Uno de los primeros modelos 084
que se construyeron se encuentra mostrado en la sede de Modicon
en el Norte de Andover, Masachusets. Fue regalado a Modicon por
GM, cuando la unidad fue retirada tras casi veinte años de
servicio
ininterrumpido.
La industria
automotriz es todavía una de las más grandes
usuarias de PLC, y Modicon
todavía numera algunos de sus modelos de controladores con
la terminación ochenta y cuatro. Los PLC son utilizados en
muchas diferentes industrias y
máquinas tales como máquinas de
empaquetado y de semiconductores.
Algunas marcas con alto
prestigio son ABB Ltd., Koyo, Honeywell, Siemens, Trend Controls,
Schneider Electric, Omron, Rockwell (Allen-Bradley), General
Electric, fraz max, Tesco Controls, Panasonic (Matsushita),
Mitsubishi e Isi Matrix
machines. Tambien existe un rango de PLCs fabricados para
aplicaciones en automotores, embarcaciones, ambulancias y
sistemas
moviles para el mercado
internacional de SCM International,Inc.
Hoy en día, los PLC no sólo controlan la
lógica
de funcionamiento de máquinas, plantas y
procesos
industriales, sino que también pueden realizar operaciones
aritméticas, manejar señales
analógicas para realizar estrategias de
control, tales
como controladores proporcional integral derivativo (PID).
Los PLC actuales pueden comunicarse con otros
controladores y computadoras
en redes de
área local, y son una parte fundamental de los modernos
sistemas de
control distribuido.
Existen varios lenguajes de
programación, tradicionalmente los más
utilizados son el diagrama de
escalera (Lenguaje
Ladder), preferido por los electricistas, lista de instrucciones
y programación por estados, aunque se han
incorporado lenguajes más intuitivos que permiten
implementar algoritmos
complejos mediante simples diagramas de
flujo más fáciles de interpretar y
mantener.
Un lenguaje más reciente, preferido por los
informáticos y electrónicos, es el FBD (en inglés
Function Block Diagram) que emplea compuertas lógicas y
bloques con distintas funciones
conectados entre sí.
En la programación se pueden incluir diferentes
tipos de operandos, desde los más simples como
lógica booleana, contadores, temporizadores, contactos,
bobinas y operadores matemáticos, hasta operaciones más
complejas como manejo de tablas (recetas), apuntadores,
algoritmos PID y funciones de comunicación multiprotocolo que le
permitirían interconectarse con otros
dispositivos.
CONCEPTO
El término PLC de amplia difusión en el
medio significa en inglés, Controlador Lógico
Programable. Originalmente se denominaban PCs (Programmable
Controllers), pero con la llegada de las IBM PCs, para evitar
confusión se emplearon definitivamente las siglas
PLC.
En Europa, el mismo
concepto es
llamado Autómata Programable.
La definición más apropiada es: Sistema
Industrial de Control Automático que trabajo bajo
una secuencia almacenada en memoria, de
instrucciones lógicas.
Es un sistema porque contiene todo lo necesario para
operar, e industrial por tener todos los registros
necesarios para operar en los ambientes hostiles encontrados en
la industria.
Esta familia de
aparatos se distingue de otros controladores automáticos
en que puede ser programado para controlar cualquier tipo de
máquina, a diferencia de otros muchos que, solamente
pueden controlar un tipo específico de aparato. Un
programador o Control de Flama de una caldera, es un ejemplo de
estos últimos.
Además de poder ser
programados, se insiste en el término "Control
Automático", que corresponde solamente a los aparatos que
comparan ciertas señales provenientes de la máquina
controlada de acuerdo con algunas reglas programadas con
anterioridad para emitir señales de control para mantener
la operación estable de dicha máquina.
Las instrucciones almacenadas en memoria permiten
modificaciones así como su monitoreo externo.
El desarrollo e
introducción de los relés, hace
muchos años, fue un paso gigantesco hacia la automatización e incremento de la producción. La aplicación de los
relés hizo posible añadir una serie de
lógica a la operación de las máquinas y de
esa manera reducir la carga de trabajo en el operador, y en
algunos casos eliminar la necesidad de operadores
humanos.
Por ejemplo, los relés hicieron posible
establecer automáticamente una secuencia de operaciones,
programar tiempos de retardo, conteo de eventos o hacer
un evento dependiente de que ocurrieran otros.
Los relés con todas sus ventajas, tienen
también naturalmente sus desventajas, tienen sólo
un período de vida; su naturaleza
electromecánica dictamina, que
después de un tiempo de uso
serán inservibles, sus partes conductores de corriente
pueden en un momento quemarse o fundirse, desbaratando la
lógica establecida y requiriendo su reemplazo.
Tal vez la inconveniencia más importante de la
lógica con relés es su naturaleza fija. La
lógica de un panel de relés es establecida por los
ingenieros de diseño,
se implementa entonces colocando relés en el panel y se
alambra como se prescribe.
Mientras que la máquina dirigida por el panel de
relés continúa llevando a cabo los mismos pasos en
la misma secuencia, todo está perfecto, pero cuando existe
un re diseño en el producto o un
cambio de
producción en las operaciones de esa máquina o en
su secuencia, la lógica del panel debe ser re
diseñada.
Si el cambio es lo suficientemente grande, una
opción más económica puede ser desechar el
panel actual y construir uno nuevo.
Este fue el problema encarado por los productores de
automóviles a mediados de los setenta.
A lo largo de los años se habían altamente
automatizado las operaciones de producción mediante el uso
de los relés, cada vez que se necesitaba un cambio, se
invertía en él una gran cantidad de trabajo, tiempo
y material, sin tomar en cuenta la gran cantidad de tiempo de
producción perdido.
La computadora ya
existía en esos tiempos y se les dio la idea a los
fabricantes de que la clase de
control que ellos necesitaban podría ser llevado a cabo
con algo similar a la
computadora. Las computadoras en sí mismas, no eran
deseables para esta aplicación por un buen número
de razones.
La comunidad
electrónica estaba frente a un gran reto:
diseñar un artefacto que, como una computadora, pudiese
efectuar el control y pudiese fácilmente ser re
programada, pero adecuado para el ambiente
industrial.
El reto fue enfrentado y alrededor de 1969, se
entregó el primer controlador programable en las plantas
ensambladoras de automóviles de Detroit, Estados
Unidos.
ESTRUCTURA DEL PLC
Un Controlador Lógico Programable es un
dispositivo usado para controlar. Este control se realiza sobre
la base de una lógica, definida a través de un
programa.

Un controlador lógico programable está
constituido por un conjunto de tarjetas o
circuitos
impresos, sobre los cuales están ubicados componentes
electrónicos.
El controlador Programable tiene la estructura
típica de muchos sistemas programables, como por ejemplo
una microcomputadora.
La estructura básica del hardware de un consolador
Programable propiamente dicho está constituido
por:
a. Fuente de alimentación
b. Unidad de procesamiento central
(CPU)c. Módulos de interfaces de
entradas/salidas (E/S)d. Modulo de memorias
e. Unidad de programación
En algunos casos cuando el trabajo que
debe realizar el controlador es más exigente, se incluyen
Módulos Inteligentes.
A. Fuente De
Alimentación
La función de
la fuente de alimentación en un
controlador, es suministrar la energía ala CPU y
demás tarjetas según la configuración del
PLC.
+ 5 V para alimentar a todas las tarjetas
+ 5.2 V para alimentar al programador
+ 24 V para los canales de lazo de corriente 20
mA.
B. Unidad De Procesamiento Central
(C.P.U.)
Es la parte más compleja e imprescindible del
controlador programable, que en otros términos
podría considerarse el cerebro del
controlador.
La unidad central está diseñada a base de
microprocesadores y memorias;
contiene una unidad de control, la memoria
interna del programador RAM,
temporizadores, contadores, memorias internas tipo relé,
imágenes del proceso
entradas/salidas, etc. Su misión es
leer los estados de las señales de las entradas, ejecutar
el programa de control y gobernar las salidas, el procesamiento
es permanente y a gran velocidad.
C. Módulos o Interfaces DE Entrada y
Salida (E/S)
Son los que proporciona el vínculo entre la CPU
del controlador y los dispositivos de campo del sistema. A
través de ellos se origina el intercambio de información ya sea para la
adquisición de datos o la del
mando para el control de maquinas del proceso.
Tipos de Módulos de Entrada y
Salida
Debido a que existen gran variedad de dispositivos
exteriores (captadores, actuadores), encontramos diferentes tipos
de módulos de entrada y salidas, cada uno de los cuales
sirve para manejar cierto tipo de señal (discreta o
análoga) a determinado valor de
tensión o de corriente en DC o AC.
Módulos de entradas discretas
Módulos de salidas discretas
Módulos de entrada
analógicaMódulos de salida analógica
D. Módulos de Memorias
Son dispositivos destinados a guardar información
de manera provisional o permanente
Se cuenta con dos tipos de memorias:
Volátiles (RAM)
No volátiles (EPROM y EEPROM)
E. Unidad de
Programación
Los terminales de programación, son el medio de
comunicación entre el hombre y la
máquina; estos aparatos están constituidos
por teclados y dispositivos de visualización
Existen tres tipos de programadores los manuales (Hand
Held) tipo de calculadora, Los de video tipo
(PC), y la (computadora).
Funcionamiento del CPU
Al comenzar el ciclo, la CPU lee el estado de
las entradas. A continuación ejecuta la aplicación
empleando el último estado
leído. Una vez completado el programa, la CPU ejecuta
tareas internas de diagnóstico y comunicación. Al final
del ciclo se actualizan las salidas. El tiempo de ciclo depende
del tamaño del programa, del número de E/S y de la
cantidad de comunicación requerida.

Las ventajas en el uso del PLC comparado con sistemas
basados en relé o sistemas electromecánicos
son:
Flexibilidad: Posibilidad de
reemplazar la lógica cableada de un tablero o de un
circuito impreso de un sistema electrónico, mediante
un programa que corre en un PLC.Tiempo: Ahorro de tiempo de trabajo
en las conexiones a realizar, en la puesta en marcha y en el
ajuste del sistema.Cambios: Facilidad para realizar
cambios durante la operación del sistema.Confiabilidad
Espacio
Modularidad
Estandarización
PARTES DE UN PLC
Cada Controlador Lógico Programable se compone de
dos partes básicas:
Sección operativa (SO)
Sección de comando (SC)
SECCION OPERATIVA (SO).
Es la que opera la materia prima
y el producto en general. Se compone de:
Los medios y
herramientas
necesarias para transformar la materia prima,
por ejemplo: bombas,
utensilios, taladros, etc.
Los accionadores destinados a mover y poner en
funcionamiento estos medios, por ejemplo:
Motores eléctricos para accionar una
bomba.Gatos hidráulicos para cerrar una
válvula.Gatos neumáticos para taladrar un cabezal de
perforación.
SECCION DE COMANDO (SC)
Es la que emite las órdenes hacia la
sección operativa (SO) y recoge las señales de
retorno para sus acciones. Cada
vez más, la sección de comando (SC) se basa en
técnicas de lógica programada. Como
parte central de la secci6n de comando (SC) está el
tratamiento, que conste en la unión de tres
diálogos:
1. El Diálogo con la
Máquina:
Consiste en el comando de los accionadores, (motores, gatos) a
través de los pre-accionadores (contadores,
distribuidores, variadores), y de la adquisición de las
señales de la retroalimentación provenientes de los
sensores que
dependen de la evolución del proceso.
2. El Diálogo
Hombre-Máquina:
Para manejar, regular, calibrar la máquina, el
personal
introduce mensajes y comandos y recoge
informaciones del autómata.
3. El Diálogo con otras
Máquinas:
Varias máquinas pueden operar en una misma
producción. Su coordinación está asegurada por el
diálogo
entre las secciones de comando.
COMPONENTES
A. Entradas
Constituyen la etapa de entrada del PLC. Desde la parte
externa del PLC lucen como una bornera donde se deben colocar los
cables con las señales que provienen de los transductores,
pero internamente están conformadas por circuitos
electrónicos que acoplan esas señales a las
especificaciones de señales que el PLC puede
manipular.
Según la naturaleza de la señal que se
recibe de los transductores, las entradas se clasifican
en:
i. Entradas digitales
Estas entradas se diseñan para recibir
señales cuantizadas de los sensores de campo. Dichas
señales varían sólo entre dos estados. El
PLC codifica estas señales según su amplitud en: 1
lógico para el valor de amplitud mayor, y 0 lógico
para el nivel de amplitud menor. Los niveles de amplitud que el
PLC entenderá son definidos por el fabricante. Este tipo
de señales generalmente provienen de transductores como:
interruptores, botoneras, sensores de fin de carrera,
etc.
ii. Entradas
analógicas
Son las que reciben señales analógicas de
los transductores de campo. Estas señales generalmente
provienen de sensores que miden el valor instantáneo de
una variable física. Ejemplos de
este tipo de señales son: la salida de una
tacométrica, de un fotosensor o de un sensor de nivel. El
valor de la señal analógica se transforma en una
señal digital de tal forma que el procesador la
pueda manipular. Un aspecto importante de esta
transformación es la resolución con que se realiza
en el interior del PLC. Por resolución se entenderá
la cantidad valores
cuantizados disponibles para representar una señal
analógica.
Por ejemplo, si se tiene sólo dos valores
cuantizados para representar una señal que varía de
0 a 5 V, se dice que se tiene una resolución de dos. La
resolución depende de las características de la
entrada.
La cantidad de valores cuantizados es igual a 2n, con n
el número de bits del registro donde se
almacena la variable digital que resulta de la
transformación. Generalmente, en los controladores
más sofisticados, se asocia un registro de 16 bits a cada
una de las entradas analógicas, con lo que se tiene una
resolución de 216.
Según el tipo de señal eléctrica
que reciban, las entradas también se clasifican en: de
corriente y de voltaje. A las entradas está asignado un
espacio de memoria del PLC llamado imagen de
entradas, el cual contiene la información de todas las
entradas en todo momento.
B. Salidas
Internamente son circuitos electrónicos que
realizan el acople entre las señales digitales utilizadas
por el PLC y las señales analógicas o cuantizadas
que utilizan los actuadores. Externamente lucen como una bornera
donde se realizan las conexiones entre el PLC y los
actuadores.
Las salidas se clasifican, al igual que en el caso de
las entradas, en digitales y analógicas. Las salidas
digitales se aplican a actuadores como bobinas de contactores,
electroválvulas, etc.
Existen salidas digitales: de voltaje y de relé.
Las salidas de voltaje asignan una magnitud de voltaje, que
depende del fabricante, al estado 1 lógico y de 0 V al
estado 0 lógico. Las salidas de relé consisten en
un contacto seco que se cierra en el estado1 y se abre en el
estado 0.
En el caso de salidas analógicas, los valores de
salida están generalmente entre 0 Vdc a 10 Vdc para las
salidas de voltaje y de 4 mA a 10 mA para las de corriente,
aunque estos valores varían según el fabricante.
Estas señales comandan actuadores como válvulas
solenoides, servomotores, etc.
A las salidas se les asigna un espacio de memoria del
PLC llamado imagen de salida, el cual contiene la
información de todas las salidas en todo
momento.
C. Unidad central de proceso
CPU por sus siglas en inglés. Es el elemento
principal de procesamiento del PLC. Una vez digitalizadas, las
señales de entrada son pasadas al CPU, el cual les aplica
el algoritmo de
control para generar las salidas. El algoritmo de control
está almacenado en la memoria interna del PLC en forma de
un programa, el cual es creado y almacenado por el usuario.
Además de ejecutar el programa, el CPU realiza acciones
como verificación del sistema, actualización de las
imágenes de entrada y salida y la medición del tiempo de ejecución del
programa.
D. Memoria del PLC
Es el lugar físico donde residen el sistema
operativo, el programa, los datos de ejecución y las
imágenes de entrada y salida. El sistema operativo es un
programa que utiliza el PLC para iniciar su operación y
realizar las configuraciones propias de su
funcionamiento.
La memoria del PLC se clasifica en diferentes clases
dependiendo de su modo de acceso y volatibilidad.
EEPROM: es una memoria de sólo lectura
que puede ser escrita por medios
electrónicos.
No necesita de una fuente de
poder para mantener sus datos. Por su característica
no volátil, se utiliza para guardar datos esenciales, tal
como el sistema operativo y el programa.
RAM: es una memoria reescribible de acceso
aleatorio que se utiliza para guardar los datos generados
mientras se ejecuta el programa. Es volátil, por lo
que los datos almacenados se pierden si se le suspende la
alimentación.
E. Fuente de poder:
Es el elemento que brinda la alimentación a todos
los componentes del PLC. Generalmente los componentes funcionan a
bajos voltajes de corriente continua. La fuente realiza la
transformación de los voltajes corriente alterna
de las líneas de potencia a esos
niveles corriente continua.
CAPÍTULO II
Controlador
lógico programable
DEFINICION DE CONTROLADOR LOGICO
PROGRAMABLE
De acuerdo con la definición de la "Nema"
(National Electrical Manufacturers Association) un controlador
programable es: "Un aparato electrónico operado
digitalmente, que usa una memoria programable para el almacenamiento
interno de instrucciones para implementar funciones
específicas, tales como lógica,
secuenciación, registro y control de tiempos, conteo y
operaciones aritméticas para controlar, a través de
módulos de entrada/salida digitales (ON/OFF) o
analógicos (1 5 VDC, 4 20 mA, etc.), varios tipos de
máquinas o procesos.


Configuraciones destacadas del PLC
FIXED

MODULAR


Módulo De Entrada
Módulo De Salida

Secuencia de operaciones en un PLC.
i. Al encender el procesador, este
efectúa un autochequeo de encendido e inhabilita las
salidas. Entra en modo de operación normal.ii. Lee el estado de las entradas y las
almacena en una zona especial de memoria llamada tabla de
imagen de entradas.iii. En base a su programa de control, el PLC
modifica una zona especial de memoria llamada tabla de imagen
de salida.iv. El procesador actualiza el estado de las
salidas "copiando" hacia los módulos de salida el
estado de la tabla de imagen de salidas (estas controlan el
estado de los módulos de salida del PLC, relay,
triacs, etc.).v. Vuelve paso b)
A cada ciclo de ejecución de esta lógica
se le denomina ciclo de barrido
(scan) que generalmente se divide en:
I/O scan
Program Scan

En la actualidad estamos habituados a compartir nuestra
vida con unas máquinas llamadas ordenadores.
El autómata también llamado PLC o
dispositivo lógico programable podemos definirlo como un
ordenador especializado en la automatización de procesos
ya sean estos industriales, domésticos, miliatres y
otros.
Como los ordenadores, el PLC, va a constar de dos partes
fundamentales:
-Hardware: es la parte física o tangible del
ordenador y del autómata.
–Software: es la parte que no
es tangible; es el programa o programas que
hacen que el ordenador o el autómata hagan un trabajo
determinado.

DESCRIPCION FISICA DE UN PLC
La imagen muestra la
arquitectura
interna de un PLC, ya teniendo el concepto de todo su esquema
externo, ahora profundizaremos las características del
interior de un PLC:
Memoria Programable
En esta parte se encuentra las instrucciones para la
secuencia de control lógico.
Memoria De Datos
En esta parte se ubican las condiciones de los cambios,
interbloqueo, valores pasados de datos y otros datos de
trabajo.
Procesador Central
En esta parte se encuentra la lógica que
será manipulada por los software de la Unidad de
Programación, aquí se encuentra el lenguaje
ensamblador del PLC.
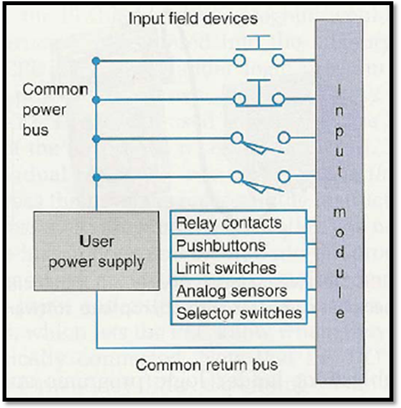
Circuito De Entrada
En esta parte se encuentran los equipos de entradas
como:
Botoneras
Selectores
Interruptor de Límite
Interruptor de Nivel
Sensores
FotoeléctricosSensores de Proximidad
Contactores de Arrancador de
Motor.
Circuito De Salida
En esta parte se encuentran los equipos de salidas
como:
Válvulas
Arrancador de Motor
Solenoides
Alarmas
Luces
Ventiladores
Bocinas
Puerta De Comunicaciones
Es la parte que enlaza con la PC, para poder editar,
monitorear la secuencia lógica del PLC.
La siguiente imagen muestra el esquema al detalle de
todas lo que conforma un PLC internamente:

La siguiente imagen muestra el esquema al detalle del
lado izquierdo que conforma un PLC internamente:

La siguiente imagen muestra el esquema al detalle del
lado derecho que conforma un PLC internamente:

HARDWARE PLC
El hardware del autómata, al ser
básicamente un ordenador, podemos dividirlo de la
siguiente forma:
La Fuente de Alimentación, provee a
suministrar lo que necesitan los circuitos
electrónicos del autómata para poder
funcionar.La CPU o Unidad de Control de Proceso, en la que va
alojado el microprocesador que es el cerebro del sistema,
junto con los dispositivos necesarios para que éste
realice su función; las tarjetas de memoria, el reloj,
las VIAS (Integrados que ayudan al microprocesador en sus
tareas de comunicación con otros
dispositivos).Las tarjetas de entradas/salidas o tarjetas I/O, en
las que otros circuitos integrados se encargan de que el
microprocesador sea capaz de comunicarse con otros
dispositivos, ya sean estos otros microprocesadores, un
teclado, una pantalla, etc.
Debajo del bastidor central, junto en la parte inferior,
existen unos ventiladores que tiene por misión refrigerar
todos los elementos que componen el PLC, ya que tanto la Fuente
de Alimentación como la CPU pueden alcanzar temperaturas
peligrosas para la circuitería de uno y otro componente;
un fallo en dichos ventiladores provocará una alarma que
nos saldrá por pantalla e impresora
("Avería ventiladores PLC").
Pero si peligrosa es la temperatura,
no es mensaje peligroso el polvo y las partículas en
suspensión que hay en el aire como con los
ventiladores, estamos provocando una corriente de aire forzada
que recorre las distintas tarjetas para evitar la entrada de
partículas en suspensión en dichos elementos, entre
los ventiladores y el PLC, se han instalado unos filtros que es
conveniente revisar y cambiar de vez en cuando. Tengamos en
cuenta que un filtro tupido impide, también, el paso por
lo que los ventiladores no cumplirán perfectamente su
misión y podemos provocar sobretemperatura sobre todo en
la Fuente de Alimentacion o en la CAPU.
Si examinamos la configuración del hardware de
uno de los autómatas, la disposición física
de los elementos sería la siguiente:

En el bastidor o rack central tenemos situada a la
izquierda la fuente de alimentación (F.A). En la parte
superior de esta tarjeta tenemos una especie de trampilla que nos
permite acceder a la batería de la fuente de
alimentación. Esta batería es del tipo recargable y
tiene una duración determinada por lo que en caso de fallo
(indicado por el led BATT LOW) es necesaria su
sustitución. La misión fundamental de esta
batería está en que la CPU conserve datos como son
el programa, la hora y la fecha, datos que almacena en una
memoria RAM (La
memoria RAM es una memoria que tiene la particularidad de perder
todo lo que tiene almacenado cuando pierde la
alimentación).

Debajo del led de la batería tenemos un
conmutador de RESET que nos sirve para reinicializar el equipo
cuando, por ejemplo, hemos cambiado la batería. Tanto la
operación de cambio de batería como el reseteo del
equipo se deben hacer cuando el autómata no está
atendiendo a operaciones fundamentales de la instalación
(arranque, parada, grupo en
marcha).
Debajo del conmutador de reset tenemos tres leds que nos
indican, cuando están encendidos, que las distintas
tensiones de alimentación son correctas.

Debajo de los tres leds está el interruptor de
encendido, el selector de voltaje y las bornas de conexión
de la alimentación de la fuente.
Al lado de la F.A. está situada la CPU, en la
parte superior de esta tarjeta tenemos una ranura en la que se
inserta la memoria EPROM. Este tipo de memoria tiene la
particularidad de que mantiene la información aunque no
esté alimentada. En esta tarjeta, que normalmente debe
estar extraída, está grabado el programa que va a
ejecutar el PLC; nos va a servir para recargar el programa en el
PLC si, por cualquier motivo, éste se borrase de la
memoria RAM.
La memoria RAM es un tipo de memoria que se caracteriza
por su extremada rapidez, en ella podemos leer y escribir cuantas
veces queramos; su única pega es que pierde todo su
contenido si le quitamos la alimentación. El microprocesador
del PLC utiliza esta memoria para escribir los datos (estado de
las entradas, órdenes de salida, resultados intermedios,
otros) y recurre a ella para leer el programa. No se utiliza otro
tipo de memoria (la EPROM, por ejemplo) porque, aunque tienen la
ventaja de no perder los datos cuando no tienen
alimentación, son memorias más lentas y que
requieren procesos más complicados para su borrado y
regrabación: otra de las ventajas de la memoria RAM es que
no necesitamos borrar los datos que contiene, escribimos
directamente los nuevos datos sobre los que ya tiene
grabados.
Inmediatamente debajo tenemos un conmutador con las
indicaciones RN-ST. Si el conmutador está hacia la
posición RN, el PLC ejecuta el programa que tiene grabado
(Como se dice: "El programa está corriendo"). Si el
conmutador se pone hacia la posición ST (Stop), el
programa se detiene en la instrucción que esté
ejecutando en ese momento el autómata.
Debajo del conmutador RN-ST, la CPU dispone de dos leds
que nos indican, cuando están encendidos, si el
autómata está corriendo el programa (RN) o si bien
el programa se ha detenido (ST).
Debajo de los dos leds de funcionamiento, existen otros
tres leds con las indicaciones: OV, ZV y BA. Estos tres leds nos
indican s la CPU ha detectado algún error
interno.
Por debajo de los leds existe un conmutador con las
indicaciones NR-RE-OR, que debemos mantener siempre hacia la
posición NR.
En la parte inferior izquierda de la CPU existe un
conector cuya finalidad es enganchar en él una maleta de
programación o un PC con los que varia el programa,
introducir un nuevo programa, visualizar el funcionamiento del
programa, etc.
A la derecha de la CPU está instalada la tarjeta
de comunicaciones
(CP), esta tarjeta sirve para comunicar el autómata, a
través de una red (SINEC L-2),
con:
Los otros autómatas existentes de la
instalación.El ordenador que sirve para la comunicación
con el operador (SCADA)El sistema de telemando (telem) para que en el
despacho reciban las distintas señales y desde el
despacho se transmitan las órdenes hacia los elementos
de la instalación.
A continuación de la CP están instaladas 6
tarjetas de entradas digitales (ED), estas tarjetas tienen una
serie de lámparas que nos indican el estado de la entrada
(Si la entrada está activada el led está encendido,
si no lo está el led está apagado).
Con el fin de proveer un aislamiento galvánico
del PLC con campo (La instalación), las tarjetas de
entradas digitales no se conectan directamente a los elementos de
campo; los elementos de campo no se conectan a unas bornas
relé (BE) situadas en la parte posterior de los armarios,
de los contactos libres de potencial de estas bornas relé
se toman las señales que entran en las
tarjetas.
Solo en algunos casos específicos las
señales de campos llegan directamente a las tarjetas de
entradas digitales.

Estas tarjetas, como indica su nombre, sólo
trabajan con señales digitales, las señales
digitales solo admiten dos estados:
o Ausencia de tensión, contactos
abiertoPresencia de tensión, contacto
cerrado.
Para acceder a las bornas de la tarjeta abrimos la tapa
en la que está situada la carátula con las
distintas señales.
En la parte derecha del bastidor central está
situada la tarjeta de expansión (306), la misión de
esta tarjeta es permitir conectar más tarjetas de entradas
o salidas a través de un nuevo bastidor de
ampliación (situado en este caso en la parte superior del
bastidor central). Este nuevo bastidor se comunicará con
el bastidor central a través de una nueva tarjeta de
expansión.
En el bastidor de ampliación, a la izquierda de
la tarjeta de expansión, tenemos instaladas tres nuevas
tarjetas de entradas digitales a las que le siguen tres tarjetas
de salidas digitales (SD).
Como vemos en el dibujo el
aspecto de estas tarjetas es muy parecido a las de entradas
digitales, estas tarjetas van a servir, por un lado para que el
autómata transmita las órdenes a los distintos
órganos de la instalación (Válvulas,
motores, etc.) y por otro, para que se enciendan las
lámparas de funcionamiento y/o avería situadas en
el armario PSM.
Las tarjetas de salidas digitales, como las de entradas
digitales, están aisladas galvánicamente de campo a
través de unas bornas relé (BS). Estas bornas
están situadas en la parte posterior de los
armarios.
A las tarjetas de salidas digitales les sigue una
tarjeta de entradas analógicas (EA). Una señal
analógica es aquella que es variable en el tiempo (El
ejemplo más típico que se suele poner es el caso de
una corriente alterna). En el caso de nuestros autómatas a
través de esta tarjeta se introducen datos que sirven,
solamente, para la información del operador (Potencia
activa de los grupos, potencia
reactiva, nivel de la cámara de carga).
SOFTWARE PLC
Para examinar el software que tiene introducido el PLC
debemos recurrir como ya se ha dicho, a conectar una maleta de
programación o un PC (Con un programa adecuado) al
PLC.
Otra manera de examinar el programa es a través
de la documentación que nos entrega la casa que
hizo la programación. Como n es el objetivo de
este curso profundizar en os métodos de
programación y tratamiento de todas las señales, en
este apartado nos referiremos única y exclusivamente al
tratamiento de las señales digitales que es el proceso que
nos servirá para determinar las distintas
averías.
Si queremos entender algo del programa, tenemos que
tener claros una serie de conceptos básicos que explicamos
a continuación:
Operando:
Es un elemento de entrada o salida con el que vamos a
trabajar en el programa, existen los siguientes tipos de
operandos:
Entradas:
Son las distintas entradas digitales que llegan al
autómata. Estas entradas van agrupadas en grupos de ocho
entradas (Un byte). Los bytes van numerados de forma correlativa
atendiendo a su posición en los bastidores. Como en
informática siempre se empieza contando por
el cero, el primer byte (El correspondiente a la parte superior
de la tarjeta ED más próxima a la CPU)
correspondería a las ocho primeras entradas de esta
tarjeta. Cada entrada a su vez irá numerada
correlativamente de 0 a 7. Las entradas en el programa van
numeradas con la letra E seguida del numero de byte y separado
por un punto, va el numero de la entrada.
Por ejemplo:
E0.0 | Sincronizador en prueba | |
E0.1 | Sincronizador en manual | |
….. | ||
E0.6 | E0.6 (no está conectada) | |
E0.7 | E0.7 (no está conectada) | |
E1.0 | Protección diferencial | |
… | ||
E29.2 | Ataguía socaz abierta | |
Salidas
Son las diferentes salidas digitales. Su
numeración sigue el mismo criterio que las entradas, la
única diferencia estriba en que el numero de las salidas
comienza con la letra A y la numeración del byte empieza
en el numero 36. Por ejemplo:
A36.0 | Señal bomba principal aceite | |
A36.1 | Señal socorro aceite | |
… | ||
A39.2 | Salida señal grupo parado | |
Marcas
Son resultados intermedios del programa que los podemos
utilizar como entradas o como salidas. Se numeran con los mismos
criterios que las entradas y salidas empezando por el byte 0 y
anteponiendo la letra M. Por ejemplo:
M0.0 | Siempre cero | |
M0.1 | Siempre uno | |
M0.2 | Necesidad de bocina | |
… | ||
M2.6 | Preparado drenaje | |
… | ||
Nemónico
Es un símbolo (abreviatura) que utiliza el
programador para facilitarle la tarea en la programación
ya que, dependiendo del lenguaje de
programación, se le puede permitir utilizar
sólo las numeraciones de las entradas, salidas y marcas o
bien se le puede permitir el empleo de los
nemónicos que, para él, son más
fáciles de recordar. Veamos unos ejemplos:
Operando | Nemónico | Comentario | ||
E0.0 | Sinprueb | Sincronizador en prueba | ||
E4.5 | ACTPalta | Acumulador turbina presión alta | ||
A36.0 | S_BAT1 | Bomba principal aceite | ||
A36.4 | S_VAG | Válvula agua | ||
M0.2 | Bocina | Necesidad de bocina | ||
M2.0 | P_frenado | Preparado frenado | ||
Módulo de programa
Podemos definirlo como una hoja en blanco donde el
programador puede escribir datos, órdenes, funciones, etc.
Tenemos cuatro tipos de módulos:
- DB: Son módulos
que contienen datos- FB: módulos que
contienen funciones- OB: módulos que
sirven para organizar otros módulos-
PB: módulos que contienen las
órdenes
De todos los módulos los que
más nos interesan a nosotros son los módulos PB ya
que en estos tenemos las distintas secuencias que realiza el
programa.
– Segmento: si el módulo de
programación lo definíamos como una hoja, el
segmento equivaldría a una línea dentro de la hoja,
es decir, dentro del módulo.
– Constantes: Especifican el formato de los
datos, aunque para nosotros carecen de mayor importancia, las
enumeramos porque vamos a encontrar alguna en los esquemas
que pretendemos interpretar (como la KT). Tenemos las
siguientes constantes:
– KC: Constante en caracteres
ASCII– KF:
Constante en número natural sin coma- KG: Constante
en número natural con coma- KH: Constante en
hexadecimal- KM: Constante en binario- KT:
Constante de temporización- KZ: Constante de
contador
Operadores
Son las funciones (operaciones) que el autómata
puede realizar y que nosotros podemos utilizar en el programa.
Destacamos, a continuación, las funciones que se utilizan
en los programas:
Puerta Y
Realiza la función lógica
denominada "AND", o producto lógico; esta función
activa su salida cuando todas sus entradas están
activadas; equivale pues, a tantos contactos en serie como
entradas tenemos. Su símbolo, y circuito equivalente, son
los siguientes:

Puerta O
Realiza la suma lógica o función "OR"; en
esta función basta que una de las entradas esté
activada para que la salida esté activada. Equivale a
tantos contactos en paralelo como entradas dispone la
función. Su símbolo, y circuito equivalente,
es:

Temporizador
La única función de temporización
que utilizamos en los programas es la de un temporizado a la
conexión. Este temporizado se caracteriza porque cuando la
entrada [T!] se pone a [1], el autómata
empieza a contar el tiempo que se fija en la entrada [TW].
Para determinar el tiempo que se ha fijado en esta entrada
pasemos a explicar cómo se interpreta el valor de la
constante KT; la constante KT tiene el siguiente
formato:

KT, como ya se ha dicho, es el nombre de la
constante (es obligatorio ponerlo con el fin de que el programa
sepa qué tipo de constante tiene en esta
entrada).
El valor es el número de pulsos que tiene
que contar, este valor no puede superar las tres
cifras
La retícula indica el tamaño de los
pulsos que se van a contar, puede adquirir los siguientes
valores:
0 = Centésimas de
segundo1 = Décimas de
segundo2 = Segundos
3 = Intervalos de 10
segundos
Veamos unos ejemplos:
Un temporizado que tiene una constante de tiempo de KT
5.3, activará si salida [Q] transcurridos 50 segundos (5
valor x 10 seg. retícula). Un temporizado con constante
de tiempo KT 12.2 activará su salida transcurridos
12 segundos (12 valor x 1 seg. retícula). El
símbolo del temporizador lo vemos a
continuación:

Las salidas [DU] y [DE] no se utilizan. La
entrada [R] pone a cero el temporizado.
Báscula RS
Esta báscula es un multivibrador biestable del
tipo RS, este multivibrador se caracteriza porque si activamos su
entrada de Set [S], la salida se pone en estado alto ([1]), la
salida permanece en este estado hasta que se active la entrada de
Reset [R] aunque la entrada de Set se vuelva al estado
bajo.
Lo mismo ocurre con la entrada de Reset [R], la salida
permanecerá en estado bajo ([0]) hasta que se active la
entrada de set, aunque la entrada de Reset haya pasado a estado
bajo. Su símbolo es el siguiente:

Salidas
Las salidas se van a utilizar cuando queremos generar el
final de un segmento con alguna de las funciones lógicas
AND u OR, ya que a estas funciones no le podemos asignar
nemónico (sí lo podemos hacer con los temporizados
y con las básculas, en éstos el nombre del
nemónico se pone en la parte superior sustituyendo al
nombre de la función).
Las salidas pueden referirse directamente a una de las
bornas de las tarjetas de salidas o bien ser marcas internas que
luego utilizaremos en el programa. Su símbolo es un
cajetín con un signo igual dentro.
VENTAJAS Y DESVENTAJAS
Las condiciones favorables son las
siguientes:
a) Menor tiempo empleado en la
elaboración de proyectos debido a que:
No es necesario dibujar el esquema de
contactos.No es necesario simplificar las ecuaciones
lógicas, ya que, por lo general, la capacidad de
almacenamiento del modulo de memoria es lo suficientemente
grande.La lista de materiales queda sensiblemente reducida
y al elaborar el presupuesto correspondiente eliminaremos
parte del problema que supone el contar con diferentes
proveedores, distintos plazos de entrega, etc.
b) Posibilidad de introducir modificaciones sin
cambiar el cableado y añadir aparatos.c) Mínimo espacio de
ocupaciónd) Menor coste de mano de obra de la
instalacióne) Economía de mantenimiento.
Además de aumentar la fiabilidad del sistema, al
eliminar contactos móviles, los mismo autómatas
pueden detectar e indicar averías.f) Posibilidad de gobernar varias maquinas con
un mismo autómata.g) Menor tiempo para la puesta de
funcionamiento del proceso al quedar reducido el tiempo de
cableado.h) Si por alguna razón la maquina queda
fuera de servicio, el autómata útil para otra
máquina o sistema de producción.
Las condiciones desfavorables son las
siguientes:
a) Hace falta un programador, lo que obliga a
adiestrar a unos de los técnicos de tal sentido, pero
hoy en día ese inconveniente está solucionado
porque las universidades y/o institutos superiores ya se
encargan de dicho adiestramiento.b) El costo inicial que puede o no ser un
inconveniente, según las características del
automatismo en cuestión. Dado que el PLC cubre
ventajosamente en amplio espacio entre la lógica
cableada y el microprocesador es preciso que el proyectista
lo conozca tanto en su actitud como en sus limitaciones. Por
tanto, aunque el coste inicial debe ser tenido en cuenta a la
hora de decidirnos por uno u otro sistema, conviene analizar
todos los demás factores para asegurarnos una
decisión acertada.
CLASIFICACION DEL PLC
Debido a la gran variedad de tipos distintos de PLC,
tanto en sus funciones, en su capacidad, en su aspecto
físico y otros, es que es posible clasificar los distintos
tipos en varias categorías.
PLC tipo Nano:
Generalmente PLC de tipo compacto (Fuente, CPU e I/O
integradas) que puede manejar un conjunto reducido de I/O,
generalmente en un número inferior a 100. Permiten manejar
entradas y salidas digitales y algunos módulos
especiales.
PLC tipo Compactos:
Estos PLC tienen incorporado la Fuente de
Alimentación, su CPU y módulos de I/O en un solo
módulo principal y permiten manejar desde unas pocas I/O
hasta varios cientos ( alrededor de 500 I/O ) , su tamaño
es superior a los Nano PLC y soportan una gran variedad de
módulos especiales, tales como:
Entradas y salidas análogas
Módulos contadores rápidos
Módulos de comunicaciones
Interfaces de operador
Expansiones de i/o
PLC tipo Modular:
Estos PLC se componen de un conjunto de elementos que
conforman el controlador final, estos son:
Rack
Fuente de Alimentación
CPU
Módulos de I/O
De estos tipos existen desde los denominados MicroPLC
que soportan gran cantidad de I/O, hasta los PLC de grandes
prestaciones
que permiten manejar miles de I/O.
CAPÍTULO III
Funcionamiento del
PLC
CICLO DE OPERACIÓN DEL
PROCESADOR
Para realizar las operaciones o instrucciones un
microprocesador necesita sincronizar todas sus señales
internas y externas y disponer, por tanto, de un patrón de
tiempo. Es lo que se denomina: Reloj del microprocesador o Ciclo
de Operación del Microprocesador.
El reloj del microprocesador está constituido
por un oscilador electrónico, en el caso del
microprocesador que mencionaremos de 2.4 GHz, entrega dos mil
millones y medio de impulsos por segundoEl microprocesador utiliza un número
determinado de estos impulsos para cada operación o
instrucción.Se denomina Ciclo de instrucción al tiempo
durante el cual el microprocesador ejecuta una
instrucción completa.El ciclo de instrucción se subdivide a su
vez, en ciclos de máquina. Un ciclo de máquina
es el tiempo durante el cual el microprocesador realiza una
operación elemental. Cada ciclo de máquina
emplea varios ciclos (impulsos) de reloj.
Es posible calcular el tiempo de ejecución de una
determinada operación, siempre que se conozca el
número de ciclos de reloj que emplea cada una de sus
instrucciones.
Por lo tanto no se puede decir en cuánto tiempo
se ejecuta una instrucción de un microprocesador de 2.4
GHz, porque depende de la instrucción que se dé en
un determinado microprocesador es (en un determinado
microprocesador una misma instrucción puede requerir
más o menos ciclos que en otro
microprocesador).
3.1.1 QUE ES EL TIEMPO
SCAN
Un PLC tiene un funcionamiento, salvo en el proceso
inicial que sigue a un RESET, de tipo secuencial y
cíclico, es decir, las operaciones tienen lugar una tras
otra, y se va repitiendo continuamente mientras el PLC se
mantenga energizado.
A este proceso se le conoce como el "SCAN" del PLC y es
un parámetro de especificación importante en un
PLC, ya que nos da una idea de la rapidez de operación del
PLC.
El tiempo de un "scan" es definido como el
tiempo que se toma para ejecutar los 3 pasos que se listaran a
continuación.
El tiempo requerido para realizar un SCAN
puede oscilar entre 1 y 100 milisegundos y depende de:
El número de entradas y salidas
involucradas.La longitud del programa del
usuario.El número y tipo de
periféricos conectados al autómata
El SCAN se da en término de
milisegundos por cada mil instrucciones (mseg/K).

Paso 1: Verificar el paso de las
entradas
El PLC primero le echa un "vistazo" a cada una de
las entradas para determinar si están activadas o
desactivadas.En otras palabras, el PLC pregunta,
¿Estará el sensor conectado en la primera
entrada accionado? ¿Cómo está el de la
segunda entrada? ¿ Y el tercero…? y así
sucesivamenteGuarda estos datos en su memoria para ser usado
durante la siguiente etapa.
Paso 2: Ejecución del Programa
Después, el PLC ejecuta su programa una
instrucción a la vez.Posiblemente su programa diga que si la primera
entrada está activada entonces que se accione la
primera salida.Ya que, desde la etapa anterior, éste ya sabe
que entradas están accionadas o apagadas, será
capaz de decidir si la primera salida tendría que
prender basándose en el estado de la primera
entrada.Este guardará los resultados de la
ejecución para ser usados más tarde en la
siguiente etapa.
Paso 3: Actualización del estatus de la
salida
Finalmente el PLC actualiza el status de las
salidas. Las actualiza de acuerdo a que entradas estuvieron
activadas durante el primer paso y los resultados de la
ejecución de su programa durante el segundo
paso.De acuerdo al ejemplo del paso 2 ahora
prendería la primera salida ya que la primera entrada
estuvo accionada y su programa dijo, prender la primera
salida cuando esta condición sea verdadera.Después del tercer paso el PLC retorna al
paso 1 y repite los pasos continuamente.

FUNCIONAMIENTO DEL PLC
El funcionamiento del autómata es, salvo el
proceso inicial que sigue a un Reset, de tipo secuencial y
cíclico, es decir, las operaciones tienen lugar una tras
otra, y se van repitiendo continuamente mientras el
autómata esté bajo tensión.
La figura muestra esquemáticamente la secuencia
de operaciones que ejecuta el autómata, siendo las
operaciones del ciclo de operación las que se repiten
indefinidamente.

El ciclo de funcionamiento se divide en dos partes como
se puede observar en el esquema de diagrama de la figura llamados
Proceso Inicial y Ciclo de Operación.
Proceso Inicial
Como se muestra en la figura, antes de entrar en el
ciclo de operación el autómata realiza una serie de
acciones comunes, que tratan fundamentalmente de inicializar los
estados del mismo y chequear el hardware. Estas rutinas de
chequeo, incluidas en el programa monitor ROM,
comprueban:
El bus de conexiones de las unidades de
E/S.El nivel de la batería, si esta
existe.La conexión de las memorias internas del
sistema.El módulo de memoria exterior conectado, si
existe.
Si se encontrara algún error en el
chequeo, se activaría el LED de error y quedaría
registrado el código
del error.
Comprobadas las conexiones, se inicializan las variables
internas:
Se ponen a OFF las posiciones de memoria interna
(excepto las mantenidas o protegidas contra perdidas de
tensión)Se borran todas las posiciones de memoria imagen
E/S.Se borran todos los contadores y temporizadores
(excepto los mantenidos o protegidos contra perdidas de
tensión).
Transcurrido el Proceso Inicial y si no han aparecido
errores el autómata entra en el Ciclo de
Operación.
Ciclo De Operación
Este ciclo puede considerarse dividido en tres bloques
tal y como se puede observar en la figura dichos bloques
son:
Proceso Común
Ejecución del programa
Servicio a periféricos
Proceso común:
En este primer bloque se realizan los chequeos
cíclicos de conexiones y de memoria de programa,
protegiendo el sistema contra:
Errores de hardware (conexiones E/S, ausencia de
memoria de programa, etc.).Errores de sintaxis (programa imposible de
ejecutar).
El chequeo cíclico de conexiones comprueba los
siguientes puntos:
Niveles de tensión de
alimentación.Estado de la batería si existe.
Buses de conexión con las
interfaces.
El chequeo de la memoria de programa comprueba la
integridad de la misma y los posibles errores de sintaxis y
gramática:
Mantenimiento de los datos, comprobados en el
"checksum".Existencia de la instrucción END de fin de
programa.Estructura de saltos y anidamiento de bloque
correctas.Códigos de instrucciones
correctas.
Ejecución Del Programa
En este segundo bloque se consultan los estados de las
entradas y de las salidas y se elaboran las órdenes de
mando o de salida a partir de ellos.
El tiempo de ejecución de este bloque de
operaciones es la suma del:
Tiempo de acceso a interfaces de E/S.
Tiempo de escrutación de programa
Y a su vez esto depende, respectivamente
de:
Número y ubicación de las interfaces
de E/S.Longitud del programa y tipo de CPU que lo
procesa.
FUNCIONES ADICIONALES DEL PLC
Autochequeo de
Fallas: en cada
ciclo de
scan, el PLC efectúa un
Chequeo del funcionamiento del sistema reportando el
resultado en Bits internos que pueden ser accesados por
el programa del usuario.Inicializaciones: cada tipo de partida de un
microprocesador también es reportada en bits
internos de la memoria de PLC.Salvaguarda de Estados: Es
posible indicar al
PLC estado deseado de algunas
salidas o variables
internas en caso de falla o falta de
energía en el equipo. Esto es esencial
cuando se requiere proteger algunos externos de
salida.Modularidad: Gracias a la utilización
de Microprocesadores, es posible expandir los
sistemas a través de módulos de
expansión de acuerdo al crecimiento del sistema.
Es posible expandirse en Entradas y Salidas digitales,
análogas, etc., como así también en
unidades remotas y de comunicación.
DIRECCIONAMIENTO DE ENTRADAS Y
SALIDAS
Como existen gran cantidad de I/O y estas pueden estar
alojadas en diferentes módulos, nace la necesidad de
indicarle a la CPU, mediante nuestro programa, la referencia
exacta de la entrada o salida con la que queremos interactuar. Al
mecanismo de identificación de I/O en los PLC se le
denomina direccionamiento de entradas y salidas. El
direccionamiento de I/O varia de marca en marca,
inclusive de modelo en
modelo en los PLC, pero generalmente, la mayoría de los
fabricantes adopta una terminología que tiene
relación con la ubicación física de la
I/O.
Veamos algunos ejemplos:
Direccionamiento PLC Nano Telemecanique
Direccionamiento PLC TSX-17 Telemecanique
Direccionamiento PLC TSX-37 Telemecanique
Direccionamiento PLC Mitsubishi
Direccionamiento PLC A/B SLC-500
Direccionamiento De Entradas y Salidas En El
PLC-5
Cada uno de los slots del chasis es un grupo. En cada
grupo puede haber un máximo de 16 entradas y 16 salidas.
Se llama Rack a un conjunto de 8 grupos.
El primer slot, al lado del microprocesador, es el 0 del
rack 0, el siguiente el 1 el siguiente el 2, así
sucesivamente. El rack 0 tiene los slots 0 a 7, lo que hace un
total de 8.
En cada slot podemos poner una tarjeta de entradas o
salidas. Su dirección está formada por tres
cifras. La primera es un cero, la segunda es el nombre del rack y
la tercera el número de slot. Los slots 0 y 1 no
están disponibles puesto que se encuentra la fuente de
alimentación.
Si en el slot 2 ponemos una tarjeta de 8 entradas sus
direcciones corresponderán a I: 002. Para distinguir una
entrada concreta, por ejemplo la 6 escribiremos I: 002/6. Si
ponemos una tarjeta de salidas en el slot 3 escribiremos O: 003.
Si en el slot 4 ponemos una tarjeta de 16 entradas, las ocho
primeras serán I: 004/00 a I: 004/7 y las demás
serán I: 004/10 a I: 004/17, esto es debido a que el
direccionamiento se realiza en octal.
Direccionamiento de entradas y salidas en los
SLC.
En los slc-5/01 y slc-5/02 cada slot puede tener
entradas o salidas. Si por ejemplo se pone una tarjeta de 16
salidas en el slot 3, la dirección del bit será O:
3/15 o también O:3.0/15 Si la tarjeta tiene más de
16 bits ocupará más de una palabra. Si en el slot 2
ponemos una tarjeta con 32 bits de entrada, el bit 15 se
direccionará con I: 2.0/15, el bit 16 como I: 2.1/0 y el
bit 31 con I:2.1/15.
En los SLC-500 las entradas y salidas compactas
están en el rack 0, la dirección de la salida 7,
por ejemplo será O: 0/7. Si además, añadimos
más tarjetas, estas se direccionarán como en los
SLC modulares.
Aquí algunos gráficos que nos permitirá entender
mejor su aplicación


Relación entre un Terminal de E/S
y su ubicación en la memoria del
procesador.


CAPITULO IV
Programación
en PLC
4.1. PROGRAMACION EN PLC
Los primeros PLC, en la primera mitad de los 80, eran
programados usando sistemas de programación propietarios o
terminales de programación especializados, que a menudo
tenían teclas de funciones dedicadas que representaban los
elementos lógicos de los programas de PLC. Los programas
eran guardados en cintas. Más recientemente, los programas
PLC son escritos en aplicaciones especiales en un ordenador, y
luego son descargados directamente mediante un cable o una
red al PLC. Los
PLC viejos usan una memoria no volátil (magnetic core
memory) pero ahora los programas son guardados en una RAM con
batería propia o en otros sistemas de memoria no
volátil como las memoria flash.
Los primeros PLC fueron diseñados para ser usados
por electricistas que podían aprender a programar los PLC
en el trabajo. Estos PLC eran programados con "lógica de
escalera"("ladder logic"). Los PLC modernos pueden ser
programados de muchas formas, desde la lógica de escalera
hasta lenguajes de programación tradicionales como el
BASIC o C. Otro método es
usar la Lógica de Estados (State Logic), un lenguaje de
programación de alto nivel diseñado para programas
PLC basándose en los diagramas de
transición de estados.
4.2. ESTANDAR IEC 61131-3
Recientemente, el estándar internacional IEC
61131-3 se está volviendo muy popular. IEC 61131-3 define
los elementos comunes entre los lenguajes de programación,
asi como también define cuatro lenguajes de
programación para los sistemas de control
programables.
4.2.1. ELEMENTOS COMUNES
Tipos de datos
Dentro de los elementos comunes, se definen los tipos de datos.
Los tipos de datos previenen de errores en una fase inicial, como
por ejemplo la división de un dato tipo fecha por un
número entero. Los tipos comunes de datos son: variables
booleanas, número entero, número real, byte y
palabra, pero también fechas, horas del día y
cadenas (strings).
Basado en estos tipos de datos, el usuario puede definir
sus propios tipos de datos, conocidos como tipos de datos
derivados. De este modo, se puede definir por ejemplo un canal de
entrada analógica como un tipo de dato.
Variables
Las variables permiten identificar los objetos de datos
cuyos contenidos pueden cambiar, por ejemplo, los datos asociados
a entradas, salidas o a la memoria del autómata
programable. Una variable se puede declarar como uno de los tipos
de datos elementales definidos o como uno de los tipos de datos
derivados. De este modo se crea un alto nivel de independencia
con el hardware, favoreciendo la reusabilidad del
software.
La extensión de las variables está
normalmente limitada a la unidad de organización en la cual han sido declaradas
como locales. Esto significa que sus nombres pueden ser
reutilizados en otras partes sin conflictos,
eliminando una frecuente fuente de errores. Si las variables
deben tener una extensión global, han de ser declaradas
como globales utilizando la palabra reservada
VAR_GLOBAL.
Pueden ser asignados parámetros y valores
iniciales que se restablecen al inicio, para obtener la
configuración inicial correcta.
Configuración, recursos y
tareas
Para entender ésto mejor, vamos a
ver el modelo de software, que define IEC 61131-3 (ver figura
2).

Al más alto nivel, el elemento software requerido
para solucionar un problema de control particular puede ser
formulado como una configuración. Una
configuración es específica para un tipo de sistema
de control, incluyendo las características del hardware:
procesadores,
direccionamiento de la memoria para los canales de I/O y otras
capacidades del sistema.
Dentro de una configuración, se pueden definir
uno o más recursos. Se puede entender el recurso
como un procesador capaz de ejecutar programas IEC.
Con un recurso, pueden estar definidas una o más
tareas. Las tareas controlan la ejecución de un
conjunto de programas y/o bloques de función. Cada una de
ellos puede ser ejecutado periódicamente o por una
señal de disparo especificada, como el cambio de estado de
una variable.
Los programas están diseñados a
partir de un diferente número de elementos de software,
escrito en algunos de los distintos lenguajes definidos en IEC
61131-3. Típicamente, un programa es una interacción de Funciones y
Bloques Funcionales, con capacidad para intercambiar
datos. Funciones y bloques funcionales son las partes
básicas de construcción de un programa, que contienen
una declaración de datos y variables y un conjunto de
instrucciones..
Comparado esto con un PLC convencional, éste
contiene un solo recurso, ejecutando una tarea que controla un
único programa de manera cíclica. IEC 61131-3
incluye la posibilidad de disponer de estructuras
más complejas. El futuro que incluye multi-procesamiento y
gestión
de programas por eventos ¡Y no está muy lejos!,
observar simplemente las características de los sistemas
distribuidos o los sistemas de control de tiempo real. IEC
61131-3 está disponible para un amplio rango de
aplicaciones, sin tener que conocer otros lenguajes de
programación adicionales.
Unidades de Organización de
Programa
Dentro de IEC 1131-3, los programas, bloques Funcionales
y funciones se denominan Unidades de Organización de
Programas, POU´s.
Funciones
IEC 61131-3 especifica funciones estándar y
funciones definidas por usuario. Las funciones estándar
son por ejemplo ADD (suma), ABS (valor absoluto), SQRT
(raíz cuadrada), SIN (seno), y COS (coseno). Las funciones
definidas por usuario, una vez implementadas pueden ser usadas
indefinidamente en cualquier POU.
Las funciones no pueden contener ninguna
información de estado interno, es decir, que la
invocación de una función con los mismos argumentos
(parámetros de entrada) debe suministrar siempre el mismo
valor (salida).
Bloques Funcionales,
FB´s
Los bloques funcionales son los equivalentes de los
circuitos
integrados, IC´s, que representan funciones de control
especializadas. Los FB´s contienen tanto datos como
instrucciones, y además pueden guardar los valores de las
variables (que es una de las diferencias con las funciones).
Tienen un interfaz de entradas y salidas bien definido y un
código interno oculto, como un circuito integrado o una
caja negra. De este modo, establecen una clara separación
entre los diferentes niveles de programadores, o el personal de
mantenimiento.
Un lazo de control de temperatura, PID, es un excelente ejemplo
de bloque funcional. Una vez definido, puede ser usado una y otra
vez, en el mismo programa, en diferentes programas o en distintos
proyectos.
Esto lo hace altamente reutilizable.
Los bloques funcionales pueden ser escritos por el
usuario en alguno de los lenguajes de la norma IEC, pero
también existen FB´s estándar (biestables,
detección de flancos, contadores, temporizadores, etc.).
Existe la posibilidad de ser llamados múltiples veces
creando copias del bloque funcional que se denominan
instancias. Cada instancia llevará asociado un
identificador y una estructura de
datos que contenga sus variables de salida e
internas.
Programas
Los programas son "un conjunto lógico de
todos los elementos y construcciones del lenguaje de
programación que son necesarios para el tratamiento de
señal previsto que se requiere para el control de una
máquina o proceso mediante el sistema de autómata
programable". Un programa puede contener, aparte de la
declaración de tipos de datos, variables y su
código interno, distintas instancias de funciones y
bloques funcionales.
Gráfico Funcional Secuencial
(SFC)

SFC describe gráficamente el comportamiento
secuencial de un programa de control. Esta definición
deriva de las Redes de Petri y Grafcet (IEC 848), con las
modificaciones adecuadas para convertir las representaciones de
una norma de documentación en un conjunto de elementos de
control de ejecución para una POU de un autómata
programable.
SFC ayuda a estructurar la
organización interna de un programa, y a descomponer
un problema en partes manejables, manteniendo
simultáneamente una visión global. Los elementos
del SFC proporcionan un medio para subdividir una POU de un
autómata programable en un conjunto de etapas y
transiciones interconectadas por medio de enlaces directos. Cada
etapa lleva asociados un conjunto bloques de acción
y a cada transición va asociada una condición de
transición que cuando se cumple, causa la
desactivación de la etapa anterior a la transición
y la activación de la siguiente. Los bloques de
acción permiten realizar el control del proceso. Cada
elemento puede ser programado en alguno de los lenguajes IEC,
incluyéndose el propio SFC. Dado que los elementos del SFC
requieren almacenar información, las únicas
POU´s que se pueden estructurar utilizando estos elementos
son los bloques funcionales y los programas.
Se pueden usar secuencias alternativas y paralelas,
comúnmente utilizadas en muchas aplicaciones. Debido a su
estructura general, de sencilla comprensión, SFC permite
la transmisión de información entre distintas
personas con distintos niveles de preparación y responsabilidad dentro de la
empresa.
4.2.2. LENGUAJES DE
PROGRAMACIÓN
Los lenguajes de programación son necesarios para
la
comunicación entre el usuario, sea programador u
operario de la máquina o proceso donde se encuentre el PLC
y el PLC. La interacción que tiene el usuario con el PLC
la puede realizar por medio de la utilización de un
cargador de programa también reconocida como consola de
programación o por medio de un PC.
En procesos grandes o en ambientes industriales el PLC
recibe el nombre también de API (Autómata
Programable Industrial) y utiliza como interfase para el usuario
pantallas de plasma, pantallas de contacto (touch screen) o
sistemas SCADA (sistemas para la adquisición de datos,
supervisión, monitoreo y control de los
procesos).
4.2.2.1. Clasificación de los
Lenguajes de Programación
Los lenguajes de programación para PLC son de dos
tipos, visuales y escritos. Los visuales admiten estructurar el
programa por medio de símbolos gráficos, similares a los
que se han venido utilizando para describir los sistemas de
automatización, planos esquemáticos y diagramas de
bloques. Los escritos son listados de sentencias que describen
las funciones a ejecutar.
Los programadores de PLC poseen formación en
múltiples disciplinas y esto determina que exista
diversidad de lenguajes. Los programadores de aplicaciones
familiarizados con el área industrial prefieren lenguajes
visuales, por su parte quienes tienen formación en
electrónica e informática optan, inicialmente por
los lenguajes escritos.
Literales o Escritos:
Lista de instrucciones (IL).
Texto estructurado (ST).
Visuales o Gráficos:
Diagrama de contactos (LD).
Diagrama de bloques funcionales (FBD).

En la figura superior, los cuatro programas describen la
misma acción.
La elección del lenguaje de programación
depende de:
los conocimientos del programador,
el problema a tratar,
el nivel de descripción del
proceso,la estructura del sistema de control,
la coordinación con otras personas o
departamentos.
Los cuatros lenguajes están interrelacionados y
permiten su empleo para resolver conjuntamente un problema
común según la experiencia del usuario.
a) El Diagrama de contactos
(LD): tiene sus orígenes en los Estados Unidos.
Está basado en la presentación gráfica
de la lógica de relés.
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |