En este trabajo tomaré como método de
obtención de arrabio al método conocido como el del
Alto Horno.
El esquema de obtención es el
siguiente:
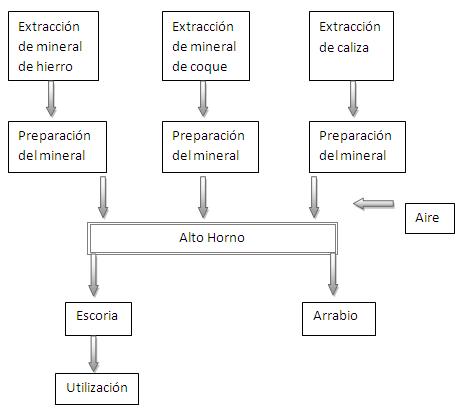
A continuación, se detallan cada uno de los
ítems del esquema:
Extracción del mineral de hierro.
El método de la extracción del mineral de
hierro depende del yacimiento en que se encuentra. Si se
encuentra en un yacimiento a cielo abierto la extracción
es fácil, basta con fragmentar la capa de tierra que lo
cubre, mediante explosivos y luego removerla para llegar al
mineral de hierro, el cual se extrae con excavadoras,
posteriormente se procede a transportarlos a las tolvas de
almacenamiento.
Si se encuentra en un yacimiento profundo, la
extracción se hace más compleja, pues se necesita
construir túneles para llegar donde se encuentra el
mineral y luego, a través de montacargas apropiados,
transportarlos al exterior, donde se cargan en trenes, a veces,
arrastrados por locomotoras electicas, para llevarlos a las
tolvas. Cuando el terreno presenta baches pronunciados o es
imposible transportar el mineral por el suelo, se procede
mediante rieles aéreos y vagonetas.
Preparación del mineral de hierro.
El mineral de hierro extraído, trae consigo
impurezas (tierra, restos fósiles), denominadas"ganga",
además posee tamaños variables; y otros aspectos
que hacen que el mineral no sea apto para ser introducido al Alto
Horno. Para paliar esto, es necesario someterlo a una serie de
procesos, los que se detallan a continuación:
Concentración: los minerales de hierro
extraídos se concentran, eliminando parte de la ganga
y obteniendo un mineral sobre más rico en hierro. La
concentración se puede llevar a cabo mediante los
siguientes métodos:
Por lavado: esta operación hace posible
eliminar las sustancias terrosas que componen la ganga. Se
lleva a cabo haciendo pasar el mineral sobre una cinta
transportadora y una corriente de agua arrastra las
sustancias terrosas.Por separador rotativo magnético: este
método hace posible clasificar el mineral en ricos,
pobres y ganga, mediante un tambor giratorio imantado; el
mineral cae en este, la parte más rica en hierro queda
adherida al imán, la ganga cae y a medida q el tambor
gira va cayendo luego el mineral más pobre que no
queda bien adherido a él.
Reducción de tamaño: para ser
introducido al Alto Horno, el mineral de hierro debe tener un
tamaño adecuado, que depende de cada horno; para ello
se lo tritura usando máquinas destinadas a tal uso,
como ser cilindros trituradores, trituradores a
rotación excéntrica, trituradores a
mandíbula.Aglomeración o briquetado: así
también, el mineral no puede tener un tamaño
menor del adecuado, por lo que si es muy pulverulento es
necesario aglomerarlo o formar ladrillos o briquetas. Esto se
puede hacer de tres formas: formando una pasta con un
cemento, con cal y/o por absorción.Calcinación: he dicho anteriormente que los
minerales de hierro formado por carbonatos no son aptos para
su utilización en la siderurgia; pero si tomamos en
cuenta de que es el único mineral disponible, en el
área a tratar, y prepararlo es más
económico que importar óxidos de hierro, se lo
puede utilizar. Para ello es condición necesaria
calcinarlo, antes de su introducción al Alto Horno. La
calcinación se realiza al aire libre, no muy utilizada
actualmente, o en horno de cuba.
Fabricación del mineral de coque.
El coque se obtiene a través de la
destilación de las hullas grasas. Para su obtención
se utilizan hornos de diferentes tipos: hornos de coque, de
colmena, de coquización modernos.
Su principio de trabajo consiste prácticamente en
la combustión incompleta de la hulla en cámaras
cerradas, aprovechando los gases (subproductos) para calentar
aire.
Las condiciones que debe cumplir un buen coque
metalúrgico son: 1º debe ser denso; 2º muy
poroso; 3º libre de azufre; 4º resistente y poco
quebradizo; 5º resistente a la compresión.
Extracción del mineral de caliza.
La caliza es muy importante, y en algunas regiones
existen sierras formadas casi totalmente de este
mineral.
Su extracción se realiza a cielo abierto, a
través de excavadoras, luego de hacer algunas explosiones
de dinamita para fragmentar el lugar.
Aire.
El aire se inyecta al alto horno, a través de
toberas, para poder activar la combustión, para ello debe
tener una temperatura de alrededor de 900ºC, una
presión de un poco mas de 1 atm y un volumen adecuado a la
cantidad de materia prima que entra.
Alto horno.
Descripción del aparato.
El Alto Horno es una instalación de eje vertical
de, entre 30 hasta 80m. y sección circular de, entre 10 y
20m. Está revestido por ladrillos refractarios, llegando a
medir, sus paredes, un diámetro variable a lo largo del
horno y hasta 2m.; por cajas de refrigeración. Está
forrado con una plancha de acero en sus partes más
expuestas al calor, como el crisol y el etalaje. Posee una
estructura metálica de sostén (13) para la cuba, lo
que hace que se pueda rehacer todo el revestimiento del etalaje,
en caso necesario. Es importante destacar que el Alto horno debe
estar construido sobre una base de hormigón
resistente.
El Alto Horno trabaja de forma continua durante varios
años, y solo se apaga para realizar mantenimientos. Para
calentar un Alto Horno por primera vez se necesita grandes
cantidades de carbón y combustible.

Figura Nº1 .Corte vertical de un
Alto Horno acotando sus dimensiones.
Fuente: SIDERURGIA. P. A.
Pezzano.
El Alto Horno consta de las siguientes
partes:
Plataforma de carga: está situada en la parte
superior del Alto Horno, en ella se encuentran:
Aparatos de carga: está
constituido por los ascensores, que permiten elevar
las materias primas, de las tolvas de almacenamiento, en de
un vagonetas(12) por medio de un plano inclinado; por el
dispositivo de carga o cierre de doble campana, en la
cual se descarga de las vagonetas las materias primas que
caen en una tolva que tiene como fondo una pequeña
campana, la superior, la que luego se deja descender para que
la materia prima baje a una cámara, entre la superior
y la inferior, y cuando se haya reunido dos o más
cargas de la materia prima, la campana inferior se dejas
descender, abriendo paso a esta para que ingrese al Alto
Horno(este dispositivo de doble campana permite que los gases
no escapen al exterior del Alto Horno); y por los tubos de
escape de gases(11), estos captan los gases emitidos por
el Alto Horno, y lo conducen a depuradores, los cuales
extraen el polvo que contiene; a recuperadores de calor, que
aprovechan la energía calorífica para calentar
el aire que va a ser introducido al Alto Horno.Tragante (1): es la parte en la que ingresa la
materia prima, después de haber pasado por el
dispositivo de doble campana.
Cuba (2): de forma de tronco de cono, su
diámetro asciende de arriba hacia abajo. Su forma se
justifica por el aumento de volumen de las materias al
reaccionar.Vientre (3): es la parte de mayor diámetro,
une a la cuba con el etalaje. En este sitio el hierro empieza
a fundirse.Etalaje (4): de forma de tronco de cono inversa, su
diámetro desciende de arriba hacia abajo. Su forma
permite que el hierro fundido se deslice sin depositarse en
ningún lado. Colocado aproximadamente a 3m. del piso.
Aquí, además, se encuentra la zona de maniobras
relacionadas con el Alto Horno y se vigilan las toberas (9)
de aire, la marcha de combustión, la colada de arrabio
y de escoria.Crisol (5): es la parte más baja del Alto
Horno, es como un depósito de arrabio y escoria,
esperando a ser descargados por la piquera (6) y la bigotera
(7), respectivamente. El fondo de este debe estar construido
en ladrillos refractarios de tierra refractaria o de
carbón prensado y de gran tamaño.
Referencias.
1. Tragante.
2. Cuba.
3. Vientre.
4. Etalaje.
5. Crisol.
6. Piquera.
7. Bigotera.
8. Manga de tobera.
9. Tobera.
10. Anillo de viento.
11. Escape de gases.
12. Vagoneta.
13. Soporte metálico de
sostén.
Figura Nº2 .Partes de un Alto
Horno.
Fuente: SIDERURGIA. P. A.
Pezzano.
Resumen del proceso.
La carga (mineral de hierro, caliza y coque)
acondicionada se introduce por el tragante, el aire a la
temperatura adecuada (900-1000ºC) se introduce por la
tobera. Mientras la carga desciende a través del Alto
Horno reacciona gracias al calor proporcionado por el aire, que
asciende (las reacciones se explican más abajo);
formándose arrabio (hierro fundido) y escoria (material
indeseable) que se extraen por la piquera y la
bigotera.
La extracción del arrabio por la piquera se
denomina colada o sangría, se practica a intervalos
regulares, en unos grandes recipientes, llamados cucharas de
colada.
En cuanto a la extracción de la escoria,
ésta llega al nivel de la bigotera cuando la cantidad de
arrabio presente en crisol asciende y las eleva hasta
allí, alcanzando el nivel de salida. El escurrimiento de
la escoria sigue regularmente, hasta que por efecto de una
sangría, este nivel desciende.
Zonas y reacciones.
En el proceso de un Alto Horno se pueden diferenciar
seis zonas con sus respectivas reacciones cada una:
Zona I (150º a 400ºC).
En esta etapa, se produce la eliminación del agua
higroscópica, y quizás los óxidos hidratados
de transforman en anhidros.

Zona II (400º a 700ºC).
Reducción indirecta de los óxidos de
hierro.
Se realiza por la acción del monóxido de
carbono en los óxidos de hierro, obteniéndose oxido
ferroso y hierro libre:

El silicio presente en la ganga y en el mineral, forma
con los distintos óxidos, silicatos:

Zona VI (1300º a 1550ºC)
En esta zona se separa por diferencia de densidad la
escoria y el arrabio, quedando el primero (menos denso) arriba y
el segundo (más denso) abajo. Se retiran del alto horno
por la bigotera y la piquera respectivamente.
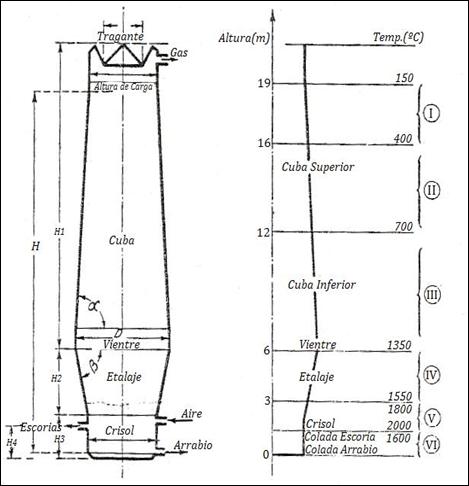
Figura Nº3. Zonas de reacciones
de un Alto Horno.
Fuente: SIDERURGIA. P. A.
Pezzano.
Escoria.
La escoria está formada por sílice,
alúmina y cal, con pequeñas cantidades de otros
elementos provenientes de la ganga y las cenizas.
La escoria es un subproducto del alto horno, que se
obtiene en grandes cantidades y es necesario aprovecharla. Para
ello, se puede recoger en vagonetas para llevar al lugar de
utilización, osino, se la trata inmediatamente para
convertirla en escoria granulada, haciendo pasar u chorro de agua
líquida fría por ella, para hacer así
más fácil su transporte y
utilización.
Utilización.
La escoria es utilizada en la fabricación de
cementos, vidrio, fertilizantes, lana mineral, materiales de
construcción, balastro de rutas y vías
férreas y construcción de pavimentos.
Arrabio.
El arrabio es el principal producto y objeto de la
construcción del Alto Horno, está formado por
hierro y carbono, y en menores proporciones por silicio,
manganeso, fósforo y azufre.
La colada del arrabio se realiza utilizando las cucharas
de colada, que se desplazan en vagonetas sobre rieles, ya sea, a
los mezcladores (maquinas que homogeneízan el contenido de
arrabio), o a los convertidores o a unos dispositivos especiales
que permiten el colado del arrabio en lingoteras, donde se
enfrían para solidificarlos y trasladarlos a otro
lugar.
Obtención de acero (afino del
arrabio).
El arrabio extraído del Alto Horno, contiene
exceso de carbono y vestigios de otras impurezas indeseadas (como
azufre, manganeso, fosforo, silicio), que lo hacen inservible
para fines comerciales; por lo tanto debe ser depurado,
obteniendo así Acero (hierro con un porcentaje de carbono
máximo de 1,7%).
Los procedimientos de afino del arrabio se pueden
clasificar según el estado del arrabio que va a ser
depurado: pastoso, líquido o sólido; como se
observa en la tabla Nº 2 . Para el afino se requiere de
hornos que son denominados convertidores. El principio de trabajo
de los convertidores es oxidar el exceso carbono, ya sea, por la
inyección de aire u oxigeno a presión, por una
serie de reacciones o a través del paso de
electricidad.

Tabla Nº 2. Clasificación
de los procedimientos de afino del arrabio según estado de
éste.
Fuente: Elaboración
propia.
Procedimientos de afino del arrabio.
Arrabio pastoso.
Pudelado.
Es un método de descarburación del
arrabio, que utiliza un horno de reverbero, un horno en el cual
el calor se produce en una cámara independiente a la que
contiene el arrabio, y el techo de este refleja el calor sobre
él; poniéndose, así en contacto con el aire
caliente y no con el combustible utilizado, impidiendo el aporte
de impurezas. El carbono se oxida, y la temperatura aumenta, el
arrabio funde y adquiere el estado pastoso; la masa se remueve
con unas varillas para q se mezcle con las escorias ayudando
así a las reacciones de descarburación. La masa,
cada vez más pastosa, se retira y se la somete al
martilleo, para liberarla de la escoria.
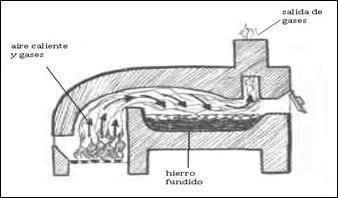
Figura Nº 4. Vista transversal de
un horno de reverbero.
Fuente:
http://inspeccionumvi10.iespana.es/ind11834.pdf
Actualmente, existen hornos perfeccionados que
reemplazan al de reverbero, como los hornos Dank, el de Pernot o
el de Aston-Byers; cuyo hierro obtenido es usado como
alimentación para los hornos Siemens-Martin.
Arrabio liquido.
Por fusión al crisol.
El principio de este método es fundir el arrabio
en crisoles, liberando impurezas al llevarlo a su temperatura de
fusión durante una hora o más. El afino se debe a
que se forma monóxido de carbono y se quema, al igual que
otras impurezas como: silicio, manganeso otros;
reduciéndose así el nivel de estas y obteniendo un
acero de buena calidad, pero de un costo muy elevado. Luego se
cuela en los moldes respectivos.
Este procedimiento de obtención de aceros ya no
es muy empleado en la actualidad, debido al costo elevado de
producción; pero conviene cuando se necesitan obtener
piezas que exijan condiciones de resistencia y contextura
homogénea tales que superen esta desventaja.
Bessemer (ácido).
La base del procedimiento Bessemer, para la
obtención de acero, a partir de arrabio salido del Alto
Horno pasado por mezcladores, a 1300ºC; y sin el aporte de
calor proveniente de un combustible, es hacer pasar aire a
través de la fundición, consiguiendo los siguientes
efectos:
Mezcla la fundición, mediante las burbujas de
aire. Evitando así, la operación de remover la
fundición.Oxida las impurezas contenidas en el arrabio, las
que forman la escoria luego de su
combustión.Eleva la temperatura del arrabio, llevándolo
a la temperatura de fusión.
Convertidores.
El proceso Bessemer utiliza convertidores como los que
se muestra en la figura Nº . El revestimiento de los
convertidores Bessemer deben de ser ácidos, es decir,
estar compuesto mayoritariamente por sílice. Esto limita
la composición de la fundición empleada, la cual
debe ser rica en sílice y manganeso y pobre en azufre y
fósforo.
Thomas (básico).
El principio del procedimiento Thomas es exactamente el
mismo que el de Bessemer, con la única diferencia en el
revestimiento del convertidor utilizado.
El revestimiento del convertidor Thomas debe ser
básico, es decir, debe estar compuesto mayoritariamente
por cal y magnesia. Entonces la fundición empleada debe
ser rica en fósforo y pobre en azufre.

Figura Nº 5: Vista de un Horno
Bessemer y Thomas.
Fuente:
http://www.hiru.com/es/historia/ondarea/siderometalurgikoa.
Martin-Siemens.
Este proceso consta de un horno de reverbero,
rectangular y con techo abovedado, con un revestimiento acido,
básico o neutro, según sea la composición de
la carga, la cual consta de chatarra, arrabio y mineral de
hierro.
El principio del proceso es oxidar el carbono y las
impurezas de la carga, con oxigeno proveniente del óxido
de hierro (mineral de hierro), gracias a la elevada temperatura
producida por la insuflación de aire precalentado en unos
recuperadores y a la llama producida por un quemador.

Figura Nº 6 : Vista de un horno
Martin-Siemens.
Fuente:
http://tecnologiafuentenueva.wikispaces.com/file/view/Acero.pdf.
Hornos eléctricos.
Los hornos eléctricos, como su nombre lo dice,
aprovechan la energía eléctrica para obtener muy
elevadas temperaturas para producir un acero de alta calidad, a
un precio relativamente bajo.
Existen 3 tipos de hornos eléctricos:
De arco.
El horno, como se ve en la figura Nº , está
formado por varias capas de revestimiento y consta de un cierre
hermético para evitar el escape de calor; los electrodos,
que pueden ser dos o tres, y de diferentes materiales, siendo el
más utilizado el de grafito.
El proceso se basa en aumentar la temperatura del
baño metálico haciendo pasar un arco
eléctrico desde un electrodo hasta el baño y desde
aquí al otro electrodo. Además e inyecta oxigeno
puro, para conseguir la oxidación del carbono excedente y
demás impurezas. El horno puede tener un revestimiento
básico, ácido o neutro según sea la
composición de la carga.

De inducción de baja frecuencia.
Estos hornos funcionan de la misma manera que los de
arco eléctrico, con la diferencia de la forma de
introducir el calor. Estos lo hacen con corriente inducida en el
metal formando una espira cerrada única. Son de baja
frecuencia porque son alimentados por una corriente alterna de
frecuencia entre 25 a 50 periodos por segundo.
De inducción de alta frecuencia.
Estos hornos son los mismos que el anterior, se
diferencian solo en que son alimentados por una corriente alterna
de frecuencia de 500 a 2000 periodos por segundo.
Tratamientos para mejorar las propiedades del
acero.
Los tratamientos para mejorar las propiedades del acero
se pueden clasificar según sea lo que se quiere
mejorar:
Tratamientos térmicos.
Los tratamientos térmicos se basan el
calentamiento y enfriamiento del acero, sin cambiar su
composición, en cambio sí su estructura.
Recocido.
El recocido se trata de calentar al acero por debajo de
punto de fusión y luego enfriarlo lentamente.
Con el recocido se logra un acero más
homogéneo, con mayor plasticidad, alargamiento y
resistencia.
Temple.
El temple es una operación térmica que
consiste en calentar el acero a una determinada temperatura, y
luego enfriarlo más o menos bruscamente.
Con el temple se logra conseguir un acero con mayor
dureza y menor alargamiento.
Revenido.
El revenido se aplica a aceros que han pasado por el
proceso de temple, ya que con este último se obtiene, a
veces, tensiones internas exageradas que dan lugar a rayaduras en
el acero, lo cual se debe mejorar, precisamente con el revenido.
Además, con el revenido se logra una menor
dureza.
Tratamientos termoquímicos.
Los tratamientos termoquímicos se basan en el
calentamiento y enfriamiento del acero, agregando, además,
otros elementos en su composición superficial.
Cementación.
La cementación es un tratamiento
termoquímico que realiza una carburación
superficial en el acero, hasta determinado espesor. Para ello hay
que elevar la temperatura de la superficie del acero hasta unos
900ºC, poner en contacto éste con un cemento
carburante como: carbón de leña, negro de humo y
carbón de madera.
Con la cementación se logra una mayor dureza
superficial.
Nitruración.
La nitruración se trata de una absorción
de nitrógeno por la superficie del acero a una determinada
temperatura.
Con la nitruración se logra una mayor dureza y
resistencia superficial a la corrosión.
Cianuración.
La cianuración consiste en la absorción de
nitrógeno y carbono por contacto, a una determinada
temperatura.
Con la cianuración se logra una mayor
resistencia.
Carbonitruración.
La carbonitruración consiste en la
absorción de nitrógeno y carbono mediante
gases.
Sulfinización.
La sulfinización se trata de una absorción
de azufre por la superficie del acero.
Con la sulfinización se logra una mayor
resistencia al desgaste.
Tratamientos mecánicos.
Los tratamientos mecánicos consisten en la
deformación mecánica del acero.
Tratamientos mecánicos en
caliente.
Se trata de golpear el acero, a una determinada
temperatura, para deformarlo. Este proceso se denomina
también forja.
Con esto se logra mejorar su estructura
interna.
Tratamientos mecánicos en
frío.
Se trata de deformar el acero a temperatura
ambiente.
Con este tratamiento se logra una mayor dureza y
resistencia mecanica; y una menor plasticidad.
Tratamientos superficiales.
Metalización.
La metalización consiste en rociar un metal
determinado fundido sobre la superficie del acero.
Con la metalización se logra transferir al acero
las características del metal utilizado.
Cromado.
El cromado consiste en, a través de la
electrólisis, adherir cromo a la superficie del
acero.
Con el cromado se logra una mayor resistencia al
desgaste.
Clasificación del acero.
El acero se clasifica según su contenido de
carbono y de otros elementos, que se agregan para transmitirle
ciertas propiedades, en:
Aceros comunes al carbono.
Los aceros comunes al carbono son aleaciones de
hierro-carbono, con un porcentaje menor a 1,7% de carbono. Este
acero contiene otros elementos que son impurezas como azufre,
silicio, manganeso, y fosforo, en mínimas cantidades, que
no pudieron ser eliminadas en la fabricación. En los
aceros comunes se admite una cantidad menor a 0,03% de azufre y
fósforo; y menor a 0,06% de silicio y
manganeso.
Aceros especiales.
Los aceros especiales son aleaciones hierro-carbono,
donde se incorpora otro/s elemento/s para transmitirle
propiedades de este al acero.
Aceros al cromo.
Son aleaciones hierro-carbono-cromo. El cromo confiere
dureza al acero, y mejora los efectos del temple.
Aceros al níquel.
Son aleaciones hierro-carbono-níquel. El
níquel ayuda a aumentar la magnitud del límite de
elasticidad, la resistencia por tracción y la
dureza.
Aceros al manganeso.
Son aleaciones hierro-carbono-manganeso. El manganeso,
en cantidades mayores a 0,06%, aumenta la resistencia y ayuda a
aumentar los efectos del temple del acero.
Aceros al silicio.
Son aleaciones hierro-carbono-silicio. El silicio, en
cantidades mayores a 1,5%, le confiere al acero una mayor
resistencia por tracción, y ayuda a la
templabilidad.
Aceros al molibdeno.
Son aleaciones fierro-carbono-molibdeno. El molibdeno
ayuda a aumentar los efectos del temple, aumenta la resistencia
mecánica en caliente y la resistencia por
tracción.
Aceros al cromo-níquel.
Son aleaciones hierro-carbono-cromo-níquel. En
conjunto, el cromo y el niquel, aumentan la elasticidad, dureza,
resistencia y el alargamiento.
Aceros al tungsteno.
Son aleaciones hierro-carbono-tungsteno. El tungsteno
aumenta el limite elástico, la dureza.
Conclusión
De lo citado anteriormente podemos resumir que no hay un
solo tipo de acero, es más, el acero se divide en varias
clases, de acuerdo a las propiedades que han adquirido luego de
la introducción de ciertos elementos en él. La
producción del acero no es muy compleja, sin embargo
necesita mucho calor para poder llegar a la temperatura de
fusión del óxido de hierro (su principal materia
prima), y así poder, primero, reducir éste y luego,
oxidar el carbono (adquirido en la primera fase), hasta dejarlo
con un contenido de carbono no mayor a 1,7%.
También he comprobado que la producción,
si no de acero, de productos siderúrgicos más
carburados, se realiza desde tiempos muy remotos, y fue
desarrollándose y mejorando a través del tiempo,
hasta llegar a complejas tecnologías de producción
que cuidan hasta el menor detalle mediante dispositivos
automáticos.
Bibliografía
Pacual A. Pezzano.(1976).
Siderurgia. Librería y editorial Alsina. Buenos
Aires. Argentina.
(acceso: 04/05/2009).
http://bibliotecadigital.ilce.edu.mx/sites/ciencia/volumen2/ciencia3/080/htm/sec_7.htm
(acceso: 04/05/2009).
http://www.escuelaraggio.edu.ar/MECA/archivos/TECNOLOGIA/2.doc
(acceso:12/05/2009).
http://www.sapiensman.com
(acceso: 04/05/2009).
http://www.fisicanet.com.ar
(acceso: 4/05/2009).
http://www.infoacero.cl/acero/hornos.htm
(acceso: 16/07/2009).
http://www.aprendizaje.com.mx/Curso/Proceso1/Temario1_III.html#diez
(acceso: 16/07/2009).
http://www.tecnologiaindustrial.info/
(acceso: 06/05/2009).
http://picasa.google.com/
(acceso: 6/01/2010)
Autor:
Estefanía Gauto
Ingeniería Química
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |