- Introducción
- Diagnóstico de la gestión de mantenimiento de la superintendencia de mantenimiento de revestidos y terminados de Sidor C.A.
- ¿Cómo funciona la unidad de planificación del mantenimiento?
- Los grupos técnicos
- La guardia del mantenimiento asignado
- El taller zonal
- Documentos SAP utilizados en mantenimiento
- Participación de los costos de mantenimiento en el costo final del producto
- Análisis estadístico de la gestión del grupo técnico eléctrico de la línea de estañado II de Sidor C.A. en el periodo agosto 2004-julio 2005
- Objetivos para la gestión del mantenimiento
- Programación y presupuesto para alcanzar uno de los objetivos planteados
- Indicadores típicos de la gestión de mantenimiento
- Conclusiones
- Bibliografía
Introducción
Las empresas de hoy día en la constante búsqueda de altos niveles
de productividad que garanticen rentabilidad y competitividad en los mercados
así como el cumplimiento de estándares de calidad, seguridad y
cuidado al medio ambiente cada vez mas exigentes le están dando mucha
mas importancia a la gestión de sus activos físicos, en este sentido
el mantenimiento es visto como parte vital en el proceso de generar productos
y servicios de manera eficiente y rentable.
En empresas como SIDOR, donde los costos del mantenimiento son relativamente
altos comparados con otro tipo de industrias, es necesario gerenciar de manera
eficiente los recursos asignados para el mantenimiento de una determinada instalación
y lograr con esa gestión altos índices de efectividad, disponibilidad
y confiabilidad de sus plantas y líneas de procesos para asi cumplir
con los objetivos y metas generales de la empresa y lograr los estándares
que se pretenden cumplir.
En este trabajo se presenta un estudio de la superintendencia de mantenimiento
de Revestidos y Terminados de Sidor C.A., se realiza un diagnostico de la gestión
del mantenimiento y se detalla el modelo de gestión que se aplica en
la empresa, se revisan la misión, visión, objetivos y estrategias
de dicha área, se detalla un análisis estadístico del grupo
técnico eléctrico de la línea de Estañado Electrolítico
II, evaluando la sección de reflujo de esta línea como equipo
critico, presentándose un análisis de falla del mismo, objetivos
a cumplir para mejorar la disponibilidad de este, el sistema de control actual
de la gestión de mantenimiento que se lleva y finalmente se muestran
las conclusiones de este estudio.
Diagnóstico de la gestión de mantenimiento de la superintendencia de mantenimiento de revestidos y terminados de Sidor C.A.
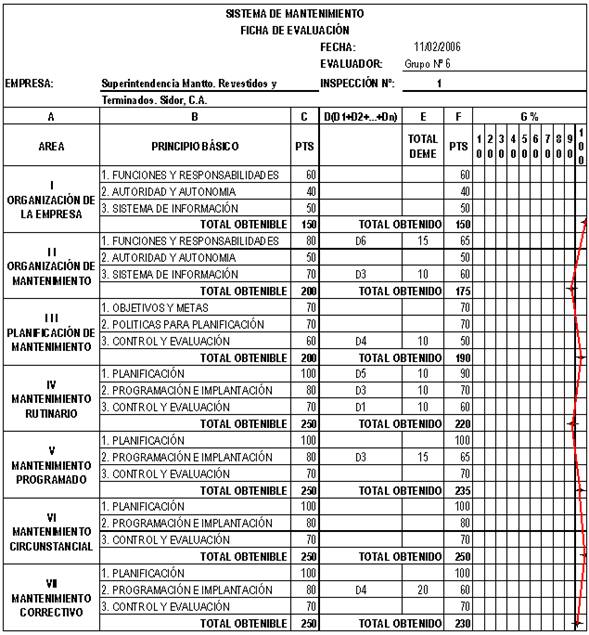
A continuación se muestra el diagnóstico realizado a la superintendencia de mantenimiento de Revestidos y Terminados de Sidor C.A. a través de la aplicación de la norma COVENIN 2500-93 (Manual para evaluar los sistemas de mantenimiento en la industria), el mismo se resume en la ficha de evaluación siguiente:


MISIÓN (Propuesta)
La misión de la Superintendencia de Mantenimiento de Revestidos y Terminados de SIDOR, C.A., es cumplir con la política global de mantenimiento de la empresa, garantizando el cumplimiento de los objetivos globales del área en función del presupuesto acordado, utilización de la planta, cuidado al medio ambiente, calidad y seguridad, manteniendo altos índices de confiabilidad y disponibilidad de las líneas de producción y equipos, logrando a su vez el desarrollo técnico y humano de su personal.
VISIÓN (Propuesta)
La Superintendencia de Mantenimiento de Revestidos y Terminados de SIDOR, C.A., tiene como visión ser el modelo a seguir en las empresas de la corporación en cuanto a la aplicación del modelo de gestión del mantenimiento, alcanzando indicadores de mantenimiento equivalentes a empresas siderurgicas de clase mundial.
OBJETIVOS Y METAS DE LA SUPERINTENDENCIA
Garantizar el cumplimiento de los objetivos globales del área y en función del presupuesto acordado, en temas tales como utilización de la planta, costos, calidad y seguridad. Es quién maneja estos objetivos, con planes de mediano y largo plazo.
Coordinar las actividades de los grupos técnicos y asegurarse de que su funcionamiento sea de acuerdo al modelo definido en la empresa, dándoles apoyo y formación.
Dirigir y optimizar el funcionamiento de las guardias de mantenimiento y el taller zonal.
Planificación de las grandes tareas anualmente y elaboración junto a los GT, de el PEA (Presupuesto Económico Anual) de costos del área. Es de destacar que el presupuesto de costos fijos de mantenimiento en SIDOR C.A alcanza al 85% del presupuesto total de la compañía, de allí la importancia de su control.
Lograr el desarrollo técnico y humano del personal del área, organizando la capacitación de los mismos y planificar sus carreras profesionales /laborales.
Administrar las acciones necesarias para el control y mejoramiento de la seguridad y del medio ambiente.
Coordinar la gestión global con las demás áreas (operaciones, calidad, programación de la producción, staff centrales de mantenimiento, servicios, etc.).
Garantizar junto a los GT, la adecuada administración de los repuestos del área y optimizar las cantidades de modo de tener el mínimo stock necesario.
Coordinar los desarrollos de ingeniería con las áreas centrales, proponer inversiones necesarias para el área y liderar directamente alguno de estos proyectos.
Implementar las políticas globales de mantenimiento que se definan en los comités de mantenimiento, como por ejemplo: control de contratistas, manejo de talleres externos, gestión unificada de los diferentes indicadores de control del área, etc.
¿Cómo funciona la unidad de planificación del mantenimiento?
SUPERINTENDENCIA DE PLANIFICACIÓN Y CONTROL DE MANTENIMIENTO
Está superintendencia es responsable de la planificación, control y seguimiento de la gestión del mantenimiento a nivel de la gerencia general en su conjunto. La responsabilidad por la correcta administración de los recursos sigue siendo de cada una de las áreas, por lo cual el objetivo de esta superintendencia, es la de asistirlos y garantizar que los diferentes responsables posean la información necesaria para la toma de decisiones. En la figura siguiente se observa el organigrama de esta superintendencia.

Superintendencia de Planificación y Control del Mantenimiento
Funciones básicas : Entre las funciones básicas mas relevantes que se encuentran bajo la responsabilidad de esta superintendencia, tenemos las siguientes:
Elaboración y/o revisión de las especificaciones técnicas, para la contratación de la ejecución de actividades bajo la modalidad de mantenimiento global o suministro horas hombre.
Administración y control del pool de mano de obra administrada (MOA) requerido para apoyar las actividades de mantenimiento programado, de los distintos usuarios del complejo siderúrgico. Estandarización de trabajos y racionalización de mano de obra
Administración y control de los contratos de mantenimiento y servicios, cuya ejecución es supervisada por el personal técnico de las superintendencias de mantenimiento y que son requeridos para garantizar la disponibilidad y confiabilidad de los equipos e instalaciones, de las diferentes plantas de SIDOR.
Asegurar la formulación del presupuesto económico anual de los costos fijos, gastos de estructura y reparaciones extraordinarias, en función de los lineamientos y planes de la empresa.
Realizar el seguimiento y control de los costos a nivel de la gerencia general de mantenimiento. Asesorar y orientar la correcta aplicación de los gastos, acorde a la estructura de costos aprobada. Asistir a todas las unidades de la gerencia general, en generación y análisis de los informes de costos acorde a sus necesidades
Consolidar el plan maestro de RP y REX, en función de los planes de producción y acorde a las estrategias emanadas de la Gerencia de Gestión de Ordenes.
Racionalizar el stock de materiales y repuestos inactivos, sin movimiento en los últimos cinco años. Coordinar con abastecimientos, la ejecución de planes de desincorporación y/o chatarreo de materiales y repuestos inactivos, con miras a racionalizar los gastos de inventarios.
Efectuar el seguimiento y control de las variables e indicadores gerenciales fundamentales, que muestran los resultados de la gestión de mantenimiento en SIDOR C.A.
Administrar el portal de la Intranet, donde reside el site de mantenimiento que contiene los sistemas informáticos, soporte de la gestión de los grupos de mantenimiento de planta, mantenimiento predíctivo, costos, stock de materiales y repuestos específicos, control de consumos de aceites hidráulicos y lubricantes, entre otros.
Participar en el desarrollo de sistemas de gestión, para su aplicación en las unidades de mantenimiento de la gerencia general de mantenimiento.
Realizar el seguimiento y control de los indicadores de personal, asociados a la Gerencia General de Mantenimiento, cubriendo aspectos como fuerza laboral, sobre tiempo días libres, índices de capacitación del personal en base a tabulador, etc.
Coordinación de actividades de capacitación de personal en función de los requerimientos de la gerencia general de mantenimiento.
Asistir y representar a la gerencia general, en diversos trabajos orientados al mejoramiento de la gestión global. Coordinación e instrumentación conjunta de acciones de mejora.
Seguimiento de la gestión de los depósitos descentralizados (DES) ubicados en las distintas plantas. Coordinación con abastecimientos de acciones de mejoras y restablecimiento de stock.
Administración del plan maestro de problemas emanado del COMANT.
MAPA DE PROCESO DE LA GERENCIA GENERAL DE MANTENIMIENTO DE SIDOR C.A.
En la figura siguiente se observa el mapa del proceso del mantenimiento en Sidor C.A., en esta se detallan todos los entes relacionados con la función mantener, se muestran las entradas necesarias para producir el servicio mantenimiento.

Mapa de proceso de la gerencia general de mantenimiento de Sidor C.A.

Mapa de proceso detallado
LA ESTRUCTURA FUNCIONAL DEL MANTENIMIENTO EN LA SUPERINTENDENCIA DE REVESTIDOS Y TERMINADOS (MANTENIMIENTO ASIGNADO)
La organización de un área determinada de mantenimiento asignado, basa su funcionalidad en priorizar todas las actividades de mantenimiento preventivo y tras esta idea, estructura cada uno de los sectores y las interrelaciones que deben existir entre los mismos. Se puede simplificar este modelo organizativo, diciendo que existen tres áreas funcionales básicas:

A lo largo de este trabajo se explica cuál es la función específica
de cada una de estas áreas, como es la relación entre las mismas
y cuál es la tarea de los demás sectores que prestan apoyo a las
mismas. Además de explicitar la organización que aglutina todas
estas funciones, que en la jerga de SIDOR C.A. se conoce como superintendencia
de mantenimiento asignado.
Los grupos técnicos
Los Grupos Técnicos (GT) son claramente la célula básica y fundamental en el modelo organizativo del mantenimiento en SIDOR C.A, al ser estos los actores principales en la implementación del mantenimiento preventivo/ predictivo y de la ingeniería de mantenimiento. Son estos seguramente, el distingo más importante entre este modelo y los tradicionales existentes en las demás empresas.
La cantidad de equipos o la complejidad tecnológica que existe en cada línea/ área de producción es tal, que se eligió subdividir la misma por geografía y por especialidad técnica. Cada una de estas áreas subdivididas fue asignada a la responsabilidad de equipos autogestionados, que se denominan "Grupos Técnicos".
Estos GT están compuestos por un líder y un grupo de inspectores cuyo número oscila entre 2 y 5 personas y podríamos sintetizar sus objetivos, de la siguiente manera:
Los grupos técnicos tienen la misión de lograr la máxima efectividad y prestación en calidad de los equipos a su cargo, con el mínimo costo posible y cumpliendo con las normas de seguridad y medio ambiente vigentes. Todo esto, dentro de un marco de mejora permanente de la confiabilidad de sus equipos.
De igual modo, estos grupos técnicos son los responsables de gestionar de manera autónoma, tareas tales como:
Definir si cada equipo será gestionado como mantenimiento basado en rotura, mantenimiento basado en el tiempo o mantenimiento basado en la condición, y actuar en función de la misma, utilizando los recursos y sistemas disponibles en la planta.
Desarrollar todo lo referente al mantenimiento preventivo, asegurándose la incorporación de los respectivos planes en el sistema y garantizando su cumplimiento.
Mantener actualizada la información en los sistemas y asegurándose que en las mismas se encuentre la "memoria técnica," desarrollada con la experiencia de años.
Supervisar el seguimiento de la implementación de las técnicas predictivas, apoyándose en el departamento de predictivo central y ejecutando las tareas correctivas que surjan de sus recomendaciones.
Programar las tareas correctivas necesarias en las diferentes paradas programadas o de oportunidad que existan, en función de los resultados de las inspecciones realizadas.
Realizar los análisis de fallas correspondientes, ante eventos importantes o reiterativos y gestionar el plan de acción que de el se desprenda.
Garantizar la disponibilidad de los repuestos necesarios, de modo de tenerlos disponibles en cada momento y que toda la información respectiva, se encuentre en los sistemas de mantenimiento. En este sentido, trabajar de modo de tener catalogado todos sus repuestos principales.
Rediseñar o modificar los equipos de modo de optimizar la confiabilidad y mantenibilidad de los mismos, a través de su propia gestión técnica o apoyándose en el departamento de Ingeniería de mantenimiento.
Formular y controlar el presupuesto de costos fijos de mantenimiento en su área.
Ser responsable de la seguridad de la gente propia y contratada de manera global (actitudes y condiciones) y ser el encargado de eliminar las condiciones inseguras de su área de incumbencia, de modo de evitar accidentes tanto de su personal como de otros que trabajen en la misma área.
Garantizar el cuidado del medio ambiente, en todo lo relativo al control de los equipos a su cargo.
Convertirse en el "Referente Técnico" en su área y especialidad, de modo de servir de apoyo a las guardias de emergencia y ser consultado por los departamentos de staff.
Llevar a cabo análisis sistemáticos de la problemática de su área, desarrollar el ABC con los temas principales a atacar, elaborar un plan maestro de problemas y asegurar el seguimiento y cumplimiento final de los mismos.
Estos Grupos Técnicos son uno de los ámbitos mas propicios donde aplicar la teoría sistémica de Deming, ya que es esta una herramienta conceptual para mejorar procesos y son los GT quienes liderar el mejoramiento continuo a nivel de equipos. Cada uno de los integrantes de un GT debe: planificar las tareas a desarrollar, ejecutar estas tareas valiéndose de los recursos que tiene a su disposición, verificar si la tarea fue exitosa y en función de esta, corregir para volver a planificar y de esta manera continuar con el círculo virtuoso del mejoramiento continuo.

La función sistémica del grupo técnico.
LAS DIVISIONES DE RESPONSABILIDAD EN LOS GRUPOS TÉCNICOS
Como se mencionó anteriormente, para abarcar una determinada área de manera efectiva, es necesario darle a cada GT una cantidad de equipos que les permita tenerlos bajo control y conocerlos con la profundidad. Para esto se divide a cada planta tanto desde el punto de vista geográfico, como por especialidad técnica;
División geográfica: se trata que la cantidad de equipos asignados sean los suficientes para optimizar el uso de recursos y facilitar la coordinación, pero que no sean excesivos de modo que puedan desarrollar un nivel de conocimientos con la profundidad adecuada. Se busca de que los grupos técnico conozcan su área de manera detallada y sean los referentes técnicos en la misma, en cualquier tema a implementarse en su área específica.
División técnica: en la mayoría de los casos prácticos, es poco factible que una misma persona pueda abarcar la totalidad de conocimientos técnicos necesarios en una línea de producción de tecnología avanzada. Es por ello que además de la división geográfica, en SIDOR C.A. se dividen los GT por especialidades técnicas, donde las más comunes son las siguientes:
Grupos Técnicos Mecánicos.
Grupos Técnicos Eléctricos / Electrónicos de
plantaGrupos Técnicos Instrumentistas.
Grupos Técnicos Hidráulicos (se aplican en algunos
casos específicos, separados de los mecánicos).Grupos Técnicos Eléctricos de alta tensión.
Grupos Técnicos Electromecánicos, para casos de líneas
simples.Grupos Técnicos de civiles.
La guardia del mantenimiento asignado
Este grupo de mantenimiento tiene como principal objetivo, el servicio de asistencia en emergencias al equipamiento de la planta, dando una respuesta adecuada y eficaz tanto en la intervención técnica, como en el tiempo de ejecución para minimizar los tiempos de parada en las diferentes averías que se produzcan. Básicamente, se componen de un supervisor y un grupo de operarios capacitados, con todo el herramental disponible para enfrentar los diferentes tipos de problemas y situaciones que se generan a diario.
Como principales características de funcionamiento de las guardias (GD), podemos enumerar las siguientes:
Multidisciplinarios: en virtud del desarrollo de habilidades y capacidades del personal que las compone, ya que su intervención puede ocurrir sobre diferentes aspectos técnicos de un equipo (eléctrico, mecánico, hidráulico, instrumentación, etc.).
Turnistica : rotan en turnos, cubriendo las 24 horas diarias de funcionamiento de planta, para la atención de eventuales problemas y emergencias que ocurran tanto en los equipos como el proceso.
Si se refiere a la curva de la bañera, la parte plana corresponde a la zona de los esporádicos. Esta es el área de intervención por excelencia de las GD, ya que es allí donde se pueden encontrar típicamente los eventos por sobrecargas de equipos, malas operaciones, errores humanos o eventuales problemas que no fueron corregidos en forma certera dentro de la misma organización del mantenimiento. Como misión fundamental, las guardias tienen la función de tender a minimizar las interrupciones ocasionadas por las averías en los equipos, eliminando la falla y regresando el equipo a su condición normal.
El taller zonal
Se define como Taller Zonal (TZ), a la unidad que suministra recursos y mano de obra para las reparaciones pertenecientes a una planta o superintendencia de mantenimiento asignado especifica de SIDOR. Físicamente, este taller se encuentra en la misma planta donde presta sus servicios.
El objetivo principal es satisfacer las necesidades de los GT, mediante la preparación de los subconjuntos críticos para la planta, la reparación y/o mantenimiento de equipos, el cumplimiento de órdenes de trabajo para la ejecución de trabajos programados y la participación activa en tareas específicas incluidas en las reparaciones programadas.
Como misión fundamental los TZ tienen la función de tender a eliminar las interrupciones ocasionadas por la mortandad infantil de los subconjuntos montados luego de sus respectivas reparaciones
Las funciones típicas que lleva a cabo el TZ para lograr estos objetivos, se mencionan a continuación:
Gestionar la mano de obra propia.
Administrar la mano de obra contratada, de modo de optimizar las horas hombre disponibles.
Programar la órdenes de trabajo generadas a partir de los avisos creados por los GT y las OT propias, para llevar a cabo la reparación de subconjuntos.
Ejecutar la logística necesaria para la reparación de los subconjuntos.
Tareas especificas de reparar y/o preparar subconjuntos, consiguiendo niveles de calidad y respetando condiciones de seguridad establecidas.
Administrar el depósito de subconjuntos de la planta.
Realizar análisis de fallas en los subconjuntos, trabajando en equipo con los GT.
Hacer ingeniería de mantenimiento para la optimización de subconjuntos.
Asegurar la disponibilidad de subconjuntos en cantidad y plazo requerido.
Administrar los repuestos asociados a los subconjuntos, gestionando su abastecimiento.
Ejecutar las tareas incluidas en los programas de reparaciones programadas y que fueron asignados a los TZ.
Ser el eslabón de enlace entre los GT con los talleres centrales (TC) y/o talleres foráneos (TFO)
Coordinar el traslado de los equipos, repuestos y documentación necesaria (TZ – TC – TFO).
Elaborar autorización para la salida de materiales
LA ESTRUCTURA DE UNA SUPERINTENDENCIA TIPICA EN MANTENIMIENTO ASIGNADO
Como ya se ha explicado las diferentes funciones que existen en el modelo organizativo de un área de mantenimiento asignado, es necesario detenerse en el nivel superior a los ya descriptos (GD, GT y TZ). El tamaño de SIDOR C.A. obliga a crear un nivel organizativo con alto grado de autonomía, por cada una de las plantas industriales y donde los límites sean claros y precisos.
A estas áreas se les han dado el nombre de superintendencias y abarcan la totalidad de la responsabilidad sobre el mantenimiento, en cada área productiva. En la figura siguiente se observa el organigrama funcional típico, buscado en cada una de ellas:

Organigrama funcional de una superintendencia típica de mantenimiento asignado
En la misma se puede visualizar que de un superintendente, dependen jerárquicamente las siguientes personas o sectores:
Asistente: es la persona que colabora directamente con el superintendente en la gestión del área y que lo complementa desde el punto de vista técnico, es decir que su especialidad será electrónico en caso de que la del superintendente sea mecánico o viceversa. EL asistente será quién coordine a las guardias y a los grupos técnicos de su especialidad, gestionando además una serie de temas de mediano y largo plazo para la optimización del área. Es también quién reemplaza al superintendente en caso de ausencias.
Grupos técnicos: los GT ya descriptos en este capítulo, dependen directamente del superintendente y es con el con quién coordinan la gestión integral del área.
Guardias de emergencias: también descriptas en este capítulo, su dependencia es también directa con el superintendente.
Taller zonal: es el jefe del TZ quién depende del superintendente, mientras que del dependen los supervisores de las diferentes escuadras de ejecución y los GT especiales de seguimientos de subconjuntos.
Sector de programación: compuesto por unas pocas personas, reporta directamente al superintendente y es con quién coordina las necesidades específicas del área, definiendo prioridades entre los diferentes GT cuando los recursos son insuficientes para todos.
Documentos SAP utilizados en mantenimiento
Las entradas del SAP, están constituidos por documentos, a través de los cuales se ingresan los datos al sistema y se gestionan todas las actividades de mantenimiento. A continuación se explicaran cada uno de los inputs del Sap:
PARTE DIARIO (M9)
Es un tipo de aviso SAP que describe únicamente la bitácora del
turno, no debe representar la historia del equipo, por cuanto para cumplir con
esa función existe otro documento denominado, aviso de avería.
Básicamente se describe en él lo referente a los puntos pendientes
y como se recibe y entrega el turno .Este documento es reportado por el personal
de correctivo (cuadrillas de mantenimiento), y es la primera información
con la que se retroalimentan los grupos técnicos, en las primeras horas
del día
AVISO DE AVERÍA (M2)
Un aviso de avería es un documento del SAP, a través del cual se describe la falla de un equipo que afecta de alguna forma su rendimiento. Estos avisos, pueden ser creados manualmente, o en automático cuando provienen del aviso M4 ,gracias a una interfase que existe entre el SAP y el sistema de interrupciones.
Normalmente se utiliza un aviso de avería para reportar que:
Un equipo no funciona correctamente.
El rendimiento de un equipo ha disminuido o bien no funciona en absoluto.
Al reportar un aviso de avería, es necesario proporcionar tanta información como sea posible ,en cuanto a:
La avería o el problema que se ha producido
El lugar en el que se ha producido la avería o el problema
Otros síntomas de la avería o problemas existentes
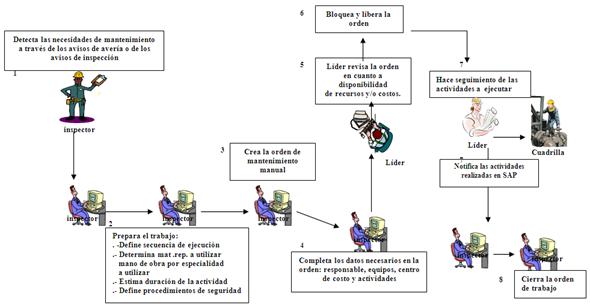
Diagrama de flujo de un aviso de avería

AVISO DE INSPECCIÓN (M0)
Es el documento que describe las anormalidades encontradas en los equipos revisados por el inspector del grupo técnico, durante la inspección.
Todos los días el inspector del grupo técnico sale al área a inspeccionar los equipos asignados bajo su responsabilidad. En su recorrida debe asegurarse que las máquinas estén funcionando sin inconvenientes, en caso de observar alguna anormalidad, esta debe ser reportada en SAP como aviso de inspección, para de esa manera dejar constancia de lo que encontró.
El paso siguiente es asignarle una orden de mantenimiento, siempre y cuando la solución implique el uso de recurso de mano de obra y / o materiales ; de no requerirlo no es necesario su emisión.
Diagrama de flujo del aviso de inspección

SOLICITUD A TALLERES (M6)
Este tipo de aviso se utiliza cuando es necesario el montaje o reparación de un equipo en taller zonal o central. Es importante tener en cuenta que siempre el aviso es remitido al taller zonal, y en caso de no contar con disponibilidad de equipos o mano de obra, el aviso es remitido al taller central o a cualquier taller foráneo.

Diagrama de flujo, solicitud a talleres
ÓRDENES DE MANTENIMIENTO
Comúnmente llamada OM, es el documento principal del módulo SAP- Mantenimiento (SAP-PM) que sirve como instrumento técnico para planificar y programar las actividades de mantenimiento; siendo además el elemento que puede recibir cargos desde el módulo MM (Servicios y Materiales) y otros, lo que lo convierte en el receptor de los costos.
Las órdenes de mantenimiento generado en el entorno de SAP- Mantenimiento, si bien tienen una fuente integración con los módulos orientados a la gestión, poseen atributos que permiten enmarcarlas en el entorno técnico requerido por la función de mantenimiento.
Durante el proceso de creación se ingresan básicamente los datos referentes a las fechas, entendiéndose por estas a las extremas de intervención (inicio y fin) y los recursos. Estos últimos, fundamentalmente mano de obra y repuestos ,son los que generan los costos de las O.M., asociándola a ésta a través de las tareas que realizan los grupos técnicos para llevar a cabo las actividades de mantenimiento.
Con la orden de trabajo se puede:
Describir detalladamente las actividades de mantenimiento a realizar teniendo en cuenta: tareas, tiempo, materiales o repuestos, especialidad de personal involucrado en las tareas, medidas de seguridad, etc.
Programar la ejecución de las tareas indicando.
Registrar la asignación de costos de mantenimiento a un centro o a otra orden.
Introducir datos en el historial de mantenimiento para formar la base de datos que servirá para las evaluaciones y planificaciones futuras.
Clases de órdenes
Las órdenes se clasifican en clases que definen el tipo de mantenimiento y su planificación, pudiendo ser creadas tanto en forma manual como automática. Las clases de órdenes que van desde la PM02 hasta la PM09 son generadas en automático y a partir de plan de mantenimiento, el resto son creadas en forma manual.

Flujograma de una orden de mantenimiento
PLANIFICACIÓN, PROGRAMACIÓN Y CONTROL DE UNA REPARACIÓN PROGRAMADA (RP)



Participación de los costos de mantenimiento en el costo final del producto
En la siguiente figura se puede apreciar una comparación de los costos de mantenimiento de las diferentes industrias según su proceso, siendo la siderúrgica la de mayor valor de costos, En Sidor C.A. los costos de mantenimiento representan el 85% de los costos fijos totales de la compañía.

Comparación de costos del mantenimiento en diversos tipos de industrias.
En las siguientes figuras, se tienen la participación de costos del mantenimiento de la superintendencia en el costo del producto final.

Costos totales en US$ del mantenimiento en la superintendencia de Revestidos y Terminados de Sidor C.A.

Participación del costo de mantenimiento en el costo final del producto.
FLUJOGRAMA DE FORMULACIÓN DE PRESUPUESTO
A continuación se muestra el flujograma de la figura correspondiente a la formulación de presupuesto, que se realiza en SIDOR C.A.

Análisis estadístico de la gestión del grupo técnico eléctrico de la línea de estañado II de Sidor C.A. en el periodo agosto 2004-julio 2005
La efectividad de un equipo o línea esta relacionada con el tiempo que
el equipo esta disponible para la producción, es decir, el porcentaje
del tiempo total disponible que el equipo esta detenido por fallas eléctricas.
El estudio se realiza para el tiempo en el cual la línea esta disponible.
El funcionamiento o la operación de la línea de Estañado
no coincide con el tiempo calendario, es decir, del tiempo total calendario
se opera un tiempo especifico, existiendo momentos en que la línea esta
detenida por diversos motivos que nada tienen que ver con indisponibilidad por
fallas en los equipos, entre estos eventos se tienen:
Falta de demanda.
Enhebrado de la línea.
Pruebas y arranques de línea.
Parada programada de mantenimiento.
Falta de material para procesar producto de fallas en el suministro aguas
arriba del cordón de laminación (Tandem, Limpieza, recocido,
temples y preparación de bobinas).Motivos de fuerza mayor (Paros sindicales, etc.)
En el grafico siguiente se detalla la distribución en horas del tiempo
calendario durante el periodo en estudio, teniéndose un total de 3940
horas de tiempo disponible, lo que equivale a un 44,97 % del total calendario
en el cual la línea debió operar.

Distribución del tiempo calendario durante el periodo
de estudio.
Las demoras eléctricas en ese periodo fueron de 146,74 horas, lo que representa un 3,72 % (Indisponibilidad) del tiempo total disponible, un resumen en porcentaje total de horas de interrupciones se presenta en el siguiente grafico, detallándose las demoras por equipo:

Horas de interrupción por equipos
La tabla siguiente pertenece a los tiempos (horas) de interrupción,
donde puede notarse que el sistema de reflujo fue la que mas impacto la disponibilidad
con aproximadamente el 30% del total de horas de interrupción.

En la figura siguiente se detalla la indisponibilidad de los equipos eléctricos
de la línea de Estañado Electrolítico II de Sidor C.A.
durante el periodo Agosto 2004 – Julio 2005:

Indisponibilidad Eléctrica del Estañado II
ejercicio 2004 – 2005
En la grafica puede verse una curva de color rojo que representa la indisponibilidad
real de los equipos eléctricos y la línea de color verde la meta
establecida. Se puede notar que el cumplimiento de la meta es pobre, solo se
cumplió en 2 de los 12 meses del ejercicio.
Se selecciona el sistema de reflujo para el análisis de falla por ser
el más impactante en la disponibilidad.
Las interrupciones ocurridas en la sección de reflujo se debieron a
fallas ocurridas en el sistema de regulación y por problemas de aislamiento.
El grafico siguiente detalla la distribución de horas para cada sub-sistema.

Tiempos de interrupción por sub-sistema
Todos los datos anteriores son tomados del sistema de interrupciones y del
visual flash Sidor, estos son sitios Web de la red intranet de la empresa donde
puede visualizarse en tiempo real el estado de una línea en particular
(Si esta operando o no) y pueden detallarse las interrupciones en la producción
que ha tenido dicha instalación en un periodo dado, además del
ABC de demoras especificas (Eléctricas, mecánicas, etc.), y otros
indicadores de la gestión del mantenimiento como la efectividad.
Durante el periodo de tiempo que se esta evaluando la sección de reflujo
tuvo un total de 52 eventos (Fallas) eléctricos que ocasionaron las 146,74
horas de interrupción durante las 3940 horas que la línea estuvo
disponible para operar, con estos datos se pueden calcular la tasa de fallas
del equipo y el tiempo promedio entre fallas:

Este tiempo va a ser realmente importante para establecer la frecuencia del
mantenimiento preventivo que se tenga que realizar al equipo
CÁLCULO DE LA CONFIABILIDAD DEL EQUIPO
Teniéndose una tasa de fallas constante, es posible calcular la confiabilidad
del equipo usando el modelo de comportamiento exponencial de los fallos para
un determinado número de horas de funcionamiento:

Pueden establecerse estándares a seguir para llevar un control sobre
la gestión del mantenimiento a este equipo crítico en particular,
una disminución de la cantidad de fallas seria importante ya que sin
tener en cuenta los minutos de interrupción que produzca una falla se
pierden en la línea aproximadamente una tonelada de material que es el
que se esta procesando, aumentando la puesta a mil (Kilogramos de material desechado
por cada tonelada producida) de la línea y generando perdidas importantes.
Se propone en este estudio llevar un seguimiento de la tasa de fallas y el
tiempo promedio entre fallas de la sección de reflujo como indicadores
adicionales a la gestión del mantenimiento del grupo técnico,
tomando como referencia los valores actuales calculados y estableciendo una
meta a cumplir para el próximo ejercicio económico.
ANÁLISIS DE FALLA DE LA SECCIÓN DE REFLUJO:
En la sección de reflujo de la línea de Estañado Electrolítico
II de Sidor C.A. se transforma la superficie mate de la banda (lamina de acero
de bajo espesor) estañada en un acabado mas liso y brillante, además
se produce una delgada capa aleada hierro–estaño entre la superficie
del acero y el recubrimiento de estaño, esto se hace calentando la lámina
hasta el punto de fusión del estaño (234 ºC), pasando una
corriente eléctrica a través de ella, y luego es enfriada rápidamente
en agua a una temperatura aproximada de 60 ºC, esto da resistencia a la
corrosión y mejora las propiedades de la banda para ser soldada. A continuación
se muestra un esquema que detalla el circuito eléctrico de potencia del
sistema:

Esquema del circuito eléctrico de potencia de la sección de reflujo
Mediante la ejecución de la técnica del diagrama causa-efecto
se realiza el análisis de las fallas eléctricas ocurridas en la
sección de reflujo de la línea de Estañado Electrolítico
II de Sidor C.A.; las posibles causas de las averías reportadas como
eléctricas se agrupan en cuatro renglones que son: fallas en el sistema
de regulación, fallas en el sistema de potencia, fallas en el sistema
de control y fallas producto de malas operaciones del sistema.
A continuación se detalla el diagrama causa-efecto en la figura siguiente:

Diagrama causa efecto para una falla eléctrica del sistema de reflujo
Viendo el diagrama anterior las causas raíces pueden resumirse de la
manera siguiente:
SISTEMA DE POTENCIA
Mal montaje de los tiristores.
Humedad y contaminación en el aislamiento
Aislantes de los rodillos deteriorados.
Mala instalación de los rodillos.
Falla en el suministro de la energía a nivel de alta tensión.
Tornilleria de los módulos de tiristores y fusibles con corrosión. (Ver figura siguiente)

Módulo de tiristores de potencia del sistema
SISTEMA DE REGULACIÓN:
Fuente del regulador dañada (Ver figura siguiente).
Montaje errado de tarjetas electrónicas.
Falsos contactos en el cableado.
Lógica errada en el PLC.
Fin de la vida útil de algunos componentes electrónicos.
Mala calibración del sistema de regulación. (Ver figura siguiente)

Sistema de regulación y fuente de alimentación
SISTEMA DE CONTROL
Cable flojo o suelto en los componentes o la regleta de conexión.
Contactos y bobinas de los relés de control deteriorados.
Fusibles de control abiertos.
Cortocircuitos.
MALAS OPERACIONES
Error del operador al ingresar los datos de la bobina al sistema.
Mal corte de las puntas de la banda soldada.
No desconectar el calor momentáneamente al pasar la soldadura por el sistema cuando cambian de espesor.
Objetivos para la gestión del mantenimiento
En función de las causas raíces de las fallas del sistema de
reflujo de la línea de Estañado Electrolítico II de Sidor
C.A, se pueden establecer objetivos a cumplir para mejorar el sistema y reducir
los tiempos de interrupciones por fallas eléctricas que afectan directamente
la efectividad de la línea y la gestión del grupo técnico
encargado de dicho equipo. Estos objetivos se detallan a continuación:
Objetivo general:
Disminuir las fallas eléctricas en la sección de reflujo y en
consecuencia minimizar los tiempos de interrupciones a la producción
motivo de las fallas.
Objetivos específicos:
Para mejorar el sistema de potencia de la sección:
Diseñar y establecer la práctica operativa correcta para
el montaje y desmontaje de los tiristores aplicando los torques recomendados
por el fabricante de los mismos.Generar y establecer un plan de mantenimiento con frecuencia semanal para
garantizar el mínimo aislamiento del circuito de potencia del sistema.Coordinar con el grupo técnico mecánico el montaje y desmontaje
de los rodillos conductores para garantizar el cumplimiento fiel de la práctica
operativa establecida.
Página siguiente  |