- Introducción
- El
problema - Marco
teórico - Diseño
metodológico - Situación actual
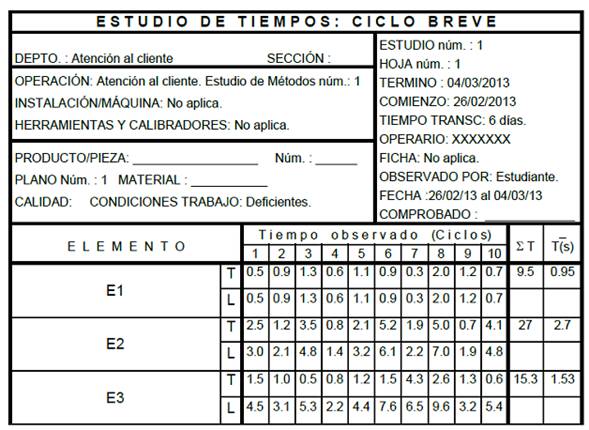
- Estudio de tiempos
- Conclusiones
- Recomendaciones
- Bibliografía
- Apéndices
INTRODUCCIÓN
El presente trabajo contiene el resultado
del cálculo del tiempo estándar que dura una de las
actividades que se dan en el proceso productivo de la empresa
FerreMateriales R.J, C.A. El valor del tiempo estándar fue
el resultado de las múltiples observaciones realizadas y
la aplicación de los métodos asociados al
cálculo que se mostrarán más
adelante.
El estudio de tiempo es una técnica
empleada para la medición del trabajo. Se registran los
tiempos y ritmos de trabajo correspondientes a los elementos de
una tarea definida, ya que permite determinar el tiempo de
duración de una actividad que ejecuta el operador en
condiciones normales, a una velocidad y ritmo de trabajo acorde
con las características del empleado. Este estudio se basa
fundamentalmente en el contenido del trabajo considerando la
fatiga y los retrasos personales e inevitables.
La realización del tiempo
estándar en la ferretería es importante debido a
que a partir de éste, se puede elaborar un sistema de
mejoras al proceso estudiado, haciendo que sea más
óptimo y que a su vez permita aumentar los niveles de
productividad de la compañía, proporcionando
así, mayor bienestar al operario en su jornada de trabajo,
y al cliente en el momento que necesite del servicio que se
ofrece en FerreMateriales R.J.
La estructura del trabajo se presenta en
cinco capítulos distribuidos de la manera siguiente:
capítulo I: El problema; que describe los problemas
críticos que afectan directamente al servicio en
cuestión; capítulo II: Marco teórico; el
cual se basa en el fundamento de las técnicas utilizadas
en esta práctica, capítulo III: Diseño
metodológico, donde se describe el tipo de estudio, la
descripción, la población y muestra que se
tomó, los diferentes recursos e instrumentos utilizados, y
el detalle del procedimiento que se llevó a cabo;
capítulo IV: Situación actual, por último
se
encuentra el capítulo V, donde se
determina el tiempo estándar en el servicio de
atención al cliente en FerreMateriales R.J.
Al final del escrito se muestran las
conclusiones a las cuales se llegó con el estudio
realizado, así como también las recomendaciones que
se creen convenientes señalar.
CAPÍTULO I
EL
PROBLEMA
El presente capítulo explica las
consecuencias del problema en cuanto a la carencia del estudio de
tiempo en el servicio de atención al cliente en la empresa
FerreMateriales RJ, C.A, con el fin de plantear sus antecedentes,
la justificación, los objetivos generales y
específicos de esta investigación y las
limitaciones que se presentan.
1.1 ANTECEDENTES:
FerreMateriales RJ, C.A es una empresa que
abre sus puerta en el año 2008 y se especializa en la
compra y venta de materiales para brindar a sus clientes
artículos para la electricidad, plomería,
construcción y pintura. Esta ferretería ofrece una
jornada de trabajo de (8:00am a 12:00pm) y de (2:00pm a 5:00pm) y
se encuentra ubicada en el Campo A-1 de la Ferrominera, Puerto
Ordaz, Estado Bolívar.
Vale destacar que el desarrollo de la
investigación se enfoca en el servicio de atención
al cliente y no en la distribución de artículos en
departamentos y mostradores como se realizó en estudios
pasados, puesto que ésta es la actividad con mayor
frecuente que facilita el estudio de tiempo
estándar.
Mediante las visitas realizadas a
FerreMateriales RJ se observo que anteriormente no se han
efectuado estudios de tiempo, por tanto se desconoce la
calificación por velocidad del operario y el tiempo que
éste tarda en brindar el servicio, provocando deficiencia
en la ejecución de sus labores.
1.2 PLANTEAMIENTO EL
PROBLEMA:
Hace 5 años FerreMateriales RJ
abrió sus puertas y desde entonces no se ha elaborado un
estudio de tiempo, puesto que existe variabilidad en el proceso
dada la solicitud del cliente. Vale destacar que desconocer los
estándares de tiempo impide el óptimo
funcionamiento de la empresa.
En esta ferretería se deben
estandarizar los tiempos de ejecución de las actividades
para brindar una adecuada y fluida atención al cliente,
así como también es necesario calificar al operario
de forma cualitativa y cuantitativa con el fin de conocer sus
habilidades y deficiencias al momento prestar el servicio. Con el
estudio de tiempo es posible evaluar el desempeño laboral
del operario logrando planificar los tiempos promedios de
servicio a fin de garantizar la satisfacción de los
clientes y un armonioso ambiente de trabajo.
Por tal motivo, surge la necesidad de
determinar el tiempo de ejecución del operario para
atender a los clientes, de esta manera se evalúa el tiempo
que actualmente se invierte en ofrecer el servicio.
1.3 JUSTIFICACIÓN:
La elaboración de esta
investigación permitirá tomar el tiempo que
invierte el operario en atender un cliente, con la finalidad de
calcular el tiempo estándar de esta operación,
considerando el ambiente de trabajo del operario.
1.4 LIMITACIONES:
Mediante la recopilación de los
tiempos en el servicio de atención al cliente en
FerreMateriales RJ, C.A fue necesario la espera de varias horas y
por consiguiente realizar más visitas de las planificadas
para tomar dichos tiempos, dado que, la clientela no era
concurrida.
1.5 OBJETIVOS:
Mediante el estudio realizado se quiere
llevar a cabo los siguientes objetivos generales y
específicos:
Objetivos generales:
Determinar el tiempo estándar al
servicio de atención al cliente en la empresa
Ferre-Materiales RJ, C.A.
Objetivos
específicos:
1. Determinar el tamaño de
la muestra para obtener los datos.2. Determinar la jornada de
trabajo a evaluar.3. Evaluar las condiciones de
trabajo del operario.4. Determinar la
calificación de la velocidad del operario a
través del método WESTINGHOUSE.5. Aplicar el procedimiento
estadístico para determinar el tiempo
estándar.6. Determinar el tiempo
normal.7. Determinar las tolerancias dada
las condiciones de trabajo del operario.8. Calcular y normalizar el tiempo
estándar del servicio.
CAPÍTULO II
MARCO
TEÓRICO
El presente capitulo describe los conceptos
y herramientas básicos empleadas en el estudio de tiempo
estándar aplicadas en la actividad seleccionada en
FerreMateriales RJ, C.A.
2.1 TIEMPO
ESTÁNDAR:
El tiempo estándar es el
patrón que mide el tiempo necesario para desarrollar una
unidad de trabajo, usando un método y equipos dados, bajo
ciertas condiciones de trabajo, ejecutado por un obrero que posea
una cantidad de habilidad especifica y una actitud promedio para
el trabajo. Este se determina sumando el tiempo asignado a todos
los elementos comprendidos en el estándar de
tiempo.
a. Propósito:
Base para el pago de incentivos y
control presupuestal.Denominador común para la
comparación de diversos métodos.Medio para asegurar una
distribución del espacio disponible.Medio para determinar la capacidad de
la planta.Base para la compra de un nuevo
equipo.Base para equilibrar la fuerza laboral
con el trabajo disponible.Mejoramiento del control de la
producciónControl exacto y determinación
del costo de mano de obra.Simplificación de los problemas
de dirección de la empresa.Mejoramiento de los servicios a los
consumidores.Elaboración de los planes de
mantenimiento.
b. Fórmulas:

c. Ventajas:
Reducción de los costos; al
descartar el trabajo improductivo y los tiempos ociosos, la
razón de rapidez de producción es mayor, esto
es, se produce un mayor número de unidades en el mismo
tiempo.
Mejora de las condiciones obreras; los
tiempos estándar permiten establecer sistemas de pagos
de salarios con incentivos, en los cuales los obreros, al
producir un número de unidades superiores a la
cantidad obtenida a la velocidad normal, perciben una
remuneración extra.
d. Aplicaciones:
Para determinar el salario para una
tarea específica.
Ayuda a la planeación de la
producción. Los problemas de producción y de
ventas podrán basarse en los tiempos estándares
después de haber aplicado la medición del
trabajo de los procesos respectivos.
Facilita la supervisión. Para un
supervisor cuyo trabajo está relacionado con hombres,
materiales, máquinas, herramientas y métodos;
los tiempos de producción le servirán para
lograr la coordinación de todos los elementos,
sirviéndole como un patrón para medir la
eficiencia productiva de su departamento.
Es una herramienta que ayuda a
establecer estándares de producción precisos y
justos. Además de indicar lo que puede producirse en
un día normal de trabajo, ayuda a mejorar los
estándares de calidad.
Ayuda a establecer las cargas de
trabajo. Facilita la coordinación entre los obreros y
las máquinas, y proporciona a la gerencia bases para
inversiones futuras en maquinaria y equipo en caso de
expansión.
Ayuda a formular un sistema de costo
estándar. El tiempo estándar al ser
multiplicado por la cuota fijada por hora, nos proporciona el
costo de mano de obra directa por pieza.
Proporciona costos estimados. Los
tiempos estándar de mano de obra,
presupuestarán el costo de los artículos que se
planea producir y cuyas operaciones serán semejantes a
las actuales.
Proporciona bases sólidas para
establecer sistemas de incentivos y su control. Se permite
establecer políticas firmes de incentivos a obreros
que ayudarán a incrementar sus salarios y mejorar su
nivel de vida; la empresa estará en mejor
situación dentro de la competencia, pues se
encontrará en posibilidad de aumentar su
producción reduciendo costos unitarios.
Ayuda a entrenar a nuevos trabajadores.
Los tiempos estándar serán parámetro que
mostrará a los supervisores la forma como los nuevos
trabajadores aumentan su habilidad en los métodos de
trabajo.
2.2 ANTECEDENTES DEL ESTUDIO DE
TIEMPO:
En siglo XVIV, con los estudios realizados
por Perronet acerca de la fabricación de alfileres en
Francia, se inició el estudio de tiempos en la empresa,
pero hasta finales del siglo XIX, con las propuestas de Taylor
fue que se difundió y conoció esta
técnica.
El padre de la administración
científica comenzó a estudiar los tiempos a
comienzos de la década de los 80's, allí
desarrolló el concepto de la "tarea", en el que
proponía que la administración se debía
encargar de la planeación del trabajo de cada uno de sus
empleados y que cada trabajo debía tener un
estándar de tiempo basado en el trabajo de un operario muy
bien calificado.
En 1903, en la reunión de la A.S.M.E
efectuada en Saratoga, Taylor presentó su famoso
artículo " Administración taller", cuya
metodología aceptada por muchos industriales reportando
resultados muy satisfactorios. En la actualidad no existe ninguna
restricción en la aplicación de estudio de tiempos
en ninguna empresa o país industrializado.
2.3 ESTUDIO DE TIEMPO:
Es una actividad que implica la
técnica de establecer un estándar de tiempo
permisible para realizar una tarea determinada, con base en la
medición del contenido del trabajo del método
prescrito, con la debida consideración de la fatiga y las
demoras personales y los retrasos inevitables.
a. Objetivos:
Minimizar el tiempo requerido para la
ejecución de trabajos.Conservar los recursos y minimizan los
costos.Efectuar la producción sin
perder de vista la disponibilidad recursos de
energéticos o de la energía.Proporcionar un producto que es cada
vez más confiable y de alta calidad.
b. Requerimientos para Realizar
un Estudio de Tiempos:
Para obtener un estándar es
necesario que el operario domine a la perfección la
técnica de la labor que se va a estudiar.
El método a estudiar debe
haberse estandarizado.
El empleado debe saber que está
siendo evaluado, así como su supervisor y los
representantes del sindicato.
El analista debe estar capacitado y
debe contar con todas las herramientas necesarias para
realizar la evaluación.
El equipamiento del analista debe
comprender al menos un cronómetro, una planilla o
formato pre impreso y una calculadora.
La actitud del trabajador y del
analista debe ser tranquila y el segundo no deberá
ejercer presiones sobre el primero.
c. Equipo Utilizado para el
Estudio de Tiempos.
El estudio de tiempos exige cierto material
fundamental como lo son: un cronómetro o tabla de tiempos,
una hoja de observaciones, formularios de estudio de
tiempos.
Generalmente se utilizan dos tipos de
cronómetros, el ordinario y el de vuelta a
cero.
Respecto a la tabla de tiempos,
consiste en una tabla de tamaño conveniente donde se
coloca la hoja de observaciones para que pueda
sostenerla con comodidad el analista, y en
la que se asegura en la parte superior un reloj para tomar
tiempos.
La hoja de observaciones contiene una
serie de datos como el nombre del producto, nombre de la
pieza, número de parte, fecha, operario,
operación, nombre de la máquina, cantidad de
observaciones, división de la operación en
elementos, calificación, tiempo promedio, tiempo
normal, tiempo estándar, meta por hora, la meta por
día y el nombre del observador.
La tabla electrónica de tiempos
es una hoja hecha en Excel donde se inserta el tiempo
observado y automáticamente ella calculará
tiempo estándar, producción por hora,
producción por turno y cantidad de operarios
necesarios.
2.4 MÉTODOS PARA REALIZAR UN
ESTUDIO DE TIEMPO:
Existen dos métodos básicos
para realizar el estudio de tiempos, el continuo y el de regresos
a cero.
Método continuo: Se deja correr el
cronómetro mientras dura el estudio. En esta
técnica, el cronómetro se lee en el punto terminal
de cada elemento, mientras las manecillas están en
movimiento. En caso de tener un cronómetro
electrónico, se puede proporcionar un valor
numérico inmóvil.
Método de regresos a cero: El
cronómetro se lee a la terminación de cada
elemento, y luego se regresa a cero de inmediato. Al iniciarse el
siguiente elemento el cronómetro parte de cero. El tiempo
transcurrido se lee directamente en el cronómetro al
finalizar este elemento y se regresa a cero otra vez, y
así sucesivamente durante todo el estudio.
Es necesario que, para llevar a cabo un
estudio de tiempos, el analista tenga la experiencia y
conocimientos necesarios y que comprenda en su totalidad una
serie de elementos que a continuación se describen para
llevar a buen término dicho estudio:
Selección de la operación:
Que operación se va a medir y su tiempo, en primer orden
es una decisión que depende del objetivo general que
perseguimos con el estudio de la medición. Se pueden
emplear criterios para hacer la elección:
1. El orden de las operaciones
según se presentan en el proceso.2. La posibilidad de ahorro que
se espera en la operación.
Selección del operado: Al elegir al
trabajador se deben considerar los siguientes puntos:
1. Habilidad, deseo de
cooperación, temperamento, experiencia.2. Actitud frente al
trabajador.3. El estudio debe hacerse a la
vista y conocimiento de todos.4. El analista debe observar todas
las políticas de la empresa y cuidar de no criticarlas
con el trabajador.5. No debe discutirse con el
trabajador ni criticar su trabajo sino pedir su
colaboración.6. Es recomendable comunicar al
sindicato la realización de estudios de
tiempos.7. El operario espera ser tratado
como un ser humano y en general responderá
favorablemente si se le trata abierta y
francamente.
Se debe realiza un análisis de
comprobación del método de trabajo. Nunca debe
cronometrar una operación que no haya sido
normalizada.
La normalización es el procedimiento
por medio del cual se fija en forma escrita una norma de
método de trabajo para cada una de las operaciones que se
realizan en la fábrica. En estas normas se especifican el
lugar de trabajo y sus características, las
máquinas y herramientas, los materiales, el equipo de
seguridad que se requiere para ejecutar dicha operación
como lentes, mascarilla, extinguidores, delantales, botas, etc.,
que siempre serán entregados al operario
permitiéndole ser capaz de ejecutar sus
operaciones.
2.5 EJECUCIÓN DEL ESTUDIO DE
TIEMPOS:
Obtener y registrar toda la
información concerniente a la operación. Es
importante que el analista registre toda la información
pertinente obtenida mediante observación directa, en
previsión de que sea necesario consultar posteriormente el
estudio de tiempos.
Una forma de agrupar la información
es la siguiente:
1. Información que permita
identificar el estudio de cuando se necesite.2. Información que permita
identificar el proceso, el método, la
instalación o la máquina.3. Información que permita
identificar al operario.4. Información que permita
describir la duración del estudio.
Es necesario realizar un estudio
sistemático tanto del producto como del proceso, para
facilitar la producción y eliminar ineficiencias,
constituyendo así el análisis de la
operación y para lo que se debe considerar lo
siguiente:
Objeto de la
operación.Diseño de la pieza.
Tolerancias y
especificaciones.Material.
Proceso de manufactura.
Preparación de herramientas y
patrones.
Condiciones de trabajo.
Manejo de materiales.
Distribución de máquinas
y equipos.
2.6 ESTUDIO DE TIEMPOS CON
CRONÓMETRO:
Es una técnica para determinar con
la mayor exactitud posible, partiendo de un número
limitado de observaciones, el tiempo necesario para llevar a cabo
una tarea determinada con arreglo a una norma de rendimiento
preestablecido.
a. Utilidad:
El cronometro se utiliza cuando:
Se va a ejecutar una nueva
operación, actividad o tarea.Se presentan quejas de los trabajadores
o de sus representantes sobre el tiempo de una
operación.Se encuentran demoras causadas por una
operación lenta, que ocasiona retrasos en las
demás operaciones.Se pretende fijar los tiempos
estándar de un sistema de incentivos.Se encuentran bajos rendimientos o
excesivos tiempos muertos de alguna máquina o grupo de
máquinas.
b. Pasos para Realizar un
Estudio de Tiempos con Cronómetro:
Preparación:
Se selecciona la
operación.Se selecciona al trabajador.
Se realiza un análisis de
comprobación del método de trabajo.Se establece una actitud frente al
trabajador.
Ejecución:
Se obtiene y registra la
información.Se descompone la tarea en
elementos.Se cronometra.
Se calcula el tiempo
observado.
Valoración:
Se valora el ritmo normal del
trabajador promedio.Se aplican las técnicas de
valoración.Se calcula el tiempo base o el tiempo
valorado.Análisis de demoras
Estudio de fatiga.
Cálculo de suplementos y sus
tolerancias.Tiempo estándar.
Determinación de tiempos de
interferencia.Cálculo de tiempo
estándar.
Suplementos
Análisis de demoras.
Estudio de fatiga.
Cálculo de suplementos y sus
tolerancias.
Tiempo estándar
Error de tiempo
estándar.Cálculo de frecuencia de los
elementos.Determinación de tiempos de
interferencia.Cálculo de tiempo
estándar.
2.7 SISTEMA WESTINGHOUSE:
Consiste en la evaluación de cuatro
factores de manera cuantitativa y cualitativa de forma tal que se
pueda obtener su clase, su categoría y el porcentaje que
corresponda para de esta manera realizar una suma algebraica que
permita obtener en números o porcentaje la
evaluación del operario.
Tabla 1: Sistema
Westinghouse

Fuente: Diapositiva de
clases de ingeniería de métodos. Prof: Iván
Turmero.
Habilidad: pericia en seguir un
método, se determina por su experiencia y sus
aptitudes inherentes como coordinación naturaleza y
ritmo de trabajo, aumenta con el tiempo.
Esfuerzo: Demostración de
la voluntad para trabajar con eficiencia, rapidez con que se
aplica la habilidad, está bajo el control del
operario.
Condiciones: Aquellas que
afectan al operario y no a la operación, los elementos
que incluyen son: ruido, temperatura, ventilación e
iluminación.
Consistencia: Se evalúa
mientras se realiza el estudio, al final, los valores
elementales que se repiten constantemente tendrán una
consistencia perfecta.
La tabla Westinghouse obtenida
empíricamente, da el número de observaciones
necesarias en función de la duración del ciclo y
del número de piezas que se fabrican al año. Esta
tabla sólo es de aplicación a operaciones muy
representativas realizadas por operarios muy
especializados.
2.8 CLASIFICACIÓN DE LA
VELOCIDAD:
Es una técnica con equidad el tiempo
requerido para que el operario normal ejecute una tarea
después de haber registrado los valores observados de la
operación en estudio. No existe un método
universal, el analista debe ser lo más objetivo posible
para poder definir el valor de la calificación(C). Es el
paso más importante del procedimiento de medición
del trabajo, se basa en la experiencia, adiestramiento y buenos
juicios del analista.
La calificación de velocidad se
realiza durante la observación de los tiempos elementales,
el analista debe evaluar la velocidad, la coordinación y
la efectividad; deben ajustarse los resultados a la
actuación normal.
La calificación son procedimientos
que se utilizan para ajustar los valores de tiempo observados de
forma tal que correspondan con los tiempos requeridos para que el
operario normal ejecute una tarea.
a. Requisitos de un Buen
Sistema de Calificación de la
velocidad:
Que haya exactitud en sus resultados,
se considera que el error debe ser muy
pequeño.
Que sus resultados sean concordantes,
es decir que el error tiende a producirse siempre en un mismo
sentido y con valores casi iguales en todas las
aplicaciones.
Que sea simple, que el procedimiento
para calificar pueda explicarse en términos sencillos,
tales que el operario pueda comprender como
funciona.
Objetividad del encargado del estudio
de tiempos a la hora de establecer los niveles de
ejecución.
Que el encargado del estudio tenga bien
claro lo que es un operador calificado normal.
2.9 TIEMPO NORMAL:
Es el tiempo requerido por el operario
normal o estándar para realizar la operación cuando
trabaja con velocidad estándar, si ninguna demora por
razones personales o circunstancias inevitables. Mientras el
observador del estudio de tiempos está realizando un
estudio, se fijará, con todo cuidado, en la
actuación del operario durante el curso del mismo. Muy
rara vez esta actuación será conforme a la
definición exacta de los que es la " normal ", o llamada a
veces también "estándar".
De aquí se desprende que es esencial
hacer algún ajuste al tiempo medio observado a fin de
determinar el tiempo que se requiere para que un individuo normal
ejecute el trabajo a un ritmo normal.
El tiempo real que emplea un operario
superior al estándar para desarrollar una actividad, debe
aumentarse para igualarlo al del trabajador normal; del mismo
modo, el tiempo que requiere un operario inferior estándar
para desarrollar una actividad, debe aumentarse para igualarlo al
del trabajador normal; del mismo modo, el tiempo que requiere un
operario inferior al estándar debe reducirse al valor
representativo de la actuación normal. Sólo de esta
manera es posible establecer un estándar verdadero en
función de un operario normal.
2.10 CÁLCULO DE TIEMPO
NORMAL:
La longitud del estudio de tiempos
dependerá en gran parte de la naturaleza de la
operación individual. El número de ciclos que
deberá observarse para obtener un tiempo medio
representativo de una operación determinada depende de los
siguientes procedimientos:
Por fórmulas
estadísticas.Por medio del ábaco de
Lifson.Por medio del criterio de las tablas
Westinghouse.Por medio del criterio de la General
Electric.
Tabla 2: Método
general electric.

Fuente:
http://www.monografias.com/trabajos93/calculo-del-tiempo-estandar-corte-tubos-portones/calculo-del-tiempo-estandar-corte-tubos-portones
Estos procedimientos se aplican cuando se
pueden realizar gran número de observaciones, pues cuando
el número de éstas es limitado y pequeño, se
utiliza para el cálculo del tiempo normal representativo
la medida aritmética de las mediciones
efectuadas.

2.11 TOLERANCIAS:
Después de haber calculado el tiempo
normal, es necesario hacer otros cálculos para llegar al
verdadero tiempo estándar, esta consiste en la
adición de un suplemento o margen al tener en cuenta las
numerosas interrupciones, retrasos y movimientos lentos
producidos por la fatiga inherente a todo trabajo.
a. Propósito.
Agregar un tiempo suficiente al tiempo de
producción normal que permita al operario de tiempo
cumplir con el estándar a ritmo normal. Se expresa como un
multiplicador, de modo que el tiempo normal, que consiste en
elementos de trabajo productivo , se pueda ajustar
fácilmente al tiempo de margen si las tolerancias son
demasiadas altas los costos de producción se incrementan
indebidamente y si los márgenes fueran bajos, resultaran
estándares muy estrechos que causaran difíciles
relaciones laborales y el fracaso eventual del
sistema.
Se debe asignar una tolerancia o margen al
trabajador para que el estándar resultante sea justo y
fácilmente sustentable por la actuación del
operario medio, a un ritmo normal y continuo.
b. Tipos:
1. Almuerzo y merienda.
2. Necesidades
personales.3. Retrasos evitables.
4. Adicionales /
Extras.5. Orden y limpieza.
6. Tiempo total del
ciclo.7. Fatiga.
8. Especiales: expresados en
porcentajes, se refieren a:9. Entrenamiento /
adiestramiento.10. Política
empresa.
2.12 MÉTODO SISTEMÁTICO
PARA ASIGNAR TOLERANCIA POR FATIGA:
Consiste en evaluar la forma objetiva y a
través de la observación directa el comportamiento
de las actividades ejecutadas por el operario, mediante un
conjunto de factores los cuales poseen una puntuación
según el nivel (evaluación cualitativa y
cuantitativa). La sumatoria total de esos valores determina el
rango y la clase (%) a que pertenece; según la jornada de
trabajo que aplique, para asignarle un porcentaje del tiempo
total que permite contrarrestar la fatiga.
Después de hacer la
evaluación se obtiene un valor a través de la
sumatoria de dichos factores, los cuales en función de la
jornada de trabajo se ubican en el rango o límite
correspondiente para determinar así que porcentaje de
tiempo por concepto de fatiga debe asignarse.
2.13 NORMALIZACIÓN DE
TOLERANCIAS:
Deducir de la jornada de trabajo los
tiempos por concepto de suplementos o márgenes fijos de
forma tal que se obtenga la jornada efectiva de trabajo, luego se
determina cual es el porcentaje que representan las tolerancias
por fatiga y necesidades personales del tiempo normal.

El hecho de que los cálculos de los
suplementos o tolerancias no pueden ser siempre perfectamente
exactos, no justifica que se utilicen como depósitos donde
acumulan los factores o elementos que se hayan omitido o pasado
por alto al efectuar el estudio de tiempo. La aplicación
en cualquier situación del estudio del trabajo de los
suplementos o tolerancias se debe a los siguientes
factores:
2.14 ESPECIFICACIONES EN LAS TRES
ÁREAS GENERALES DE LAS TOLERANCIAS.
a. Necesidades
personales:
Incluye interrupciones en el trabajo
necesarias para el trabajador como son: viajes periódicos
al bebedero de agua o baño. Las condiciones generales de
trabajo y la clase de trabajo, influirán sobre el tiempo
necesario para cubrir necesidades personales. Así como el
trabajo pesado a altas temperaturas requerirá de mayores
tolerancias que el realiza a temperaturas moderadas.
b. Fatiga.
La fatiga se considera como una
distribución en la capacidad de realizar trabajo. La
fatiga es el resultado de una acumulación de productos de
desecho en los músculos y en la corriente
sanguínea, lo cual reduce la capacidad de los
músculos para actuar. Los movimientos musculares van
acompañados de reacciones químicas que necesitan
alimento para sus actividades.
No se puede decir definitivamente que la
producción disminuye como consecuencia de la fatiga. El
que una persona realice menos trabajo durante la última
hora de la jornada puede ser debido a que se encuentra cansada,
pero también puede deberse a perdida de interés o
preocupación personal.
La fatiga industrial se refiere a tres
fenómenos que están relacionados:
Sentimiento de cansancio.
Cambio fisiológico del
cuerpo.disminución en la capacidad de
hacer trabajo.
Factores que producen
fatiga:
Constitución del
individuo.Tipo de trabajo.
Condiciones del trabajo.
Monotonía y tedio.
Ausencia de descansos
apropiados.Alimentación del
individuo.Esfuerzo físico y mental
requeridos.Condiciones
climatéricas.Tiempo trabajando.
c. Tolerancias Adicionales o
Extras:
En las operaciones industriales
metal-mecánicas típicas y en procesos afines, el
margen de tolerancias por retrasos personales inevitables y por
fatiga, generalmente es alrededor del 15%.
 2.15 PROCEDIMIENTO ESTADÍSTICO
2.15 PROCEDIMIENTO ESTADÍSTICO
PARA LA DETERMINACIÓN DEL TAMAÑO DE LA
MUESTRA:
Los métodos estadísticos
pueden servir de guía para determinar el número de
ciclos a estudiar. Se sabe que los promedios de las muestras (X)
tomados de una distribución normal de observaciones,
están normalmente distribuidos con respecto a la media de
la población (&µ).
El procedimiento estadístico usado
para determinar el tamaño de la muestra es el
siguiente:
1. Determinar el nivel de
confianza (c)
2. Determinar los intervalos de
confianza (I)

Tal expresión supone que se conoce
la desviación estándar de la población. En
general, lo anterior no se cumple, sin embargo la
desviación estándar puede ser estimada mediante la
desviación estándar de la muestra S,
donde:

3. Calcular el intervalo de la
muestra (Im):

4. Criterios de
decisión:

5. Nuevo tamaño de la
muestra (N")

6. Contabilizar las lecturas
adicionales
CAPÍTULO III
DISEÑO
METODOLÓGICO
En este capítulo se describen, todas
y cada una de las herramientas utilizadas, durante el periodo
investigativo; tales como: descripción del tipo de
estudio, descripción de la población y muestra, los
diferentes recursos e instrumentos utilizados, las
técnicas que se llevaron a cabo para recolectar los datos
y el procedimiento metodológico.
3.1 TIPO DE ESTUDIO:
Página siguiente  |