Estimación de los valores de dispersión y centrado permisibles para procesos de la industria azucarera con límites de especificación (página 2)

para el caso de que existan límites
predeterminados o tolerancias de especificación (LS y LI)
el cálculo
de los límites de control para un
proceso con
índices de capacidad Cp ( 1 se realiza
según:
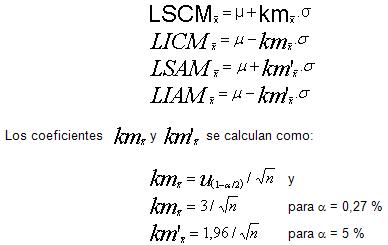
El factor  se calcula según:
se calcula según:

donde
 percentil
percentil
de la distribución de los valores
individuales.
 –
–
percentil de la distribución de los valores
promedios.
Para el caso en que p = 0,27 % y ( = 0,27 % se
obtiene:

Gráficos de control para el monitoreo de la
desviación típica (s-Gráficos de Control).
Los Gráficos de Control para monitorear el
comportamiento
de la dispersión de las muestras o del proceso (s-GC),
eran anteriormente poco aplicados debido a la complejidad
matemática
de los cálculos necesario para su conducción, esta
limitante casi no tiene efecto en la actualidad con la introducción de las nuevas técnicas
de informática en los procesos de
manufactura y
en los procesos de forma general, sin embargo brinda una gran
ventaja desde el punto de vista de su efectividad para detectar
cambios en la dispersión del proceso. Esta efectividad se
fundamenta en el alto contenido de información de la desviación
estándar y su efectividad para interpretar los valores
extremos (Coello 2008).
El cálculo de los límites de control (LC)
para los gráficos de control para la desviación
típica s-GC se basa en la desviación
estándar del proceso ( en la forma:


Para el caso de aceptarse una probabilidad
de error ( = 0,27 % se obtiene:


El procedimiento
general para la preparación y aplicación de los
Gráficos de Control para el control por variables debe
dividirse en las etapas siguientes(Machado, Suárez et al.
2005):
? Determinación de los
parámetros estadísticos que describen el
proceso bajo control mediante la media del proceso ( y la
dispersión del proceso (. Esta determinación se
realiza mediante un análisis estadístico, en
algunos casos se realiza un preanálisis
estadístico o se refiere a datos históricos de
producciones similares.? Para los diferentes tipos de
Gráficos de Control se determinan los
parámetros estadísticos correspondientes
(Valores individuales, o Valor medio y Dispersión para
definidos volúmenes de la muestra) y se realiza una
prueba de modelo de distribución. En la mayoría
de las aplicaciones prácticas se realiza una prueba de
normalidad de la distribución, es decir aquí se
plantea la hipótesis Ho: N (( , (²) como
condición necesaria. Existen algunas excepciones como
son distribuciones no normales entre otras;
logarítmicas y otras transformaciones.? Para el proceso bajo control
estadístico se determinan &µo, (o y sobre
esa base se calculan las fronteras o límites (L),
dentro de los cuales se pueden mover los correspondientes
parámetros estadísticos de la muestra sin que
sea necesario intervenir en el proceso.
Solución
práctica
Realizando un análisis práctico de este problema
se presenta una contradicción, en la mayorías de
las aplicaciones prácticas al comenzar una proceso no se
disponen de datos iniciales
de &µo, (o que caractericen el proceso o cualquiera
estimación de los mismos estaría afectada por
posibles errores, otra veces el volumen del
proceso no permite realizar una muestra inicial y
esto obliga a establecer un control del 100% con las conocidas
consecuencias. Para una posible solución de esta
situación se propone proceder de la forma
siguiente:
El objetivo
fundamental consiste en garantizar el parámetro de
calidad que
expresa la variable dada por su tolerancia.
T= LS – LI (1)
A su vez el centro de la tolerancia se expresa
por:

(2)
Aquí es conocido que:

(3)
y además:

(4)
De donde se puede inferir que los parámetros
límites para &µo, (o (la tendencia central y la
dispersión) se pueden preestablecer de forma tal que
satisfagan la tolerancia establecida

(5)
Es decir se parte inicialmente de que el proceso debe
estar lo suficientemente centrado, siguiendo las técnicas
de Taguchi, de forma tal que las distancia desde la tendencia
central hasta el límite superior se igual que hasta el
límite inferior.

(6)
Mediante esta expresión se refiere la magnitud de la
dispersión al potencial necesario del proceso y su
relación con la tolerancia de especificación.
El caso en que se estableciera la capacidad del proceso cp =
1,0 no se ofrece la posibilidad de asimilar la incertidumbre de
la medición ni un posible corrimiento de la
tendencia central como se muestra en la figura 3, por lo que de
forma general se establece un mínimo valor de cp =
1,33. Sobre la base de consideraciones prácticas del
comportamiento de la dispersión y del centrado se
establece el valor mínimo recomendado de cp sería
de 1,33 ya que este valor permite un desplazamiento de la
tendencia central de hasta una magnitud igual al valor de ( en
ambas direcciones, sin aumentar la probabilidad de
que la variable se encuentre fuera de los límites de
especificación.

Fig. 3: Representación gráfica del
comportamiento de la incertidumbre en el umbral de los valores
límites y considerando cp=1.
Para el establecimiento de valores adecuados a cada caso deben
tenerse otras consideraciones de índole económico y
tecnológico (Coello 2004).
Junto a estas consideraciones debe valorarse la
necesidad de tener presente la Incertidumbre de la
medición mediante los correspondientes parámetros
estadísticos (Coello, Wisweh et al. 2006). También
en todos los casos aun cuando estos desplazamientos puedan ser
pequeños siempre están presentes los
desplazamientos de la tendencia central. Este valor de puede ser
para casos especiales mayores, incluso en los casos de que se
valore una filosofía 6(, se tendría un valor de
cp = 2,0, como se muestra en la figura 4.

Fig. 4: Dispersión del proceso para las condiciones 6
sigma.
Conclusiones
La posibilidad de realizar un pronóstico de los
valores de la dispersión y la tendencia central en el caso
del control por variables permite establecer un control
preventivo en el proceso. Cualquier desviación de los
valores de la dispersión y la tendencia central
establecidos para el proceso conduce a la generación de
una señal y de esta se deriva un necesario análisis
de sus causas, el cual puede ser realizado con el empleo de las
herramientas
conocidas de la gestión
de la calidad desde un histograma hasta un diseño
experimental.
La solución extiende al campo de
aplicación de los gráficos de control a aquellos
procesos en los cuales se desconoce a priori los valores de la
tendencia central y la dispersión (&µo, (o) y
donde se hace difícil la realización de un
preanálisis estadístico debido al propio volumen de
la producción.
Bibliografía
Coello, N., L. Wisweh, et al. (2006). La incertidumbre
de la medición y la problemática seis sigma:
Una meta alcanzable o una solución del futuro. COMEC 2006,
Santa Clara, Cuba.
Coello, N. I., B.; Glistau, E. (2008). Logistics and
Design of Experiment. MicroCad, Miskolc Hungria.
Coello, T. B. J. C. N. (2004). Logistics Networks.
Models Methods and Aplications. Miskolc Hungria, University of
Miskolc.
Illés, B., E. Glistau, et al. (2007). Logistik
und Qualitätsmanagement. Miskolc
Hungría.
Machado, C., E. Suárez, et al. (2005).
Aplicación conjunta del control
estadístico de procesos, la ingeniería de control y la incertidumbre de
las mediciones en la regulación óptima de procesos
químicos y mecánicos. Centro Azucar. 3 /
2005: 92-96.
Wannenwetsch, H. (2008).
Internationalität der Zulieferer geht oft zu
Lasten der Qualität von Produkten. Quality
Engineering. 3 / 2008: 11.
Autor:
Msc. Ing. Erenia Cabrera
Delgado*
Dr. C.T. Norge Isaías Coello
Machado**
Dr. C.T. Juan Manuel Toscano Alfonso**
*ISP Félix Varela y Morales
**Universidad
Central "Martha Abreu" de las Villas
Facultad de Ingeniería
Mecánica
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |