Cerámicas.
Las herramientas
cerámicas fueron desarrolladas inicialmente con el
óxido de
aluminio (Al2O3), pero eran muy frágiles, hoy en
día con el desarrollo
de nuevos materiales
industriales y los nuevos procedimientos de
fabricación con máquinas
automáticas, han ampliado su campo de
acción en el mecanizado de fundición, aceros
duros y aleaciones
termo-resistentes, ya que las herramientas de cerámica son duras, con elevada dureza en
caliente, no reaccionan con los materiales de las piezas de
trabajo y
pueden mecanizar a elevadas velocidades de corte.
Existen dos tipos básicos de herramientas de
cerámica:
1. Basadas en el óxido de aluminio
(Al2O3) y
2. Basadas en el nitruro de silicio (Si3N4).
Diamante Poli cristalino (PCD).
La tabla de durezas de Friedrich mohs determina como el
material más duro al diamante mono cristalino, a
continuación se puede considerar al diamante poli
cristalino sintético (PCD), su gran dureza se manifiesta
en su elevada resistencia al
desgaste por abrasión por lo que se le utiliza en la
fabricación de muelas abrasivas.
Las pequeñas plaquitas de PCD, son soldadas a
placas de metal duro con el fin de obtener fuerza
y resistencia a los choques, la vida útil del PCD puede
llegar a ser 100 veces mayor que la del metal duro.

Plaquita con diamante poli
cristalino.
FORMAS Y FUNCIONAMIENTO (ÚTIL
DE CORTE).
Según las
Normas ISO los aceros rápidos clasifican de la
siguiente manera:

MATERIAL DE FABRICACIÓN
(ÚTIL DE CORTE).
NOMBRE | TEMP | OBSERVACIONES | ||
Acero al carbono | 300° C | Prácticamente ya no se usa. | ||
Acero alta velocidad | 700° C | HSS-Acero | ||
Stelita | 900° C | Aleación. Prácticamente ya no se | ||
Carburos Metálicos | 1000° C | HM-Aglomerados y no aglomerados | ||
Cermet | 1300° C | Base de TiC, | ||
Cerámicas | 1500° C | Al2O3 o Si3N4 | ||
Cerámicas mezcladas | 1500° C | Al2O3+ZrO3 | ||
CBN | 2000° C | TiN/TaN/CBN(Nitruro cúbico de | ||
Diamante | 800° C PCD | Polycrystaline Diamond | ||
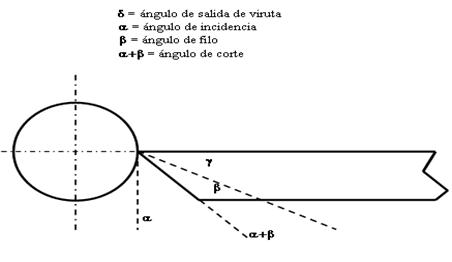
Buriles
El afilado correcto de los buriles (o cuchillas) de
corte es uno de los factores más importantes que deben ser
tomados en consideración para mecanizar los metales en las
máquinas. El buril de corte debe estar correctamente
afilado, de acuerdo con el tipo particular de metal que va a ser
torneado y debe tener un filo adecuado para cortar exacta y
eficientemente. Para obtener buriles de corte correctamente
afilados, debe prestarse atención especial a los ángulos que
forman las aristas cortantes. Estos ángulos reciben los
nombres de ángulo de inclinación y de
despejo.
En el torno, los
buriles utilizados más frecuentemente son:
· Buriles de corte derecho e izquierdo
· Buriles para refrentar, de corte derecho e
izquierdo
· Buriles redondeados
· Buriles para roscar y el buril de corte
interior.
El uso de estos buriles depende del procedimiento
empleado y de la naturaleza del
trabajo.
Los buriles de torno para acero rápido, se
fabrican de dimensiones estándar. Solamente necesitan ser
afilados
A la forma deseada e insertados en un mango
portaherramientas apropiado para ser utilizados. Los
tamaños más comunes de buriles cuadrados son:
¼(0.6 cm), 5/16(0.8 cm) y 3/8(0.9cm). Pueden obtenerse
tamaños mayores para trabajos más pesados. El
ángulo de 30° en los extremos de la barra, para los
buriles de corte, sirve como guía para dar el
ángulo de incidencia o de despejo frontal a la herramienta
al ser colocada en el portaherramientas. El buril se adapta al
mango portaherramientas con un ángulo de 20°,
aproximadamente, dejando una incidencia frontal de 10°,
aproximadamente, con el que se utiliza para trabajos
generales.
El ángulo de 30° en los extremos de la barra,
para los buriles de corte, sirve como guía para dar el
ángulo de incidencia o de despejo frontal a la herramienta
al ser colocada en el portaherramientas. El buril se adapta al
mango portaherramientas con un ángulo de 20°,
aproximadamente, dejando una incidencia frontal de 10°,
aproximadamente, con el que se utiliza para trabajos
generales.
La inclinación, llamada a veces la pendiente del
buril, se esmerila en la parte superior, alejándose
gradualmente del borde cortante. El ángulo que se aparta
lateralmente del borde cortante, de la horizontal hacia un
costado del buril, se llama ángulo de
inclinación.

Es de gran importancia qué el buril este
perfectamente colocado al centro de la pieza ya que de ello
depende su rendimiento, de no ser así podría
enterrarse o clavarse el filo y correr el riesgo de que la
pieza se monte sobre la herramienta.
Las ventajas de la inclinación negativas
son:
-La dura capa exterior del metal no hace contacto con la
arista cortante.
-Pueden maquinarse fácilmente superficies con
cortes interrumpidos.
-Se pueden utilizar mayores velocidades de
corte.
FORMA DE LA HERRAMIENTA DE
CORTE
La forma de la herramienta de corte es muy importante
para la eliminación del material.
La vida de una herramienta de corte generalmente se
expresa como:
El tiempo en
minutos durante el cual la herramienta ha estado
cortando. 2.- la longitud del corte del material.
La cantidad en pulgadas cúbicas, o en
centímetros cúbicos, del material
eliminado.
El ángulo de ataque en las herramientas de corte
permite a las virutas fluir libremente y reduce la
fricción.
Si se forma un gran ángulo de ataque en el buril,
se crea un gran ángulo de corte en el metal durante la
acción
del maquinado.
Los resultados de un ángulo grande de corte
son:
-se produce una viruta delgada.
2.-la zona de corte es relativamente
reducida.
3.-se crea menor calidad en dicha
zona.
4.- se produce un buen acabado superficial.
Un ángulo de ataque pequeño crea un menor
ángulo de corte en el metal durante el proceso de
maquinado, con los siguientes resultados:
1 -se produce una viruta gruesa.
2.-la zona de corte es amplia
3.-se produce más calor.
4.-se requiere mas potencia mecánica para la operación de
maquinado.
El desgaste o abrasión de la herramienta de corte
determinara su duración.
Los siguientes factores afectan la vida útil de
una herramienta de corte:
1.-la clase de
material que se corta.
2.- el micro estructura del
material.
3.- La dureza del material.
4.- el material de la herramienta de corte.
PARA DETERMINAR EL TIPO Y EL VALOR DEL
ÁNGULO DE ATAQUE DEBE CONSIDERARSE:
1.-La dureza del material a cortar
2.-El tipo de operación de corte (continuo o
interrumpido)
3-El material y forma de la herramienta de
corte.
4.-a resistencia al borde del corte.
En el cuadro siguiente se presentan algunos
valores de
herramientas de acero rápido y de metal duro, con el
ánimo de diferenciar sus valores.

Plaquita de acero
rápido.
Material de la | ||||||
Material a | Acero | Metal Duro | ||||
Incidencia | S de viruta | Incidencia | S de viruta | |||
Acero al carbono | 6° | 25° | *** | *** | ||
Acero al carbono R = 60 Acero al carbono R = 70 Acero al carbono R = 80 | 6° 6° 6° | 20° 15° 10° | 5° 5° 5° | 12° 10° 10° | ||
Fundición gris 140 Fundición gris 180 Bronce duro, Latón Aluminio, Cobre | 8° 6° 8° 10° | 15° 10° 5° 30° | 7° 6° 7° 8° | 10° 8° 10° 15° | ||
Latón en barra | 8° | 20° | 7° | 10° | ||
Las plaquitas de acero rápido son muy populares
en los talleres pequeños ya que son económicas y
fáciles de fabricar, pues solo basta soldar la plaquita a
un tramo de acero con un equipo de soldadura
autógena y una varilladle bronce además de eso las
plaquitas o pastillas son fáciles de afilar pero para ello
se tiene que conocer los ángulos de incidencia y corte
para garantizar el mejor trabajo posible.
En la tabla se muestran los ángulos
característicos para los diferentes tipos de materiales
con los que se trabaja y resulta de gran utilidad ya que
así el filo de la herramienta es más duradero y
ejerce menos esfuerzos la maquina, además de que el
acabado superficial del material resulta de mayor calidad y sin
bordes o talladuras ocasionados por un mal afilado o mala
colocación de la herramienta.
Brocas
Los filos de la herramienta utilizada deben estar
formadas por el cono exterior y un plano que por el eje de la
boca (fig. 1)
La punta ha de tener un ángulo de 60-90º.
Para perforaciones de grana tamaño se recomienda
ángulos de 90º o ligeramente superiores.
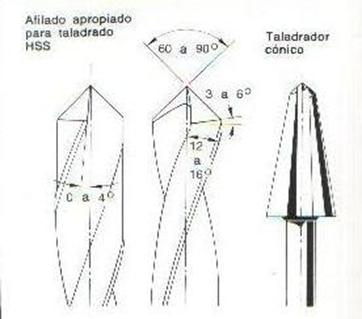
(fig. 1)
Aunque le parezca increíble, hay una broca
específica prácticamente para cualquier
aplicación. Y el hecho de utilizar la broca adecuada puede
facilitarle muchísimo su trabajo.
MATERIALES DE QUE SE HACEN LAS BROCAS
DE TALADRO
Los materiales con que se fabrican las brocas
desempeñan un papel muy importante en su vida útil
y rendimiento. Según los materiales de que están
hechas, hay:
Brocas de acero: económicas y funcionales
para hacer agujeros en maderas blandas. No obstante, si se usan
en maderas duras pierden el filo rápidamente.
Brocas de acero de alta velocidad
(HSS): más duras y resistentes que las de
acero.
Brocas con capa de titanio: algo más caras
que las brocas HSS, pero su capa de titanio las hace más
resistentes y duraderas que las HSS o las de acero.
Brocas con punta de carburo: más caras que
todas las demás, pero con mayor resistencia que las de
acero, las de alta velocidad y las recubiertas de
titanio.
Brocas de cobalto: extremadamente resistentes;
además, disipan el calor con gran rapidez. Son las
más utilizadas para hacer agujeros en acero inoxidable y
otros metales.
ELEMENTOS QUE CARACTERIZAN A UNA
BROCA
Entre algunas de las partes y generalidades comunes a la
mayoría de las brocas están:
Longitud total de la broca. Existen brocas de
longitud regular o comúnmente conocidas como longitud
Jobber, brocas extra cortas, largas y súper-largas. y La
Marca Guhring
ofrece 3 series de brocas extra largas en zanco recto y 2 series
de brocas extra largas en zanco cónico.
Longitud de corte. Es la profundidad
máxima que se puede taladrar con una broca y viene
definida por la longitud de la parte helicoidal.
Diámetro de corte, que es el
diámetro del orificio obtenido con la broca. Existen
diámetros normalizados y también se pueden fabricar
brocas con diámetros especiales.
Diámetro y forma del mango. El mango puede
ser cilíndrico de la misma medida del diámetro de
corte de la broca, o puede ser cónico en una
relación aproximada de 1:19, llamada Cono Morse, en menos
aplicación pero existentes, encontramos los zancos
cilíndricos reducidos, que son de menor diámetro
que la broca.
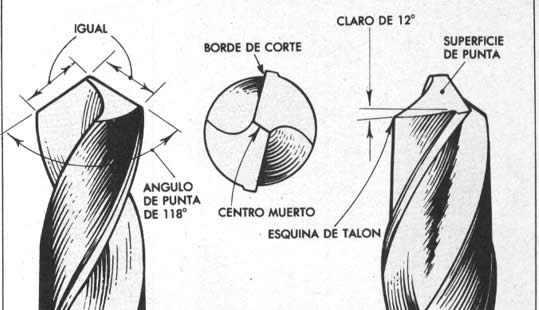
Ángulo de corte. El ángulo de corte
normal en una broca es el de 118°. También se puede
utilizar el de 135°, quizá menos conocido pero,
discutiblemente, más eficiente al emplear un ángulo
obtuso más amplio para el corte de los
materiales.
Número de labios. La cantidad más
común de labios (también llamados flautas) es dos y
después cuatro, aunque hay brocas de tres flautas o brocas
de una (sola y derecha), por ejemplo en el caso del taladrado de
escopeta.
Profundidad de los labios. También
importante pues afecta la fortaleza de la broca.
Ángulo de la hélice. Es variable de
unas brocas a otras dependiendo del material que se trate de
taladrar. Tiene como objetivo
facilitar la evacuación de la viruta.
/
Un barreno puede ser ciego o pasado tal y
como se observa en las fig.
Afilado de
herramientas
Cuando la herramienta es de acero rápido, o tiene
la plaquita de metal duro soldada en el portaherramientas, cada
vez que el filo se desgasta, hay que desmontarla, y afilarla
correctamente con los ángulos de corte específico
en una afiladora. Esto ralentiza bastante el trabajo.
Así que cuando se mecanizan piezas en serie, lo normal es
utilizar portaherramientas con plaquitas cambiables, porque
tienen varias caras de corte y además se hace de una forma
muy rápida.
Se afilan primeramente las caras principales y
auxiliares de incidencia, a continuación la cara de
desprendimiento y el vértice de la cuchilla.
Después del afilado se efectúa el afinado
de la cuchilla, consistente en el esmerilado de las caras de
desprendimiento a incidencia en una parte estrecha a lo largo del
borde cortante, lo que garantiza la rectificación del filo
y la elevación de la durabilidad de la cuchilla. El
acabado de afinado se efectúa en las muelas de acabado de
diamantes.
La geometría de la cuchilla después del
afilado se comprueba con plantillas especiales, transportadores
de ángulos y otros instrumentos.
El afilado de las cuchillas lo tienen que realizar
solamente aquellos obreros que conozcan las instrucciones sobre
la técnica de seguridad Para
trabajar con la máquina afiladora hay que observar los
siguientes requisitos de seguridad:
Antes de comenzar el afilado de la herramienta hay que
asegurarse del buen estado de lodos los mecanismos y dispositivos
de la máquina, incluso de la cubierta protectora de la
muela y el sentido correcto de rotación de la misma (la
muela debe girar hacia la cuchilla);
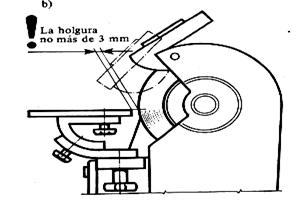
Comprobar la colocación correcta del apoya manos:
la holgura entre la cara de trabajo de la muela y el extremo del
apoya manos no debe exceder de 3 mm.
Se permite una nueva colocación del apoya manos
solamente después de que la muela esté parada por
completo; se prohíbe trabajar en una máquina de
afilar sin apoya manos ni cubierta protectora; Durante el afilado
se debe cerrar la zona del afilado instalando una pantalla
protectora transparente o ponerse gafas protectoras.
Es imprescindible observar las siguientes reglas para el
use de las cuchillas:
Antes de conectar el avance, es necesario apartar la
cuchilla de la pieza, lo qua protege el borde de corte contra el
desmenuzamiento;
Se recomienda afilar periódicamente la cuchilla
con una barra abrasiva de grano fino directamente en el porta
cuchillas, lo qua alarga la duración de servicio de la
cuchilla;
Se prohíbe dejar qua el borde de incidencia de la
cuchilla se embote considerablemente, es necesario re afilar esta
última antes de qua comience a destruirse el borde de
corte, o sea, con una anchura de la partes desgastada de la cara
de incidencia principal de la cuchilla de 1 . . . 1,5
mm;
Se prohíbe emplear las cuchillas como
guarniciones,
La cuchilla de aleación dura se debe entregar al
almacén, cuando la plaquita de
aleación dura se ha separado del mango.
Se prohíbe colocar las cuchillas sin orden
(en montón) en la caja para las herramientaComo resultado del rozamiento de la viruta con la
cara de desprendimiento de la cuchilla y de las caras de
incidencia de la misma con la superficie de la pieza a
trabajar, se desgasta la parte de trabajo de la cuchilla. La
cuchilla desgastada (embotada) se reafila.
Para el afilado de las cuchillas se usa la
máquina afiladora-rectificadora. Para garantizar una
posición estable de la cuchilla que se afila, en la
máquina se encuentra un dispositivo especial llamado apoya
manos AL afilar la cuchilla es necesario presionar ligeramente la
superficie que se afila contra la muela en rotación y,
para que el desgaste de esta última sea más
uniforme y la superficie que se afila resulte plana, la cuchilla
se debe desplazar continuamente a lo largo de la superficie de
trabajo de la muela.
AFILADO DE LAS BROCAS
Hay que esmerilar de manera igual las dos caras de la
punta de una broca espiral. La punta para perforar piezas de
metal debe tener un ángulo de 118° y la punta para
perforar piezas de madera debe
tener un ángulo de 82°. Nótese el ángulo
de claro de 12° establecido por una esmeriladora.
La perforación de un agujero redondo
y perfectamente limpio constituye una labor relativamente
fácil cuando se utiliza una broca espiral afilada. Pero el
empleo de una
broca que ha perdido su filo puede dar lugar a malos resultados.
Una broca sin filo corta con lentitud y hasta es posible que
tenga que forzarse dentro del trabajo, dando lugar a un agujero
oblongo e irregular. Una afiladura correcta de la broca puede
solucionar este problema. Para afilar una broca, puede
esmerilarse el ángulo de su punta a 118° para trabajos
de metal y de 82° para trabajos de madera. Es importante que
cada cara de la punta se incline hacia abajo desde el borde de
corte. Esta inclinación de 12° impide que la cara de
la punta frote detrás del borde de corte, retardando la
acción de corte.
PASOS PARA AFILAR LAS
BROCAS
Paso 1
La guía se debe asegurar al soporte de
herramientas de la esmeriladora, en una posición
perpendicular con respecto a la circunferencia de la rueda. Debe
comenzar a esmerilar en el borde de ataque del borde de
corte.

Paso 2
Esmerile la broca a un ángulo de 59°;
mientras la nace girar hacia la derecha, desplácela hacia
afuera para que quede en posición paralela con las
líneas de 47". Finalmente, repita el procedimiento para la
segunda cara.

Paso 3
Primero asegúrese bien de que ambas caras de la
punta se han esmerilado de una manera Igual antes de medir cada
cara con el calibrador. Las líneas de guía deben
estar todas espaciadas a 0.16 cm (1/16") entre si. (Fig.
1)

(Fig. 1)
Paso 4
El ángulo de claro de la broca se comprueba
sujetando ésta a lo largo de la guía del
calibrador. La cara inclinada del calibrador debe coincidir
perfectamente con el ángulo de claro, como puede observar
en la ilustración
/
Formación de
viruta
El torneado ha evolucionado tanto que ya no se trata tan
solo de arrancar material a gran velocidad, sino que los
parámetros que componen el proceso tienen que estar
estrechamente controlados para asegurar los resultados finales de
economía calidad y precisión. En
particular, la forma de tratar la viruta se ha convertido en un
proceso complejo, donde intervienen todos los componentes
tecnológicos del mecanizado, para que pueda tener el
tamaño y la forma que no perturbe el proceso de trabajo.
Si no fuera así se acumularían rápidamente
masas de virutas largas y fibrosas en el área de
mecanizado que formarían madejas enmarañadas e
incontrolables.
La forma que toma la viruta se debe principalmente al
material que se está cortando y puede ser tanto
dúctil como quebradiza y frágil.
El avance con el que se trabaje y la profundidad de
pasada suelen determinar en gran medida la forma de viruta.
Cuando no bastan estas variables para
controlar la forma de la viruta hay que recurrir a elegir una
herramienta que lleve incorporado un rompe virutas
eficaz.
TIPOS DE VIRUTA a- De Elementos; b- Escalonada; c- |

TIPOS DE VIRUTA
Según las condiciones del maquinado y del
material a trabajar resulta la viruta de varias
formas.
La viruta de elementos (viruta de cortadura) se
obtiene al trabajar metales duros y poco dúctiles (por
ejemplo, acero duro) con bajas velocidades de corte.
La viruta escalonada se forma al trabajar aceros
de la dureza media, aluminio y sus aleaciones con una velocidad
media de corte: Esta representa una cinta con la superficie Lisa
por el lado de la cuchilla y dentada por la parte
exterior.
La viruta fluida continua se obtiene al trabajar
aceros blandos, cobre, plomo,
estaño
y algunos materiales plásticos
con altas velocidades de corte.
La viruta fraccionada se forma al cortar
materiales poco plásticos (hierro colado,
bronce) y consta de trocitos separados
Mecanizado en seco y
con refrigerante
Hoy en día el torneado en seco es completamente
viable. Hay una tendencia reciente a efectuar los mecanizados en
seco siempre que la calidad de la herramienta lo
permita.
La inquietud se despertó durante los años
90, cuando estudios realizados en empresas de
fabricación de componentes para automoción en
Alemania
pusieron de relieve el
coste elevado de la refrigeración y sobre todo de su
reciclado.
Sin embargo, el mecanizado en seco no es adecuado para
todas las aplicaciones, especialmente para taladrados, roscados y
mandrilados para garantizar la evacuación de las
virutas.
Tampoco es recomendable tornear en seco materiales
pastosos o demasiado blandos como el aluminio o el acero de bajo
contenido en carbono ya que es muy probable que los filos de
corte se claven con el material que cortan, produciendo mal
acabado superficial, dispersiones en las medidas de la pieza e
incluso rotura de los filos de corte.
En el caso de mecanizar materiales de viruta corta como
la fundición gris la taladrina es beneficiosa como agente
limpiador, evitando la formación de nubes de polvo
toxicas.
La taladrina es imprescindible torneando materiales
abrasivos tales como inoxidables, inconells, etc.
En el torneado en seco la maquinaria debe estar
preparada para absorber sin problemas el
calor producido en la acción de corte.
Para evitar sobrecalentamientos de husillos, etc. suelen
incorporarse circuitos
internos de refrigeración por aceite o
aire.
Salvo excepciones y a diferencia del fresado el torneado
en seco no se ha generalizado pero ha servido para que las
empresas se hayan cuestionado usar taladrina solo en las operaciones
necesarias y con el caudal necesario.
Es necesario evaluar con cuidado operaciones,
materiales, piezas, exigencias de calidad y maquinaria para
identificar los beneficios de eliminar el aporte de
refrigerante.
MANEJO DE HERRAMIENTAS Y
MATERIALES
Durante el mecanizado, se deben mantener las manos
alejadas de la herramienta que gira o se mueve.
Aún paradas las fresas son herramientas
cortantes. Al soltar o amarrar piezas se deben tomar precauciones
contra los cortes que pueden producirse en manos y
brazos.
Los interruptores y demás mandos de puesta en
marcha de las máquinas,
se deben asegurar para que no sean accionados involuntariamente;
las arrancadas involuntarias han producido muchos
accidentes.
OPERACIÓN DE LAS
MÁQUINAS.
Todas las operaciones de comprobación, ajuste,
etc. deben realizarse con la máquina parada, especialmente
las siguientes:
Alejarse o abandonar el puesto de
trabajo.Sujetar la pieza a trabajar.
Medir o calibrar.
Comprobar el acabado.
Limpiar y engrasar
Ajusta protecciones o realizar reparaciones. Dirigir el
chorro de líquido refrigerante
PUESTA A PUNTO DE LOS TORNOS
Para que un torno funcione correctamente y garantice la
calidad de sus mecanizados, es necesario que
periódicamente se someta a una revisión y puesta a
punto donde se ajustarán y verificarán todas sus
funciones.
Las tareas más importantes que se realizan en la
revisión de los tornos son las
siguientes:
REVISIÓN DE | |
Nivelación | Se refiere a nivelar la bancada y para ello se |
Concentricidad del cabezal | Se realiza con un reloj comparador y haciendo |
Comprobación de redondez de las | Se mecaniza un cilindro a un diámetro |
Alineación del eje | Se fija en el plato un mandril de unos 300 mm de |
Alineación del | Se consigue mecanizando un eje de 300 mm sujeto |
CUIDADOS PARA EL MANTENIMIENTO
DEL TORNO
Las virutas deben ser retiradas con regularidad,
utilizando un cepillo o brocha para las virutas secas y una
escobilla de goma para las húmedas y aceitosas.
Las herramientas
deben guardarse en un armario o lugar adecuado.
No debe dejarse ninguna herramienta u objeto suelto
sobre la máquina.
Eliminar los desperdicios, trapos sucios de
aceité grasa que puedan arder con facilidad,
acumulándolos en contenedores adecuados (metálicos
y con tapa).
Las poleas
y correas de transmisión de la máquina deben estar
protegidas por cubiertas.
Conectar el equipo a tableros eléctricos que
cuente con interruptor diferencial y la puesta a tierra
correspondiente.
Todas las operaciones
de comprobación,
medición, ajuste, etc., deben realizarse con la
máquina parada.
Se debe instalar un interruptor o dispositivo de parada
de emergencia, al alcance inmediato del operario.
Para retirar una pieza, eliminar las virutas, comprobar
medidas, etc. se debe parar la maquina.
NORMAS DE SEGURIDAD EN EL TORNEADO
Cuando se está trabajando en un torno, hay que
observar una serie de requisitos para asegurarse de no tener
ningún accidente que pudiese ocasionar cualquier pieza que
fuese despedida del plato o la viruta si no sale bien cortada.
Para ello la mayoría de tornos tienen una pantalla de
protección. Pero también de suma importancia es el
prevenir ser atrapado(a) por el movimiento
rotacional de la máquina, por ejemplo por la ropa o por el
cabello largo.
ORDEN Y LIMPIEZA.
Debe cuidarse el orden y conservación de las
herramientas, útiles y accesorios; tener un sitio para
cada cosa y cada cosa en su sitio.
La zona de trabajo y las inmediaciones de la
máquina deben mantenerse limpias y libres de
obstáculos y manchas de
aceite.
Los objetos caídos y desperdigados pueden
provocar tropezones y resbalones peligrosos, por lo que deben ser
recogidos antes de que esto suceda. La máquina debe
mantenerse en perfecto
estado de conservación, limpia y correctamente
engrasada.
En esta imagen se
muestra
la
organización correcta para guardar las herramientas,
así su identificación es mucho mas fácil y
se ahorra tiempo de trabajo.

NORMAS DE | |||||||||||||||||||
1 | Utilizar equipo de seguridad: gafas de seguridad, | ||||||||||||||||||
2 | No utilizar ropa holgada o muy suelta. Se | ||||||||||||||||||
3 | Utilizar ropa de algodón. | ||||||||||||||||||
4 | Utilizar calzado de seguridad. | ||||||||||||||||||
5 | Mantener el lugar siempre limpio. | ||||||||||||||||||
6 | Si se mecanizan piezas pesadas utilizar polipastos | ||||||||||||||||||
7 | Es preferible llevar el pelo corto. Si es largo no | ||||||||||||||||||
8 | No vestir joyería, como collares, pulseras | ||||||||||||||||||
9 | Siempre se deben conocer los controles y | ||||||||||||||||||
10 | Es muy recomendable trabajar en un área | ||||||||||||||||||
Parámetros de
corte del torneado
Los parámetros de corte fundamentales que hay que
considerar en el proceso de torneado son los
siguientes:
Elección del tipo de herramienta más
adecuadoSistema de fijación de la pieza
Velocidad de corte (Vc) expresada en
metros/minutoDiámetro exterior del torneado
Revoluciones por minuto (rpm) del cabezal del
tornoAvance en mm/rev, de la herramienta
Avance en mm/mi de la herramienta
Profundidad de pasada
Esfuerzos de corte
Tipo de torno y accesorios adecuados
VELOCIDAD DE CORTE
Se define como velocidad de corte la velocidad lineal de
la periferia de la pieza que está en contacto con la
herramienta. La velocidad de corte, que se expresa en metros por
minuto (m/min), tiene que ser elegida antes de iniciar el
mecanizado y su valor adecuado depende de muchos factores,
especialmente de la calidad y tipo de herramienta que se utilice,
de la profudidad de pasada, de la dureza y la maquinabilidad que
tenga el material que se mecanice y de la velocidad de avance
empleada. Las limitaciones principales de la máquina son
su gama de velocidades, la potencia de los motores y de la
rigidez de la fijación de la pieza y de la
herramienta.
A partir de la determinación de la velocidad de
corte se puede determinar las revoluciones por minuto que
tendrá el cabezal del torno, según la siguiente
fórmula:

Donde Vc es la velocidad de corte, n es la velocidad de
rotación de la herramienta y Dc es el diámetro de
la pieza.
La velocidad de corte es el factor principal que
determina la duración de la herramienta. Una alta
velocidad de corte permite realizar el mecanizado en menos tiempo
pero acelera el desgaste de la herramienta. Los fabricantes de
herramientas y prontuarios de mecanizado, ofrecen datos
orientativos sobre la velocidad de corte adecuada de las
herramientas para una duración determinada de la
herramienta, por ejemplo, 15 minutos. En ocasiones, es deseable
ajustar la velocidad de corte para una duración diferente
de la herramienta, para lo cual, los valores de
la velocidad de corte se multiplican por un factor de
corrección. La relación entre este factor de
corrección y la duración de la herramienta en
operación de corte no es lineal
LA VELOCIDAD DE CORTE EXCESIVA PUEDE
DAR LUGAR A:
Desgaste muy rápido del filo de corte de la
herramienta.Deformación plástica del filo de corte
con pérdida de tolerancia del mecanizado.Calidad del mecanizado deficiente.
LA VELOCIDAD DE CORTE DEMASIADO BAJA
PUEDE DAR LUGAR A:
Formación de filo de aportación en la
herramienta.Efecto negativo sobre la evacuación de
viruta.Baja productividad.
Coste elevado del mecanizado.
VELOCIDAD DE ROTACIÓN DE LA PIEZA
La velocidad de rotación del cabezal del torno se
expresa habitualmente en revoluciones por minuto (rpm). En los
tornos convencionales hay una gama limitada de velocidades, que
dependen de la velocidad de giro del motor principal y
del número de velocidades de la caja de cambios de la
máquina. En los tornos de control
numérico, esta velocidad es controlada con un sistema de
realimentación que habitualmente utiliza un variador de
frecuencia y puede seleccionarse una velocidad cualquiera dentro
de un rango de velocidades, hasta una velocidad
máxima.
La velocidad de rotación de la herramienta es
directamente proporcional a la velocidad de corte e inversamente
proporcional al diámetro de la pieza.

VELOCIDAD DE AVANCE
El avance o velocidad de avance en el torneado es la
velocidad relativa entre la pieza y la herramienta, es decir, la
velocidad con la que progresa el corte. El avance de la
herramienta de corte es un factor muy importante en el proceso de
torneado.
Cada herramienta puede cortar adecuadamente en un rango
de velocidades de avance por cada revolución
de la pieza, denominado avance por revolución (fz). Este
rango depende fundamentalmente del diámetro de la pieza,
de la profundidad de pasada , y de la calidad de la herramienta .
Este rango de velocidades se determina experimentalmente y se
encuentra en los catálogos de los fabricantes de
herramientas. Además esta velocidad está limitada
por las rigideces de las sujeciones de la pieza y de la
herramienta y por la potencia del motor de avance de la
máquina. El grosor máximo de viruta en mm es el
indicador de limitación más importante para una
herramienta. El filo de corte de las herramientas se prueba para
que tenga un valor determinado entre un mínimo y un
máximo de grosor de la viruta.
La velocidad de avance es el producto del
avance por revolución por la velocidad de rotación
de la pieza.
![]()
Al igual que con la velocidad de rotación de la
herramienta, en los tornos convencionales la velocidad de avance
se selecciona de una gama de velocidades disponibles, mientras
que los tornos de control numérico pueden trabajar con
cualquier velocidad de avance hasta la máxima velocidad de
avance de la máquina.
EFECTOS DE LA VELOCIDAD DE AVANCE
Decisiva para la formación de
virutaAfecta al consumo de potencia
Contribuye a la tensión mecánica y
térmica
LA ELEVADA VELOCIDAD DE AVANCE DA LUGAR
A:
Buen control de viruta
Menor tiempo de corte
Menor desgaste de la herramienta
Riesgo más alto de rotura de la
herramientaElevada rugosidad superficial del
mecanizado.
LA VELOCIDAD DE AVANCE BAJA DA LUGAR
A:
Viruta más larga
Mejora de la calidad del mecanizado
Desgaste acelerado de la herramienta
Mayor duración del tiempo de
mecanizadoMayor coste del mecanizado
TIEMPO DE TORNEADO
Es el tiempo que tarda la herramienta en
efectuar una pasada.
![]()
FUERZA ESPECÍFICA DE CORTE
La fuerza de
corte es un parámetro necesario para poder calcular
la potencia necesaria para efectuar un determinado mecanizado.
Este parámetro está en función
del avance de la herramienta, de la profundidad de pasada, de la
velocidad de corte, de la maquinabilidad del material, de la
dureza del material, de las características de la
herramienta y del espesor medio de la viruta. Todos estos
factores se engloban en un coeficiente denominado Kx. La fuerza
específica de corte se expresa en N/mm2.8
POTENCIA DE CORTE
La potencia de corte Pc necesaria para efectuar un
determinado mecanizado se calcula a partir del valor del volumen de
arranque de viruta, la fuerza específica de corte y del
rendimiento que tenga la máquina. Se expresa en kilovatios
(kW).
Esta fuerza específica de corte Fc, es una
constante que se determina por el tipo de material que se
está mecanizando, geometría
de la herramienta, espesor de viruta, etc.
Para poder obtener el valor de potencia correcto, el
valor obtenido tiene que dividirse por un determinado valor (?)
que tiene en cuenta la eficiencia de la
máquina. Este valor es el porcentaje de la potencia del
motor que está disponible en la herramienta puesta en el
husillo.
![]()
Donde:
Pc es la potencia de corte (kW)
Ac es el diámetro de la pieza (mm)
f es la velocidad de avance (mm/min)
Fc es la fuerza específica de corte
(N/mm2)? es el rendimiento o la eficiencia de la
máquina
FACTORES QUE INFLUYEN EN LAS CONDICIONES DEL
TORNEADO
Diseño y limitaciones de la pieza:
tamaño, tolerancias del torneado, tendencia a vibraciones,
sistemas de
sujeción, acabado superficial, etc.
Operaciones de torneado a realizar: cilindrados
exteriores o interiores, refrentados, ranurados, desbaste,
acabados, optimización para realizar varias operaciones de
forma simultánea, etc.
Estabilidad y condiciones de mecanizado: cortes
intermitentes, voladizo de la pieza, forma y estado de la pieza,
estado, potencia y accionamiento de la máquina,
etc.
Disponibilidad y selección
del tipo de torno: posibilidad de automatizar el mecanizado,
poder realizar varias operaciones de forma simultánea,
serie de piezas a mecanizar, calidad y cantidad del refrigerante,
etc.
Material de la pieza: dureza, estado,
resistencia, maquinabilidad, barra, fundición, forja,
mecanizado en seco o con refrigerante, etc.
Disponibilidad de herramientas: calidad de las
herramientas, sistema de sujeción de la herramienta,
acceso al distribuidor de herramientas, servicio técnico
de herramientas, asesoramiento técnico.
Aspectos económicos del mecanizado:
optimización del mecanizado, duración de la
herramienta, precio de la
herramienta, precio del tiempo de mecanizado.
Aspectos especiales de las herramientas para mandrilar:
se debe seleccionar el mayor diámetro de la barra posible
y asegurarse una buena evacuación de la viruta.
Seleccionar el menor voladizo posible de la barra. Seleccionar
herramientas de la mayor tenacidad posible.
Instrumentos de
medición
HISTORIA DEL VERNIER
Se atribuye al cosmógrafo y matemático
portugués Pedro Núñez (1492-1577), que
inventó el nonio o nonius, origen del pie de rey.
También se ha llamado al pie de rey Vernier,
porque hay quien atribuye su invento al geómetra Pedro
Vernier (1580-1637), aunque Vernier lo que verdaderamente
inventó fue la regla de cálculo
Vernier, que ha sido confundida con el Nonio inventado por Pedro
Núñez
CALIBRADOR PIE DE REY 0
VERNIER
El calibre, también denominado cartabón de
corredera o pie de rey, es un instrumento para medir dimensiones
de objetos relativamente pequeños, desde
centímetros hasta fracciones de milímetros (1/10 de
milímetro, 1/20 de milímetro, 1/50 de
milímetro).
En la escala de las
pulgadas tiene divisiones equivalentes a 1/16 de pulgada, y, en
su nonio, de 1/128 de pulgadas.
El inventor de este instrumento fue el matemático
francés Pierre Vernier (1580 (?) – 1637 (?)), y a la
escala secundaria de un calibre destinada a apreciar fracciones
de la unidad menor, se la conoce con el nombre de Vernier en
honor a su inventor. En castellano se
utiliza con frecuencia la voz nonio para definir esa
escala.
Consta de una "regla" con una escuadra en un extremo,
sobre la cual se desliza otra destinada a indicar la medida en
una escala. Permite apreciar longitudes de 1/10, 1/20 y 1/50 de
milímetro utilizando el nonio.
Mediante piezas especiales en la parte superior y en su
extremo, permite medir dimensiones internas y
profundidades.
Posee dos escalas: la inferior milimétrica y la
superior en pulgadas
El vernier permite la lectura
precisa de una regla calibrada. Fue inventada en 1631 por el
matemático francés Pierre Vernier (1580-1637). En
algunos idiomas, este dispositivo es llamado nonius, que es el
nombre en latín del astrónomo y matemático
portugués Pedro Núñez
(1492-1578).
Los vernieres son comunes en sextantes, herramientas de
medida de precisión de todo tipo, especialmente
calibradores y micrómetros, y en las reglas de
cálculo.
Cuando se toma una medida una marca principal enfrenta
algún lugar de la regla graduada. Esto usualmente se
produce entre dos valores de la regla graduada. La
indicación de la escala vernier se provee para dar una
precisión más exacta a la medida, y no recurrir a
la estimación.
La escala indicadora vernier tiene su punto cero
coincidente con el cero de la escala principal. Su
graduación esta ligeramente desfasada con respecto de la
principal. La marca que mejor coincide en la escala vernier
será la decima de la escala principal
En los instrumentos decimales como el mostrado en el
diagrama, la
escala indicadora tendrá 9 marcas que cubren
10 en la principal. Nótese que el vernier no posee la
décima graduación
En un instrumento que posea medidas angulares, la escala
de datos puede ser de medio grado, mientras que el vernier o
nonio tendría 30 marcas de 1 minuto. (Ósea 29
partes de medio grado).
El calibrador vernier es uno de los instrumentos
mecánicos para medición lineal de exteriores,
medición de interiores y de profundidades más
ampliamente utilizados. Se creé que la escala vernier fue
inventado por un portugués llamado Petrus Nonius. El
calibrador vernier actual fue desarrollado después, en
1631 por Pierre Vernier.
El vernier o nonio que poseen los calibradores actuales
permiten realizar fáciles lecturas hasta 0.05 o 0.02 mm y
de 0.001" o 1/128" dependiendo del sistema de graduación a
utilizar (métrico o inglés).
APLICACIONES
Las principales aplicaciones de un vernier
estándar son comúnmente: medición de
exteriores, de interiores, de profundidades y en algunos
calibradores dependiendo del diseño
medición de escalonamiento.
La exactitud de un calibrador vernier se debe
principalmente a la exactitud de la graduación de sus
escalas, el diseño de las guías del cursor, el
paralelismo y perpendicularidad de sus palpadores, la mano de
obra y la tecnología en su
proceso de fabricación.
Normalmente los calibradores vernier tienen un acabado
en cromo satinado el cual elimina los reflejos, se construyen en
acero inoxidable con lo que se reduce la corrosión o bien en acero al carbono, la
dureza de las superficies de los palpadores oscila entre 550 y
700 vickers dependiendo del material usado y de lo que
establezcan las normas.
PRINCIPIO DE
FUNCIONAMIENTO
SEGUNDO.- En el valor de cada graduación de la
escala del vernier se calcula considerando el valor de cada
graduación de la escala principal divido entre el
número de graduaciones del vernier.
L = d / n
Donde:
L= Legibilidad
D =Valor de cada graduación en la escala
principal
N =Número de graduaciones del vernier.
Por ejemplo un calibrador con lectura
mínima de 0.05 mm deberá tener en la escala
principal graduaciones cuyo valor de c/u deberá ser de 1
mm y 20 graduaciones en el vernier de tal manera que:
L = d / n; L = 1 / 20 = 0.05 mm
La distancia d' que deberá existir entre los
graduaciones del vernier es
D – d/n; d' = 1 – 1/ 20 = 1 – 0.05 0.95 mm
Por lo tanto la longitud L total del vernier con 20
graduaciones será:
L = (n – 1) d = (20 -1) 1 = 19 mm
La fracción entre las dos primeros graduaciones
de la escala principal y una división de la del vernier
está representado por un múltiplo de d/n y se
determina encontrando la graduación sobre la escala del
vernier que esté más alineado con uno
graduación sobre la escala principal.
LECTURA DEL CALIBRADOR
VERNIER
La graduación en la escala del calibrador vernier
se dividen (n – 1) graduaciones de la escala principal entre n
partes iguales de la escala del vernier. Los calibradores vernier
pueden tener escalas graduadas en sistema métrico y/o
sistema inglés.
Los calibradores graduados en sistema métrico
tienen legibilidad de 0.05 mm y de 0.02 mm, y los calibradores
graduados en el sistema inglés tienen legibilidad de 0.001
" y de 1/1 28".
La legibilidad del calibrador del siguiente ejemplo es
de 0.05 mm
En este ejemplo se observa que la línea "0" del
vernier ha recorrido sobre la escala principal hasta un poco
más de la séptima graduación (cada una con
valor de 1 mm). Esto nos indica que en la escala principal la
lectura es de 7 mm y una fracción más, para
calcular esa fracción se observa en el vernier que su
cuarta graduación coincide con una graduación de la
escala principal, si se sabe que cada línea del vernier
tiene un valor de 0.05 mm la lectura del vernier es de (4 x 0.05)
0.20 mm = a 0.2 mm. Por lo tanto la lectura total es de 7.2
mm.
La legibilidad del calibrador del siguiente ejemplo es
de 0.02 mm y cada graduación de la escala principal es
igual a 0.5 mm
En este ejemplo se observa que la línea "0" del
vernier ha recorrido hasta un poco más de la línea
9, por lo tanto la lectura de la escala principal es de 9 x 0.5 =
4.5 mm y la línea del vernier que coincide con una de la
escala principal es la línea 11 que multiplicado por el
valor que tiene cada graduación nos da 11 x 0.02 = 0.22
mm. De esta manera se puede establecer que la lectura total es de
4.72 mm
PRIMERO.- En este ejemplo la legibilidad del calibrador
es de 0.001" y cada graduación de la escala principal es
igual a 0.025".
Obsérvese en este ejemplo que la línea "0"
del vernier ha recorrido sobre la escala principal hasta un poco
mas de 1.9" para calcular el valor de la fracción
excedente, se observa en el vernier que su graduación
numero 17 coincide con una graduación de la escala
principal, si se sabe que cada línea del vernier tiene un
valor de 0.001" la lectura del vernier es de (17 x 0.001")
0.017", por lo tanto la lectura total es de 1.917".
Este ejemplo la legibilidad del calibrador es de 1/128"
y cada graduación de la escala principal es igual a 1/16".
(fig. 1)

(fig. 1)
COMPONENTE S DE UN PIE DE
REY.

COMPONENTES DEL PIE DE
REY
Mordazas para medidas externas.
Mordazas para medidas internas.
Colisa para medida de profundidades.
Escala con divisiones en centímetros y
milímetros.Escala con divisiones en pulgadas y fracciones de
pulgada.Nonio para la lectura de las fracciones de
milímetros en que esté dividido.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |