los cuentahílos (Fig. 6.21) consisten en una serie de
láminas que se mantienen juntas mediante un tornillo en un
extremo, mientras que el otro tiene salientes que corresponden a
la forma de rosca de varios pasos (hilos por pulgada); los
valores
están indicados sobre cada lámina.
El uso del cuentahílos es una forma rápida de
determinar el paso, sobre todo los muy finos. Lo único que
debe hacerse es probar con diferentes láminas hasta que
una asiente adecuadamente.
La pieza de lámina mostrada en la figura 22, central
superior es utilizada para afilar y poner en posición
herramienta para el corte de roscas.

Compases
Antes de instrumentos como el calibrador vernier fueran
introducidos, las partes eran medidas con compases (Fig. 6.22)
(interiores, exteriores, divisores, hermafroditas) y
reglas. Por ejemplo, para medir un diámetro exterior la
parte es puesta entre las puntas del compás y luego las
puntas del compás son colocadas sobre una regla para medir
la lectura
(Fig. 6.23). En otra aplicación las puntas del
compás de exteriores se separan una distancia
específica utilizando una regla, entonces las partes son
maquinadas hasta que las puntas del compás se deslizan
justamente sobre la superficie maquinada.
La figura 6.24 muestra la misma aplicación de la figura
6.23 solo que para interiores.

NORMAS DE
CONTROL
ORIENTACIÓN
La orientación es el término general usado para
describir la relación angular entre las
características. ¿Los controles de la
orientación incluyen el paralelismo, el perpendicularismo,
la oblicuidad, y, en algunos casos, favorables? le. Todos los
controles de la orientación deben tener datos. No tiene
ningún sentido de especificar un perno, por ejemplo, para
ser perpendicular. El perno debe ser perpendicular a una cierta
otra característica. La otra característica es el
dato. ¿Los objetivos del
capítulo después de terminar este capítulo,
usted podrá especificar las tolerancias que
controlarán? en las superficies paralelas, perpendicular,
y a un cierto ángulo básico de las
características del dato especifique las tolerancias que
controlarán las hachas paralelas, perpendicular, y a un
cierto ángulo básico de las características
del dato la orientación de una superficie plana controlada
por dos planos paralelos y de un eje controlado por una zona
cilíndrica de la tolerancia
será discutida en este capítulo.
Cuando una superficie plana se controla con una zona de la
tolerancia de dos planos paralelos, la superficie entera debe
caer entre los dos planos. ¿Desde paralelismo,
perpendicularismo, oblicuidad, y favorable? ¿le control la
orientación de una superficie plana con una zona de la
tolerancia de dos planos paralelos, también controlan?
¿La tolerancia del atness no es especial? Cuando es
deseable controlar solamente la orientación de la
línea elementos individuales de una superficie, una nota,
tal como CADA ELEMENTO o CADA ELEMENTO RADIAL, se coloca debajo
del marco del control de la característica.
Cuando un eje es controlado por una zona cilíndrica de
la tolerancia, el eje entero debe bajar dentro de la zona de la
tolerancia. Aunque las hachas y los planos del centro de las
características del tamaño se pueden orientar
usando dos planos paralelos, en la mayoría de los casos,
serán controladas por otros controles, tales como un
control de la posición, y no discutidas en este
capítulo.
El control de la posición es un control compuesto, que
controla la localización y la orientación en el
mismo tiempo.
¿El paralelismo, el perpendicularidad, y la oblicuidad son
de uso frecuente a los res? En la orientación de otros
controles tales como el control de la posición.
¿Paralelismo De? el paralelismo del nitro es la
condición de una superficie o de un plano del centro,
equidistante en todos los puntos de un plano del dato;
también, el paralelismo es la condición de un eje,
equidistante a lo largo de su longitud de unos o más
planos del dato o de un eje del dato. ¿Especificar el
paralelismo de a? en la superficie en una visión donde la
superficie ser controlada aparece como línea, un marco del
control de la característica se une a la superficie con un
líder o
una línea de extensión, según las
indicaciones de higo. 6-1.
El marco del control de la característica contiene un
símbolo del paralelismo, una tolerancia numérica, y
por lo menos un dato. ¿La superficie del dato es identidad con
un símbolo de la característica del dato.
¿Tolerancia del paralelismo de a? ¿En la superficie
está un re? el reglamento de la tolerancia del
tamaño, regla #1, y debe ser menos que la tolerancia del
tamaño. La característica del tamaño puede
no exceder el límite material máximo de la
condición (MMC), y el grueso en cada tamaño local
real debe bajar dentro de los límites
del tamaño. Interpretación.
La superficie que es controlada en higo. ¿6-1
debe la mentira entre dos
ser paralela a los planos separados por la tolerancia del
paralelismo de .005 speci? En el marco del control de la
característica. La zona de la tolerancia debe
también ser paralela al plano del dato. En la
adición, la superficie debe caer dentro de la tolerancia
del tamaño, los dos planos paralelos .020 aparte. La parte
entera en higo. ¿6-1 deba? t entre dos planos paralelos
1.020 aparte. La superficie controlada puede no exceder el
límite de .005 A .005 que la .005 zona de la tolerancia
del paralelismo debe ser paralela al dato A. .020 2.00 3.00 1.00
7.00 .XX = PESCA con
caña = el ± .01 1° del ± un cuadro 6-1
que especifica una superficie plana paralela a una superficie
plana.
LOCALIZACIÓN
La posición, localización la función
más importante del control de la posición es
localizar datos en relación con de las
características y a una otra. El control de la
posición es uno del más versátil de los 14
controles geométricos. Controla la localización y
la orientación de las características del
tamaño y permite el uso de la condición material
máxima (círculo M), de menos condición
material (círculo L) a las características que son
controladas y a las características del dato del
tamaño.
La mayor parte de los usos principales del control de la
posición se discuten en este capítulo. Aun cuando
el coaxial es la localización de una característica
a otra tolerancia con el control de la posición, es un
asunto separado y será discutido en el capítulo
siguiente. ¿Los objetivos del capítulo
después de terminar este capítulo, usted
podrá calcular las tolerancias para? ¿el exterior y
los sujetadores especifican proyectó zonas de la
tolerancia aplican el concepto de
patrones múltiples de características demuestran el
uso apropiado de tolerancia compuesto demuestran el uso apropiado
de dos características non circular de los agujeros de la
tolerancia de los marcos del control de la característica
del solo-segmento de la tolerancia de la tolerancia no paralela
de los contra taladros en las características
simétricas de la tolerancia del MMC en los sujetadores
flotantes del MMC 125 debido a el número grande de los
sujetadores usados para llevar a cabo piezas juntas, la
tolerancia roscado y los agujeros de separación pueden ser
una de las actividades tolerantes más frecuentes que un
ingeniero realiza.
A menudo, debido a la ignorancia, al hábito, o a ambos,
sujetadores sea tolerancia demasiado firmemente. ¿Esta
sección en los sujetadores procura proporcionar el
conocimiento
para el cual permite que los ingenieros tomen las decisiones
tolerantes del sonido?
El sujetador oating consiguió su nombre del hecho de
que el sujetador no sea refrenado por los miembros uses de los
que son sujetados. ¿Es decir todas las piezas que son
sujetadas juntas tienen agujeros de separación en los
cuales la poder del
sujetador? avena antes de ser apretado. ¿ ? ¿El
fórmula oating del sujetador es T = H? F o H = F + T donde
está la tolerancia T en el MMC, H es el diámetro
del agujero en el MMC, y F es el diámetro en el MMC, el
tamaño nominal del sujetador del sujetador. La tolerancia
derivó de este fórmula se aplica a cada agujero en
cada partición. ¿? el fórmula oating del
sujetador es simple recordar. El agujero tiene que ser más
grande que el sujetador. La diferencia entre los tamaños
del agujero y el sujetador es la tolerancia de la
localización, como se muestra gráficamente en higo.
8-1. Cuadro sujetador flotante de T T Ø .270-.290 n.020m]
de 8-1. H = F + T = .250 + .020 = .270 una vez que se hayan
seleccionado el sujetador y la tolerancia, es algo fácil
calcular el diámetro del agujero del MMC. Todos demasiado
a menudo, muchos diseñadores utilizan simplemente una
carta de la
referencia para los sujetadores tolerancing y tienen poco
comprensión de cómo se derivan estos
números. Si hay la duda sobre la cual la tolerancia a
utilizar, especifica cero en el MMC. La tolerancia posicional
cero proporcionará toda la tolerancia
AGOTAMIENTO
El agotamiento del agotamiento es un control superficial. Las
superficies de controles construidas alrededor de un eje del dato
y las superficies construyeron el perpendicular a un eje del
dato. El agotamiento controla varias características de
superficies de la revolución, tales como coaxiality y
circularidad, como esa superficie se rota sobre su eje del
dato.
¿Los objetivos del capítulo después de
terminar este capítulo, usted podrá explicar la
diferencia entre circular y el agotamiento total especifique el
agotamiento y el agotamiento parcial explica el uso de las
características múltiples del dato explica el
significado de la cara y los datums del diámetro
especifican controles geométricos a los res? ¿Las
características del dato del ne explican la
relación superficial entre las características
controladas con agotamiento examinan el agotamiento De? el
agotamiento del nition es una tolerancia compuesta usada para
controlar la relación funcional de unas o más
características de una pieza a un eje del dato. ¿El
agotamiento circular que el agotamiento circular se aplica a cada
elemento circular en la superficie de una pieza construyó
alrededor de su eje o perpendicular del dato a su eje del dato,
mientras que la pieza se rota 360? sobre ese eje del dato.
¿La tolerancia circular del agotamiento se aplica
independientemente a cada línea elemento circular en cada
posición de la medida y se puede aplicar fácilmente
a los conos y a favorable curvada? les construidos alrededor de
un eje del dato. Donde aplicado a las superficies construidas
alrededor de un eje del dato, el agotamiento circular controla
una combinación de variaciones en circularidad y
coaxiality. ¿Dónde aplicado a las superficies en
90? pesque con caña a un eje del dato, variaciones
circulares de los controles del agotamiento en el
perpendicularity de elementos circulares a su eje del dato, es
decir, los controles totales del agotamiento bambolean.
¿El agotamiento total del total del agotamiento es un
control compuesto que se aplica a todos los elementos en la
superficie de una pieza alrededor de su eje o perpendicular del
dato a su eje del dato, como la pieza se rota 360? sobre ese eje
del dato. ¿La tolerancia total del agotamiento se aplica
simultáneamente a todo circular y favorable? posiciones de
le measurement. ¿Dónde aplicado a las superficies
construidas alrededor de un eje del dato, el agotamiento total
controla una combinación del coaxiality, de la
circularidad, de la rectitud, de la oblicuidad, del ahusamiento,
y de favorable? le variations de la superficie.
¿Dónde aplicado a las superficies en 90?
¿Pesque con caña a un eje del dato, controles
totales del agotamiento la combinación de variaciones del
perpendicularity al eje del dato y? el atness, es decir,
agotamiento total controla bamboleo y concavidad o
convexidad.
PERFIL
¿Favorable? ¿le Pro? el le es un control
superficial. Es una herramienta tolerancing de gran alcance y
versátil. Puede ser utilizado para controlar apenas el
tamaño y la forma de una característica o el
tamaño, la forma, la orientación, y la
localización de una característica de forma
irregular. ¿El favorable? le tolerance controla la
orientación y la localización de
características con formas inusuales, mucho como la
tolerancia de la posición controla la orientación y
la localización de agujeros o de pernos. ¿Los
objetivos del capítulo después de terminar este
capítulo, usted podrá especificar un favorable?
¿Usos de le tolerance Explain de un favorable? ¿la
zona de le tolerance aplica correctamente los datums para el
favorable? ¿le tolerance Explain la necesidad de un
control del radio con un
favorable? ¿le Explain la combinación de un
favorable? ¿Le tolerance con otros controles
geométricos especifica coplanarity aplica correctamente
favorable compuesto? ¿le tolerancing el De? ¿nition
A favorable? el le es el contorno de un objeto. ¿Speci?
¿cally, el favorable? el le de una línea es el
contorno de un objeto en un plano pues el plano pasa a
través del objeto. ¿ El favorable? ¿el le de
una superficie es el resultado de proyectar el favorable? le de
un objeto en un plano o de secciones representativas el tomar a
través del objeto en los varios intervalos. ¿El
especificar 187 favorable? ¿le A favorable? dimensionan a
le view o la opinión de la sección de una pieza con
dimensiones básicas. ¿Un favorable verdadero? el le
se puede dimensionar con las dimensiones básicas del
tamaño, dimensiones coordinadas básicas, radios
básicos, dimensiones angulares básicas,
fórmulas, o undimensioned dibujos.
¿El marco del control de la característica se
dirige siempre al favorable? le surface con un líder.
¿Favorable? el le es un control superficial; ¿la
asociación de un favorable? le tolerance con una
extensión o una línea de la dimensión es
inadecuado. ¿ El favorable? ¿el marco del control
de le feature contiene el favorable? le de una línea o de
un símbolo superficial y de una tolerancia. ¿Desde
favorable? ¿le controls es controles superficiales, zonas
cilíndricas de la tolerancia y las condiciones materiales no
se aplican en la sección de la tolerancia de favorable?
control de le feature
Marcos. ¿La forma de la zona de la tolerancia es la
forma del favorable? ¿Le no un cilindro, y modo material
de la condición? los ers no se aplican a los controles
superficiales. ¿Cuándo el líder de un
favorable? ¿Puntos de le tolerance directamente al
favorable? ¿El speci de la tolerancia? ¿El ed en el
marco del control de la característica se dispone
igualmente sobre el favorable verdadero? le. En higo.
¿12-1A, la .020 tolerancia en el marco del control de la
característica se divide uniformemente, .010 exterior y
.010 interior el favorable verdadero? le. ¿Si el
líder de un favorable? ¿La tolerancia señala
directamente a un segmento de una línea fantasma que
extiende, afuera o adentro, paralelo al favorable verdadero? le,
según lo demostrado en higo. ¿12-1C y 12-1D, toda
la tolerancia está fuera o dentro del favorable verdadero?
le. ¿La tolerancia puede incluso ser especificado?
¿Como tolerancia bilateral desigual por segmentos de
dibujo de
líneas fantasmas
dentro y fuera del paralelo al favorable? le y especificar la
tolerancia exterior con una dimensión básica,
según las indicaciones del higo. 12-1B.
¿Dónde un favorable? ¿La tolerancia aplica
todos alrededor del favorable? ¿el le de una pieza, "todo
alrededor" de símbolo es speci? según las
indicaciones del higo. 12-2A. ¿"Todo alrededor" de
símbolo es indicado por un círculo alrededor del
empalme en el líder del marco del control de la
característica al favorable? le. ¿Si el favorable?
el le es extender entre dos puntos, según lo demostrado en
higo. se etiquetan 12-2B, los puntos, y el usar de la nota
"entre" el símbolo se pone debajo del marco del control de
la característica. ¿El favorable? ¿La
tolerancia se aplica a la porción del favorable? le entre
los puntos X y Z donde el líder está
señalando. ¿Si una parte, tal como un bastidor o
una forja, es ser controlado con un favorable? colocan a le
tolerance sobre su superficie entera, la nota "POR TODAS PARTES"
debajo del marco del control de la característica,
según las indicaciones de higo. 12-2C.
¿Cuándo un favorable inusual? ¿El requisito
tolerancing del le ocurre, uno no cubierto por las notas y los
símbolos arriba, una nota local que indica
claramente el grado y el uso del favorable? la tolerancia debe
ser incluido.
CONTROL
ESTADÍSTICO DEL PROCESO
Es una herramienta objetiva que ayuda en la toma de
decisiones y facilita el proceso de
constante mejora en una empresa.
Se trata de un lenguaje
matemático con el cual los administradores y operadores
pueden entender "lo que las maquinas dicen".
El control de proceso del descubrimiento de Shewhart o el
proceso estadístico, es una metodología para planear el proceso y
rápidamente determinarse cuando un proceso está
"fuera de control" (e.g., una variación especial de la
causa está presente porque algo inusual está
ocurriendo en el proceso). El proceso entonces se investiga para
determinar la causa de la raíz "fuera de la
condición del control". Cuando la causa de la raíz
del problema se determina, una estrategia se
identifica para corregirlo. La
investigación y la estrategia subsiguiente de la
corrección es con frecuencia un proceso del equipo y una o
más de las herramientas
de la mejora de proceso de TQM se utiliza para identificar la
causa de la raíz. Por lo tanto, el énfasis en
trabajo en equipo
y entrenamiento en
la metodología de la mejora de proceso.
Es responsabilidad de la gerencia
reducir causa o la variación común del sistema
así como la variación especial de la causa. Esto se
hace con técnicas
de la mejora de proceso, invirtiendo en nueva tecnología, el
proceso para tener pocos pasos y por lo tanto menos
variación. La gerencia desea como poca variación
total en un proceso como sea posible — causa común y
variación especial de la causa. La variación
reducida hace el proceso más fiable con salida de proceso
más cercano al valor deseado o nominal. El deseo para la
variación absolutamente mínima asigna el trabajo por
mandato hacia la meta de la
variación de proceso reducida.

El proceso arriba está en control
estadístico evidente. Note que todos los puntos
mienten dentro de los límites de control superiores (UCL)
y de los límites de control más bajos (LCL). Este
proceso exhibe solamente la variación común de la
causa.

El proceso arriba está fuera de control
estadístico. Note que un solo punto se puede encontrar
fuera de los límites de control (sobre ellos). Esto
significa que una fuente de la variación especial de la
causa está presente. La probabilidad
de esto que sucede por la ocasión es solamente cerca de 1
en 1.000. Esta probabilidad pequeña significa que cuando
un punto se encuentra fuera de los límites de control que
es muy probable que una fuente de la variación especial de
la causa sea presente y se debe aislar y tratar de. Tener un
punto fuera de los límites de control es lo más
fácilmente posible la condición perceptible del
hacia fuera-de-control.

El gráfico arriba ilustra el ciclo típico en
SPC. Primero, el proceso es altamente variable y fuera de control
estadístico. Como causas especiales de la variación
se encuentran, el proceso viene en segundo lugar en control
estadístico. Finalmente, con la mejora de proceso, se
reduce la variación. Esto se ve de enangostar de los
límites de control. La eliminación de la
variación especial de la causa mantiene el proceso
control; la mejora de proceso reduce la variación de
proceso y mueve los límites de control adentro hacia la
línea central del proceso.
USO EN PROGRAMAS
CAD-CAM
Dimensiones y Tolerancias para CAD-CAM Modelos de
base de datos
Muchos diseñadores piensan que dibujando sólidos
producidos con programas CAD-CAM no necesitan ser dimensionados o
tolerados. El método de
producir un diseño
y transmitir esa información al equipo de producción no es lo principal causa de las
irregularidades en las piezas.
Aunque esos sistemas pueden
eliminar algunos errores humanos, la principal causa de
variaciones en las partes ocurre como resultado de una variedad
de otras fuentes
totales como:
- Sistema y estabilidad de la pieza.
- Calidad y mantenimiento de las herramientas de
maquinado. - Calidad y filo de la herramienta o maquina.
- Abrazamiento (apretado) excesivo.
- Medidor de la pieza.
- Procedencia del material.
- Manejo de las temperaturas.
- Laminado
Ninguno de estos problemas son
diseccionados con el uso de un solidó programa modelo. Citar
dimensionando y tolerando ASME Y14.5M-1994.
PRECAUCIÓN: si el modelo de la base de datos
CAD-CAM es usada y no incluye las tolerancias, entonces la
tolerancia mas expresada fuera de la base de datos será
designada por el productor. El camino mas efectivo para lograr el
diseño buscado es a través de uso adecuado de las
dimensiones y tolerancias geométricas.
NORMAS DE MEDICIÓN
ISO
La Organización Internacional para la
Estandarización o ISO es el
organismo encargado de promover el desarrollo de
normas
internacionales de fabricación, comercio y
comunicación para todas las ramas
industriales a excepción de la eléctrica y la
electrónica. Su función principal es
la de buscar la estandarización de normas de productos y
seguridad para
las empresas u
organizaciones
a nivel internacional.
DIN
El Deutsches Institut für Normung e.V.(su marca empresarial
es DIN), con sede en Berlín, es el organismo nacional de
normalización de Alemania.
Elabora, en cooperación con el industria, la
consumidores e instituciones
públicas, estándares técnicos
(racionalización y el aseguramiento de la calidad. El DIN
representa los intereses alemanes en las organizaciones
internacionales de normalización (ISO, CEI, etc.).
JISC
Japanese Industrial Standars Comité
NOM
Normas oficiales mexicanas
ANSI
El Instituto Nacional Estadounidense de Estándares
(ANSI, por sus siglas en inglés:
American National Standards Institute) es una organización
sin ánimo de lucro que supervisa el desarrollo de
estándares para productos, servicios,
procesos y
sistemas en los Estados
Unidos.
BS
British Standards Institution
NFS
Association Française de Normalisation
CONCLUSIONES
Como conclusiones, mi compañero y yo les podemos hacer
mención de varios argumentos:
1.- Primero que nada debemos de entender que tenemos
que tener la mente muy abierta, ya que la industria moderna va
evolucionando rápidamente y junto con ella todas las
normas, reglas, herramientas y el material que se necesita para
poder llevar a cabo las tares requeridas dentro de sus
respectivos ámbitos laborales.
2.-También nos dimos cuenta que estas normas y
herramientas no son hechas solo por que si, si no que al respetar
las normas estas cooperando para lograr una
estandarización y así no tener problemas a la hora
de comprar un producto en
cierto lugar, y después comprar las refacciones en otro
lugar.
3.-y para finalizar, nosotros como ingenieros debemos
de comprender que siempre, en cualquiera que sea nuestro trabajo, vamos
a estar trabajando bajo ciertas normas, y lo mejor es empezar a
familiarizarnos con algunas de ellas, por lo menos las mas
básicas y elementales.
BIBLIOGRAFÍA
Gonzáles, Zeleny, n.d., Metrologia, mc
Graw-Hill
Cogorno, gene. (2006, p 88) Dimensioning geométrico
y Tolerancing para el diseño mecánico.
Blacklick, OH, los EU.: El publicar profesional de la
McGraw-Colina,
Cogorno, gene. (2006, p 87) Dimensioning geométrico
y Tolerancing para el diseño mecánico.
Blacklick, OH, los EU.: El publicar profesional de la
McGraw-Colina,
Cogorno, gene. (2006, p126) Dimensioning geométrico
y Tolerancing para el diseño mecánico.
Blacklick, OH, los EU.: El publicar profesional de la
McGraw-Colina.
Cogorno, gene. (2006, p125) Dimensioning geométrico
y Tolerancing para el diseño mecánico.
Blacklick, OH, los EU.: El publicar profesional de la
McGraw-Colina,
Cogorno, gene. (2006, p 178) Dimensioning geométrico
y Tolerancing para el diseño mecánico.
Blacklick, OH, los EU.: El publicar profesional de la
McGraw-Colina
Cogorno, gene. (2006, p 177) Dimensioning geométrico
y Tolerancing para el diseño mecánico.
Blacklick, OH, los EU.: El publicar profesional de la
McGraw-
http://site.ebrary.com/lib/gdc/Doc?id=10150074&ppg=101
http://site.ebrary.com/lib/gdc/Doc?id=10150074&ppg=102
http://site.ebrary.com/lib/gdc/Doc?id=10150074&ppg=139
http://site.ebrary.com/lib/gdc/Doc?id=10150074&ppg=140
Colinahttp://site.ebrary.com/lib/gdc/Doc?id=10150074&ppg=191
http://site.ebrary.com/lib/gdc/Doc?id=10150074&ppg=192
http://www.cem.es/cem
www.mitecnologico.com/Main/CalibradorDePasaONoPasa
http://www.toolingu.com/definition-351310-30442-calibrador-funcional.html
http://www.wikilearning.com/monografia/manual_de_spccontrol_estadistico_del_proceso_spc/12459-1
es.wikipedia.org/wiki/Estandarización
http://es.wikipedia.org/wiki/Estandarizaci%C3%B3n
Autor:
Rigoberto Mendoza Pérez
Raúl Alejandro García Ramírez
México
2008
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |