Práctica de laboratorio 2: Análisis operacional y método de trabajo eficiente (página 2)
Se llevó a cabo un seguimiento al operario y
a los métodos utilizados durante el proceso de
fabricación de chemises escolar, color azul y talla
12.
CAPÍTULO IV:
4.1 PREGUNTAS DE LA OIT:
Operaciones
¿Qué propósito tiene la
operación?
Confeccionar chemises escolar para ofrecer su
venta.
¿El propósito de la
operación puede lograse de otra manera?
No, porque el método que se aplica es el
único utilizado para fabricar chemises, sin importar quien
las fabrique. Es una serie de pasos que deben
cumplirse.
¿Podrían combinarse operaciones con
operaciones anteriores o posteriores?
Si, pudiera ser, pudiesen agruparse dependiendo de la
máquina en que se trabaje y que una se realice
después de la otra.
¿La sucesión de operaciones es la
mejor posible? ; ¿O mejoraría si se le
modificara el orden?
No se puede modificar el orden porque alteraría
el producto final. Los pasos deben seguir los pasos
establecidos.
Diseño de piezas y
productos¿Puede modificarse el modelo para
simplificar o eliminar operaciones?
No, no se puede, se deben respetar estrictamente los
patrones.
¿Se podría reducir el número
de piezas?
No, las piezas implementadas son todas
necesarias.
¿Se podría reemplazar una pieza por
otro material más barato?
Si pudiese sustituirse la tela, cuellos o rif por unos
más económicos pero la calidad sería menor,
y lo que busca la empresa es ofrecer productos de excelente
calidad.
Utilización de materiales
¿El material que se utiliza es realmente
adecuado?
Si, y es el de mejor calidad.
¿No podría reemplazarse por otro
más barato que igualmente sirviera?
Si, si pudiese sustituirse por unos más
económicos pero la calidad sería menor, y lo que
busca la empresa es ofrecer productos de excelente
calidad.
¿El material se compra ya acondicionado
para el uso?
Si, en el caso de la tela ya viene lista solo de cortar
los patrones, igual los cuellos y rif, solo de coser a las
piezas.
¿Se saca el máximo partido posible
del material al cortarlo?
Si, se aprovecha al máximo la tela.
¿Es razonable la proporción entre
los costos de material y los de mano de obra?
Si.
¿No se podría hacer la pieza con
sobrantes de material o retazos
inaprovechables?
No.
¿Se podrían utilizar los sobrantes
o retazos
Cuando los retazos no son tan pequeños se pueden
sacar mangas de los mismos.
¿Se podrían clasificar los
sobrantes o retazos para venderlos a mejor
precio?
Si, e inclusive hemos pensado en hacerlo.
¿Se podría hacer la pieza de manera
más económica con retazos de material de otra
calidad?
No, no se puede.
Disposición del lugar de
trabajo¿Facilita la disposición de la
fábrica la eficaz manipulación de los
materiales?
Necesitamos organizar mucho más el espacio y la
disposición de los materiales.
¿Facilita la disposición de la
fábrica las relaciones sociales entre los
trabajadores?
Si, los operarios siempre estamos en la misma
área. La relación es buena.
¿Están los materiales bien situados
en el lugar de trabajo?
No, necesitamos organizarnos.
¿Existen instalaciones para eliminar y
almacenar desechos?
No, no existen
¿La luz existente corresponde a la tarea
de que se trate?
Sí, hay buena iluminación.
Manipulación de materiales
¿Se invierte mucho tiempo en llevar y
traer el material del puesto de trabajo en proporción
con el tiempo invertido en manipularlo en dicho
puesto?
Se invierte algo de tiempo en llevar y traer el material
pero no es proporcional al invertido en manipularlo. Sin embargo
se considera que podría disminuirse el tiempo organizando
un poco más el espacio.
¿En qué lugar de la zona de trabajo
deberían colocarse los materiales que llegan o que
salen?
Debería disponerse de un área de
almacén para que no perturbe la fluidez del
proceso.
¿Puede idearse un recipiente que permita
alcanzar el material más
fácilmente?
Si, pudiese ser como una especie de cesta donde se vayan
colocando las piezas que se vayan trabajando
¿Podrían combinarse operaciones en
un solo puesto de trabajo para evitar la doble
manipulación?
Si, las que se hagan en una misma
máquina.
¿Se pueden comprar los materiales en
tamaños más fáciles de
manipular?
Si, solo la tela, pero el costo por su
adquisición sería mayor.
Condiciones de trabajo
¿Se han tenido debidamente en cuenta los
factores de seguridad?
Si, el área es segura.
¿El piso es seguro y liso, pero no
resbaladizo?
Si, es seguro.
¿Da la fábrica en todo momento
impresión de orden y pulcritud?
Necesita un poco más de orden, pero siempre
limpio.
¿Con cuánta minucia se limpia el
lugar de trabajo?
Diariamente.
Enriquecimiento de la tarea de cada
puesto¿Puede el operario efectuar el montaje de
su propio equipo?
Si, preparar la máquina, cambiar los hilos,
llenar bobinas, cambiar agujas, y aceitar en caso que sea
necesario.
¿Puede el operario realizar la
inspección de su propia máquina?
Si, también.
¿Puede el operario efectuar el
mantenimiento de sus propias herramientas o
máquinas?
Solo aceitar, porque cuando alguna se descalibra (muy
poco sucede) hay que llamar a un técnico que la
calibre.
¿Puede el operario hacer la pieza
completa?
Si, cualquiera de los dos tiene las capacidades y
conocimientos para hacerlo.
¿Es posible y deseable la rotación
entre puestos de trabajos?
Si es posible, precisamente porque los dos operarios
conocen el proceso a plenitud, sin embargo, uno hace unas
operaciones y el otro hace las restantes, sin ningún orden
en específico.
¿Es posible y deseable el horario
flexible?
Se cuenta con un horario flexible, 7:30-11:30 am y de
2:00-5:00 pm
4.2 Técnica del interrogatorio:
Propósito:
¿Qué se hace?:
El operario se dirige al almacén varias veces en
búsqueda del material requerido para la fabricación
de la chemise. Perdiéndose así tiempo y
energía.
¿Por qué se
hace?:
Porque el operario no tiene al alcance los materiales
secundarios.
¿Qué otra cosa podría
hacerse?
Disminuir la cantidad de veces que el operario se
levanta.
¿Qué debería
hacerse?
Que el operario vaya por el material al almacén
no más de dos veces.
Lugar:
¿Dónde se hace?
La operación involucra dos aéreas, el
área donde se lleva a cabo el proceso y el almacén.
¿Por qué se hace
allí?
Porque en el almacén es donde se encuentra el
material requerido.
¿En qué otro lugar podría
hacerse?
No se puede hacer en otro lugar, pues el almacén
no debe estar inmerso en el área donde se lleva a cabo el
proceso.
¿Dónde debería
hacerse?
En el mismo lugar en donde se está ejecutando la
operación.
Sucesión:
¿Cuándo se
hace?
Al iniciar y durante el proceso.
¿Por qué se hace
entonces?
Porque es cuando el material es requerido.
¿Cuándo podría
hacerse?
A mediados del proceso.
¿Cuándo debería
hacerse?
Antes de iniciar con el proceso se debería tener
el material requerido a mano.
Persona:
¿Quién lo hace?
La actividad no está asignada a ningún
operario en específico. Cualquiera de los dos operarios
está en capacidad de hacer todas las actividades
participantes en el proceso.
¿Por qué lo hace esa
persona?
Dependiendo del operario que esté realizando el
trabajo, porque es el que requiere el material en determinado
momento.
¿Qué otra persona podría
hacerlo?
El otro operario.
¿Quién debería
hacerlo?
La misma persona que está realizando la
actividad.
Medios:
¿Cómo se hace?
El operador se desplaza caminando hasta el
almacén, selecciona los materiales que se necesitan, luego
se dirige a su puesto de trabajo.
¿Por qué se hace de ese
modo?
Porque la disposición del mobiliario en el
espacio obliga al operador a levantarse de su puesto de trabajo.
¿De qué otro modo podría
hacerse?
De ningún otro modo, puesto que el desplazamiento
del operario es inevitable, ya que el material no puede tenerlo
en el área donde se
¿Cómo debería
hacerse?
Que el operario vaya por el material al almacén
no más de dos veces.
Analizando y comparando la primera y la última
pregunta de la técnica del interrogatorio;
¿Qué se hace? Y ¿Cómo
debería hacerse?, se puede evidenciar que, ambas
respuestas son diferentes, es decir, no se está realizando
la operación como debería hacerse.
4.3 ENFOQUES PRIMARIOS DEL ANALISIS
OPERACIONAL:
Propósito de la operación: El
objetivo es fabricar franelas escolares para niños
tipo chemise de talla 12, color azul y sin bordado, para
ofrecer su posterior venta a colegios que demanden dicho
producto. El proceso se lleva a cabo a partir del ensamblado
de piezas de tela tipo pické previamente cortadas,
aunadas a éstas, otras prefabricadas como el rif,
mangas, tapetas y cuellos. Evaluar la posibilidad de
reordenar la distribución del área de trabajo,
para reducir el tiempo de confección por unidad de
chemise, y así al final de la jornada diaria, contar
con un número mayor de piezas elaboradas.Diseño de la parte o pieza: Para la
elaboración de la chemise se tienen establecidos pasos
que no se pueden cambiar, pues esto alteraría las
piezas, en su forma y acabado, es decir en su calidad. No se
pueden reducir las operaciones, pues éstas se llevan a
cabo mediante una secuencia lógica de pasos para el
desarrollo del proceso. Se considera hacer la
reducción del recorrido del operario al mínimo
mediante la correcta ubicación de las maquinarias e
implementos participantes en el proceso, debido a que en la
actualidad, éstos no están correctamente
ubicados, lo cual genera retraso en la
fabricación.
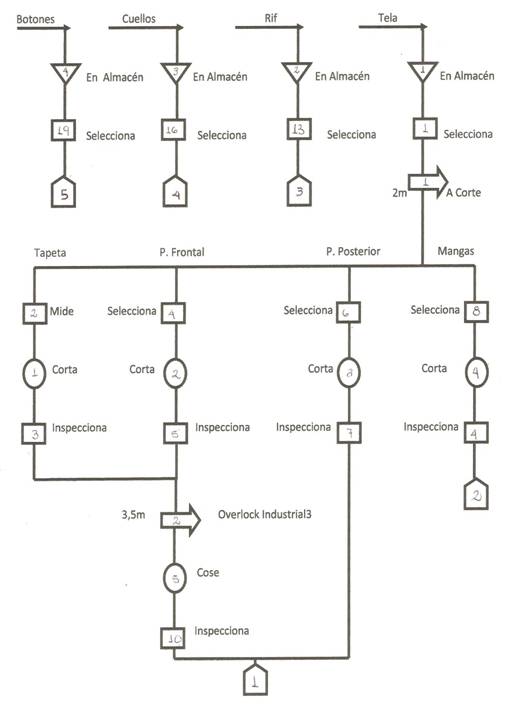
Los pasos mediante el cual se lleva a cabo el proceso de
fabricación de chemise son los siguientes:
Disposición y corte de la tela (parte
frontal, espalda, mangas y tapeta) de acuerdo a la talla
requerida por el cliente, en este caso se tomó como
referencia la talla 12)Conformación de la tapeta o cartera de la
chemise, el proceso se lleva a cabo manualmenteRepisado de la tapeta.
Ensamblado y repisado de los hombros de la
chemiseSe anexa a la pieza en proceso las mangas,
cosiéndolas a las partes laterales de la misma. A
dichas mangas, se le cosen los rif. Ambos procesos se llevan
a cabo en la misma máquina (máquina
overlock)Cierre de la chemise por los lados, uniendo la parte
frontal y de espalda por medio de una costura recta. Proceso
realizado en la máquina recta industrial.Anexado a la pieza en cuestión, del cuello
por medio de una costura recta. Proceso llevado a cabo en la
maquina recta industrial.Apertura de los ojales y pegado de los botones.
Operación realizada en una máquina
doméstica.Costura del ruedo.
Doblado y embolsado de la chemise.
Vale la pena destacar que no se puede alterar
ningún paso de los anteriormente señalados pues
afectaría de manera significativa y directa la calidad de
la pieza.
Tolerancias y/o Especificaciones: El rango de
variación de tolerancias en el proceso de
elaboración de chemise tiende a cero (0), pues el
margen entre la calidad lograda en la producción y la
deseada es mínimo. Esto debido al pleno cumplimiento
de los requerimientos necesarios para fabricar la pieza de
una excelente calidad. Entre dichos requerimientos se puede
mencionar, sin orden de importancia o acción, los
siguientes:Calibrado de las maquinarias industriales
(Máquina de coser recta industrial Speedway modelo
DOL12L-AW20U33, Máquina de coser industrial
Collaretera marca YAMATA modelo NEEDLE GAUGE 364, y
máquinas Overlock GN800-5) 1vez por
añoAceitado de máquinas domésticas
(SINGER 3102 y 2808-C) 1vez cada 6 mesesMantenimiento correctivo (limpieza de residuos de
tela e hilo) de todas las máquinas
mensualmente.Previamente al corte de la tela, revisión
exhaustiva de la misma, verificación de uniformidad,
sin huecos, manchas o desperfectos.Previamente a cada costura, verificación de
la/las agujas presentes en la máquina a trabajar, para
garantizar buen acabado de la misma.Posteriormente a cada costura, verificación
de que la misma sea resistente y no presente
debilidad.Revisión de piezas prefabricadas utilizadas
en el proceso (cuellos y rif) para verificar que no presenten
desperfectos.
Las dimensiones de las piezas necesarias para la
fabricación de la chemise escolar, talla 12 son las
siguientes:
Mangas:15.5 cm de largo, 18 cm de ancho.
Parte frontal: 62 cm de largo, 40 cm de
ancho.Parte trasera: 62 cm de largo, 40 cm de
anchoTapetas: 12x7cm
Las piezas prefabricadas tienes las siguientes
dimensiones:
Rif: 18 cm
Cuello: talla 36 de longitudes 36x9cm
Botones: 1cm de diámetro.
Materiales: En el proceso, para la
elaboración de las chemises, se emplea tela
tubular para chemise de tipo pické color azul, de
47m de largo, por 1,50 de ancho, que bien podría
sustituirse por una más económica, pero si esto
sucede, el acabado de la pieza será menor disminuyendo
así la calidad y durabilidad de la misma.
Al igual que la tela, se puede afirmar lo mismo de las
partes prefabricadas, sucedería lo mismo si emplean unas
de menor costo, y no es lo que se quiere, pues el objetivo es
ofrecer productos con excelentes acabados.
l rif y cuello está previamente fabricado, y el
material del que está hecho es de hilo para cuellos,
éste proceso lo llevan a cabo algunas empresas de la zona
y se elaboran con dimensiones (dependiendo de la talla) y colores
a petición del cliente.
Los botones son de plástico transparentes de dos
orificios.
Al momento de proceder al corte de la tela para obtener
las partes de la chemise que luego serán ensambladas, la
misma se corta de tal manera que es aprovechada al máximo.
El patrón abarca la totalidad del ancho de la
tela.
Por otro lado, el material que queda (retazos de tela),
se desecha, pudiendo aprovecharse para otro fin, como por ejemplo
venderse a particulares u otras empresas que trabajen con
materiales reciclables y así obtener otro medio de
ingreso, pues éstos materiales de desecho son de
cantidades considerables.
Análisis del Proceso: No existe
posibilidad alguna de cambiar las operaciones del proceso,
pues éste ya está estandarizado y alguna
alteración de la misma, modifica considerablemente el
buen acabado de las piezas fabricadas. Sin embargo, se
plantea la posibilidad de combinar las siguientes
operaciones, agrupándolas por la máquina donde
se realicen las mismas, es decir, la operación de
cerrado de las piezas y costura del cuello podrían
combinarse en una sola ya que ambas se llevan cabo en una
misma máquina (Máquina de coser recta
industrial Speedway modelo DOL12L-AW20U33), otras de las
operaciones que podrían combinarse son la apertura de
los ojales y pegado de los botones, ambos procesos se hacen
en una máquina doméstica SINGER. Ambas
combinaciones se sugieren, no solo por realizarse en una
misma máquina, sino por la consecuencia de una con la
otra, permitiendo así mejorar la fluidez del
proceso.
Se plantea la disminución de operaciones por
operarios, aumentando la cantidad de los operarios y con esto la
velocidad del proceso. Es necesario destacar que en la empresa
"confecciones Juliana", se cuentan con dos (2) operarios que son
los encargados de llevar a cabo todas las operaciones presentes
en el proceso, lo cual genera demoras evitables.
Entre las operaciones que conforman el proceso de
confección de chemises, la operación
específica de armar la tapeta, es netamente manual, y no
hay posibilidad alguna de mecanizarla, ya que, no existe una
máquina que realice dicha operación. Todas las
demás operaciones excepto los almacenamientos, traslados
de material o piezas, son mecanizadas, pues se llevan a cabo en
las diferentes máquinas.
Preparación y Herramental: Para el
corte de la tela, es recomendable preparar y organizar el
espacio donde vaya a llevarse a cabo dicha operación,
para así, reducir el tiempo de la misma y aumentar el
volumen de piezas cortadas, para ello:Se verifica y evalúan la disposición
de los mesones de corte.La colocación del lote de tela sobre la mesa
es impráctica, pues resta espacio para llevar a cabo
el corte.Se verifican las condiciones en las que se encuentra
la hojilla de corte de la máquina cortadora de tela,
asegurarse de que posea un buen filo para así proceder
al corte de la tela, de lo contrario éste no
será uniforme.Verificar que el volumen de tela a cortar se
encuentre dentro del rango de capacidad de corte de la
máquina cortadora. (máximo 8 piezas a la vez
por corte)Verificar condiciones de agujas, asegurarse que la
máquina tenga implícito en ella los hilos de
los colores requeridos, así como el pleno llenado de
las bobinas.
Se recomienda adjuntar a cada máquina un
organizador, en el que estén incluidos los siguientes
implementos:
Metro
Tijera
porta alfileres
Lápiz
Pinza para hilos
Esto, para facilitar la fluidez de las operaciones por
máquina, y evitar demoras atribuidas al manejo de
herramental.
Condiciones de Trabajo: En el área de
trabajo se cuenta con buena iluminación, sin embargo,
es necesario optimizar la temperatura del ambiente en el que
se trabaja, pues el espacio es cerrado y por ende no tiene
ventilación, no se cuenta con servicio de
acondicionador de aire, y como consecuencia, la
realización de las actividades se tornan más
incómodas.
Se destaca el buen cuidado de las maquinarias presentes
en el área de trabajo, sin embargo se puede considerar la
reorganización del espacio de máquinas, implementos
y estanterías que permitan un mejor desarrollo del proceso
para obtener mayor eficiencia del mismo.
En el área de trabajo no se cuentan con grandes
ruidos ni vibraciones, así como tampoco se requiere un
equipo de protección personal esto debido al tipo de
proceso desarrollado.
Manejo de Materiales: Se considera evaluar y
eliminar el congestionamiento de materiales que puedan
producirse en los mesones donde se lleva a cabo el corte,
implementando un sistema de estantería donde puedan
disponerse las piezas cortadas mientras se van cortando
otras.
Debido al reducido espacio donde se lleva a cabo el
proceso de elaboración de chemise, no existen largos
trayectos de materiales ni transportes de carga
pesada.
Se recomienda disponer de estantes donde se almacenen
las chemises previamente elaboradas para su posterior venta, pues
actualmente luego de culminar el proceso, dichas piezas son
embolsadas sin tener un lugar fijo en el que puedan ser
almacenadas.
Se sugiere la implementación de cestas que
conecten una máquina de la otra, esto para ir colocando
las piezas a medida que se vaya ejecutando cada operación
y así, evitar el congestionamiento en las mesas de las
máquinas de coser.
Una de las acciones que podrían considerarse para
ahorrar tiempo en el proceso, es; antes de empezar la rutina de
trabajo asignar y dividir las operaciones que conforman el
proceso entre los operarios, de esta manera cada uno de ellos,
sabrá específicamente cual será la actividad
que debe realizar. Recordando que los 2 operarios están en
capacidad de realizar cualquiera de las operaciones que conforman
el proceso.
En la actualidad, se evidencia en el área de
trabajo, desorganización de los materiales, e implementos
de trabajo. Por ello, otra de las acciones que se proponen es
disponer de una estantería donde se encuentren organizados
los materiales y todos aquellos implementos que son necesarios
para llevar a cabo el proceso de confección de chemise.
Esto para evitar las pérdidas de tiempo al momento de
necesitar alguno de ellos.
Distribución de la Planta y Equipo: Es
necesario garantizar el espacio requerido para el movimiento
del material, esto es, para que el proceso fluya con mayor
efectividad, sin retrasos, ni demoras. Es por ello que se
reorganizó la maquinaria dentro del espacio, para
facilitar el movimiento del operador y por ende del material.
Conjuntamente a esto se destinará como área de
almacenamiento además del depósito, un estante
para los materiales que son solicitados con mayor frecuencia
durante la elaboración de la chemise. (Botones, hilos,
rif, cuellos).
Se recomienda aumentar el número de operadores
para así reducir el número de actividades por
operario, tomando en cuenta que al tomar esta medida el espacio
para movilizarse se reduciría, por lo que se debe tener
cuidado, pues un aumento exagerado provocaría cambios
posteriores en la distribución de la planta. Por otra
parte se sugiere separar el área de producto terminado con
el área de producción, para aumentar el espacio
disponible y facilitar los traslados.
CAPITULO V:
Análisis y
resultadosANALISIS GENERAL:
Actualmente la empresa presenta un problema de retardo
en la realización del proceso general, el operario pierde
tiempo y energía que puede aprovechar para hacer
más productiva su jornada de trabajo.
Esta situación se generó
básicamente por:
La mala distribución del mobiliario en el
espacio.La secuencia de las operaciones realizadas en cada
máquina no coincide con la secuencia de la
ubicación de las máquinas.El desorden que se tiene en el
almacén.La falta de señalizaciones que indiquen la
ubicación exacta del material dentro del
almacén, ya que localizar el material requerido es
toda una tarea tediosa.La ausencia de algún mobiliario que sirva de
apoyo al operador al momento de trasladar el material al
área de operaciones, ya que este toma lo que necesita
y utiliza su cuerpo (brazos) como depósito para
almacenar el material durante el traslado.El espacio que se dispone para el funcionamiento de
la empresa es muy reducido, esto impide realizar
modificaciones de gran envergadura en la distribución
de la planta como tal.
Todos estos factores afectan la eficiencia del proceso,
pues aumentan los traslados y recorridos de la materia prima que
son hechos a su vez por los operarios, es decir, el método
actual de trabajo, obliga al trabajador a realizar actividades
extras que se representan en las distancias recorridas durante la
ejecución del proceso; haciendo que el tiempo
mínimo en que se puede realizar el proceso se
prolongue.
Situación Propuesta:
El proceso de fabricación de franelas tipo
chemise de la empresa "CONFECCIONES JULIANA", se presentan fallas
leves en la organización (distribución de las
maquinas), mal uso del espacio y desorden al trabajar, teniendo
como consecuencias trabajo extra en labores sencilla.
Como propuesta para solucionar el problema expuesto,
luego de haber realizado el análisis operacional, se
utilizó como apoyo las deficiencias que se observaron en
el proceso, específicamente en los traslados,
organización del material en el almacén y la
distribución de la maquinaria en el espacio. Se le
proponen las siguientes alternativas en orden de
importancia:
Reorganización de la distribución de
las maquinas.La adquisición de un carrito o cesta para
transportar la materia prima al proceso de
fabricación, se debe acotar que para llevar a cabo
esta la incorporación del carrito al proceso, se debe
hacer un estudio de costos y factibilidad.Organizar los materiales o herramientas necesarias
para cada fase en el proceso de fabricación es decir,
mantener ordenados en un lugar o espacio visible los
materiales y evitar su traslado a fases del proceso donde no
cumplen ninguna función.Organización del almacén, clasificar
la materia prima (separar la tela, cuellos, rif y botones) en
dispensadores distintos.Reubicar un estante que este sin uso, para usarlo
como depósito temporal de la materia prima.Hacer un estudio de costos y factibilidad para la
contratación de personal, ya que es evidente la falta
de operadores.
5.3 Método de Trabajo Propuesto
En el proceso de fabricación de franelas tipo
chemises color azul talla 12, escolares, color azul y sin
bordado: La materia prima (hilos, telas, rif, cuellos y botones)
se encuentra en el almacén. El proceso empieza con el
traslado de materia prima en un carrito, esta operación
tarda 5min para su llenado y luego es trasladado al área
de corte que está a una distancia de 2 metros. Se procede
al corte de la tela (parte frontal, espalda, mangas y tapeta) de
acuerdo a la talla mencionada, el corte se realiza con una
máquina de cortar tela y con unos patrones ya establecidos
según las especificaciones. Se inicia la confección
trabajando la parte frontal de la chemises, se elabora la tapeta
manualmente, luego se anexa a la parte frontal, la tapeta se
asegura con una máquina de coser overlock de tipo
industrial que se encuentra a 3 metros. Posteriormente se pasa al
proceso de ensamblado recorriendo una distancia de, 1,6 metros;
donde se unen y se repisan los hombros de la chemise, por medio
de una máquina de coser recta industrial. Luego se les
cosen las mangas y a estas los rif; dicho proceso es llevado a
cabo en la máquina overlock que se encuentra a 1,3 metros.
Seguidamente se cierra la chemise por los lados uniendo la parte
frontal y posterior en la máquina recta industrial.
Después se le pega el cuello en la misma máquina.
Una vez que se tiene armada la chemise se procede a abrir los
ojales en las tapetas y pegar los respectivos botones, ambos
procesos se llevan a cabo en una máquina doméstica
que se encuentran a una distancia de 2 metros. Para finalizar la
confección se cosen los ruedos en la máquina
collaretera a 1,6 metros. La chemises llevada a la zona de
empaquetado a una distancia de 2,8 metros; para luego ser llevada
al almacén temporal que se encuentra a 7
metros.
5.4 Análisis del Resultado.
Una vez que se realizan todos los ajustes en la empresa,
sugeridos por el método de trabajo propuesto en el proceso
de confección de chemise escolar color azul talla 12, se
obtuvieron unos resultados los cuales fueron comparados con la
situación actual de la empresa y reflejados en un cuadro
comparativo (VER APENDICE N0 4).
En los resultados obtenidos, se pudo observar como en el
método actual se están recorriendo 11.9 metros de
manera innecesaria comparándose con la situación
propuesta. Esto es suponiendo que en el método actual se
cuente con el carrito para transportar los materiales a usar.
Sino la situación actual tendría un recorrido
adicional por los traslados al almacén de:
4,3mts por ir al almacén a buscar los rif
desde la máquina overlock6,8mts por ir al almacén a buscar los cuellos
desde la máquina recta industrial7,5mts por ir al almacén a buscar los botones
desde la máquina doméstica.
Entonces, la situación actual tendría un
recorrido de 53 metros. Mientras que la situación
propuesta mantiene 23 metros debido a la inclusión el
vehículo. La secuencia de actividades que se desarrollan
en el proceso de flujo recorrido propuesto, (VER APENDICE N0
3) disminuye las distancias a recorrer. Deberá
hacerse un estudio de costo para la adquisición del
vehículo, para garantizar que la obtención del
mismo sea favorable a la empresa, no obstante la nueva
distribución facilitara el proceso de fabricación
en forma estructural, secuencial y organizada. Siempre y cuando
los operarios cumplan las especificaciones expuestas.
5.5Diagrama de Proceso Propuesto:
VER APENDICE N0 2
Al aplicar el análisis operacional en el proceso
de elaboración de la chemise escolar, color azul talla 12
en la empresa CONFECCIONES JULIANA se detectaron las fallas que
hacían lento el proceso; se propuso un método
eficiente de trabajo para mejorar el proceso de
fabricación de chemises color azul talla 12 en la empresa
"CONFECCIONES JULIANA", aumentando la velocidad en el proceso, se
logró mediante la aplicación de herramientas de la
ingeniería de métodos: Se evaluó: el proceso
de fabricación, la ejecución del método de
trabajo actual. Se detectaron las fallas que afectan al proceso
de fabricación a través de la utilización de
los siguientes instrumentos:
Aplicar el Método del
Interrogatorio.Aplicar las preguntas de la OIT a las
operadoras.Realizar el análisis operacional al
almacenamiento.Se elaboró el diagrama del proceso con las
mejoras propuestas.Se Realizó el diagrama de flujo y recorrido
con las mejoras propuestas.Se Realizó el correspondiente análisis
general del proceso.
Después de la aplicación de
las herramientas ya mencionadas; se logró identificar los
siguientes problemas:
– El almacenamiento de la materia prima y
la organización de la maquinaria es el problema más
grave que presenta la empresa, pues estas
áreas:
No se encuentran
delimitadas.El almacén no tiene
identificación alguna en cuanto al material que se
deposita en él.No se cuenta con un área o
mobiliario, destinado al almacenamiento temporal del producto
terminado, para este caso la chemises escolares color azul
talla 12.No es correcta la distribución
de la maquinaria y mobiliario en el espacio, no se
tomó en cuenta la distancia de las máquinas al
almacén y la secuencia de las operaciones
Esta situación ha traído como
consecuencia:
Un aumento al recorrido que realiza el
operario al trasladar el material al área de
operación.Retraso en el momento en el que se deba
buscar un material que no esté a simple vista o cuya
ubicación no se conozca.Al culminar un lote, se traslada al
almacén principal, que es donde está la materia
prima, generando más caos y confusión a la hora
de buscar un material que se requiera en un determinado
momento.Se genera exceso de traslados, no
permite simplificar el proceso agrupando o combinando
operaciones, haciendo que el proceso no se lleve a cabo con
fluidez.
De acuerdo al análisis operacional se puede
recomendar lo siguiente:
Mejorar la distribución de todo el mobiliario
que se encuentra en la empresa (maquinaria, mesones,
estantes, vitrina, etc), tomando en cuenta los recorridos de
los operarios y el espacio disponible para desarrollar el
proceso, esto con la propósito de facilitar el
desplazamiento del operario en el espacio.Destinar el almacenamiento temporal del producto
terminado a un estante cuya función sea
únicamente almacenar los lotes culminados.La incorporación del carrito al mobiliario de
la empresa para facilitar el transporte de la materia prima
al área donde se realizan las operaciones, destacando
nuevamente que para llevar a cabo esta acción se debe
hacer un estudio previo de costos y factibilidad.Antes de iniciar la jornada de trabajo deben
distribuirse las tareas que se pretenden realizar durante la
jornada de trabajo, se tiene como ventaja que ambos operarios
manejan perfectamente las operaciones, esto ayudará a
reducir el tiempo que no es aprovechado.
HODSON, K. William. (1996). Cuarta Edición.
Manual del Ingeniero Industrial. Tomos II y III.INGENIERÍA INDUSTRIAL, ESTUDIO DE TIEMPOS Y
MOVIMIENTOS (Benjamín Niebel).INTRODUCCIÓN AL ESTUDIO DEL TRABAJO (Manual
de la O.I.T.)INGENIERÍA DE MÉTODOS (Edward
Krick)MANUAL DE INGENIERÍA Y ORGANIZACIÓN
INDUSTRIAL (M.H. Maynard)MANUAL DE INGENERÍA INDUSTRIAL (Gabriel
Salvendy).ROJAS DE NARVÁEZ, Rosa. (1997).
Orientaciones prácticas para la elaboración
de informes de investigación. (2da Ed.). Ediciones
UNEXPO.Turmero I., (2012), Apuntes de clases de
Ingeniería de métodos, Ingeniería
Industrial. UNEXPO.Niebel B, Ingeniería Industrial:
Métodos, Estándares y Diseños del
Trabajo, 10a Edición, Editorial: Alfaomega.
VER ADJUNTOS
APENDICE N01

APENDICE N02
Diagrama de proceso de fabricación de chemise de
la empresa "CONFECCIONES JULIANA"
Diagrama: Proceso
Proceso: Fabricación de Chemise
Inicio: Almacén
Fin: Almacén Temporal
Fecha: Enero de 2013
Método: Propuesto
Seguimiento: Operario
Diagrama de Proceso para la
Fabricación de Chemise en la Empresa "CONFECCIONES
JULIANA"




APENDICE N0 3
Diagrama: Flujo Recorrido
Proceso: Fabricación de
Chemise
Inicio: Almacén
Fin: Almacén Temporal
Método: Propuesto
Seguimiento: Operario
Fecha: Enero 2013
Diagrama de Flujo Recorrido para la
Fabricación de Chemise de la Empresa "CONFECCIONES
JULIANA"

Leyenda:
P: Computadora
E. Almacén Temporal
(estante)
V: Vitrina
MO: Máquina de Coser
Overlock
MD: Máquina Domestica
MB: Máquina Bordadora
M: Mesón
MRI: Máquina Recta de Coser
Industrial
MC: Máquina Collaretera
APENDICE N0 4
Situación Actual | Situación Propuesta |
8,5 2,3 1,6 3 3 1,6 6 9 | 2 3,5 1,6 1,3 1,3 2 1,6 2,8 7 |
Total = 35 | Total = 23,1 |
Autor:
Caldera Juandri
Madriz María
Gómez Andrea
Quintana Fabiara
Marcano Omar
Flores Dehomar
Enviado por:
Profesor:
Msc. Ing. Iván
Turmero
UNIVERSIDAD NACIONAL EXPERIMENTAL
POLITÉCNICA
"ANTONIO JOSE DE SUCRE"
VICE-RECTORADO PUERTO ORDAZ
DEPARTAMENTO DE ING. INDUSTRIAL
CATEDRA: INGENIERIA DE
METODOS

CIUDAD GUAYANA, FEBRERO DE 2013
 Página anterior Página anterior | Volver al principio del trabajo | Página siguiente  |