
AUSTENITA

PERLITA

FERRITA
El porcentaje aproximado de carbón puede estimarse por
medio de porcentaje de perlita (zonas oscuras) en los aceros al
carbono
recocidos. Para este propósito, se utilizan un microscopio
metalúrgico y técnicas
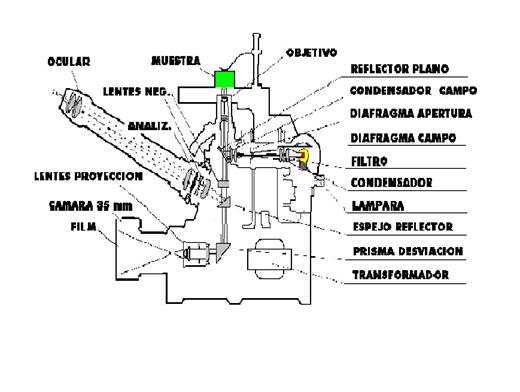
asociadas de foto microscopia. El microscopio metalúrgico
de luz reflejada es
similar a aquellos utilizados para otros propósitos,
excepto que contiene un sistema de
iluminación dentro del sistema de lentes
para proveer iluminación vertical.
Algunos microscopios también tienen un retículo
y una escala
micrométrica para medir la imagen aumentada.
Otro retículo que se utiliza contiene los diferentes
tamaños de grano a aumentos de 100X y se utiliza para
comparar o medir el tamaño de grano relativo. Los filtros
y polarizadores se utilizan en la iluminación o el sistema
óptico para reducir el brillo y mejorar la
definición de las estructuras de
grano. En poder de
aumento del microscopio puede determinarse si se multiplica el
poder de la lente objetivo por
el del ocular. Por tanto, un lente objetivo de 40X con un ocular
de 12.5X agrandaría la imagen hasta 500X (500
diámetros).
Los microscopios de platina invertida ofrecen un diseño
más moderno. En este instrumento la muestra se coloca
boca abajo en la platina. Se utiliza un microscopio de platina
invertida, junto con una cámara de video y un
monitor de TV
de circuito cerrado. El poder 400 del microscopio, pero se pierde
algo de resolución. La mayor ventaja de este arreglo se
obtiene en la visualización de grupo. Los
instrumentos de metalografía también permiten un
observación en grupo del aumento
metalúrgico. La imagen se proyecta sobre una pantalla de
brillo mate. En los grandes laboratorios metalúrgicos se
utilizan modelos de
gran tamaño. Muchos instrumentos metalográficos
tienen la capacidad de producir microfotografías de
color
instantáneas o estándar. Para obtener
fotografías existen adaptadores para la mayoría de
los microscopios. Los acaparadores de manga sencilla pueden
utilizarse con una cámara SLR de 35mm para la toma de foto
micrografías. Con este arreglo simple, el obturador se
abre y se permite la entrada de la luz durante pocos segundos (6
a 8 segundos con una película Panatomic-X de 32 ASA). El
enfoque se realiza sobre le vidrio mate de la
cámara.
Preparación de la
muestra
La muestra debe seleccionarse de la zona de la pieza que
necesita eximirse y en la orientación apropiada. Es decir,
si el flujo de grano o la distorsión es importante, puede
ser que una sección transversal de la parte no muestre
granos alargados; únicamente una tajada paralela a la
dirección de laminado revelaría
adecuadamente los granos alargados debido al laminado. Algunas
veces se requiere más de una muestra. Usualmente, una
soldadura se
examina por medio de una sección transversal.
Los materiales
blandos (de dureza menores a 35 Rc) pueden seccionarse por
aserrado, pero los materiales más duros deben cortarse con
un disco agresivo. Las sierras de corte metalúrgico con
hojas abrasivas y flujo de refrigerante son las herramientas
que se usan para este propósito. La muestra no debe
sobrecalentarse, no importa si es dura o blanda. Las estructuras
de grano pueden alterarse con una alta temperatura de
corte.
La muestras pequeños o de forma incomoda deben montarse
de alguita manera para facilitar el pulido intermedio y final.
Alambres, varillas pequeños muestras de hoja
metálica, secciones delgadas, etc. Deben montarse en un
material adecuado o sujetarse rígidamente en una monta
mecánica.
A menudo, se utiliza los plásticos
termofijos conformándolos con calor y
presión
alrededor de la muestra. La resina termo fijada que más se
emplea para montar muestras es la baquelita.
Pulido de la muestra:
Los granos y otras características de los metales no pueden
verse al menos que la muestra se desbaste y se pula para eliminar
las ralladuras. Se utilizan diferentes métodos de
pulido tales como el electrolítico, el rotatorio o el de
vibración.
El procedimiento
más común consiste en desbastar primero la
superficie de la muestra en una lijadora de la banda y luego a
mano con papel abrasivo de varios grados, desde el número
de partícula de 240 hasta de 600.
–Pulido intermedio.
La muestra se pule sobre una serie de hojas de esmeril o lija
con abrasivos más finos, sucesivamente.
El primer papel es generalmente no. 1, luego 1/0, 2/0, 3/0 y
finalmente 4/0. Por lo general, las operaciones de
pulido intermedio con lijas de esmeril se hacen en seco; sin
embargo, en ciertos casos, como el de preparación de
materiales suaves, se puede usar un abrasivo de carburo de
silicio. Comparado con el papel esmeril, el carburo de silicio
tiene mayor rapidez de remoción y, como su acabado es a
base de resina, se puede utilizar con un lubricante, el cual
impide el sobrecalentamiento de la muestra, minimiza el daño
cuando los metales son blandos y también proporciona una
acción
de enjuague para limpiar los productos
removidos de la superficie de la muestra, de modo que le papel no
se ensucie.
-Pulido fino
El tiempo
utilizado y el éxito
del pulido fino dependen en mucho del cuidado puesto durante los
pasos de pulido previo. La última aproximación a
una superficie plana libre de ralladuras se obtiene mediante una
rueda giratoria húmeda cubierta con un paño
especial cargado con partículas abrasivas cuidadosamente
seleccionadas en su tamaño. Existe gran posibilidad de
abrasivos para efectuar el último pulido. En tanto que
muchos harán un trabajo
satisfactorio parece haber preferencia por la forma gama del
óxido de aluminio para
pulir materiales ferrosos y de los basados en cobre, y
óxido de serio para pulir aluminio, magnesio y sus
aleaciones.
Otros abrasivos para pulido final que se emplean a menudo son la
pasta de diamante, óxido de cromo y óxido de
magnesio.
La selección
de un paño para pulir depende del material que vaya a
pulirse y el propósito del estudio metalográfico.
Se pueden encontrar paños de lanilla o pelillo variable,
desde aquellos que no tienen pelillo (como la seda) hasta
aquellos de pelillo intermedio (como paño de ancho,
paño de billar y lonilla) además de aquellos de
pelillo profundo (como el terciopelo). También se pueden
encontrar paños sintéticos para pulir con fines de
pulido general, de los cuales el gamal y el micro paño son
los que se utilizan más ampliamente. Una muestra pulida en
forma de cuadro mostrará únicamente las inclusiones
no metálicas; además, estará libre de
ralladuras.
ATAQUE QUÍMICO DE LA MUESTRA
El propósito del ataque químico es
hacer visibles las características estructurales del metal
o aleación. El proceso debe
ser tal que queden claramente diferenciadas las partes de la
micro estructura.
Esto se logra mediante un reactivo apropiado que somete a la
superficie pulida a una acción química. Los
reactivos que se sutilizan consisten en ácidos
orgánicos o inorgánicos y el álcalis
disueltos en alcohol,
agua u otros
solventes. En la tabla que se muestra a continuación se
observan los reactivos más comunes.
Las muestras pueden ahora atacarse durante el
tiempo necesario sumergiéndolas boca abajo en una
solución contenida en una caja de Petri. Un método
opcional consiste en aplicar el reactivo con un gotero para ojos.
Si el tiempo de ataque es demasiado corto, la muestra
quedará subatacada y los límites de
grano y otras configuraciones se verán desvanecidos e
indistintos cuando se observen en el microscopio. Si el tiempo de
ataque es demasiado largo, la muestra se sobre atacará y
quedará muy obscura, mostrando colores no
usuales. El tiempo de ataque debe controlarse muy
cuidadosamente.
La acción del ataque se detiene al colocar
la muestra bajo una corriente de agua. Límpiese la muestra
con alcohol y utilice una secadora de pelo para terminar de
secarla. Cuídese de no frotar la muestra pulida y atacada
con alguna tela o con los dedos, porque esto altera la
condición superficial del metal.

Microscopio de campo oscuro:
El microscopio de campo oscuro utiliza un haz
enfocado de luz muy intensa en forma de un cono hueco concentrado
sobre el espécimen. El objeto iluminado dispersa la luz y
se hace así visible contra el fondo oscuro que tiene
detrás, como las partículas de polvo iluminadas por
un rayo de sol que se cuela en una habitación cerrada. Por
ello las porciones transparentes del espécimen quedan
oscuras, mientras que las superficies y partículas se ven
brillantes, por la luz que reciben y dispersan en todas las
direcciones, incluida la del eje óptico que conecta el
espécimen con la pupila del observador. Esta forma de
iluminación se utiliza para analizar elementos
biológicos transparentes y sin pigmentar, invisibles con
iluminación normal, sin fijar la muestra, es decir, sin
matarla. También es bastante utilizado en la
observación de muestras metalográficas para la
observación de detalles en superficies con alta
reflectancia.
El objetivo recibe la luz dispersa o refractada
por las estructuras del espécimen. Para lograrlo, el
microscopio de campo oscuro está equipado con un
condensador especial que ilumina la muestra con luz fuerte
indirecta. En consecuencia el campo visual se observa
detrás de la muestra como un fondo oscuro sobre el cual
aparecen pequeñas partículas brillantes de la
muestra que reflejan parte de la luz hacia el objetivo.
El efecto es similar a las partículas de
polvo que se ven en el haz de luz emanado de un proyector de
diapositivas en una habitación oscura. La luz reflejada
por las partículas de polvo llegan hasta la retina del
ojo, lo que las hace visibles. La luz dispersa permite incluso
distinguir partículas más pequeñas que el
poder separador del sistema óptico usado por
transparencia.

Aleaciones
Hierro-Carbono. Aceros y Fundiciones
El sistema de aleaciones binario más importante es el
hierro-carbono. Los aceros y fundiciones son
aleaciones hierro-carbono. La clasificación de las
aleaciones férreas según el contenido en carbono
comprende tres grandes grupos: hierro
cuando contiene menos del 0.008 % en peso de C, acero cuando la
aleación Fe-C tiene un contenido en C mayor del 0.008 y
menor del 2.11 % en peso (aunque generalmente contienen menos del
1 %), y fundición cuando la aleación Fe-C tiene un
contenido en C superior al 2.1 % (aunque generalmente contienen
entre el 3.5 y el 4 % de C).
Estructura Cristalina:
Lo primero es comprender que un metal está
internamente ordenado en celdas cristalinas como por ejemplo la
celda cúbica simple, y otras de mayor complejidad como la
celda cúbica centrada en el cuerpo que se muestra en la
figura 1.

Cuando el metal fundido solidifica, en varios puntos se
comienzan a reunir moléculas y forman un núcleo
ordenado que crece en todas direcciones. Las figuras 2 y 3
ilustran la asociación de dos celdas vecinas en un
diagrama
simple y en una maqueta.


Las agrupaciones de celdas que comienzan a
solidificar, crecen tridimensionalmente hasta toparse unas con
otras, deteniendo el crecimiento.
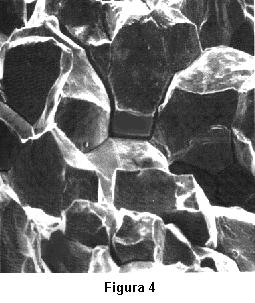
Esto produce zonas en las cuales la red cristalina está
ordenada las que llamaremos granos y zonas denominadas
límites de grano o fronteras de grano, en donde no existe
orden alguno. En la figura 4 se muestra una
micrografía obtenida con un microscopio
electrónico, donde se aprecian granos y sus fronteras.
Para observar esto en un microscopio, se pule una
superficie plana, lo que corta los granos en cualquier
dirección. Para mejorar la visualización se aplica
sobre la superficie una solución ácida denominada
ataque, la cual corroe los granos en mayor o menor grado,
dependiendo de su orientación cristalina. En la figura
5 se muestra una metalografía con granos de acero
ampliada 175 veces.

Los cambios que ocurren en las aleaciones a distintas
temperaturas dependen de la cantidad presente de cada elemento
aleante. Esto se puede graficar en los llamados diagramas de
fases, que indican las posibles combinaciones en función de
la composición química de la aleación y de
la temperatura. Estos diagramas sirven para seleccionar los
tratamientos térmicos y optimizar la composición de
la aleación en función a la microestructura que se
desea obtener.

Aceros y
fundiciones
Los aceros son aleaciones hierro-carbono con concentraciones
apreciables de otros elementos aleantes. Existen miles de aceros
de diferentes composiciones y/o tratamientos térmicos. Los
aceros se clasifican según su contenido en carbono en:
bajo, medio y alto contenido en carbono.
Los aceros al carbono solo contienen concentraciones
residuales de impurezas mientras que los aceros aleados contienen
elementos que se añaden intencionadamente en
concentraciones específicas.
Los aceros y aleaciones en general se pueden designar de
acuerdo a las instrucciones dadas por AISI "American Iron and
Steel Institute" ASTM "American Society for Testing and
Materials" y SAE "Society of Automotive Engineers".
La designación AISI/SAE consta de cuatro cifras. Las
dos primeras indican el contenido en aleantes y las dos segundas
en carbono. Las dos primeras para aceros al carbono son 1 y 0
mientras que en aceros aleados puede ser por ejemplo 13, 41 o 43.
Las cifras tercera y cuarta indican el contenido en carbono
multiplicado por cien. Por ejemplo, el acero código
AISI/SAE 1010, es un acero al carbono (sin elementos aleantes
adicionales) y un 0.1 % de C.
Existen dos formas de identificar los aceros: la primera es a
través de su composición química, por
ejemplo utilizando la norma AISI:

La Tabla 1 relaciona la nomenclatura
AISI-SAE con los valores de
resistencia,
ductilidad y dureza, conceptos que se explicarán
más adelante. Sirve para relacionar la composición
química y las propiedades mecánicas de los aceros.
En las Tablas 2 y 3 se entrega información detallada de la
composición química de diversas aleaciones listadas
en base su número AISI-SAE.

Aceros bajos en carbono:
Constituye la mayor parte de todo el acero
fabricado. Contienen menos del 0.25 % en peso de C, no
responde al tratamiento térmico para dar martensita ni se
pueden endurecer por acritud. La microestructura consiste en
ferrita y perlita. Por tanto, son relativamente blandos y poco
resistentes pero con extraordinaria ductilidad y tenacidad.
Son de fácil mecanizado, soldables y
baratos. Se utilizan para fabricar vigas, carrocerías de
automóviles, y láminas para tuberías
edificios y puentes. Otro grupo de aceros de bajo contenido en
carbono son los de alta resistencia y baja
aleación. Contienen concentraciones variables de
Cu, V, Ni y Mo totalizando ~ 10 % en
peso. Poseen mucha más resistencia mecánica, que puede aumentar por
tratamiento térmico y mantienen las propiedades de
fácil mecanizado. Se emplean en componentes donde la
resistencia mecánica es crítica: puentes, torres, columnas de
soportes de edificios altos, bastidores de camiones y vagones de
tren.
Aceros medios en
carbono:
Contienen entre el 0.25 y 0.60 % en peso de
C. Estos aceros pueden ser tratados
térmicamente mediante austenización, temple y
revenido para mejorar las propiedades mecánicas. La
microestructura generalmente es martensita revenida. Las
adiciones de Cr, Ni y Mo facilitan el
tratamiento térmico que en su ausencia es difícil y
útil solo para secciones de pieza relativamente delgadas.
Son más resistentes que los aceros bajos en carbono pero
menos dúctiles y maleables. Se suelen utilizar para
fabricar cinceles, martillos, cigüeñales, pernos,
etc.
Aceros altos en carbono:
Generalmente contienen entre el 0.60 y 1.4 % en
peso de C. Son más duros y resistentes (y menos
dúctiles) que los otros aceros al carbono. Casi siempre se
utilizan con tratamientos de templado y revenido que lo hacen muy
resistentes al desgaste y capaces de adquirir la forma de
herramienta de corte. Generalmente contienen Cr, V,
W y Mo, los cuales dan carburos muy duros como
Cr23C6, V4C3 y WC. Se utilizan como herramientas de corte,
matrices para
fabricar herramientas de herrería y carpintería.
Por ejemplo, cuchillos, navajas, hojas de sierra, brocas para
cemento, corta
tubos, troqueles, herramientas de torno, muelles e
hilos e alta resistencia.
La fundición gris:
Tiene un contenido en carbono entre 2.5 y 4.0 % y
de silicio entre 1 y 3 %.
El grafito suele aparecer como escamas dentro de
una matriz de
ferrita o perlita, la microestructura se observa en la figura
4.10. El nombre se debe al color de una superficie
fracturada.
Desde un punto de vista mecánico las
fundiciones grises son comparativamente frágiles y poco
resistentes a la tracción. La resistencia y la ductilidad
a los esfuerzos de compresión son muy superiores. Esta
fundiciones amortiguan la energía vibracional de forma
mucho más efectiva que los aceros. Así los equipos
que vibran mucho se suelen construir de esta aleación. A
la temperatura de colada tienen mucha fluidez por lo que permite
moldear piezas de forma muy complicadas. Además, la
fundición gris es uno de los materiales metálicos
más baratos. Se utiliza en bloque de motores, tambores
de freno, cilindros y pistones de motores.
La fundición dúctil o
esferoidal:
Se consigue añadiendo pequeñas cantidades de
magnesio y cerio a la fundición gris en estado
líquido. En este caso, el grafito no se segrega como
escamas sino que forma esferoides (figura 4.11) lo que confiere a
la fundición propiedades mecánicas diferentes.
No es frágil y tiene propiedades mecánicas
similares a las de los aceros. Presenta una mayor resistencia a
la tracción que la fundición gris. Se suele
utilizar para la fabricación de válvulas y
engranajes de alta resistencia, cuerpos de bomba,
cigüeñales y pistones.
La fundición blanca:
Contienen poco carbono y silicio (< 1%) y se obtienen por
enfriamiento rápido. La mayor parte del carbono aparece
como cementita en lugar de grafito, y la superficie fracturada
tiene una tonalidad blanca. La microestructura se representa en
la figura 4.12.
La fundición blanca es extremadamente dura y
frágil por lo que es inmecanizable. Su aplicación
se limita a componentes de gran dureza y resistencia al desgaste
y sin ductilidad como los cilindros de los trenes de
laminación. Generalmente la fundición blanca se
obtiene como producto de
partida para fabricar la fundición maleable.
La fundición maleable:
Se obtiene a partir de la fundición blanca por
calentamiento prolongado en atmósfera inerte
(para prevenir la oxidación) a temperaturas entre 800 y
900 ºC. En estas condiciones la cementita descompone para
dar grafito en forma de racimos o rosetas dentro de la matriz
ferrítica o perlítica. La microestructura se
representa en la figura 4.13 y es similar a la de la
fundición esferoidal. Se suele emplear en tubos de
dirección y engranajes de transmisión, muelles
tubulares y partes de válvulas.

Bibliografía
http://juliocorrea.wordpress.com/2007/08/18/metalografia-aceros-fundiciones-inoxidables/
"http://es.wikipedia.org/wiki/Microscopio_de_campo_oscuro
Autor:
Damian Arrejin
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |