Estudio de tiempos con mejoras para la minimización de las actividades del personal de mantenimiento (página 3)
El tiempo promedio calculado para los arranques de turno del grupo de Mecánicos de Taller Zonal es de 73,571 minutos. Estableciendo los límites de control y plasmando los tiempos de las muestras obtenidos en el Grafico 6.1, podemos visualizar varios picos que superan dichos límites. Es decir, muchos de los tiempos exceden, aun determinando que estos límites no son los propicios por los reglamentos de la empresa.
Para las demás áreas del Departamento de Mantenimiento también se estableció el tiempo promedio y se graficó los limites de control, esto se puede visualizar en el Apéndice 2.
6.3. DISTRIBUCIÓN DE PERSONAL
Con los cálculos de suplementos previamente desarrollados se puede determinar el tiempo requerido para que un trabajador descanse de acuerdo al área de trabajo y según la jornada diaria que desempeña; con estos tiempos también podemos determinar el porcentaje de carga de trabajo del total del personal en cada área de mantenimiento, y establecer el numero adecuado de personas que se necesitan para cumplir con las actividades que desempeña dicha área.
Reducción de personal
Para cada área es necesario calcular la carga de trabajo según el porcentaje de operaciones realizado en un día de trabajo y la cantidad de H-H diarias.
Con los relevamientos en planta se puede calcular el porcentaje de trabajo de cada trabajador según el área, esto permite determinar cual es el número exacto de individuos que debe tener dichas áreas para poder mantener el tiempo de ocio en los niveles más bajo o si es posible en cero.
Mecánico Taller Zonal
Cuenta con 16 trabajadores
160 | Tiempo Total de las 16 personas/día | |||||||||
18,9 | H-H de operaciones | |||||||||
84,8 | H-H de suplementos | |||||||||
103,7 | H-H reales= H-H de operaciones + H-H de suplementos | |||||||||
56,3 | H-H Ocio= Tiempo Total – H-H reales | |||||||||
5,6 | Reducción de Personal (N° de personas a reducir) | |||||||||
Con los datos obtenidos en el capitulo anterior sobre los promedios de los tiempos relevados para el grupo de Mecánicos de Taller Zonal, se determino la carga de trabajo y las H-H de ocio; lo cual permite establecer el numero correcto de trabajadores para este grupo especifico. Según lo establecido un trabajador equivale a 10 H-H; por lo calculado se tiene que las H-H ocio son 56,3; es decir, la reducción de 5 personas disminuirá el ocio a 0,3 H-H, ya que se ejecutaran la misma cantidad de ordenes de trabajo con menor personal y el cumplimiento será el mismo. Para la empresa esta es una mejora notable, pues permite ahorrar los costos de contratar estas 5 personas.
El resto de los grupos de trabajo del Departamento de Mantenimiento de la empresa MATESI, también fueron estudiados y se llegaron a cálculos de reducción de personal dependiendo de los turnos de trabajo, estos cálculos pueden ser observados en el Apéndice 3.
6.4. MEJORAS CALCULADAS AL REDUCIR PERSONAL
Para poder confirmar la efectividad de la reducción de personal, esta se implanto en el Taller Zonal con el grupo de Mecánicos, se realizaron nuevos relevamientos en planta y al compararlos con los relevamientos anteriores se puede calcular lo siguiente:
Tabla Nº 6.2: Comparación Antes y Después de los Tiempos de los relevamientos
Mecánicos T. Z.
Fuente: Elaboración Propia
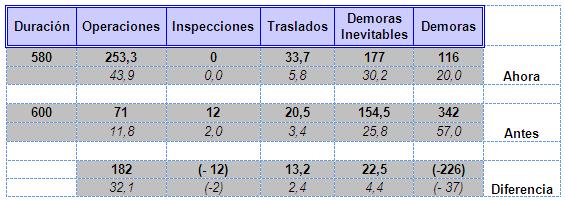
Como se visualiza en la Tabla 6.2, el tiempo empleado en realizar operaciones, es decir ejecución de las ordenes de trabajo, se incremento 32,1 %, y las demoras rebajaron 37%; lo cual indica que es efectiva la reducción realizada a este grupo de trabajo. Se mantiene la carga de trabajo planificada según las ordenes de trabajo semanales, pero con un número menor de personal, y el cumplimiento de trabajo es a un alto nivel.
6.4.1. REDUCCIÓN DEL TIEMPO EN LOS ARRANQUES DE TURNO
Posterior al estudio de tiempo, donde se calcularon los tiempos promedios en los arranques de turno de cada área del departamento de mantenimiento de la empresa MATESI, se propusieron mejoras para disminuir dichos tiempos; principalmente tomando como base la reducción de los traslados del personal involucrado en la búsqueda de los permisos.
Mecánicos del Taller Zonal

Grafico Nº 6.2: Flujograma del arranque de turno del grupo Mecánicos de T. Z.
Fuente: Elaboración Propia
Diagrama: Proceso
Proceso: Búsqueda de permiso para el arranque de turno (Mecánicos)
Inicio: Reunión de los supervisores
Fin: Comienzo de la actividad de mantenimiento
Método: Propuesto
Seguimiento: Al personal
Fecha: 28/ 01/ 08


El Grafico 6.2 indica la propuesta del recorrido a seguir por parte del personal encargado para realizar los arranques de turno del grupo de Mecánicos de Taller Zonal, explica detenidamente los pasos a seguir para iniciar cada turno de trabajo en pro de disminuir los tiempos utilizados.
Luego se tiene el Diagrama de Proceso propuesto donde se especifica detalladamente los tiempos de los recorridos necesarios para realizar el arranque de turno, el cual en el caso de los Mecánicos de Taller Zonal es de 27 minutos para los traslados, lo que indica una reducción del 59% comparándolo con el tiempo inicial de los traslados de 65 minutos.
Electroinstrumentistas Taller Zonal

Grafico Nº 6.3: Flujograma del arranque de turno
del grupo Electro-Instrumentistas de T. Z.
Fuente: Elaboración Propia
Diagrama: Proceso
Proceso: Búsqueda de permiso para el arranque de turno (Electroinstrumentistas)
Inicio: Solicitud de Firma del permiso de trabajo al Jefe de Planta
Fin: Comienzo de la actividad de mantenimiento
Método: Propuesto
Seguimiento: Al personal
Fecha: 28/ 01/ 08


En la Grafico 6.3 se plasma el flujograma de la propuesta del arranque de turno para el grupo de Electro-Instrumentistas de Taller Zonal especificando el recorrido necesario para realizar cada una de las tareas necesarias para el comienzo de los turnos.
También se presenta el Diagrama de Proceso con los tiempos requeridos en cada traslado, donde se determina que dichos traslados será reducido un 55%, de 60 minutos a 27 minutos con la propuesta.
6.4.2. ESTUDIO DE TIEMPO LUEGO DE LAS PROPUESTAS DE DISMINUCIÓN DE TRASLADOS Y REDUCCIÓN DE PERSONAL
Realizando el estudio de tiempo al área de mecánicos de
taller zonal del departamento de mantenimiento de la empresa MATESI, luego de
haber aplicado las propuestas de disminuir los tiempos en el arranque de turno
y la de reducción de personal, se pudo establecer el tiempo promedio:

Cálculo de la Desviación Estándar de la muestra.
S = 3,9339 min
Cálculo del tiempo promedio seleccionado (TPS).
TPS= 32,8571 min.
Límites de control máximo
LCS = 35,746 min. y LCI = 29,968 min.

Nº 6.4: Limites de control de los tiempos de arranque
del grupo Mecánico de Taller Zonal (Propuesta)
Fuente: Elaboración Propia
El tiempo promedio de los mecánicos de taller zonal al comienzo de la investigación era de 73,571 min, luego de aplicar las propuestas de disminución de traslados y reducción de personal, el tiempo promedio del personal de esta área de mantenimiento fue de 32,857 min. Como se puede visualizar en el Grafico 6.4, el tiempo se reduce un 55,34%, lo cual es importante ya que puede ser empleado para el desarrollo de las actividades que desempeñan dicho grupo de trabajo.
El tiempo promedio establecido en el estudio de tiempo después de haber aplicado las propuestas, es considerablemente inferior al promedio al comienzo de la investigación. Lo que determina que las propuestas realizadas son factibles y ejecutables, no solo permitiendo establecer los arranques de turno de manera eficiente con el ahorro de tiempo, sino también ahorro económico, ya que dicha propuesta no necesita inversiones monetarias para implementarse
6.5. CAMBIO DE RODILLO DE LAS MAQUINAS BRIQUETEADORAS
Adicional a las propuestas de disminución de arranque de turnos, también se realizaron algunas propuestas para estandarizar la actividad de cambio de rodillo; en la actualidad dicha actividad se ejecuta en un tiempo muy prolongado, parando la maquina completamente y utilizando muchas horas hombres, lo cual conlleva a una perdida monetaria para la empresa.
Es por ello que se utilizo parte del tiempo del estudio para crear algunas medidas efectivas donde se puede reducir el tiempo para cambiar estos rodillos, utilizando un numero determinado de personas y agrupando algunas tareas.
A continuación se mostrara el esquema de trabajo propuesto:
Tabla Nº 6.3: Tiempos y frecuencias de las tareas de Cambio de Rodillo (Propuesta)
Fuente: Elaboración Propia



Agrupando algunas tareas y utilizando las horas hombres de 4 trabajadores, en la actividad de cambio de rodillo, se puede reducir el tiempo en un 31,26%, normalmente se utiliza 1913 min (31h 53 min) y con las propuestas podrá ejecutarse en 1315 min (21h 55 min), como se muestra en la Tabla 6.3. Cabe destacar que esta propuesta es teórica y no fue puesta en práctica durante el tiempo de la investigación en la empresa MATESI.
Conclusiones
Partiendo del análisis de los resultados obtenidos en la investigación realizada, se derivan las siguientes conclusiones:
1. Las actividades realizadas por el personal de cada área encargado de llevar a cabo el proceso de Mantenimiento fueron evaluadas y registradas con el fin de establecer las rutinas empleadas para la ejecución de las órdenes del programa semanal.
2. Los traslados que deben realizar las personas encargadas en la obtención de la permisología de trabajo en los comienzos de turno, para la ejecución de actividades de mantenimiento fueron reestructurados. Creándose nuevos diagramas de procesos donde se especifica la propuesta. Dichas propuestas establecidas permiten la reducción de los arranques de turno diarios y ayudan a disminuir los tiempos en más del 40% tanto para el grupo de Mecánicos del Taller Zonal que utilizaba 65 min y con la propuesta solo necesita 27 min; como para los Electro-Instrumentistas del Taller Zonal de 60 min a 27 min. Permitiendo así emplear este tiempo restante de cada turno de trabajo en la ejecución de las órdenes de trabajo del programa.
3. El tiempo estandarizado de los arranques de turno del grupo de Mecánicos de Taller Zonal es de 73,571 min. Al realizar la disminución de traslado y reducción de personal a este grupo el tiempo se minimizo a 32,857 min, es decir un 55,34%, tomando en cuenta los Suplementos Teóricos.
4. Los tiempos de los arranques de turno de los diferentes grupos del Departamento de Mantenimiento se estandarizaron; para los Electro-instrumentistas del Taller Zonal, el tiempo estandarizado es de 74 min. Para las Cuadrillas de Turno es de 101,428 min. El grupo de trabajadores de las Maquinas Briqueteadoras su tiempo estandarizado es de 62,5 min.
5. Se calculó la carga de trabajo para cada área del departamento de mantenimiento, logrando así determinar el número exacto de personas que deben trabajar en dichos grupos, para reducir considerablemente los tiempos de ocio; los Mecánicos de Taller Zonal pueden cumplir con el programa semanal con un grupo de 11 trabajadores, en el caso de los Electro-Instrumentistas de Taller zonal el numero correcto es de 3 trabajadores, en los Mecánicos de Maquinas Briqueteadoras se necesitan 4 trabajadores, y las cuadrillas de mantenimiento ya sea la parte de los Mecánicos y los Electro-Instrumentistas no se podrán modificar la cantidad de trabajadores por las condiciones de seguridad establecidas.
6. El cumplimiento del programa semanal de órdenes de trabajo es de aproximadamente un 85% en general, el 15% restante son órdenes que no se ejecutaron por diversos motivos entre los cuales podemos desglosar: el desvío de las H-H para otros trabajos (44,3%), que operaciones no entrega el equipo (13,1%) y Falta de Material (8,2%). Son motivos que deben ser atacados para disminuir este porcentaje al máximo y de ser posible mantenerlo en 0.
7. En conjunto con los principales objetivos de la investigación, también se estudio la actividad de cambio de rodillo de las Maquinas Briqueteadoras, determinando el tiempo teórico aplicado para el mismo (31 h 53 min), esta información es facilitada por el personal encargado de esta área. Comparando con las otras empresas briqueteadoras de la zona este tiempo es extremadamente elevado. Al realizar algunas propuestas de agrupar actividades y aumentar el numero de trabajadores el tiempo se redujo a 21 h 55 min, es decir un 31,26%.
Recomendaciones
Tomando como referencia los resultados y las conclusiones obtenidas en la investigación, se recomienda la aplicación de las siguientes acciones.
1. Aplicar la propuesta de disminuir los traslados para buscar los permisos de trabajo en todas las áreas de mantenimiento.
2. Considerar el tiempo promedio del arranque de turno del grupo de mecánicos del taller zonal, después de haber aplicado la propuesta de disminución de traslados, como base para el buen desempeño del mismo. Para lograr esto es necesario la capacitación adecuada del personal.
3. Realizar el relevamiento a la actividad de cambio de rodillo para determinar los tiempos reales en cada uno de los pasos necesarios, y así calcular con exactitud el total del tiempo y personal necesario para realizar dicha actividad. Además de proponer mejoras en el área de trabajo y las herramientas utilizadas, para minimizar aun mas los tiempos en el proceso
4. Revisar otras actividades y/o áreas donde se emplee un periodo de tiempo muy largo para realizarlas, para buscar las mejoras y reducir dichos tiempos
5. Continuar con los relevamientos cuando la planta este en funcionamiento los 2 módulos, para determinar si la carga de trabajo se modifica para las diferentes áreas de trabajo de mantenimiento
6. Disminuir al máximo los porcentajes de órdenes sin cumplir del programa semanal con la finalidad de llegar lo mas cercano posible al 0%, haciendo hincapié en los factores mas resaltantes que conllevan a esto, como son la falta de coordinación con operaciones, falta de material y el desvío de las H-H
7. Ejecutar los planes para regular los materiales en almacén, trabajando en conjunto con la programación de las órdenes con reservas, y así controlar el despacho de dichos materiales para evitar que a la hora de ser retirados estén agotados. Estos planes deben ser puestos en prácticas inmediatamente, ya que permiten tener un estricto control y un inventario más exacto.
8. Capacitar a los supervisores para el uso del sistema SAP, y en el proceso de elaboración de permisos de trabajos y análisis de riesgos; para ayudar a disminuir aun más los tiempos empleados en estos procesos que son parte de los arranques de turno. A su vez esto permitirá el desempeño efectivo de las actividades programadas en cada área de mantenimiento.
9. Mantener un estricto control y supervisión en el desempeño de las actividades, para que las mismas se lleven a cabo con precisión, y el mantenimiento de la planta sea mayormente preventivo y menos correctivo.
10. Implementar el estudio en otras áreas de mantenimiento para cuantificar las mejoras, y a su vez permitir crear nuevas propuestas con el fin de buscar la eficiencia de dicho departamento de la empresa.
Bibliografía
Folleto de Inducción de TAVSA. Gerencia de Recursos Humanos. Enero 2.006.
Programa de Capacitación de Rearranque. Introducción al Proceso de HYL III. Julio–Octubre 2004. HYLSA MEX. Materiales Siderúrgicos S.A.
Programa de Capacitación de Rearranque. Introducción al Mantenimiento Mecánico. Julio- Octubre 2004. HYLSA MEX. Materiales Siderúrgicos S.A.
Kanawaty, G.. Introducción al Estudio del Trabajo. 4ª Edición. Oficina Internacional del Trabajo Ginebra.
Niebel y Freivalds, Ingeniería Industrial Métodos, Estándares y Diseño del Trabajo. 11a Edición. Editorial Alfaomega
Bergero, H. El Modelo Organizativo del Mantenimiento en SIDOR. SIDOR
SIDORNET. (Intranet). Disponible en : http://www.sidor.net
ENCICLOPEDIA WIKIPEDIA. (Documento en Línea). Disponible en : http://www.es.wikipedia.org
Apéndice
APÉNDICE 1. SUPLEMENTOS TEÓRICOS

Para los Mecánicos de las Maquinas Briqueteadoras el tiempo de descanso según la ponderación resultante es de 336 minutos, es decir el 56% del tiempo total de la jornada de trabajo (600 minutos).

Como resultado de la ponderación para este grupo, el de Soldadores de Maquinas Briqueteadoras, se tiene que ocuparan 288 minutos (48%) de su jornada de trabajo diaria de 600 minutos.

Para los Instrumentistas del Taller Zonal se estipulo que el tiempo necesario para el descanso es de 126 minutos (21%) de su jornada de trabajo de 600 minutos.

De la jornada de trabajo de los Instrumentistas de la Guardia, la cual es de 480 minutos, se dispondrá de 105,6 minutos (22%) para el descanso de cada turno de trabajo.

La jornada de trabajo de los Mecánicos de la Guardia es de 480 minutos, de los cuales se dispondrá 163,2 minutos (34%) para ser usados en los descansos reglamentarios a cada turno.

Para el área de Inspectores los cuales trabajan en un turno diario de 600 minutos, se estableció que los suplementos teóricos serán de 16%, es decir 96 minutos.
APÉNDICE 2. TIEMPOS PROMEDIOS
Electro – Instrumentistas Taller Zonal

TPS= 74 min.
LCS = 81,8334 min. y LCI = 66,1665 min.

Limites de control de los tiempos de arranque del grupo Electro- instrumentistas de Taller Zonal
Fuente: Elaboración Propia
El tiempo promedio para los arranques de turno establecido es de 74 minutos, y al graficar los limites de control con las muestras obtenidas se puede visualizar la mayoría de dichos tiempos se encuentran dentro de los limites.
Cuadrillas De Turno

TPS= 101,4285 min.
LCS = 126,8428 min. y LCI = 76,0141 min.

Limites de control de los tiempos de arranque de las Cuadrillas de Turno
Fuente: Elaboración Propia
Este grupo presenta muchos picos resaltando fuera de los límites de control establecidos, es decir la mayoría de los tiempos exceden dichos límites. Además se estableció que el tiempo promedio para las Cuadrillas de Turno es de 101,428 minutos.
Maquinas Briqueteadoras

TPS= 62,5 min.
LCS = 76,003 min. y LCI = 48,4969 min.

Limites de control de los tiempos de arranque del grupo de Maquinas Briqueteadoras
Fuente: Elaboración Propia
Este grupo es el único donde no se presentan picos que excedan los límites de control. Aunque dichos tiempos no se encuentran dentro de los reglamentarios por la empresa. El tiempo promedio calculado es de 62,5 min.
APÉNDICE 3. REDUCCIÓN DE PERSONAL
Electroinstrumentista de Taller Zonal
Cuenta con 6 trabajadores
60 | Tiempo Total de las 6 personas/día | |||||||||
10,5 | H-H de operaciones | |||||||||
12,6 | H-H de suplementos | |||||||||
23,1 | H-H reales= H-H de operaciones + H-H de suplementos | |||||||||
36,9 | H-H Ocio= Tiempo total – H-H reales | |||||||||
3,69 | Reducción de Personal (N° de personas a reducir) | |||||||||
Del grupo de Electroinstrumentistas del Taller Zonal se concluye que la reducción efectiva que se puede realizar es de 3 trabajadores, debido a que las H-H ocio son 36,9; y cada trabajador equivale a 10 H-H.
Mecánico de Briqueteadora
Cuenta con 5 trabajadores
50 | Tiempo Total de las 5 personas/día | |||||||||
9,7 | H-H de operaciones | |||||||||
28 | H-H de Suplementos | |||||||||
37,7 | H-H reales= H-H de operaciones + H-H de suplementos | |||||||||
12,4 | H-H Ocio= Tiempo Total – H-H reales | |||||||||
1,2 | Reducción de Personal (N° de personas a reducir) | |||||||||
Se puede aplicar la reducción de 1 trabajador al área de Mecánicos de Maquinas Briqueteadoras, según lo calculado el ocio es de 12,4 H-H. Dicha reducción permitiría disminuir el ocio a 0,2 H-H.
Mecánico de Turno
Cuenta con 16 trabajadores
128 | Tiempo Total de las 16 personas | |||||||||
28,9 | H-H de operaciones | |||||||||
43,5 | H-H de Suplementos | |||||||||
72,4 | H-H reales= H-H de operaciones + H-H de suplementos | |||||||||
55,6 | H-H Ocio= Tiempo total – H-H reales | |||||||||
7,0 | Reducción de personal (N° de personas a reducir) | |||||||||
Como estas cuadrillas de trabajadores son por turno, si se calcula cada una, que posee 4 trabajadores se obtendrá:
32 | Tiempo Total de las 4 personas/cuadrilla | |||||||||
7,2 | H-H de operaciones | |||||||||
10,9 | H-H de Suplementos | |||||||||
18,1 | H-H reales= H-H de operaciones + H-H de suplementos | |||||||||
13,9 | H-H Ocio= Tiempo total – H-H reales | |||||||||
1,7 | Reducción de personal (N° de personas a reducir) | |||||||||
Por cada cuadrilla de trabajadores de Mecánicos, es posible la reducción de 1 individuo, ya que el ocio es de 13,9 H-H, para este grupo cada trabajador equivale a 8 H-H, la reducción permitirá disminuir el tiempo de ocio a 0,7 H-H.
Electroinstrumentista de Turno
Cuenta con 8 trabajadores
64 | Tiempo Total de las 8 personas | |||||||||
14,5 | H-H de operaciones | |||||||||
14,1 | H-H de suplementos | |||||||||
28,6 | H-H reales= H-H de operaciones + H-H de suplementos | |||||||||
35,4 | H-H Ocio= Tiempo total – H-H reales | |||||||||
4,4 | Reducción de personal (N° de personas a reducir) | |||||||||
Como estas cuadrillas de trabajadores son por turno, si se calcula cada una, que posee 2 trabajadores se obtendrá:
16 | Tiempo Total de las 2 personas/Cuadrilla | |||||||||
3,6 | H-H de operaciones | |||||||||
3,5 | H-H de suplementos | |||||||||
7,1 | H-H reales= H-H de operaciones + H-H de suplementos | |||||||||
8,9 | H-H Ocio= Tiempo total – H-H reales | |||||||||
1,1 | Reducción de personal (N° de personas a reducir) | |||||||||
El tiempo de ocio de los Electro-Instrumentistas de las Cuadrillas de Turno es de 8,9 H-H; lo que indica que es posible reducir 1 trabajador en cada una de dichas cuadrillas para lograr disminuir el tiempo de ocio a 0,1 H-H.
Según política del sindicato de trabajadores de MATESI, orientado por la LOPCYMAT, no pueden realizarse trabajos en altura o en lugares de alto riesgo por una (1) sola persona, lo cual implica que los grupos de trabajo deben ser como mínimo de parejas; por esta razón es imposible reducir personal en aquellos casos donde los cálculos indique menores a 2.
Anexos
Anexo 1. MATESI

Torre de Reactores

Vista Completa de la Planta
Anexo 2. PLANTA EN PRODUCCIÓN

Vista area de la Planta
Anexo 3. TORRE DE REACTORES

Área de Reducción
Anexo 4. CORREAS TRANSPORTADORAS

Área de Manejo de Productos
Anexo 5. PELLAS

Anexo 6. BRIQUETAS

Anexo 7. VAGONES CARGADOS CON BRIQUETAS

Anexo 8. ESQUEMA GENERAL DE LA PLANTA HYL III

Anexo 9. CONFIGURACIONES DEL PROCESO HYL

Anexo 10. REDUCCIÓN DIRECTA

Anexo 11. PLANTA MATESI

Anexo 12. TABLA DE DISTRIBUCIÓN T DE STUDENT



AGRADECIMIENTO
A Dios todopoderoso por estar siempre conmigo, por protegerme en todo momento y porque gracias a Él he podido culminar satisfactoriamente mi pasantía.
A todo el personal de la Universidad Nacional Experimental Politécnica "Antonio José de Sucre" Vice- Rectorado Puerto Ordaz, que de una u otra manera contribuyeron a la realización de este trabajo.
A las empresas Tenaris Tavsa y Matesi, por permitirme realizar la investigación en sus instalaciones y otorgarme toda la información necesaria.
A mi tutor industrial, Ing. Consolación Rojas, por toda la colaboración prestada durante la realización de la pasantía.
A mi tutor académico, Ing. Iván Turmero, por su labor como profesor y a la vez amigo en el seguimiento de este proyecto. Y por brindarme todos sus conocimientos a lo largo de mi carrera.
Al personal de Mantenimiento de Matesi, por su colaboración y apoyo, especialmente a los Inspectores, trabajadores del Taller Zonal y las Cuadrillas de Turno.
A los compañeros de oficina Liliana, María, Sr.Jose, Juan, Ana Karina, Anais; por su especial colaboración y compañerismo.
A mi supervisora en planta, Ing. Ana María Prato, por su colaboración, apoyo y aprecio.
A todos ellos, les agradezco infinitamente.
DEDICATORIA
A aquel ser Supremo que me permite vivir, por guiarme hacia las nuevas metas y darme la fuerza para alcanzarlas poco a poco. Por estar conmigo siempre y no fallarme nunca.
A mi madre Amparo López y a mi padre Raúl Alvarez, porque son los seres que más amo y quiero en este mundo por transmitirme el deseo de seguir luchando para triunfar en la vida.
A mis hermanos Randolph, Danny y Boris, por su ayuda en virtud de enseñarme que cuando se lucha se logra conquistar todos los resultados propuestos.
A mi tía Soraida López y mi prima Sarah Meza, no sólo por dedicar sino por compartir con ellos este triunfo familiar.
A mis verdaderos amigos Rosemary, Erika, Ana C., Juvelitza, Gabriela, Francia, Antonio, Danny, Xioanders, Denny, Alexis, Luis Enrique, Igor y Carlos Eduardo; por brindarme su valiosa y desinteresada amistad. Por estar conmigo en todo momento y comprenderme siempre.
A mis profesores de la Universidad Iván Turmero, Carlos Herrera, Mireya Andara, Eliu Hurtado, Rafael Medina, Alfonso Moffi, Eugenio Cortés; por todos los conocimientos impartidos y el apoyo incondicional brindado durante mi periodo en la universidad.
A todas aquellas personas que me han apoyado y acompañado en los momentos vividos hasta ahora.
Autor:
Br. Elenir Alvarez.
Enviado por:
Iván Turmero Astros
Universidad Nacional Experimental Politécnica
"Antonio José de Sucre"
VICERRECTORADO – PUERTO ORDAZ.
DEPARTAMENTO DE INGENIERÍA INDUSTRIAL.
tesis de grado.

CIUDAD GUAYANA, MAYO DE 2008
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |